
Abstract
The present investigation is based on the results of a directionally solidified (DS) Sn–9 wt%Zn–2 wt%Cu alloy, including primary/secondary/tertiary dendrite arm spacings of the Sn-rich matrix, the morphologies of the eutectic mixture and the corresponding interphase spacing, the nature and proportion of the Cu–Zn intermetallic compound (IMC). The main purpose is to establish interrelations of these microstructure features with experimental solidification thermal parameters, such as cooling rates and growth rates (v), macrosegregation and hardness. Such interrelations are interesting for both industry and academy since they represent a tool permitting the preprogramming of final properties based on the design of the microstructure. In the case of Sn–Zn–Cu alloys, hardly anything is known about the combined effects of the length scale of the microstructure and fraction and distribution of the primary IMC on hardness. The alloy microstructure is composed of a β-Sn dendritic region, surrounded by a eutectic mixture of α-Zn and β-Sn phases and the γ-Cu5Zn8 IMC. The eutectic interphase spacing varies in the range 1.2–3.6 μm, with the α-Zn phase having a globular morphology for v > 0.5 mm/s and a needle-like morphology for v < 0.3 mm/s. A modified Hall–Petch-type experimental expression relating hardness to the interphase spacing is proposed.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Sn–Zn–Cu alloys deserved attention in recent years due to their potential applications as lead-free solders, in kesterite-based solar cells, as negative electrodes in lithium-ion batteries and as corrosion-resistant layers potentially combining the features of brass and bronze [1]. The combination of these alloys with S or Se allows their use as layers in thin films (CZTS–Cu2ZnSnS4 and CZTSe–Cu2ZnSnSe4). These materials may replace thin-film solar cells containing indium and gallium, which are more expensive [1].
Until recently, lead-based alloys have been extensively used as solders in electronic boards of the electronics industry. However, the new legislations worldwide have restricted the use of lead due to its negative impact on the human health and environment [2]. During the last decade, several Sn-based lead-free solder alloys with compositions varying according to the applications have been proposed. Sn–Ag–Cu [3, 4] and Sn–Zn [5] alloys are considered among the most attractive substitutes for the traditional leaded solders. Sn–Zn alloys are well known for their good mechanical properties, low melting points and relatively low cost. The addition of third and fourth elements to Sn–Zn alloys has been attempted to improve their reliability during the soldering process. According to the literature, the addition of Cu can improve the corrosion resistance [6] and wettability [7, 8] and minimize the dezincification during corrosion [9]. The comprehension of the wetting behavior of these alloys becomes an essential task since wetting of binary Sn–Zn solders on Cu substrates is recognized as very poor [10]. Non-wetting areas and voids can be seen frequently on the solder/substrate interface. Three reaction layers are typically reported in this case, which are formed by Cu5Sn8 adjacent to the solder, a middle layer of Cu5Zn8 and a Cu-rich layer of CuZn. The addition of Na to Sn–Zn solders causes not only a decrease in the thickness of the layer formed by intermetallics at the interface between the solder alloy and the Cu substrate, but also a minor increase in the spreading area when compared with the non-modified alloy [11].
Lin and Shih [12] reported that microadditions of silver (Ag < 0.5%) to the eutectic Sn–9 wt%Zn solder alloy may affect the whole alloy microstructure, which is finally characterized by the competitive growth of Ag5Zn8 and AgZn3 intermetallic particles with the eutectic phase. Another investigation related to Ag-containing Sn–9Zn alloys [13] reported that the addition of 1.5 wt% Ag may induce acceptable tensile properties, i.e., the ductility is improved while preserving the tensile strength. In this case, higher cooling rates are reported to cause finer microstructures, producing better tensile properties.
