
Abstract
In the last two decades, light-weight magnesium matrix composites have been the hot issue of material field due to their excellent mechanical and physical properties, e.g., high-specific strength and modulus, good wear resistance, and damping capacity. As compared with aluminum matrix composites, magnesium matrix composites have merit in their specific weight and have wide applications in aerospace and aeronautical fields. Generally, the processing techniques for magnesium matrix composites can be categorized as conventional and special processing routes. In recent years, as a special processing route, metal melt infiltration into porous ceramic preform featured by its low cost and availability of high-volume fraction of reinforced ceramics have been receiving much attention. Thus, in this review, one emphasis was put on the description of this processing technique in association with the means to obtain good wettability, the prerequisite for this kind of processing method. Based on the recognized fact that there exist clean interface and bonding ability between ceramics and matrix metal, in-situ reaction synthesis is usually utilized to fabricate magnesium matrix composites. Therefore, the interfacial feature was also reviewed for the in-situ reaction synthesis. Characterizations of microstructures and various mechanical–physical properties were finally summarized for magnesium matrix composites including tensile response, wear resistance, creep behavior, and damping capacity.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Magnesium alloys have been receiving much attention in automotive and electronic industries since the early 1990s, which is mainly due to the fact that magnesium alloys possess light weight, excellent damping capacity, castability, and machinability [1]. However, insufficient high-temperature strength and poor corrosion resistance of the magnesium alloys limit their extensive applications [2]. The need for high performance and light-weight materials in aerospace and aeronautical industries has become increasingly urgent in recent years, which lead to extensive research in processing magnesium matrix composites with cost-effective technologies.
Magnesium matrix composites refer to a kind of material consisting of rigid ceramic reinforcement and magnesium matrix, which combine metallic properties of magnesium (low density, ductility, and damping capacity) with ceramic characteristics (high strength, wear resistance, and high modulus), leading to greater strength and higher service temperature capabilities. As a result, magnesium matrix composites exhibit rather high-specific strength, wear resistance, excellent thermal and electrical conductivities, and good damping capacity, and became attractive candidates for structural and functional materials [3–6].
For instance, magnesium matrix composites reinforced with SiCp exhibit better wear resistance (improved by 15%–30%) than the monolithic alloy under lower loads [7]. Moreover, the selection of the constitution of composite materials is flexible so that the properties of the materials can be readily tailored. However, the high cost of magnesium matrix composites impeded their popularization in daily life, which can be mainly attributed to the relatively high cost of the reinforcing materials and the fabrication process. Therefore, research and development of a cost-effective processing route and effective reinforcements have been the major issues for expanding their applications.
It is well known that the properties of magnesium matrix composites are controlled by the size and volume fraction of the reinforcements, and the reinforcements can be categorized into fibers, whiskers, and particulates. The particulate-reinforced metal matrix composites are of particular interest owing to their low cost, ease of fabrication, and isotropic properties [8]. The availability of a wide variety of reinforcing materials and the development of new processing techniques make magnesium matrix composites increasingly attractive. Considering the potential of magnesium matrix composites as advanced functional and structural materials, it is necessary to review the main processing routes and their features so as to choose the appropriate processing method for a specific metal/ceramic system.
For some liquid processing methods, e.g., pressureless infiltration, it is difficult to realize the composite processing just due to the poor wettability between the matrix materials and the reinforcements. So, in order to achieve the effectiveness of composite processing by these methods, there is a need to have an overall understanding about wettability and useful technologies to improve it. To realize the rational and sufficient application of magnesium matrix composites, evaluation of the strength, wear and creep behaviors, and damping capacity of magnesium matrix composites is also presented in this review.
2 Processing Routes for Magnesium Matrix Composites
In order to optimize the microstructure and mechanical properties of magnesium matrix composites, a variety of processing methods have been developed over the last two decades. As mentioned above, they can be grouped as conventional and special processing routes.
2.1 Conventional Processing
For the preparation of metal matrix composites, three well-established processing methods have been widely recognized such as stir casting, squeeze casting, and powder metallurgy (PM), and they have been also adopted to prepare magnesium matrix composites.
2.1.1 Stir Casting
Stir casting refers to a process in which the reinforcements (usually in powder form) are introduced into molten magnesium through mechanical stirring, and mechanical stirring is the key element of this method. Stir casting process of fabricating metal matrix composites was initiated by Ray in 1968 [9]. Extensive researches about magnesium matrix composites fabricated by this method have been conducted during the past years.
Figure 1 shows the schematic for fabricating submicron SiCp-reinforced AZ91 magnesium matrix composites by stir casting. It was found that the content of submicron SiCp has a significant influence on the grain refinement and strengthening effect of the composites [10, 11]. Besides, stir casting was adopted in combination with other fabrication methods to fabricate magnesium matrix composites. For instance, stir casting and self-propagating high-temperature synthesis (SHS) reaction were combined to process magnesium matrix composites reinforced with in-situ reinforcements embedded in magnesium matrix [12].

