
Abstract
In the present study, pure magnesium was in situ coated with pre-alloyed Al–Cu–Mg alloy through hot pressing. The produced samples were characterized by means of hardness, wear properties and microstructure characterization. A ball-on-disk test was used to determine the dry sliding wear characteristics of the compacts. The results showed that the hot pressing technique has been successfully applied for producing magnesium parts with compatible wear resistance and hardness to aluminum. The in situ coating of Al on Mg by hot pressing resulted in an increase in hardness of about 30% compared with the pure Mg substrate. The wear rate and friction coefficient of the samples decreased with Al coating and increased with an increase in the applied load during the wear tests, compared with the uncoated material.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Light weight aluminum and magnesium alloys offer significant mass savings compared with steel components in many industrial applications [1]. Most of the research for automotive applications is based on Al [2–4]. Recently, Mg has attracted more attention in many industrial applications, primarily the automotive and aerospace industries, because it is about two-thirds as dense as Al [5, 6]. There is also a growing interest in the use of magnesium and its composites in the areas of sports and shipping [7]. Magnesium has a lower density than glass fiber-reinforced polymers and a comparable density with carbon fiber composites. However, their low corrosion resistance, low capacity for strengthening, poor ductility, and especially their unsatisfactory wear behavior have restricted the use of magnesium alloys for static components [8, 9]. Therefore, magnesium is rarely used for engineering applications without being alloyed with other metals. Aluminum, zinc, cerium, silver, thorium, yttrium and zirconium are widely used elements that are present in commercial alloys. The general production methods of these alloy systems are die cast, sand cast and wrought. Cast magnesium alloys have predominated over wrought alloys [10]. In the current study, powder metallurgy was used to produce coated samples. Powder metallurgy (PM) has a lot of advantages over conventional production techniques. PM provides near-net shapes of components with a fine and homogeneously distributed microstructure, resulting in reduced costs [11, 12]. Also, the recyclability of magnesium is a growing factor in choosing to use it in the automotive industry, because it is possible to recycle up to 99% of magnesium parts, which reduces the costs of transportation, and is also environmental friendly [13].
Wear is one of the commonly encountered industrial problems leading to the replacement of engineering components and assemblies. Naturally, Mg alloys are not attractive candidates for bearings, sliding seals or gears. If new procedures are developed, Mg could be taken into consideration [14]. Some coating aspects seem to be one possible means to overcome these drawbacks [15–17]. However, the published knowledge on this is very limited compared with conventional methods [18]. Recently, a number of techniques have become available, including electrochemical plating, anodizing, organic coatings and vapor phase processes. Among these methods, physical vapor deposition (PVD) and chemical vapor deposition (CVD) were studied in relation to improving wear resistance [9, 19, 20]. Within these limited works, Hiraga et al. [21] indicated that surface modification of AZ91D by laser alloying using Si powder can increase the wear resistance of Mg alloys, and Harada et al. [22] also showed that lining AZ31B and AZ91D with pure Ti and Ni foils using shot-peening can effectively improve the wear resistance. Therefore, surface metal coatings can improve the wear resistance of magnesium and its alloys [21–23].
Because of the limitations of hard PVD and CVD coatings, such as their lack of toughness and the need for effective load support, thick new coating materials and techniques are necessary for tribological applications [24]. Hoche et al. [25] and Li et al. [26] studied the coating of magnesium by PVD coating, and the results showed that several PVD coating concepts were tested for the Mg alloys. Unfortunately, no promising PVD coating has been found related to corrosion and residual stress yet.
This study is devoted to the development of a novel in situ thick coating layer on magnesium to enhance its hardness and wear characteristics by vacuum hot pressing. Hot pressing or hot consolidation of metallic powders results in components with higher density, when compared with conventional sintering, or even with fully dense materials in a short time [27]. By using this technique, high production costs can be reduced. This paper presents a new approach using hot pressing to enhance the surface properties of magnesium.
2 Experimental
In the present study, Mg powder (purity 99.9%, average particle size of 70 μm) was used to make the substrate material, and pre-alloyed Al–4Cu–1Mg powder with an average particle size of 110 μm was chosen to produce the deposition layer. The Al–Cu–Mg alloy was selected because it is principally employed in the manufacture of high-volume automotive parts, where a balance between strict dimensional tolerance and excellent mechanical properties is sought [28].
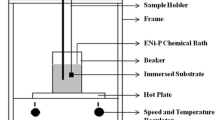
Initially, an hexagonal boron nitride (HBN) coating was applied to graphite die walls to avoid any contamination. Loose magnesium powder was then poured into a cylindrical graphite die with a 20 mm inner and 40 mm outer diameter; Al alloy powders were added before hot pressing. Two graphite punches of 20 mm outer diameter were inserted into the die. The height of the die was 35 mm. Figure 1 shows the sintering and in situ coating process, including a sketch of the hot press technique and the final product. Hot consolidation of powders involves the simultaneous application of pressure and temperature, which produces a higher relative density when compared with conventional powder metallurgy. In hot pressing, as shown in Fig. 1, loose powders are placed into a graphite die, which is then placed between two graphite punches and heated under pressure in an enclosed furnace. A vacuum atmosphere (10 Pa) was used during the process because of the high oxidation capacity of Al and especially Mg. The sintering and in situ coating temperature was 560 °C under 35 MPa pressure with 10 min soaking time. The overall processing time was about 24 min. After the consolidation and production of a coating layer on the Mg, the compacts were polished in the usual manner with final polishing carried out using a 3-mm diamond for the microstructural characterization, hardness measurements and wear tests.