According to the literature [5, 14], two different morphologies can be assumed by the α-Zn phase during transient directional solidification at different growth rates (v): globular and needle like. For a eutectic Sn–9 wt%Zn solder alloy, globular α-Zn particles have been associated with v > 0.5 mm s−1 and needle-like particles predominated for v < 0.3 mm s−1 [14]. However, information correlating solidification thermal parameters of ternary Sn–Zn–Cu alloys, such as the cooling rate, to the resulting microstructural morphologies cannot be found in the literature. El-Daly and Hammad [15] investigated the microstructural aspects of a Sn–9Zn–0.7Cu solder alloy and reported that the microstructure was formed by a β-Sn matrix, Zn-rich phases and small dark-gray rod-shaped intermetallic compounds (IMCs) (Cu6Sn5, Cu5Zn8 and CuZn5). This investigation has also demonstrated that the α-Zn phase, grown in the Cu-modified alloy, tended to be finer than that observed in the binary Sn–9Zn alloy. In agreement with that, Rahman and collaborators [16] concluded that when Cu is added to the Sn–9Zn eutectic alloy, the length scale of the α-Zn phase decreases. Studies performed by Lee et al. and Liu et al. [17, 18] have shown that with the increase in Cu alloying, the volume fraction of IMCs increases while that of the α-Zn phase of the eutectic mixture decreases.
It is known that the dendritic/eutectic microstructures of solder alloys may be affected by the cooling rate experienced during liquid-to-solid transformation of a solder fillet [19–23]. The alloy mechanical strength is a consequence of microstructural characteristics. The effects of cooling rate and growth rate on the formation and evolution of the microstructure of the Sn–Zn–Cu alloys have not been completely investigated so far. The characterization of dendritic and eutectic microstructural arrangements (scale, morphology and distribution of phases) in solder alloys is considered an essential task since these microstructure features are very common in solder fillets.
A comparison between the tensile properties of Sn–9Zn and Sn–9Zn–0.7Cu alloys is shown in a study performed by El-Daly and Hammad [15]. The ultimate tensile strength (UTS) and elongation to failure of the as-solidified Sn–9Zn eutectic alloy and of the Sn–9Zn–0.7Cu alloy were reported to be 52 and 58 MPa and 22% and 32%, respectively. In the case of Sn–9Zn alloys modified with Cu additions, Lee et al. [17] observed that the elongation is similar to that of the Sn–9Zn eutectic alloy (around 30%) up to the addition of 2 wt% Cu. When 4 wt% Cu was added, the elongation decreased abruptly from 31% (Sn–9Zn alloy) to 19% for the Sn–9Zn–4Cu alloy. Furthermore, UTS values of about 50 MPa were obtained and remained roughly unaffected by the Cu content for all Sn–9Zn–(xCu) ternary alloys evaluated for a Cu content up to 4 wt%. Therefore, the evolution of mechanical properties with Cu content in ternary Sn–9Zn–xCu alloys is a topic deserving more research attention.
Rahman et al. [16] determined the hardness evolution of ternary Sn–9Zn–xCu alloys as a function of their Cu content. The hardness of a eutectic Sn–9Zn alloy was found to be 16.8 HV, while those of Sn–9Zn–0.4Cu, Sn–9Zn–0.7Cu and Sn–9Zn–1.0Cu alloys were 21, 16.6 and 15.5 HV, respectively. The Sn–9Zn eutectic alloy has been reported to be formed by two phases: the β-Sn matrix and small amounts of needle-like α-Zn in the eutectic mixture, with some α-Zn spheroids in it. The presence of Zn-rich spheroids in the microstructure of the Sn–9Zn eutectic alloy can hinder the movement of dislocations enhancing the mechanical strength [14]. Further, it has been found that the hardness firstly increases with the addition of 0.4 wt% Cu to the Sn–9Zn alloy, but decreases for larger Cu additions (0.7 and 1.0 wt%). The resulting lower hardness values obtained for the ternary Sn–9Zn–0.7Cu and Sn–9Zn–1.0Cu alloys have been attributed to the presence of smaller amounts of the α-Zn phase in the eutectic mixture due to the existence of large IMCs particles precipitated in the β-Sn matrix, which consume more Zn from the original bulk solder. Thus, less Zn would be available for the eutectic reaction.
Sn–9Zn–xCu (x = 1, 2, and 4 wt%) ternary alloys were subjected to thermal analysis by using differential scanning calorimetry (DSC) [17]. The DSC results have been combined with thermodynamic data provided by the CALPHAD software (Pandat and Thermo Calc) with a solder database (ADAMIS). The resulting solidification sequence concerning equilibrium conditions for the Sn–9 wt%Zn–2 wt%Cu alloy has been reported to be represented as follows: L → (L + γ–Cu5Zn8) → (L + γ–Cu5Zn8 + ε-CuZn5 + β-Sn) → (γ-Cu5Zn8 + ε-CuZn5 + β-Sn + eutectic β-Sn/α-Zn) phases. However, there is a lack of investigations in the literature regarding the formation and the evolution of the microstructure Sn–Zn–Cu solder alloys for non-equilibrium cooling conditions. The effects of the cooling rate and segregation on the volume fraction of phases, nature and distribution of intermetallics in Sn–Zn–Cu alloys remain undetermined.