The major merit of stir casting is its applicability to mass production. Among the well-established processing methods, stir casting is the most economic. Stir casting also has some disadvantages: (1) a homogeneous distribution of reinforcements is requisite for achieving a high-strengthening effect, but a uniform distribution is relatively hard to obtain for stir casting; (2) reinforcing particles may be segregated caused by the surfacing of settling of the reinforcement in melting and casting process; and (3) gases and unwanted inclusions may be entrapped during stir casting.
2.1.2 Squeeze Casting
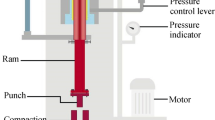
During squeeze casting, the reinforcement (either particles or fiber/whiskers) is usually made into a preform and placed into a casting mold. The molten magnesium alloy is then poured into the mold and solidified under high pressure. As a result, squeeze casting was also called pressure infiltration. Figure 2 illustrates the schematic diagram of squeeze casting to fabricate (Mg2B2O5w + B4Cp)/AZ91D hybrid or Mg2B2O5w/AZ91D singular magnesium matrix composites, and it was found that B4Cp has a more significant contribution to the flexural properties of the composites than Mg2B2O5w and the flexural strength of the hybrid composites is obviously higher than that of the singular composite [13].

Schematic of squeeze casting process to produce Mg2B2O5w + B4Cp reinforced hybrid or Mg2B2O5w reinforced singular AZ91D magnesium matrix composites [13]
Compared with stir casting, a unique feature of squeeze casting is that metal can be pressurized throughout solidification and this prevents the formation of gas and shrinkage porosity, and produces a metallurgically sound casting [14]. The major shortcomings mainly lie in the constraints by the casting shape, its dimensions, and low suitability for large quantity automatic production [2]. In fabricating magnesium matrix composites by squeeze casting, the applied pressure must be properly controlled because an extensively high pressure may produce a turbulent flow of molten magnesium and then causes gas entrapment and magnesium oxidation.
2.1.3 Powder Metallurgy
In PM process, magnesium and reinforcement powders are mixed and pressed, degassed, and sintered at a certain temperature under a controlled atmosphere or in a vacuum. PM manufacturing method is usually used to fabricate magnesium matrix composites reinforced with boron carbide particulates, and the schematic of this method is shown in Fig. 3. It was found that B4C particulates show a necklace distribution in the matrix and there exists minimal micro-porosity. Besides, MgO and MgB2 were formed in B4C/Mg system, and the mechanical properties are increased with increasing the amount of B4C particulates [15]. Ball milled Al + CNT reinforced magnesium matrix composites were also fabricated by PM route, and significant grain refinement and the presence of minimal porosity were found during the characterization of microstructures [16].

Schematic of fabricating B4Cp-reinforced magnesium matrix composites by powder metallurgy
PM method has several attractive features for preparing magnesium matrix composites: (1) it allows any alloy to be used as the matrix and any kind of reinforcements to be used because the reaction between the matrix and reinforcement can be minimized by this method [17]; (2) it need not have too high manufacturing temperature but can gain a uniform distribution of reinforcement; and (3) compared with stir casting, PM technique can gain a larger volume fraction of ceramic reinforcements [15]. However, this method requires alloy powders that are generally more expensive than bulk material, and involves some complicated processes during the fabrication of material. Thus, PM process is costlier than other processes for the magnesium matrix composites.
2.2 Special Processing
In addition to the three well-established processing methods described above, a number of other techniques have been developed for fabricating magnesium matrix composites, such as pressureless infiltration, in-situ reaction synthesis, mechanical alloying, and spray forming.
2.2.1 Pressureless Infiltration
Pressureless infiltration is one of the most competitive techniques for fabricating magnesium matrix composites. Pressureless infiltration is a process in which a porous preform was infiltrated by liquid metal without the aid of any externally applied force [18]. This method combines internal simplicity, cost effectiveness, near-net shaping, and significant flexibility in composition [18, 19]. In the infiltration process, molten alloys flow through the channels of the reinforcement bed or preform under the capillary action. However, the prerequisite for this kind of processing method is of good wettability between the metal matrix and the ceramic reinforcements [20], which means, in order to gain good infiltration during pressureless infiltration, it is necessary to improve the wettability between the matrix and reinforcements.
Wetting is affected between a metal and a liquid when the strength of the interfacial bond exceeds the surface tension of the liquid. Wettability can be evaluated by measuring the contact angle, θ (see Fig. 4), formed between a solid and a liquid, defined by Young’s equation [21].
where, γ sg, γ lg, and γ sl are the interfacial tension between solid and gas, liquid and gas, and solid and liquid phases, respectively. Therefore, wetting is possible to occur when γ sg > γ sl (i.e., θ < 90°).