Sintering cycle used for in situ coating process
Vickers hardness tests were performed using a Future-Tech Vickers hardness tester, under a 29.4 N load for 10-s loading duration, in order to determine the effect of the coating layer on the Mg. All reported hardness values are based on the average of five measurements.
The sintered specimens were impact fractured and examined with a scanning electron microscope. To understand the effect of the coating layer on the wear resistance of the produced materials, wear tests were performed at room temperature under dry sliding conditions. All samples were cleaned thoroughly in an ultrasonic cleaner, rinsed with ethanol and dried with an air blower before the tribological tests were performed. A Nanovea MT/60/NI ball-on-disk tribometer was used in the wear tests. All wear tests were performed under 20 and 40 N normal load using AISI 52100 steel ball bearings (6 mm in diameter) as the counterpart in the tests. Sliding speed and sliding distance were kept constant at 0.13 m/s and 400 m, respectively, for all tests. The weight loss of the alloys was measured using an AND GR200 microbalance with a resolution of 0.1 mg. The wear rate of the specimens was calculated by W = M/(ρD), where W is the wear rate (mm3/m), M is mass loss (g), ρ (g/mm3) is the density and D (m) is the sliding distance [29]. Scanning electron microscopy (SEM, JEOL 6060) was used to investigate the worn surfaces. Noncontact 2D surface profile images of the worn surfaces were examined by an optical surface profilometer (Bruker ContourGT InMOtion).
3 Results and Discussion
3.1 Structure and Composition
An Al coating was created on pure magnesium powder based on the solid-state diffusion of particles at 560 °C. The diffusion was supported by the simultaneous application of pressure during the process. After coating the Mg with the Al alloy layer, the density of the coated sample was 1.86 g/cm3.
The fracture surfaces of the compacts are shown in Fig. 2. A dark gray coating area on the Mg substrate can be seen clearly in Fig. 2a. This thick Al alloy-coating layer is also shown in Fig. 2b under high magnification. The morphology of the fracture surface of the Al layer shows smooth, polygonal grain boundary surfaces resulting from an intergranular fracture, whereas the Mg substrate (Fig. 2c) exhibits characteristics of ductile fracture with some transgranular fracture. SEM analysis shows that the interlayer did not exhibit a significant porosity. As can be seen from Fig. 2c, the Mg particles wet the Al particles efficiently.

SEM images of the fracture surface of the hot pressed compacts: a, b general image of the compact; c close-up of the interface
Energy dispersive X-ray (EDS) analysis was performed to study the evolution of the chemical composition of elements along the interface. Figure 3 shows the SEM optical image with the SEM image and EDS spectrum of the coated material. It can be found from the EDS line analysis that there is a decrease in Mg content from substrate to coating layer while Al and Cu increase from interface to center.

SEM image and EDS analysis result of coated sample
3.2 Hardness Testing
Figure 4 shows the Vickers hardness of the in situ-coated samples as a function of distance from the surface. The surface hardness of the coated samples increases with the formation of the Al alloy layer on the Mg. The hardness of the coated material increases significantly, by nearly three times. The hardness values of the substrate and deposited Al layer were 35 HV and approximately 90 HV, respectively. The volume loss per unit sliding distance of the coated sample decreased with the coating of Al alloy on the Mg due to an increase in the hardness.