Cu is known to react with Zn in preference to Sn, because of the greater reactivity of Zn. In ternary alloy systems like Sn–Zn–Cu, Cu–Sn, compounds are difficult to form until all the free Zn phase is consumed. However, Rahman et al. [16] reported the presence of two different Cu-based IMCs having two different shapes, which were formed through reactions with both Zn and Sn during solidification of the Sn–9Zn–0.4–1.0Cu alloy. The identified IMCs were: rod-shaped γ-Cu5Zn8 and flower-shaped Cu6Sn5.
In the present investigation, the microstructural spacings of both the dendritic matrix and the eutectic mixture and the cooling thermal parameters (growth rates and cooling rates) were determined with the aim of establishing the experimental growth laws. Complete SEM and optical microscopy analyses were carried out. Moreover, the effect of Cu on both the length scale of the microstructure and the morphology of the α-Zn phase in the eutectic mixture were examined. Finally, the interrelations of the local length scale of the microstructure (interphase spacing) along the length of the directionally solidified (DS) casting with hardness were envisaged.
The main purposes of the present study are, firstly, to investigate the microstructural evolution of the ternary Sn–9 wt%Zn–2 wt%Cu solder alloy solidified under transient heat flow regime, and, secondly, to determine the variation in hardness as a function of the local microstructure features.
2 Experimental
In order to promote a vertical upward solidification, an apparatus, designed in such a way that heat is directionally extracted by the bottom of the casting (Fig. 1), was used. The imposed transient directional solidification results in a wide range of microstructures solidified at different cooling rates in a single casting experiment. The solidification setup used in the experiments allows a unidirectional extraction of heat through a water-cooled bottom made of low carbon steel (SAE 1020), promoting a vertical upward directional solidification. A stainless steel split mold having an internal diameter of 60 mm, a height of 157 mm and a wall thickness of 5 mm was used. The lateral inner mold surface was covered with a layer of insulating alumina–silica ceramics to minimize radial heat losses. The bottom part of the mold was closed with a thin (3 mm thick) steel sheet. The upward solidification experiment was carried out with a Sn–9 wt%Zn–2 wt%Cu alloy. Continuous temperature measurements in the casting were monitored during solidification via the output of a bank of fine type J thermocouples sheathed in 1.5 mm outside diameter stainless steel tubes and positioned at different positions from the heat-extracting surface at the bottom of the DS casting. All thermocouples were connected by coaxial cables to a data logger interfaced with a computer, and the temperature data were acquired automatically.

Vertical upward directional solidification casting assembly and its devices
A single solidification experiment was carried out in the present investigation. However, the reproducibility of the directional solidification apparatus used has been checked in advance. The results provided by three repeated experiments are given in Table 1. These experiments were run with an alloy having its transformation temperature quite close to that of the Sn–9 wt%Zn–2 wt%Cu solder. The obtained deviations related to the times of passage of the liquidus isotherm regarding these experiments can be considered quite small. In general, an average standard deviation of 0.9% was obtained.
Selected transverse (perpendicular to the growth direction) and longitudinal cross sections of samples of the DS alloy casting were polished (solution of alumina 1 µm) and etched with a solution of 2 mL HCl, 10 mL FeCl3 and 100 mL H2O applied for 10–30 s to reveal the microstructures. The adopted relative positions in the DS casting were located at 5, 10, 15, 20, 30, 40, 50, 70 and 90 mm from the cooled surface of the casting. An optical image processing system Olympus, GX51 (Olympus Co., Japan) was used to acquire the images. The primary, tertiary (λ 1, λ 3) and secondary (λ 2) dendrite arm spacings (λ 2) were measured on transverse and longitudinal sections of the DS casting, respectively. The triangle method was employed to measure λ 1, whereas λ 2 and λ 3 were measured by the intercept method, as reported by Gündüz and Çadirli [24] (see Fig. 2). The interphase spacings (λ) were measured on the transverse sections by the intercept method as shown in Fig. 2c. At least 40 measurements were taken for each selected position along the length of the DS casting.

