
Abstract
Nowadays, hard turning is one of the most important processes for both industry and researchers to substitute traditional grinding operations. The present study shows an experimental investigation on the turning of AISI H13 steel with ceramic tools: conventional and wiper. Wiper geometry has as main objective obtained a smoother surface after the cutting process. Turning tests were performed to evaluate the evolution of the surface roughness and tool wear; and the influence of the flank wear on the surface roughness. A slightly better performance of wiper tools was observed for the flank wear, while no clear trend was observed when analysing the surface roughness. In most of the cases, wiper tools provided better surface roughness than conventional tools but not for all the cases. In addition, the difference in the obtained results varied widely depending on the machining length. Finally, no clear relation was found between the flank wear and the surface roughness.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Traditionally, finishing operations on hard materials have been made using abrasive methods such as grinding, but the improvement of the machine centres and cutting tools is facilitating the use of machining processes characterised by defined cutting edge geometry [1]. In this sense, turning is a widespread machining process in industry [2] that is used for finish operations of hard materials as an alternative to grinding or as a complementary operation [3, 4].
Although there are different criteria to define hard turning operations, most frequently, they involve the cutting of materials with hardness between 58 and 68 HRC [3]. The advantages of the process include the reduction of cost per product, good surface finish, high productivity and reduction of setup times [5]. The hardness of the workpiece plays an important role in the machining process. For instance, it is possible to identify a strong relation between the hardness of the workpiece and the machining force that reaches the higher values as the hardness is increased over 50 HRC [6].
The role of the cutting tools in hard turning is an important one. Several types of tool materials have been tested by the research community. Among them, attention is given to non-metallic cutting tool materials, such as ceramics, cubic boron nitride (CBN) and diamond ceramics [7]. The use of ceramic tools was studied by Davim and Figueira [8] in the hard turning of cold work steel (D2). Authors identified that the tool wear was highly influenced by the cutting speed.
The importance of the surface roughness reached in the machining processes is widely recognised and, usually, it is used as an index of the product quality [9]. In this sense, parameters such as the average surface roughness (Ra) and surface height (Rz) are widely used in industries to characterise mechanical surfaces [10]. Surface roughness is important for functional and mechanical reasons, thus rough surfaces generally wear more quickly than improved surfaces [11].
Besides the materials used for the tools, tool geometry is also critical in machining. Tool geometry in hard turning was analysed by several researchers as, among others, Thiele et al. [12], Özel et al. [13] and Singh and Rao [14]. In particular, tool geometry is a design parameter widely used for improving the attained surface quality. For instance, tool manufacturers have developed different alternatives to conventional tools such as the wiper technology. This technology consists on multi-radii tool nose that let achieve excellent surface roughness, even for high feed rates [15]. Wiper technology was developed by Sandvik Coromant and the first wiper edge was introduced in 1997. The technology is based on the use of multiple radiuses to smooth the generated surface instead of using a single radius as in the case of the conventional tools [16].
According to the manufacturer of wiper tools [16], Sandvik Coromant, with this technology, it is possible to obtain surface roughness values that outperform the ones obtained with conventional tools. For instance, surface roughness is half of the one obtained with conventional tools with tool nose radius of 0.4 mm in the turning of low alloy steel. The results are even better when increasing the tool nose radius. Benefits of the use of wiper technology were reported by authors such as Grzesik and Wanat [17] (AISI 5140, 60 ± 1 HRC), Correia and Davim [15] (AISI 1045, 207 HB), Gaitonde et al. [18] (AISI D2, 59–61 HRC), Davim and Figueira [8] (AISI D2), and Elbah et al. [19] (AISI 4140, 60 HRC).