Definition of the contact angle
Wettability between the molten metal matrix and the reinforcement usually depends on the intrinsic properties of the material and the surface condition of the particles [2]. Wetting can be improved by promoting a decrease in the contact angle through increasing the surface tension of the solid, decreasing the solid–liquid interfacial energy or the surface tension of the liquid metal. In practice, wetting can be improved by applying metallic coatings to the ceramic particulates, alloying the metallic matrix with reactive materials or heat treating the ceramic particulates [22].
Generally, the wettability of the matrix and the reinforcements is not very well mainly because of the high-surface tension of the molten metal [22]. For general systems, such as Mg–Ti–C, Mg–Ti–B, and B4C–Mg systems, the wettability is not so well that the preparation of magnesium matrix composites reinforced with ceramic particulates using pressureless infiltration is not easy to realize. In order to improve the wettability of general system, raising temperature may be effective, but that was not practical for these systems because magnesium was chemically active and flammable. A third metal with higher melting point and immiscible with magnesium matrix, e.g., Ti, can be introduced into B4C powder to reduce the surface tension of the Mg melt and the liquid–solid interfacial tension, and magnesium matrix composites reinforced with boron carbide particulates were successfully obtained owing to the addition of little amount of Ti [23]. Figure 5 shows the infiltration distance of Mg melt with different amounts of Ti addition under various fabricating conditions, and it can be seen that the infiltration distance increased with the increasing of Ti content, which means that Ti plays an important role in improving the wettability of Mg melt and B4C powder.

Curves showing the infiltration distance of Mg melt versus Ti content under different heating temperatures for 120 min a, holding for different times at 973 K b for fabricating B4C/Mg composites by pressureless infiltration [23]
2.2.2 In-situ Reaction Synthesis
In-situ reaction synthesis is a relatively new processing method, wherein the reinforcements are directly synthesized in the metallic matrix by chemical reactions between elements or between elements and compounds. Besides, the size of the in situ formed reinforcement could be modified by adding alloying elements. Therefore, magnesium matrix composites fabricated by this method can exhibit excellent mechanical properties because of the formation of ultra-fine, uniformly distributed and thermodynamically stable ceramic reinforcements with clean reinforcement-matrix interfaces [24, 25].
However, the process requires that the reaction system be carefully screened. Favorable thermodynamics of the anticipated reaction is the prerequisite for the process to be applicable. Reasonably fast reaction kinetics is also required to make the fabrication process practical. In recent years, a new technique termed as in-situ reactive infiltration process that combined the in-situ synthesis with pressureless infiltration has been explored for magnesium matrix composites, and composites with a near-net shape and homogeneous distribution of reinforcements and clean interface between the matrix and reinforcements can be obtained and exhibit excellent mechanical properties [26–30]. Figure 6 shows the schematic illustration of the in-situ reactive infiltration process of fabricating TiC/Mg composites with interpenetrating networks.

Schematic of in-situ reactive infiltration process for fabricating magnesium matrix composites [26]
2.2.3 Mechanical Alloying
Mechanical alloying was developed in the late 1960s [31]. Mechanical alloying is a solid state powder processing method which involves repeated cold welding and fracture of particles as a result of the high-energy ball-sample collisions [32, 33]. Along with the refining of the powders, some solid state chemical reactions may also occur, driven by high-mixing energy. Thus, materials of unique microstructures and properties can be produced during mechanical alloying. Numerous magnesium matrix composites reinforced by silicide [34], carbide [35], and boride [36] have been fabricated by mechanical alloying. Compared to other processing routes, mechanical alloying has been shown to be a promising technique for producing metal matrix nano-composites with high-volume fraction of reinforcements [37] and resulting in exchange reactions and phase transformations due to the application of mechanical energy [38]. The major disadvantage of mechanical alloying is that it usually takes a long time and because of this the milled powder is likely to be contaminated. However, when dealing with materials containing oxides, this should not be a serious problem.
2.2.4 Spray Forming
Spray forming, also termed as spray deposition, is a process during which an atomized stream of molten material droplets is directed onto a substrate to build up bulk metallic materials [2]. For magnesium matrix composites, reinforcing particles are injected into the stream of the atomized matrix materials. Spray deposition process provided some advantageous features: (1) the contact time between the melt and the reinforcing particles is short, so the reaction between the melt and reinforcing particles is limited; (2) a wider range of reinforcements are possible provided that the as-sprayed billets are not remelted; and (3) the cost of composites prepared by this method should be intermediate between powder processed composites and material made by the mixing method. Spray forming is a hybrid rapid solidification process. Due to the high-cooling rate, the sprayed composites usually show microstructural features typical of rapid solidification processes such as fine grains, porosity, and the absence of brittle phases at the interface.
3 Microstructural Characterizations
Owing to the variety of the fabrication methods and the type and quantity of the ceramic reinforcements, the microstructure of the as-fabricated composites differs a lot. For stir casting, maybe there exist aggregation and segregation of particles, which limit the volume fraction of the reinforcement incorporated into the matrix. Besides, the reactivity of the reinforcement with the matrix metal should be taken into consideration. For spray forming, it may not be so sensitive to the reactivity of the reinforcement and the matrix, but the size and volume fraction are also restricted. Therefore, it is essential to well understand the microstructure of magnesium matrix composites in order to optimize the mechanical properties. In this section, the major concern will be paid to the microstructural characterization of the magnesium matrix composites.
3.1 Morphology and Distribution of the Reinforcement
Because of the difference of the reinforcements incorporated into the metal matrixes, the morphology and distribution of the reinforcements were desperately different. Fiber-reinforced magnesium matrix composites, such as carbon fiber-reinforced magnesium matrix composites, as shown in Fig. 7 [39], have different microstructures in longitudinal and transverse sections and generally lead to anisotropic properties in those two directions.