Hardness profile of the composite of Mg substrate with Al–Cu–Mg alloy coating layer
3.3 Wear Resistance Testing
In the current study, the thick Al–Cu–Mg alloy layer (about 1 mm) was coated on the substrate because of the low mechanical strength of Mg. In addition to the obtained wear resistance, the thick coating layer also provides a high load-carrying capacity without deformation of the substrate Mg material. With a thin layer on a softer substrate, it is difficult to support the load [18]. Therefore, there is no effect from the Mg on the tribological properties, and the Al–Cu–Mg coating layer acts as a bulk material. The wear characteristics of the produced compacts both with and without coating were studied under two different loads (20 and 40 N). Table 1 shows the wear rate and friction coefficients. The friction coefficient increased with increasing normal load. At the beginning of the production, under 20 N load, the friction coefficient of the uncoated Mg was found to be 0.26. The friction coefficient decreased to 0.19 with the deposition of the Al alloy layer on the Mg substrate. Under the loading condition of 40 N, friction coefficients of 0.29 and 0.24 were obtained for the Mg substrate and Mg substrate with Al alloy layer, respectively. After the wear tests, no substrate deformation was seen (Fig. 2a). There is no sliding stress effect, and cracks were seen at the interface (Fig. 2c).
The wear mechanisms for the Mg and Al alloys are abrasion and adhesion, respectively. High plowing tracks on the Mg surface can clearly be seen. By forming a harder Al layer on the Mg, groove formation on the surface was prevented, resulting in lower friction and wear. SEM analyses of the worn surface of the pure Mg and the Al layer, under 20 and 40 N loads, are shown in Fig. 5. For Mg substrate, an extensive pattern of grooves running parallel to the sliding direction can be seen, which is characteristic of abrasive wear. With an increased load, deeper grooves in the Mg revealed that severe wear had occurred. For the composite of Mg with Al alloy layer, no deep grooves were seen on the surface. The wear mechanism changed from abrasive to adhesive wear. Extensive material transfer from the material to the counterpart steel ball can be seen in Fig. 5b. Repeated sliding causes subsurface cracks; these cracks grow gradually and material is removed from the wear surface. At higher loads, due to enhanced stress under the contact surface, crack nucleation and propagation increase, and higher wear delamination can be seen.

Worn surfaces of the Mg substrate a, c and the composite of Mg with Al alloy layer b, d under 20 N a, c and 40 N b, d loads
Figure 6 shows the SEM images of the surface of steel counterparts used in the experiments. A high adhesion effect was observed on the steel ball used for the Al alloy. The surface of the coated Al alloy layer was worn, and was transferred to the ball during sliding. This transferred layer formed a thin adhesive layer on the steel ball. Owing to the interaction between thin and thick Al alloy layers, the wear rate decreased; however, repeated sliding contact stresses caused the removal of larger adhered wear particles from the surface.

SEM images of the surface of counterpart balls for Mg substrate a and Mg substrate with Al alloy layer b
The SEM images and noncontact 2D surface profile images of the worn surface of the samples are presented in Fig. 7. The plastic deformation of the Mg was reduced excessively by the coating of the Al alloy. At lower and higher loads, extensive plastic deformation was observed in the Mg surface. It is evident that the wear rate data, given in Table 1, are compatible with the surface profiles. With the application of higher loads to the Mg substrate, plastic deformation rates clearly increased (Figs. 7c–e). For the Al-coated surface, low and high loads did not cause significant layer deformation at the edge of the wear track (Figs. 7d–f). Three-dimensional surface measurements, shown in Fig. 7, also confirm the wear rate and deformation mechanisms. The depth of the wear tracks can clearly be seen from the 3D profiles. Al-coated samples showed narrower and shallower wear tracks compared with the Mg samples.