Schematic representation of a, c transverse, b longitudinal sections with methods used to measure dendritic and interphase spacings: intercept method for λ, λ 2 and λ 3 and triangle method for λ 1
Furthermore, a more detailed microstructural characterization was performed by using a scanning electron microscope (SEM–EDS, FEI, Inspect S50L). Cross sections of samples of the ternary Sn–Zn–Cu alloy were examined by SEM, and elemental mapping was performed to determine the relative distribution of the elements.
Transverse samples were extracted from different positions along the length of the DS casting and investigated by a fluorescence spectrometer, model Shimadzu EDX-720, to estimate local average Zn and Cu concentrations. This permits to investigate the occurrence of long-range compositional differences (macrosegregation) along the length of the DS casting. The positions from the bottom of the casting selected for monitoring the macrosegregation of the casting were located at 5, 10, 15, 20, 30, 40, 50 and 70 mm. The X-ray diffraction (XRD) patterns of the phases formed in the Sn–9 wt%Zn–2 wt%Cu alloy examined have been acquired by a Siemens D5000 diffractometer with a 2-theta range from 20° to 90°, CuKα radiation and a wavelength, λ, of 0.15,406 nm. The XRD patterns were recorded at a scan speed of 2°/min. The XRD diffractograms were analyzed with the X’Pert HighScore Plus software, which enabled the reference codes to be assessed and the XRD peaks to be identified.
Hardness tests were performed on transverse sections of the samples by using a test load of 500 g and a dwell time of 15 s. The adopted Vickers hardness was the average of at least 20 measurements on each sample. The positions selected for monitoring the hardness evolution were located at 5, 10, 15, 20, 25, 30, 40, 50, 60, 70 and 80 mm from the bottom of the casting. The area of indentation was large enough to encompass all microstructural phases, i.e., Sn-rich dendrites, eutectic mixture and IMCs.
3 Results and Discussion
The thermocouples inserted within the Sn–9 wt%Zn–2 wt%Cu alloy DS casting during solidification allowed to investigate the evolution of temperature vs time along the length of the casting, as shown in Fig. 3b. Further, such experimental thermal profiles and the alloy liquidus temperature (T L) of 207 °C, measured by thermal analysis, have been used in order to determine the solidification cooling thermal parameters: growth rate (ν) and cooling rate (\(\dot{T}\)). Both liquidus and eutectic temperatures were determined in a previous experiment in which the alloy was slowly cooled in a well-insulated crucible, thus permitting the transformation temperatures to be determined, as shown in Fig. 3a. These temperatures are associated with the growth of the β-Sn dendrites, the primary Cu5Zn8 intermetallics and the eutectic mixture of α-Zn and β-Sn [25].

a Experimental time–temperature curve allowing transformation temperatures to be determined; b experimental thermal profiles obtained along the length of the Sn–9 wt%Zn–2 wt%Cu alloy DS casting
The growth rates shown in Fig. 4b were based on the time derivative of the fitting function representing a plot of the position of each thermocouple against time of passage of the liquidus isotherm by each one (see Fig. 4a). The growth rate values varied from 0.2 to 1.1 mm/s and the \(\dot{T}\) values varied from 0.2 to 12 K/s with the experimental scatters being fitted by power functions, as indicated in Fig. 4. The cooling rate (\(\dot{T}\)) was determined along the length of the casting (Fig. 4c), by considering the thermal data recorded immediately after the passage of the liquidus front by each of the six thermocouples placed along the length of the casting. The thermal data around the liquidus temperature, provided by the cooling curves recorded by each thermocouple positioned along the length of the DS casting, were used to determine the coefficients of a fifth-order polynomial via the least squares method in order to generate T = f(t) functions. The derivative of these functions with respect to time yielded cooling rate functions \(\dot{T}\) = f(t). The experimental time corresponding to the liquidus front passing by each thermocouple was then inserted into the \(\dot{T}\) = f(t) function permitting the experimental cooling rate to be determined.