Microstructures of M40J carbon fiber-reinforced Al-4.7 wt% Mg composites after 5 vol% NaOH solution etching in longitudinal a, transverse b sections [39]
Different from the directional distribution of the fibers, whiskers in the whiskers reinforced magnesium matrix composites usually have random orientation. Figure 8 shows the SEM micrograph of the as-received Mg2B2O5 whiskers and the optical micrograph of the Mg2B2O5 whiskers in the magnesium matrix [40]. From Fig. 8b, it can be seen that the whiskers in magnesium matrix have a uniform distribution and random orientation, and the surface of the Mg2B2O5 whiskers is clean and flat.

SEM micrograph of Mg2B2O5 whiskers a, optical image of the as-cast AZ91D-based composite with 50 vol% Mg2B2O5 whiskers b [40]
Ceramic particles are the most widely used and studied reinforcement for magnesium matrix composites. However, depending on the processing conditions and the shape and relative size of the matrix and reinforcement, the microstructure of the particle-reinforced magnesium matrix composites tends to be more complex. For instance, if the matrix powder is much larger than the reinforcement, the reinforcing particles tend to agglomerate in the interstices of the coarse particles and then the reinforcement will be inhomogeneously distributed in the final product [15].
For molten metal mixing methods, the situation is more complicated because of the following stages: distributing during the mixing, distributing after mixing but before solidification, and redistributing during solidification. The prime advantage of particle-reinforced metal matrix composites is that the billets of the composites can be further mechanically processed and that the microstructure and properties of the composites may be changed during the following processing stages [41].
Figure 9 shows the typical microstructure of composites fabricated by stir casting before and after hot deformation, and it can be seen that the SiC particle clusters that initially are segregated in some areas in the as-cast composites disappeared in the as-deformed composites, which means that hot deformation process plays a significant role in improving particle distribution [10]. So, the processing conditions at all stages should be cautiously manipulated in order to avoid gas entrapment or segregation of the reinforcing particles.

Optical micrograph of the as-cast a, SEM image of the as-deformed b SiCp/AZ91 composites [41]
In recent years, in-situ magnesium matrix composites have received much attention. Compared with the ex situ composites, the reinforcing particles within the metal matrix are more uniformly distributed and tend to be much finer than the ex situ ones, ranging from 0.1 to 3 μm. Besides, the reinforcement in situ synthesized may present interpenetrating networks, which would be beneficial for the interfacial and then the mechanical properties of the as-fabricated composites. Figure 10 shows a typical microstructure of magnesium matrix composites reinforced with a network of TiC synthesized by in-situ reactive infiltration technique [26].

SEM microstructure at low magnification a, high magnification b of the as-fabricated TiC/Mg composites synthesized at 1,073 K [26]
3.2 Interfacial Features
Understanding the interfacial structure and behavior of the reinforcement and matrix in magnesium matrix composites is of great importance, because this region controls the efficiency of load transfer from matrix to reinforcement [42]. In this section, the interfacial features in some common magnesium matrix composites will be discussed in order to get insight into the nature of magnesium matrix composites.
Reinforcement has a great influence on the microstructure or morphology of the interface of the reinforcement with matrix metal. It was found that the morphology of the precipitate and the interfacial microstructure of the magnesium matrix composites reinforced with carbon fibers and graphite fibers were different, although fabricated by the same processing methods. There was an interface layer and lots of Mg17Al12 particles discontinuously precipitated in composites reinforced with carbon fibers, while no distinct interface layer but massive, continuous precipitates particles were found at the interface of the composites reinforced with the graphite ones [43].
Interfacial reactions between the ceramic reinforcement and matrix metals can generally improve the wetting and bonding between them. For example, during fabricating boron carbide-reinforced magnesium matrix composites, B4C was oxidized and an amorphous B2O3 layer was produced. Then, the layer reacted with molten magnesium and produced MgB2 and MgO. Figure 11 shows the TEM micrographs of the interface region between B4C particle and Mg matrix, and it can be seen that two kinds of reaction products with different morphologies, block-like and granular compounds, were produced. It was also found that the intimate bonding between MgB2 and the reinforcements and the matrix is beneficial to the strengthening of this kind of composite [44]. Besides, the following factors may have an influence on the interfacial reactions: (1) the composition of the matrix and the reinforcement; (2) porosity; and (3) the surface cleanliness of the raw materials. Therefore, in order to obtain composite materials with the desired microstructure and properties, the interfacial reaction should be carefully controlled through selecting appropriate matrix and reinforcement materials, conducting appropriate surface treatment of the reinforcement, and correctly controlling the processing parameters [2].