The selection of adequate tool geometry is useful to attain good surface roughness but, besides, attention should be also given to the selection of the machining parameters. In turning, modelling and the prediction of cutting forces, tool wear and surface quality are of high importance [20]. For that, it is important to understand the influence of the machining parameters on the different outputs of the turning process. According to Horváth et al. [10], parameters such as Ra and Rz in turning depend on machining parameters (cutting speed, feed rate, depth of cut), workpiece material, tool material and tool geometry though the statistical parameters of surface roughness [skewness (Rsk) and kurtosis (Rku)] are defined only by tool geometry. For instance, Bouacha et al. [21] recognised the influence of the cutting speed, depth of cut, feed rate and cutting time on the tool wear, surface roughness, cutting forces and removed material. Moreover, Gaitonde et al. [22] stated that tool wear is highly sensitive to the cutting speed and feed rate.
The relation between the attained surface roughness and the wear of the tools is a topic of interest in machining. According to Grzesik and Zalisz [23], in the machining of hard steel the wear of the conventional and wiper tools is concentrated on both the tool corner and the active secondary cutting (trailing) edge. Grzesik [24] found that, when turning 60 HRC 40H high tensile steel with both conventional and wiper tools, the surface roughness is highly dependent on the flank wear. However, this relation was not confirmed by Guddat et al. [25]. In that study, authors observed that the surface roughness obtained when turning AISI 52100 steel with conventional tools diminished as the cutting time (tool wear) was increased.
The importance of the surface quality has attracted the attention of the research community to the use of wiper technology. Especially important is the use of this technology in the machining of hard materials that are being increasingly used by a wide range of industries. In particular, the advantages of the use of the new tool geometry on the surface roughness have been reported. However, it is considered that there is still a lack of studies dealing with the implications of the tool wear on the surface roughness when turning with wiper tools, particularly, in the turning of hard materials.
In the present study, the flank wear of ceramic tools and its influence on the surface quality in the turning of AISI H13 steel are analysed. Particularly, the influence of the tool geometry, use of wiper technology, by means of the tool nose configuration is evaluated.
2 Experimental methods
2.1 Materials and equipment
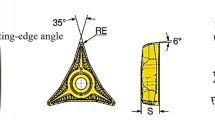
Turning tests were performed using a CNC lathe ‘Kingsbury MHP 50’ (18 kW spindle power and a maximum spindle speed of 4500 rpm). In Fig. 1, it is shown a detail of the experimental setup. Type DCLNL 2020 K 12 (ISO) tool holder and ceramic-based tools of CNGA 120408 T01020 ISO code: conventional (CC650) and wiper (CC650WG) from Sandvik Coromant were used. CC650 grade is mixed alumina-based ceramic (71 % Al2O3, 28 % TiC and 1 % other) [26, 27]. The geometry of the tools is defined by their main properties in Table 1.

Experimental setup
Workpiece material used in the experiments was AISI H13 steel in form of bars with a diameter between 35 and 45 mm and a useful length of 102 mm. The hardness of the material was 54 HRC. The bars were fixed using the three-jaw chuck and the tailstock of the lathe to diminish the effect of the vibrations.
The equipment used to obtain the main results of the process was the following:
-
Flank wear. Microscope TM510 Mitutoyo and a Camera Moticam 2 Motic (R). Images of the tools were treated using the Software Images Plus 2.0 ML Motic (R).
-
Surface roughness. Hommel Tester T1000 profilometer connected to a PC using the RS-232 interface and the Turbo-Datawin software.
2.2 Methodology
The objective of the research is the evaluation of both surface roughness and tool wear, and the influence of the tool wear on the surface roughness. The expected surface roughness for conventional tools can be easily predicted based on the classical theoretical equations for surface roughness based [28, 29] and, for wiper tools, based on the data reported by Coromant [16]. Unfortunately, the evolution of the tool wear cannot be easily predicted. In particular, ceramics are very sensitive to microscopic flaws. Cracks are often produced at the tool edge producing unpredictable and catastrophic failure [30]. Grzesik and Zalisz [23] stated that the tool wear in the machining of hard steel with conventional and wiper tools is concentrated on the tool corner and the active secondary cutting (trailing) edge. Thus, according to the ISO 3685 standard (1993), as tool wear indicator the flank wear VB C (mm) was chosen. The admissible flank wear was measured at the corner radius [31]. To select this indicator, it was considered that the depth of cut (ap) (0.2 mm) is low when comparing to the tool nose radius (t r ) (0.8 mm) taking as criteria t r /ap > 1 [24]. As criteria to evaluate the flank wear, it was fixed a minimum machining time of 20 min before measuring the final flank wear of the tool.