Experimental profiles obtained for the Sn–Zn–Cu alloy corresponding to a position versus time taken by the liquidus front to reach each thermocouple; b growth rate, c cooling rate as a function of position
The as-cast macrostructure, revealed after chemical etching of the DS Sn–Zn–Cu alloy casting, is shown in Fig. 5. Very fine columnar grains prevailed along the entire length of the casting. Furthermore, representative regions of the DS alloy casting are indicated in Fig. 5 with their corresponding microstructures. The solidification cooling rates associated with the microstructures shown in Fig. 5 from the bottom to the top of the DS casting are 9.9, 1.4 and 0.2 K/s, respectively. The micrographs shown in Fig. 5 are valuable in order to show the main phases forming this microstructure, which are β-Sn dendrites, primary Cu–Zn phases and eutectic mixture. Additionally, it can be seen that the length scale of the microstructures increases clearly from the cooled surface of the casting toward its top. A complete dendritic array was identified with the presence not only of primary dendrite stalks but also of secondary and tertiary dendritic branches in all positions examined.

Macrostructure of the ternary Sn–9 wt%Zn–2 wt%Cu alloy DS casting with indications of three relative positions at 5, 20 and 70 mm from the cooled surface of the casting and their corresponding transverse and longitudinal microstructures
Figure 6 shows the evolutions of primary (λ 1), tertiary (λ 3) and secondary (λ 2) dendritic arm spacings as functions of the cooling rate (\(\dot{T}\)) and of the growth rate (v) for the Sn–9 wt%Zn–2 wt%Cu alloy. The points in the graphs represent the average microstructural spacing experimentally measured along with its standard variation. Linear relationships are shown fitted to the experimental points with the aim of representing empirical power laws for the dendritic growth of the Sn–9 wt%Zn–2 wt%Cu alloy. As observed in a number of recent studies with Sn-based alloys [5, 14, 26, 27] −0.55 and −2/3 power laws characterize the primary, tertiary and secondary dendrite arm spacings variations with cooling rate and growth rate, respectively. Such exponents were also reported as the most appropriate for representing similar experimental growth laws of Sn–Pb [26, 27], Sn–Zn [5], Sn–Ag and Sn–Bi [14] and Sn–Ag–Cu (SAC) [28] solder alloys under transient solidification conditions. Figure 6 shows clearly that both the cooling rate and the growth rate strongly affect the microstructural spacing, with the dendritic spacings decreasing with the increase in both the cooling and growth rates.

a Primary/tertiary dendritic arm spacing as a function of cooling rate (\(\dot{T}\)), b secondary dendritic spacing as a function of growth rate (v) for the Sn–Zn–Cu alloy. R 2 is the coefficient of determination
In the studies mentioned above related to Sn–Zn alloys [5, 14], the secondary dendritic spacings of the Sn–4 wt%Zn and 12 wt%Zn alloys have been represented by the equations λ 2 = 35(v)−2/3 and λ 2 = 60(v)−2/3. Therefore, the λ 2 values in Sn–Zn alloys are much larger than the present results of the ternary Sn–Zn–Cu alloy.
The average eutectic interphase spacings (λ) with their standard deviations are shown in Fig. 7. It is known that the eutectic structure has significant influence on the properties of soldered joints. However, studies emphasizing the distribution and the morphology of the eutectic phases within lead-free solder alloys remain scarce in the literature. Based on the SEM images of Fig. 8, several measurements were taken in order to determine the interphase spacings along the DS Sn–Zn–Cu alloy casting. A line in Fig. 7 represents the experimental growth law. The exponent −1/2 proposed by Jackson and Hunt for steady-state growth of lamellar eutectics [29] fairly encompasses the unsteady-state growth of the eutectic mixture considering both the α-Zn morphologies formed, i.e., globules and needles. Kaya and coauthors [23] examined the eutectic growth of the Sn–9 wt%Zn alloy under steady-state solidification conditions. It was likewise observed that the variation of the eutectic spacing with the growth rate was in agreement with the Jackson–Hunt eutectic theory.