TEM micrographs of interfacial reaction products with different morphologies: a block-like and granular; b rod-like and granular reaction products
4 Mechanical Properties of Magnesium Matrix Composites
Compared to the unreinforced matrix materials, the major attraction of composite is the capability of improving some mechanical properties, such as tensile strength, creep resistance, wear resistance, and damping capacity. However, the homogeneity of composites is of crucial importance for high performance applications of this kind of material. Inhomogeneous distribution of reinforcement may lead to lower ductility, strength, and toughness of the composites [8]. Therefore, a discussion of the mechanical behavior of magnesium matrix composite will be presented.
4.1 Tensile Behavior
The ultimate tensile strength of magnesium matrix composites was much higher than that of the unreinforced matrix alloys; thus, magnesium matrix composites were considered as attractive selections for high performance structural materials to be applied in the automotive and aerospace industries [45]. Generally, the improvement of strength resulting from the addition of reinforcements into the matrix is normally at the cost of some other properties, such as the ductility [2]. Table 1 shows the result of the density and room temperature tensile property measurements of magnesium matrix composites reinforced with TiB2 + TiC ceramic particulates, and it shows increases in 0.2% yield and ultimate tensile strengths compared to the unreinforced AZ91 alloy, but the ductility was adversely affected [24].
Some researches have been focused on increasing the strength and ductility of magnesium matrix composites simultaneously in recent years. For instance, aluminum–carbon nanotube (Al–CNT)-reinforced magnesium matrix composites synthesized by PM route using microwave-assisted rapid sintering technique followed by hot extrusion exhibited higher yield strength, ultimate tensile strength, and ductility than the unreinforced ones, which means that for this kind of composites both strength and ductility can be enhanced [46].
The key strengthening mechanisms for magnesium-based composites were particle strengthening, work hardening, load transfer, and grain refinement of the matrix alloy by the reinforcement phases [2]. There were numerous factors influencing the yield and tensile strengths of the particulate-reinforced magnesium matrix composites: (1) the volume fraction of reinforcement. With the increasing of the volume fraction of reinforcements, the strength of composites generally increases, and the magnitude of the increase depends on the volume fraction of the reinforcement; (2) the intrinsic nature of the matrix alloy. Alloys exhibiting relatively high strength usually result in an increase in the strength of magnesium matrix composites; and (3) the interfacial bond between the matrix and the reinforcement. The interfacial bonding between the matrix and the reinforcement indicated the ability of composites to transfer stress from the matrix to the stronger reinforcing particles, which determined whether the strengthening can be achieved.
4.2 Wear Resistance
It is known that magnesium alloys exhibit poor wear resistance during sliding because of their softness. Such disadvantages will restrict their use in tribological conditions. Generally, ceramic reinforcements have a beneficial effect on the improvement of the wear resistance of magnesium alloys. Extensive investigations about the wear resistance of magnesium alloys, such as AZ91HP [47], AM60 [48], QE22 [49], and AE42 [50], based composites reinforced with fibers, nano-tubes or particulates have been carried out.
For instance, the wear resistance of magnesium matrix composites reinforced with only 1.11 vol% nano-alumina (n-Al2O3) particles had been raised up to 1.8 times over than that of unreinforced ones [51]. n-Al2O3 particles and CNTs were used to improve the wear resistance of magnesium alloys, and the wear of composites independently reinforced with n-Al2O3 is lower than that of the CNTs reinforced composites [52].
Figure 12 shows the volumetric wear loss as a function of sliding cycles of alumina fibers reinforced magnesium matrix composites. It can be seen that the wear resistance of the magnesium-based composites increased 104 times more than that of the unreinforced magnesium alloy, and the wear resistance increased with the increasing content of alumina fibers [53]. Besides, compared with the macro-ceramic-reinforced magnesium matrix composites, nano-reinforcement fallen off from the bulk material is not likely to be used as abrasive materials and those micro-bulge can restrict the plastic slow of the matrix material, so the nano-composites have better high-temperature wear resistance.