Based on all of the above, it is important to perform exploratory tests to anticipate the response of the tools in the turning of the workpieces and also to select adequately the cutting conditions for the set of experiments. One previous exploratory test was performed using the following cutting conditions: feed rate (f) of 0.1 mm/rev, a cutting speed (v) of 240 m/min and a depth of cut (ap) of 0.2 mm. The test was performed with wiper tools and the result obtained was 0.1881 mm (VB C ) after cutting 20 machining lengths (l) of 102 mm (2040 mm). The total machining time was around 10 min. Because of the low flank wear obtained, it was decided to select a lower feed rate for the set of experiments to allow the heating of the tools during the cutting process and, thus, accelerate the wear process.
Taking into account the results of the exploratory test, the cutting conditions established to analyse the flank wear and its influence on the surface roughness were: cutting speed (80 and 240 m/min), depth of cut (0.2 mm) and feed rate (0.05 mm/rev), and machining length the same one of the workpieces (102 mm). The experimental plan established to realise the investigation includes four tests (Table 2). Because of the differences in diameter of the workpieces the machined length is not the same when using the same cutting speed. Thus, one test includes the machining of several machining lengths until the 20 min criterion is reached. It should be noted that because of the use of workpieces with various diameters, machining time and material removed after the cutting of the first machining length are not the same for all the workpieces. All of the tests were performed using dry conditions.
The flank wear was measured after each of the tests for the cutting speed of 80 m/min because the machining time is around three times higher, depending on the diameter, than the one of the cutting speed of 240 m/min. For the cutting speed of 240 m/min, the flank wear was measured after all the tests from 1 to 9, and for the 12, 15, 18 and 21 tests, taking into account that it is expected to get a great increase in tool wear at the beginning of the cutting process.
Three surface roughness measures using the arithmetical average roughness (Ra) were taken after evaluating the flank wear. These measures were taken over three different generatrix separated 120º to diminish the effect of the experimental errors.
3 Results and discussion
3.1 Flank wear and surface roughness
The flank wear results (VB C ) are plotted in Fig. 2 versus the machining length for both conventional and wiper tools when turning at 80 and 240 m/min. In addition, the flank wear is plotted versus the machining length and material removed in Fig. 3. The values were obtained using the criteria established in the Methodology section and measured until the machining time reached the 20 min time limit. During the tests, no catastrophic failure was detected in any of the cases.

Flank wear (VB C ) versus machining time: a v = 80 m/min and b v = 240 m/min

Flank wear (VB C ) versus: a machining length and b material removed
From Fig. 2, it is possible to see that flank wear increases as the machining time is increased for all the cases analysed. This increase is higher when machining at 240 m/min for both conventional and wiper tools, as expected according to Taylor’s equations [32]. Thus, flank wear when machining at 240 m/min reaches maximum values of 0.25 mm, while, when using the lower cutting speed, the values are below 0.14 mm. In hard machining, the increase of the cutting speed increases the temperature at the contact zone and, thus, increases the tool wear [33]. The influence of the cutting speed on the tool wear was identified as the most important in the hard turning of AISI 4340 steel by Suresh et al. [33]. The increase of the flank wear is associated with an increase in the machining length and material removed that can be observed in Fig. 3. When cutting with the cutting speed of 240 m/min the machining length increases from 816 to 1836 mm and from 714 to 2142 mm for wiper and conventional tools, respectively. In the case of the material removed, it increases from 17,612 to 48,393 mm3 and from 16,585 to 53,095 mm3 for wiper and conventional tools, respectively. In the figure, it is possible to identify how tools perform slightly better when machining with the highest cutting speed at the beginning of the cutting process. But, at a later point in the cutting process, the results obtained when using the lowest cutting speed are close or even better than the ones obtained with the highest cutting speed. However, the differences are reduced and more experimental research is required to draw more detailed conclusions.