Interphase spacing as a function of growth rate (v) for the Sn–9 wt%Zn–2 wt%Cu alloy

SEM images of transverse sections detailing the morphological evolution of α-Zn eutectic phase surrounded by the Sn-rich dendritic matrix in the Sn–9 wt%Zn–2 wt%Cu alloy. P is the position from the metal/mold interface
The resulting eutectic microstructure of the Sn–9 wt% Zn–2 wt%Cu alloy, close to the bottom of the casting, is formed by a mixture of globular-like Zn particles embedded in a Sn-rich matrix, as can be observed in Fig. 8. However, at positions farther away from the cooled surface of the casting, needle-like particles of the α-Zn phase start to prevail. Regions within the DS casting associated with v > 0.5 show prevalence of globules, while the needle-like α-Zn phase particles are restricted to v < 0.3 mm/s. These limits regarding the different eutectic morphologies of the Sn–Zn–Cu alloy apply also to the binary Sn–9 wt%Zn alloy, as reported by Garcia et al. [14].
Figure 9 shows the experimental macrosegregation profiles of Zn and Cu along the length of the DS Sn–Zn–Cu alloy casting. The dotted lines are only representations of the evolution of segregation profiles, as can be noticed for both components examined. A positive macrosegregation (composition higher than the nominal) may be associated with regions closer to the top of the casting, which have Cu and Zn contents that are higher than that of the nominal alloy composition. Conversely, positions closer to the cooled surface of the alloy casting are associated with concentrations lower than the nominal one (negative macrosegregation). The thicker Zn needles associated with positions farther from the cooled surface of the casting, as shown in Fig. 8, may be not only due to the higher Zn content segregated on those regions but also to the slower local cooling conditions.

Experimental Zn and Cu macrosegregation profile along the length of the DS Sn–9 wt%Zn–2 wt%Cu alloy DS casting
Figure 10 shows the elemental SEM–EDS mapping for the Sn–9 wt%Zn–2 wt%Cu alloy. The Sn content (in green) is higher in Sn-rich dendrites and in the eutectic mixture with a much lower intensity in other regions. Zn (in red) is mainly concentrated in the primary Cu–Zn IMC, which presents different shapes depending on the position examined from the cooled surface of the DS Sn–Zn–Cu alloy casting. These shapes vary from cuboid particles at positions closer to the bottom of the casting, rod-like phases at intermediate regions and flower-like IMCs for positions closer to the top of the casting. The morphologies and sizes of these Cu–Zn phases are out of the scope of the present study and deserve further investigation. Flower-shaped and rod-shaped phases of Cu6Sn5, Cu5Zn8 and CuZn5 have already been reported by El-Daly and Hammad [15].

Elemental SEM–EDS mappings obtained along the transverse specimen at the positions P = 10 mm, P = 20 mm and P = 70 mm from the metal/mold interface of the vertically solidified Sn–9 wt%Zn–2 wt%Cu alloy casting
These results show clearly that Cu (in blue) was consumed only by forming Cu–Zn IMCs. According to these analyses, there is no evidence of Cu–Sn intermetallic particles, despite the relatively wide range of experimental cooling rates examined, i.e., neither for fast cooling (P = 10 mm/\(\dot{T}\) = 3.8 K/s) nor for slow cooling conditions (P = 70 mm/\(\dot{T}\) = 0.2 K/s).
The present experimental conditions allow solidification to occur far from equilibrium conditions, which means that Zn and Cu are highly segregated at the solidification front, although Zn is also consumed in the eutectic reaction. Hence, the liquid immediately ahead the solid–liquid interface is enriched in Cu and Zn. If Cu is provided in a sufficient amount, Cu5Zn8 is able to grown instead of CuZn4 since it has lower Gibbs free energy of formation [11].
Transient directional solidification may induce localized thermal instabilities in the vicinity of the solid-to-liquid interface. As a consequence, fluctuations in the thermal gradients in the liquid phase are expected to occur. As soon as a Cu-based intermetallic particle starts to grow into this liquid, a non-stable solidification front is characterized and Maltese cross branches may be formed [11].
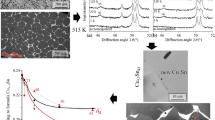
Figure 11 depicts the X-ray diffractograms obtained for the Sn–Zn–Cu solder alloy. The results of two different positions along the length of alloy casting were chosen to examine the effects of very distinct cooling rates and their impacts on the phases forming the microstructure. Figure 11 shows the presence of peaks associated with the Cu5Zn8 IMC, Sn-rich and Zn-rich phases. Other intermetallic particles could not be detected since the characteristic X-ray peaks have not been identified. This is in agreement with the elemental mappings by SEM–EDS depicted in Fig. 10.