Volumetric wear loss versus sliding cycles for (Al2O3)f/AM60 composites: a with different addition contents of Al2O3 fibers at 2.0 N; b under different loads for AM60-9% (Al2O3)f at 298 K [53]
It is known that there were two factors influencing the wear of the composites: the hardness and friction coefficient. Under different conditions, the predominant factor may be different. For instance, for magnesium-based composites reinforced with n-Al2O3 particles and CNTs with different compositions, under or below 1.30 MPa, the dominant factor was the hardness of the composites. So, the composite reinforced with 0.2 wt% A12O3 and 0.1 wt% CNTs whose hardness is the highest exhibits the least wear among all the materials. However, when the normal load is higher than 1.30 MPa, the dominant factor was the friction coefficient. So, the composite reinforced with 0.1 wt% A12O3 and 0.2 wt% CNTs whose friction coefficient is the lowest is worn least [52].
The wear mechanisms of composites were identified by examining the worn surfaces through SEM, and every kind of wear mechanism has its own characteristics. For example, numerous grooves and scratches, almost parallel to the sliding direction, are characteristics of abrasion. So, the dominant wear mechanisms can be deduced by the features of the worn surface, and the wear extent can be justified by the wear rate under corresponding conditions. Generally, various mechanisms, e.g., abrasion, adhesion, and delamination, may operate singly or in combination under different conditions.
Table 2 shows the wear mechanisms of Mg–Al alloy and its composites reinforced by SiCp under various sliding conditions [7]. From Table 2, it can be seen that the dominant mechanisms operating under different loads or different sliding speeds were different. To take abrasion for example, grooves and scratch marks are evident on all the worn surfaces, except those tested under the most severe sliding condition of 30 N and 5 m/s, which is smooth and featureless. At the lower speeds of 1 m/s or less, grooving and scratching appear more severe.
4.3 Creep Behavior
Magnesium alloys exhibit relatively low-creep resistance, especially above 400 K, which largely limited their applications at higher temperature. The need for engineering materials with better resistance to the creep deformation and creep fracture at high temperature has led to extensive research on the creep behavior and mechanisms of magnesium matrix composites [1].
It is known that the main reasons for the high-creep rate of magnesium alloys are dislocation slip and grain boundary slide at both basal and non-basal planes of magnesium [54]. Therefore, in order to develop high-temperature magnesium alloys, obstructing the dislocation slip and grain boundary slide through incorporating thermally stable hard phases at the grain boundary or within the grain becomes a key approach [2]. A significant improvement in creep resistance up to ~623 K may be obtained by adding high-volume fraction of fine particles. But the creep properties of magnesium matrix composites reinforced with particulates might not surpass that of magnesium alloys at higher temperatures [55, 56].
Figure 13 shows a comparison of minimum creep rate of several kinds of magnesium alloy and AS21 magnesium matrix composites reinforced by 27 vol% of Saffil fibers, and it can be deduced that fibers have a pronounced influence on the strengthening [57]. In recent studies, hybrid composites have become the best choice for developing creep-resistant composite materials in view of the improvement of anti-creep capacity and economy. For instance, the creep behavior and dominant creep mechanisms of AE42 magnesium alloy composites reinforced with Saffil short fibers and SiC particulates have been examined in the longitudinal and transverse directions, and it was proved that the creep resistance of the hybrid composites is significantly better than that of the monolithic alloys and comparable to that of the composite reinforced only with 20 vol% Saffil fibers at all the temperatures and stresses tested [58, 59]. Moreover, the improvement of creep resistance is largely dependent on the following factors: (1) intrinsic properties of the composite constituents and (2) size, orientation, volume fraction, and distribution of the reinforcements. Thus, the chemistry of the reinforcing and matrix materials and the incorporating technique are of crucial importance for fabricating this kind of material.

Comparison of minimum creep rates in several base materials and Saffil fibers reinforced AS21 magnesium matrix composites at 523 K [57]
Load transfer is a key mechanism for the improvement of creep resistance of magnesium matrix composites. It is accepted that the creep deformation within a metal matrix composites is usually controlled by the flow in the matrix material. Load transfer from the matrix to the reinforcement is accompanied by redistribution of stresses in the matrix and this reduces the effective stress acting on the matrix, which improves the creep resistance [2]. The creep characteristics of AZ91 and QE22 magnesium matrix composites reinforced with 7 vol% short carbon fibers and 15 vol% SiC particulates were compared to that of their monolithic alloys, and the dominant mechanism found for the enhancement of creep resistance was load transfer [60].
5 Damping Capacity
Damping capacity denotes the anti-vibration ability of materials. High damping materials allow undesirable mechanical vibration and noise, which is of great importance to the enhancement of vehicle and stability of instruments [61]. It is well known that the damping capacity of pure magnesium is very high, but its low-tensile strength and elastic modulus prevent its wide applications. Therefore, magnesium matrix composites exhibiting high damping capacity and good mechanical performance simultaneously have become the focus of extensive research: magnesium matrix being responsible for the high damping capacity and reinforcements being responsible for the high-mechanical strength [62, 63].
Figure 14 shows the damping capacities of AZ91D alloy and TiC-reinforced AZ91D composites. From these curves, it can be seen that the damping capacity of TiC/AZ91D composites was improved because of the addition of TiC, and the damping capacity of AZ91D alloy and TiC/AZ91D composites decreased with the increasing of vibration frequency, and increased when strain increased. Besides, damping capacities are dependent on temperatures and increased remarkably with ascending temperature at relatively high temperature (473–623 K) [64]. The damping capacity of magnesium matrix composites reinforced by graphite particles, independent of strain amplitude, increased significantly with the increase of graphite particle amount from 0 to 10 vol%, but almost keeps constant when it exceeded 10 vol% [65]. The addition of SiC particulates into pure magnesium matrix can increase the damping capacity, which can be attributed to the increase in the energy dissipation resulting from the simultaneous influence of intrinsic and extrinsic damping mechanisms.

Damping capacities of AZ91D and TiC/AZ91D composites: a with the vibration frequency; b with the strain amplitude; c at different temperatures [64]
It is known that various factors, such as crystal defects, dislocation motion, plastic zone, and grain boundary sliding, contribute to the total damping in metal [66, 67]. Figure 15 shows one of the damping mechanisms-dislocation movements [68]. As can be seen in Fig. 15, dislocation is pinned by strong pinning and weak pinning within the metal matrix. When the strain amplitude is low, dislocation string L i (L 1, L 2, and L 3) vibrates to dissipate energy. In the region, the damping capacity of these composites is only weakly dependent on strain amplitude. When the strain amplitude increases they slowly improve. Dislocation string breaks away the weak pinning, and the unpinning of dislocation occurs once the applied cyclic load increases. So, the break-away damping capacity generates. Moreover, the factors governing the damping of the materials depend on frequency, temperature, and strain amplitude.