The effect of the cutting speed on the flank wear after 20 min of cutting can be observed in Fig. 4. Thus, almost the double of wear is observed in conventional tools when using the highest cutting speed (Fig. 4a, b) and the same results are obtained when using the wiper tools (Fig. 4c, d). In Fig. 4, it is also included the value of flank wear to compare adequately the performance of the tested tools.

Flank wear (VB C ) images: a conventional 80 m/min, b conventional 240 m/min, c wiper 80 m/min, and d wiper 240 m/min
When comparing the performance of the two types of tools, it is possible to identify slightly better results for the case of wiper tools though their results are close (the improvement is below 6 %). These results are in accordance with the ones provided by Grzesik [24] with a cutting speed of 80 m/min but using higher feed rates (0.1 and 0.2 mm/rev). The effect of the use of wiper tools on tool life is reviewed by Chinchanikar and Choudhury [34]. Authors reported experimental investigations in which wiper tools have been found to improve [35] and worsen [36] the tool life against other conventional tool choices.
The surface roughness was measured after evaluating the wear of the tool. Thus, the surface roughness (Ra) is plotted in Fig. 5 versus the machining time. These figures allow comparison of the evolution of the surface quality versus the wear of the tool (dependent on the machining time).

Surface roughness (R a ) versus machining time: a v = 80 m/min and b v = 240 m/min
The results obtained for surface roughness show a less clear dependency on machining time as in the case of flank wear, though in a random way. From Fig. 5, it is possible to see how, in general, the trend for Ra is to increase in all of the cases analysed but in the case of conventional tools at 240 m/min the trend is to decrease. According to Rech and Moisan [37], the parameter Ra is less sensitive to the tool wear because of the material side flow, while other parameters (R and R max) are more sensitive. The tendency observed for the conventional tool at 80 m/min is similar to the one presented by Guddat et al. [25] for conventional tools and, though less defined, for wiper tools.
Although the obtained values show high variability, it is possible to identify a different performance of the conventional tools for the cutting speeds tested. Thus, for the lower cutting speed, Ra reached higher values. In the case of wiper tools, the results are close, though an extremely high peak appeared at 5.92 min, while the highest peak for the conventional tool appeared at the end of the cutting. The influence of the machining parameters on the surface roughness has been analysed by several researchers. Feed rate is in most of the cases confirmed as the most influential factor and, in general, cutting speed is identified as a non-influential factor as, for instance, reported by Aouici et al. [38] in the hard turning of AISI H11 or Davim and Figueira [8] in the hard turning of cold work tool steel (D2).
Regarding the performance of the two types of tools, it is not possible to identify a general conclusion due to the non-constant evolution of the surface roughness. In Fig. 6, it is plotted the improvement I (%) of the wiper tools versus the conventional tools for the different machining lengths. To calculate the improvement of the wiper tools, Eq. 1 is used:

Improvement (I) of surface roughness due to the use of wiper tools
From Fig. 6, it is possible to appreciate how the results of the wiper tools outperform the ones of the conventional tools but not in all the cases. In this sense, by the middle of the cutting process conventional tools provided better surface roughness results than wiper tools. Regarding the improvement in percentage, it varied notably up to 100 % but, in the negative case, it even reached values higher than 100 %. Coromant [16] does not provide results for the tool nose radius of 0.8 mm for the feed rate tested (0.05 mm/rev). The obtained results do not agree with the one of Elbah et al. [19] that identifies better results of wiper tools in comparison with conventional tools, when machining with a feed rate of 0.08 mm/rev and a cutting speed of 160 m/min.