XRD patterns of the Sn–9 wt%Zn–2 wt%Cu alloy for specific positions along the length of the DS casting: a P = 5 mm, b P = 90 mm
Detailed X-ray spectra are shown in Fig. 11. Based on the intensities of the 2θ peaks ranging between 33° and 54°, it is possible to establish that the amounts of the α-Zn and Cu5Zn8 phases increase and decrease, respectively, as the cooling rate decreases from 9.9 to 0.2 K/s.
Figure 12 depicts the evolution of the hardness with the inverse of the square root of the eutectic interphase spacing for the Sn–Zn–Cu alloy examined. It can be seen that the hardness decreases with the decrease in the interphase spacing (increase in λ −1/2). One would expect that samples corresponding to smaller λ values may result in higher hardness due to a better distribution of the α-Zn eutectic phase, since Zn has a higher hardness than Sn. However, other features of the microstructure seem to play a more significant role in the development of this property. The increase of hardness observed with increasing λ may be associated with the corresponding decrease in the area fraction of Cu5Zn8 IMC, as depicted in Fig. 12. Consequently, the volume fraction of eutectic increases [16–18] because more Zn would be available for the eutectic reaction if less Cu5Zn8 IMC is formed. These average fractions of IMC were determined by counting the corresponding area fractions using an image processing software (Image J). At least 10 images were examined to yield the values inserted in Fig. 12. The evolution of the area fraction of Cu5Zn8 with the cooling rate is in agreement with the XRD results in Fig. 11. Higher fractions of alternated eutectic with β-Sn and α-Zn, i.e., a reinforcing structure, combined with an increasing Zn content of the alloy, i.e., forming thicker α-Zn phase particles, can affect hardness, as shown in Fig. 12. Therefore, the interphase spacing is not the only factor affecting the hardness profile. The local solute content and the relative proportions of eutectic and of the α-Zn and Cu5Zn8 phases are also able to affect the local hardness.

Evolution of Vickers hardness as a function of the inverse of the square root of the interphase spacing for the Sn–9 wt%Zn–2 wt%Cu solder alloy
4 Conclusions
-
1.
The as-cast microstructure of this alloy solidified under a transient solidification regime involves the presence of β-Sn dendrites, primary Cu5Zn8 intermetallics and a eutectic mixture of α-Zn and β-Sn. Primary, secondary and tertiary branches along the entire length of the DS Sn–Zn–Cu alloy casting characterize the dendritic array.
-
2.
The addition of 2.0 wt% Cu to the binary Sn–9Zn alloy was shown to decrease significantly the secondary dendrite arm spacing. Further, the ternary alloy exhibited the same eutectic morphologies reported in the literature for a Sn–Zn alloy. The same growth rate ranges, as reported for the Sn–Zn alloy, were shown to adequately describe the morphologies of the eutectic α-Zn phase of the ternary alloy examined, i.e., v > 0.5 mm/s were associated with a prevalence of globules of α-Zn phase particles, while v < 0.3 mm/s were associated with that of needle-like α-Zn phase particles.
-
3.
The combined analyses of the SEM–EDS elemental mappings, X-ray spectra and fractions of intermetallics obtained by an image processing software showed that Cu was mainly consumed in the formation of the Cu5Zn8 intermetallic without any evidence of the presence of Cu–Sn or of other Cu–Zn intermetallic particles. Furthermore, the alloy Zn content and the evolutions of \(\dot{T}\) and v were found to be determinant for the growth of the Cu–Zn IMC and its relative area fraction along the length of the DS Sn–9 wt%Zn–2 wt%Cu casting. The decrease in the IMC area fraction with decreasing cooling rates allowed higher amounts of α-Zn phase to be formed inside the eutectic mixture.
-
4.
A correlation between the eutectic interphase spacing and local hardness along the length of the DS casting permitted a modified Hall–Petch-type equation relating HV to λ to be proposed. The decrease in the area fraction of the Cu5Zn8 IMC and the consequent increase in the eutectic area fraction explained the experimentally obtained trend of HV along the length of the DS casting. The evolution of the Zn macrosegregation was also shown to have a minor effect on the hardness.