Worn surface profiles scanned along the wear tracks with SEM images for Mg substrate a and M substrate with Al alloy layer b
4 Conclusions
From the experiments of the current study, hot pressing and surface coating have been shown to be an effective process for enhancing the hardness and wear properties of Mg. The coating layer was about 1 mm, which effectively improved the load-carrying capacity and wear resistance. A strong bonding layer was observed between the Al alloy layer and the Mg substrate before and after the wear tests. Mg powders effectively wet the Al particles along the interface. The in situ coating of Al on Mg by hot pressing resulted in an increase in hardness of about 30% compared with the pure Mg substrate. The wear rate and friction coefficient of the samples decreased with Al coating and increased with an increase in the applied load during the wear tests, compared with the uncoated material.
References
Y. Chen, H. Zhang, A. Luo, A.K. Sachdev, G. Xu, D. Chen, J. Mater. Sci. Eng. 1, 110 (2012)
R. Yamanoglu, M. Zeren, R.M. German, J. Min. Metall. B 48, 73 (2012)
T. Tanski, K. Lukaszkowicz, Surf. Eng. 28(59), 8 (2012)
H. Ashrafi, M.H. Enayati, R. Emadi, Acta Metall. Sin. (Engl. Lett.) 28, 83 (2015)
A. Contreras, C.A. Leon, R.A.L. Drew, E. Bedolla, Scr. Mater. 48, 1625 (2003)
T. Chen, S. Zhang, Y. Chen, Y. Li, Y. Ma, Y. Hao, Acta Metall. Sin. (Engl. Lett.) 27, 957 (2014)
S. Shao, Y. Liu, C. Xu, Y. Xu, B. Wu, X. Zeng, X. Lu, X. Yang, Acta Metall. Sin. (Engl. Lett.) 28, 7 (2015)
K. Ponappa, S. Aravindan, P.V. Rao, J. Compos. Mater. 47, 1231 (2012)
H. Hoche, H. Scheerer, D. Probst, E. Broszeit, C. Berger, Surf. Coat. Technol. 174, 1018 (2003)
I.J. Polmear, Light Alloys: From Traditional Alloys to Nanocrystals, 4th edn. (Elsevier, Burlington, 2006), pp. 237–297
D.H. Xiao, T.C. Yuan, X.Q. Ou, Y.H. He, Trans. Nonferrous Met. Soc. China 21, 1269 (2011)
G. Fan, R. Xu, Z. Tan, D. Zhang, Z. Li, Acta Metall. Sin. (Engl. Lett.) 27, 806 (2014)
W.A. Monteiro, S.J. Buso, L.V. da Silva, Application of Magnesium Alloys in Transport, in New Features on Magnesium Alloys, ed. by W.A. Monteiro (Intech, Rijeka, 2012), pp. 1–14
K.K.A. Kumar, U.T.S. Pillai, B.C. Pai, M. Chakraborty, Wear 303, 56 (2013)
D.W. Gebretsadik, J. Hardell, I. Efeoğlu, B. Prakash, Tribology 5, 100 (2011)
F.A.P. Fernandes, S.C. Heck, C.A. Picon, G.E. Totten, L.C. Casteletti, Surf. Eng. 28, 313 (2012)
V.P. Singh, A. Sil, R. Jayaganthan, Surf. Eng. 28, 277 (2012)
F. Hollstein, R. Wiedeman, J. Scholz, Surf. Coat. Technol. 162, 261 (2003)
Ch. Christoglou, N. Voudouris, G.N. Angelopoulos, M. Pant, W. Dahl, Surf. Coat. Technol. 184, 149 (2004)
K. Khlifi, A. Ben Cheikh Larbi, Surf. Eng. 29, 555 (2013)
H. Hiraga, T. Inoue, S. Kamado, Y. Kojima, S. Watanabe, Mater. Sci. Forum 253, 350 (2000)
Y. Harada, H. Kosugi, S. Maki, M. Umemura, E. Nagashima, Mater. Sci. Forum 963, 419 (2003)
S.K. Wu, S.C. Yen, T.S. Chou, Surf. Coat. Technol. 200, 2769 (2006)
K. Holmberg, A. Matthews, Tribology of engineered surfaces, in Wear, Materials, Mechanisms and Practice, ed. by G.W. Stachowiak (John Wiley & Sons Ltd, Chichester, 2006), pp. 123–166
H. Hoche, J. Schimidt, S. Groß, T. Troßmann, C. Berger, Surf. Coat. Technol. 205, 145 (2011)
H.T. Li, Q. Wang, M.H. Zhuang, J.J. Wu, Vacuum 112, 66 (2015)
L. Bolzoni, E.M. Ruiz-Navas, E. Neubaueri, E. Gordo, Mater. Chem. Phys. 131, 672 (2012)
C.D. Boland, R.L. Hexemer Jr, I.W. Donaldson, D.P. Bishop, Mater. Sci. Eng. A 559, 902 (2013)
R. Yamanoğlu, E. Karakulak, A. Zeren, M. Zeren, Mater. Des. 49, 820 (2013)
Acknowledgments
The author would like to express his gratitude to Magnezyum ve Metal Tozlari End. ve Tic. A.Ş. (Tekirdağ, Turkey).
Author information
Authors and Affiliations
Corresponding author
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195
Rights and permissions
About this article

Cite this article
Yamanoglu, R. In Situ Aluminum Alloy Coating on Magnesium by Hot Pressing. Acta Metall. Sin. (Engl. Lett.) 28, 1059–1064 (2015). https://doi.org/10.1007/s40195-015-0295-8
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-015-0295-8