Damping mechanism according to dislocation movement [68]
6 Summary
This review introduces some fundamental aspects about magnesium matrix composites considering their development of processing methods, evaluation of microstructure, and mechanical properties. Numerous studies have been carried out to have an overview of magnesium matrix composites during the past several decades and promote their application in the increasingly growing industries. However, great efforts still should be made to have a deep comprehension about the relationship of the processing route, microstructure, and mechanical properties.
For magnesium matrix composites, the researches for composite mechanism and interfacial strengthening mechanism are not sufficient. Due to the ease of oxidation and volatilization of magnesium, the conventional high-temperature processing methods have been restricted. Although a number of challenges still exist, the novel composite technologies for producing high performance light-weight magnesium matrix composites offer attractive potential for commercial production and application.
References
H. Hu, A. Yu, N. Li, J.E. Allison, Mater. Manuf. Process. 18, 687 (2003)
H.Z. Ye, X.Y. Liu, J. Mater. Sci. 39, 6153 (2004)
A. Luo, Metall. Mater. Trans. A 26, 2445 (1995)
B.L. Mordike, T. Ebert, Mater. Sci. Eng. A 302, 37 (2001)
Q.C. Jiang, X.L. Li, H.Y. Wang, Scr. Mater. 48, 713 (2003)
M. Shamekh, M. Pugh, M. Medraj, Mater. Chem. Phys. 135, 193 (2012)
C.Y.H. Lim, S.C. Lim, M. Gupta, Wear 255, 629 (2003)
S.C. Tjong, Z.Y. Ma, Mater. Sci. Eng. R 29, 49 (2000)
S. Ray, MTech Dissertation, Indian Institute of Technology, Kanpur, 1969
K.K. Deng, X.J. Wang, Y.W. Wu, X.S. Hu, K. Wu, W.M. Gan, Mater. Sci. Eng. A 543, 158 (2012)
K.K. Deng, K. Wu, Y.W. Wu, K.B. Nie, M.Y. Zheng, J. Alloys Compd. 504, 542 (2010)
H.Y. Wang, Q.C. Jiang, Y.Q. Zhao, F. Zhao, B.X. Ma, Y. Wang, Mater. Sci. Eng. A 372, 109 (2004)
J.G. Li, F.F. Wang, W. Weng, Y.J. Zhang, M.L. Wang, H.W. Wang, Mater. Des. 37, 533 (2012)
M.S. Yong, A.J. Clegg, J. Mater. Process. Technol. 168, 262 (2005)
Q.C. Jiang, H.Y. Wang, B.X. Ma, Y. Wang, F. Zhao, J. Alloys Compd. 386, 177 (2005)
M.K. Habibi, A.M.S. Hamouda, M. Gupta, Compos. Sci. Technol. 72, 290 (2012)
D.J. Lloyd, Int. Mater. Rev. 39, 1 (1994)
Z.K. Qin, J.K. Yu, X.Y. Zhang, Trans. Nonferrous Met. Soc. China 15, 371 (2005)
V. Kevorkijan, S.D. Škapin, Mater. Manuf. Process. 24, 1337 (2009)
B.C. Pai, G. Ramani, R.M. Pillai, K.G. Satyanarayana, J. Mater. Sci. 30, 1903 (1995)
F. Delannay, L. Froyen, A. Deruyttere, J. Mater. Sci. 22, 1 (1987)
I.A. Ibrahim, F.A. Mohamed, E.J. Lavernia, J. Mater. Sci. 26, 1137 (1991)
Y.T. Yao, L.Q. Chen, J. Mater. Sci. Technol. 30, 661 (2014)
X.Q. Zhang, H.W. Wang, L.H. Liao, X.Y. Teng, N.H. Ma, Mater. Lett. 59, 2105 (2005)
C.F. Zhang, T.Y. Fan, W. Cao, J. Ding, D. Zhang, Compos. Sci. Technol. 69, 2688 (2009)
Q. Dong, L.Q. Chen, M.J. Zhao, J. Bi, Mater. Lett. 58, 920 (2004)
Q. Dong, L.Q. Chen, M.J. Zhao, J. Bi, J. Mater. Sci. Technol. 20, 3 (2004)
L.Q. Chen, Q. Dong, M.J. Zhao, J. Bi, N. Kanetake, Mater. Sci. Eng. A 408, 125 (2005)
J.J. Wang, J.H. Guo, L.Q. Chen, Trans. Nonferrous Met. Soc. China 16, 892 (2006)
L.Q. Chen, J.H. Guo, B.H. Yu, Z.Y. Ma, J. Mater. Sci. Technol. 23, 207 (2007)
J.S. Benjamin, Proc, in 1992 Powder Metallurgy World Congress (San Francisco, CA, USA, 1992), Metal Powder Industries, 7, 155 (1992)