3.2 Influence of the flank wear on the surface roughness
Feed rate and tool nose radius are the main factors affecting surface roughness according to theoretical equations. In particular, Klocke et al. [39] stated that the macroscopic tool geometry is the most determinant factor when feed rate is higher than 0.1 mm/rev. However, when feed rate is lower the size and shape of the cutting edge defects can influence the surface roughness [39]. Further discussion about the effects of the use of low feed rates on the surface roughness can be found in Carou et al. [40].
Taking into account that the feed rate used for the present experiments was 0.05 mm/rev, it is considered interesting to evaluate whether the evolution of the flank wear has influence on the surface roughness or not. To assess the influence of the flank wear on the surface roughness the Pearson’s r coefficient is used. This coefficient is an indicator for the strength of a linear association between two random variables varying between −1 and 1, being 0 the value of data analysed is not correlated. Pearson’s r can be calculated using the two sample variances (Sxx and Syy) and the sample covariance (Sxy). The equation to calculate the coefficient is as follows [41]:
Using Eq. 2, it is possible to calculate the correlation between the flank wear and surface roughness for each of the cases analysed. The values modelled the relation between the two variables that in a graphic way is the same as the one presented in Fig. 5 (surface roughness versus time). The results of Pearson’s r are shown in Table 3.
The calculated Pearson’s r shows how the results differ considerably depending on the cases taken into account. There are no similarities between the results obtained for a specific type of tool or at a specific cutting speed for each of the tools. In addition, the Pearson’s r does not provide information about the variability of the results that can be observed in Fig. 5. This result agrees well with that presented by Zhang and Liang [42] in the hard turning of AISI 1053 with low CBN tool inserts in which no relation was found. In addition, Lima et al. [43] showed how there is no relation between the surface roughness with the time (tool wear) in the hard turning of AISI D2 steel at different cutting speeds. However, for future research, it is recommended the use of more detailed graphical analysis for evaluating the evolution of the geometry of the tool nose with machining time.
4 Conclusions
The present study shows an experimental investigation of the turning process of AISI H13 with ceramic tools. The objectives of the study include the analysis of the flank wear and surface roughness, and the influence of the tool wear on the surface roughness. The main conclusions are as follows:
-
The flank wear was measured in the corner of the tool using the indicator VB C . No catastrophic failure was obtained during the tests. The flank wear was found to be highly influenced by the cutting speed. A big increase in tool wear was observed when turning at 240 m/min tool.
-
A small influence of the type of tools was found on the flank wear. In this sense, a slightly higher flank wear was observed when using conventional tools. However, differences are low and limited to 6 %.
-
Regarding the surface roughness, no clear trend was observed depending on the tool wear for both conventional and wiper tools, and also for the two cutting speeds tested. The evolution of the surface roughness tends to reach higher values when tool wear is higher but some tools do not show this trend as, for instance, the conventional tool when machining at 240 m/min.
-
The influence of the tool wear on the surface roughness was analysed with Pearson’s r correlation coefficient, confirming that there was no clear trend for the obtained values.
-
Finally, the results of surface roughness obtained with conventional and wiper tools were compared. In this sense, it was observed that wiper tools let attained better surface roughness results in most of the cases during the cutting process but, in occasions, conventional tools outperformed wiper tools.