References
M. Slupska, P. Ozga, Electroch. Acta 141, 149 (2014)
X. Wang, Y. Wang, F. Wang, N. Liu, J. Wang, Acta Metall. Sin. (Engl. Lett.) 27, 1159 (2014)
J.E. Spinelli, A. Garcia, J. Mater. Sci. Mater. Electron. 25, 478 (2014)
F.X. Che, W.H. Zhu, E.S.W. Poh, X.W. Zhang, X.R. Zhang, J. Alloys Compd. 507, 215 (2010)
W.R. Osório, L.C. Peixoto, L.R. Garcia, N. Mangelinck-Noël, A. Garcia, J. Alloys Compd. 572, 97 (2013)
C. Chou, S. Chen, Acta Mater. 54, 2393 (2006)
N. Zhao, H. Ma, H. Xie, L. Wang, J. Mater. Sci. Technol. 25, 410 (2009)
M. Yang, X.Z. Liu, X.H. Liu, in The 11th International Conference on Electronic Packaging Technology and High Density Packaging (Xi’an, China, 2010), p. 748
M. Grobelny, N. Sobczak, J. Mater. Eng. Perform. 21, 614 (2012)
K. Suganuma, K. Niihara, J. Mater. Res. 13, 2859 (1998)
T. Gancarz, P. Bobrowski, J. Pstruś, S. Pawlak, J. Alloys Compd. 679, 442 (2016)
K.L. Lin, C.L. Shih, J. Electron. Mater. 32, 1496 (2003)
J.M. Song, G. Lan, T.S. Lui, L.H. Chen, Scr. Mater. 48, 1047 (2003)
L.R. Garcia, W.R. Osório, L.C. Peixoto, A. Garcia, Mater. Charact. 61, 212 (2010)
A.A. El-Daly, A.E. Hammad, Mater. Sci. Eng. A 527, 5212 (2010)
M. Rahman, A. Sharif, M. Ahmed, in Proceedings of the International Conference on Mechanical Engineering (Dhaka, Bangladesh, 2009), p. 26
J. Lee, K. Kim, M. Inoue, J. Jiang, K. Suganuma, J. Alloys Compd. 454, 310 (2008)
S. Liu, S. Xue, P. Xue, D. Luo, J. Mater. Sci. Mater. Electron. 26, 4389 (2015)
J.E. Spinelli, A. Garcia, Mater. Sci. Eng. A 568, 195 (2013)
B.L. Silva, N. Cheung, A. Garcia, J.E. Spinelli, J. Electron. Mater. 42, 179 (2013)
W.R. Osório, D.R. Leiva, L.C. Peixoto, L.R. Garcia, A. Garcia, J. Alloys Compd. 562, 194 (2013)
U. Böyük, N. Maraşli, Mater. Chem. Phys. 119, 442 (2010)
H. Kaya, E. Çadırlı, M. Gunduz, J. Mater. Eng. Perform. 12, 456 (2003)
M. Gunduz, E. Çadirli, Mater. Sci. Eng., A 327, 167 (2002)
S. Farahany, A. Ourdjini, Mater. Manufact. Proc. 28, 657 (2013)
F. Sá, O.L. Rocha, C.A. Siqueira, A. Garcia, Mater. Sci. Eng. A 373, 131 (2004)
O.L. Rocha, C.A. Siqueira, A. Garcia, Mater. Sci. Eng. A 361, 111 (2003)
J.E. Spinelli, B.L. Silva, A. Garcia, J. Electron. Mater. 43, 1347 (2014)
K.A. Jackson, J.D. Hunt, T. Metall, Soc. AIME 236, 1129 (1966)
Acknowledgements
The authors acknowledge the financial support provided by FAPESP (São Paulo Research Foundation, Brazil: Grants 2013/08259-3 and 2015/11863-5) and CNPq.
Author information
Authors and Affiliations
Corresponding author
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195.
Rights and permissions
About this article

Cite this article
Silva, B.L., Reyes, R.V., Garcia, A. et al. Dendritic Growth, Eutectic Features and Their Effects on Hardness of a Ternary Sn–Zn–Cu Solder Alloy. Acta Metall. Sin. (Engl. Lett.) 30, 528–540 (2017). https://doi.org/10.1007/s40195-017-0572-9
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-017-0572-9