J.L. Liu, C. Suryanarayana, D. Ghosh, G. Subhash, L.N. An, J. Alloys Compd. 563, 165 (2013)
D. Jeyasimman, S. Sivasankaran, K. Sivaprasad, R. Narayanasamy, R.S. Kambali, Mater. Des. 57, 394 (2014)
L. Lu, M.O. Lai, M.L. Hoe, Nanostruct. Mater. 10, 551 (1998)
S. Hwang, C. Nishimura, Scr. Mater. 44, 2457 (2001)
L. Lu, M.O. Lai, Y.H. Toh, L. Froyen, Mater. Sci. Eng. A 334, 163 (2002)
B. Prabhu, C. Suryanarayana, L. An, R. Vaidyanathan, Mater. Sci. Eng. A 425, 192 (2006)
C. Suryanarayana, E. Ivanov, V.V. Boldyrev, Mater. Sci. Eng. A 304–306, 151 (2001)
T. Matsunaga, K. Matsuda, T. Hatayama, K. Shinozaki, M. Yoshida, Compos. A 38, 1902 (2007)
S.H. Chen, P.P. Jin, G. Schumacher, N. Wanderka, Compos. Sci. Technol. 70, 123 (2010)
F.J. Humphreys, W.S. Miller, M.R. Djazeb, Mater. Sci. Technol. 6, 1157 (1990)
Y.X. Chen, D.X. Li, G.D. Zhang, Scr. Mater. 43, 337 (2000)
F. Wu, J. Zhu, Compos. Sci. Technol. 57, 661 (1997)
M.Y. Gu, Z.G. Wu, Y.P. Jin, J. Mater. Sci. 35, 2499 (2000)
M.J. Shen, X.J. Wang, C.D. Li, M.F. Zhang, X.S. Hu, M.Y. Zheng, K. Wu, Mater. Des. 52, 1011 (2013)
M.K. Habibi, M. Paremsothy, A.M.S. Hamouda, M. Gupta, Compos. Sci. Technol. 71, 734 (2011)
Y. Liu, S.R. Yu, J.D. Liu, Z.W. Han, D.S. Yuan, Trans. Nonferrous Met. Soc. China 21, 483 (2011)
Y. Hu, L. Rao, Trans. Nonferrous Met. Soc. China 22, 2659 (2012)
P. Abachi, A. Masoudi, K. Purazrang, Mater. Sci. Eng. A 435–436, 653 (2006)
A.K. Mondal, S. Kumar, Wear 267, 458 (2009)
C.Y.H. Lim, D.K. Leo, J.J.S. Ang, M. Gupta, Wear 259, 620 (2005)
D.H. Lu, Y.H. Jiang, R. Zhou, Wear 305, 286 (2013)
A. Banerji, H. Hu, A.T. Alpas, Wear 301, 626 (2013)
Pavel. Lukáč, Zuzanka. Trojanová, Zdeněk. Drozd, Key Eng. Mater. 188, 121 (2000)
A.A. Luo, Mater. Sci. Forum 419–422, 57 (2003)
B.L. Mordike, K.U. Kainer, F. Moll, B. Sommer, in Proceedings of the first Israeli International Conference on Magnesium Science and Technology (Dead Sea, Israel, 1997), p. 178
K. Milička, F. Dobeš, J. Alloys Compd. 378, 167 (2004)
A.K. Mondal, S. Kumar, Compos. Sci. Technol. 68, 3251 (2008)
A.K. Mondal, S. Kumar, Compos. Sci. Technol. 69, 1592 (2009)
M. Svoboda, M. Pahutová, K. Kuchařová, V. Sklenička, K.U. Kainer, Mater. Sci. Eng. A 462, 220 (2007)
J.H. Gu, X.N. Zhang, Y.F. Qiu, M.Y. Gu, Compos. Sci. Technol. 65, 1736 (2005)
X.Q. Zhang, H.W. Wang, L.H. Liao, N.H. Ma, Compos. Sci. Technol. 67, 720 (2007)
R. Schaller, J. Alloys Compd. 355, 131 (2003)
W. Cao, C.F. Zhang, T.X. Fan, D. Zhang, Mater. Sci. Eng. A 496, 242 (2008)
Y.W. Wu, K. Wu, K.K. Deng, K.B. Nie, X.J. Wang, X.S. Hu, M.Y. Zheng, Mater. Sci. Eng. A 527, 6816 (2010)
N. Srikanth, M. Gupta, Compos. Sci. Technol. 63, 559 (2003)
X.S. Hu, X.J. Wang, X.D. He, K. Wu, M.Y. Zheng, Trans. Nonferrous Met. Soc. China 22, 1907 (2012)
X.Q. Zhang, L.H. Liao, N.H. Ma, H.W. Wang, Compos. A 37, 2011 (2006)
Acknowledgments
This work was financially supported by the National Natural Science Foundation of China (Grant No. 51271051).
Author information
Authors and Affiliations
Corresponding author
Additional information
Available online at http://springerlink.bibliotecabuap.elogim.com/journal/40195
Rights and permissions
About this article

Cite this article
Chen, L., Yao, Y. Processing, Microstructures, and Mechanical Properties of Magnesium Matrix Composites: A Review. Acta Metall. Sin. (Engl. Lett.) 27, 762–774 (2014). https://doi.org/10.1007/s40195-014-0161-0
Received:
Revised:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40195-014-0161-0