References
Galoppi GS, Filho MS, Batalha GF (2006) Hard turning of tempered DIN 100Cr6 steel with coated and no coated CBN inserts. J Mater Process Technol 179:146–153
Petropoulos G, Pandazaras C (2003) Evaluating the real profile length in turning of carbon steels. Ind Lubr Tribol 55(3):128–136
Astakhov VP (2011) Machining of hard materials—definitions and industrial applications. In: Davim JP (ed) Machining of hard materials. Springer, Berlin, pp 1–32
Meyer R, Köhler J, Denkena B (2012) Influence of the tool corner radius on the tool wear and process forces during hard turning. Int J Adv Manuf Technol 58:933–940
Sahoo AK, Sahoo B (2012) Experimental investigations on machinability aspects in finish hard turning of AISI 4340 steel using uncoated and multilayer coated carbide inserts. Measurement 45:2153–2165
Tönshoff HK, Arendt C, Amor RB (2000) Cutting of hardened steel. CIRP Ann Manuf Technol 49(2):547–566
Karpuschewski B, Schmidt K, Prilukova J, Beňo J, Maňková I, Hieu NT (2013) Influence of tool edge preparation on performance of ceramic tool inserts when hard turning. J Mater Process Technol 213:1978–1988
Davim JP, Figueira L (2007) Machinability evaluation in hard turning of cold work tool steel (D2) with ceramic tools using statistical techniques. Mater Des 28:1186–1191
Benardos PG, Vosniakos GC (2002) Predicting surface roughness in machining: a review. Int J Mach Tool Manuf 43(8):833–844
Horváth R, Czifra A, Drégelyi-Kiss Á (2015) Effect of conventional and non-conventional tool geometries to skewness and kurtosis of surface roughness in case of fine turning of aluminium alloys with diamond tools. Int J Adv Manuf Technol 78:297–304
Radhika N, Subramaniam R, Babudevasenapathi S (2013) Machining parameter optimisation of an aluminium hybrid metal matrix composite by statistical modelling. Ind Lubr Tribol 65(6):425–435
Özel T, Hsu TK, Zeren E (2005) Effects of cutting edge geometry, workpiece hard-ness, feed rate and cutting speed on surface roughness and forces in finish turning of hardened AISI H13 steel. Int J Adv Manuf Technol 25(3–4):262–269
Thiele JD, Melkote SN, Peascoe RA, Watkins TR (2000) Effect of cutting-edge geometry and workpiece hardness on surface residual stresses in finish hard turning of AISI 52100 steel. J Manuf Sci Eng 122(4):642–649
Singh D, Rao PV (2007) optimization of tool geometry and cutting parameters for hard turning. Mater Manuf Process 22(1):15–21
Correia AE, Davim JP (2011) Surface roughness measurement in turning carbon steel AISI 1045 using wiper inserts. Measurement 44:1000–1005
Coromant S (2010) Metal cutting technology. Technical guide. Elanders, Sweden
Grzesik W, Wanat T (2006) Surface finish generated in hard turning of quenched alloy steel parts using conventional and wiper ceramic inserts. Int J Mach Tool Manuf 46:1988–1995
Gaitonde VN, Karnik SR, Figueira L, Davim JP (2009) Machinability investigations in hard turning of AISI D2 cold work tool steel with conventional and wiper ceramic inserts. Int J Refract Met Hard Mater 27:754–763
Elbah M, Yallese MA, Aouici H, Mabrouki T, Rigal JF (2013) Comparative assessment of wiper and conventional ceramic tools on surface roughness in hard turning AISI 4140 steel. Measurement 46:3041–3056
Madić M, Radovanović M (2013) Modeling and analysis of correlations between cutting parameters and cutting force components in turning AISI 1043 steel using ANN. J Braz Soc Mech Sci Eng 35:111–121
Bouacha K, Yallese MA, Khamel S, Belhadi S (2014) Analysis and optimization of hard turning operation using cubic boron nitride tool. Int J Refract Met Hard Mater 45:160–178
Gaitonde VN, Karnik SR, Figueira L, Davim JP (2011) Performance comparison of conventional and wiper ceramic inserts in hard turning through artificial neural network modelling. Int J Adv Manuf Technol 52:101–114
Grzesik W, Zalisz Z (2008) Wear phenomenon in the hard steel machining using ceramic tools. Tribol Int 41:802–812
Grzesik W (2008) Influence of tool wear on surface roughness in hard turning using differently shaped ceramic tools. Wear 265:327–335
Guddat J, M’Saoubi R, Alm P, Meyer D (2011) Hard turning of AISI 52100 using PCBN wiper geometry inserts and the resulting surface integrity. Procedia Eng 19:118–124
Grzesik W, Wanat T (2006) Surface finish generated in hard turning of quenched alloy steel parts using conventional and wiper ceramic inserts. Int J Mach Tool Manuf 46(15):1988–1995
Ferreira R, Carou D, Lauro CH, Davim JP (2016) Surface roughness investigation in the hard turning of steel using ceramic tools. Mater Manuf Process 31(5):648–652
Boothroyd G, Knight W (1989) Fundamentals of machining and machine tools. Marcel Dekker Inc., New York
Shaw M (2004) Metal cutting principles. Oxford University Press, Oxford
Jianxin D, Lili L, Jianhua L, Jinlong Z, Xuefeng Y (2005) Failure mechanisms of TiB2 particle and SiC whisker reinforced Al2O3 ceramic cutting tools when machining nickel-based alloys. Int J Mach Tool Manuf 45:1393–1401
Özel T, Karpat Y, Figueira L, Davim JP (2007) Modelling of surface finish and tool flank wear in turning of AISI D2 steel with ceramic wiper inserts. J Mater Process Technol 189:192–198
Marksberry PW, Jawahir IS (2008) A comprehensive tool-wear/tool-life performance model in the evaluation of NDM (near dry machining) for sustainable manufacturing. Int J Mach Tool Manuf 48(7):878–886
Suresh R, Basavarajappa S, Samuel GL (2012) Some studies on hard turning of AISI 4340 steel using multilayer coated carbide tool. Measurement 45:1872–1884
Chinchanikar S, Choudhury SK (2015) Machining of hardened steel—experimental investigations, performance modelling and cooling techniques: a review. Int J Mach Tool Manuf 89:95–109
Gaitonde VN, Karnik SR, Figueira L, Davim JP (2009) Analysis of machinability during hard turning of cold work tool steel (type: AISI D2). Mater Manuf Process 24(12):1373–1382
Noordin MY, Zainal AM, Kurniawan D (2008) Hard turning of cold work tool steel using wiper ceramic tool. JMek 25:92–105
Rech J, Moisan A (2003) Surface integrity in finish hard turning of case-hardened steels. Int J Mach Tool Manuf 43:543–550
Aouici H, Yallese MA, Chaoui K, Mabrouki T, Rigal JF (2012) Analysis of surface roughness and cutting force components in hard turning with CBN tool: prediction model and cutting conditions optimization. Measurement 45:344–353
Klocke F, Brinksmeier E, Weinert K (2005) Capability profile of hard cutting and grinding processes. CIRP Ann Manuf Technol 54(2):22–45
Carou D, Rubio EM, Lauro CH, Davim JP (2014) Experimental investigation on surface finish during intermittent turning of UNS M11917 magnesium alloy under dry and near dry machining conditions. Measurement 56:136–154
Mason RL, Gunst RF, Hess JL (2003) Statistical design and analysis of experiments: with applications to engineering and science. Wiley, New York
Zhang J, Liang SY (2007) Process optimization of finish turning of hardened steels. Mater Manuf Process 22(1):107–113
Lima JG, Ávila RF, Abrão AM, Faustino M, Davim JP (2005) Hard turning: AISI 4340 high strength low alloy steel and AISI D2 cold work tool steel. J Mater Process Technol 169:388–395
Acknowledgments
This paper is based upon work sponsored by Project “Regionální technologický institut” No. CZ.1.05/2.1.00/03.0093. The authors would like to thank the University of the Aveiro for providing the facilities and equipment to perform the tests. They would also like to thank the support given by the Machining & Tribology (MACTRIB) Research Group of the University of Aveiro.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Márcio Bacci da Silva.
Rights and permissions
About this article

Cite this article
Ferreira, R., Řehoř, J., Lauro, C.H. et al. Analysis of the hard turning of AISI H13 steel with ceramic tools based on tool geometry: surface roughness, tool wear and their relation. J Braz. Soc. Mech. Sci. Eng. 38, 2413–2420 (2016). https://doi.org/10.1007/s40430-016-0504-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40430-016-0504-z