
Abstract
The electron beam welding process was used to produce dissimilar butt-joints of AA-6061 to AA-2024 sheets using various welding conditions such as different welding speed, double-side pass, and various oscillating beam patterns (circular, straight-ramp, triangular, and infinity). The joints were subjected to x-ray computed tomographic analysis to visualize and quantify insidious welding defects like porosities and microcracks. Such inspection revealed the presence of porosities in all joints, regardless of their welding conditions. Besides, variation in EBW welding conditions was found to alter the porosity content, size, and distribution. When the welding speed was increased, the porosity content and pore volume fractions were reduced by 30%, while a significant reduction (80–90%) was obtained for the oscillating or double-side pass conditions. In oscillating beam conditions, the triangular pattern was found to be more effective in reducing weld porosities, whereas the infinity pattern was unsuitable for joining aluminum alloys.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The aluminium and its alloys are extensively used owing to their high strength-to-weight ratio, good machinability, better corrosion resistance, and low cost [1, 2]. The AA-2024 (Al–Cu–Mg alloy) and AA-6061 (Al–Mg–Si alloy) are quite popular among their various other grades. These alloys are heat-treatable and have higher strength and corrosion resistance, while weldability is superior for AA-6061 and difficult for AA-2024. These alloys are widely used in aerospace, automotive, and nuclear sectors, where welding is a common fabrication technique [3]. Porosity formation during fusion welding of aluminum alloys is a major challenge as it negatively affects the mechanical properties [4]. For welded structures, the presence of coarse and clustered weld-pores has a more pronounced effect on mechanical properties than the fine and scattered pores [5, 6]. Porosities in welded structures are classified into two groups such as metallurgical and process types [7]. The metallurgical porosities are attributed to a chemical reaction, evaporation of volatile elements, or dissolution of dissolved gasses [7, 8]. In contrast, process porosities are formed due to key-hole instabilities and fluid flow in the weld zone [9]. The shapes of the metallurgical pores are regular as they are gas porosities, while it is irregular for process types [7,8,9].
Traditional welding processes, such as GTAW/GMAW, are widely used for joining of aluminum alloys, while advanced techniques, like electron beam welding (EBW) and laser beam welding (LBW), are gaining popularity [10]. For LBW of aluminum alloys, extensive studies have been performed mainly to reduce and eliminate the weld porosities. The approaches that have been included are optimizing shielding gasses [11], beam pulsing [12], applying two-beam technology [13], beam oscillation [14], and electromagnetic field [15]. Compared to the GTAW and LBW processes, the EBW joints are contamination-free, and the vacuum environment is also quite helpful in reducing the weld porosities [16, 17]. For LBW joints of Q690 steel to A5083 aluminum alloys. Jiang et al. [16] have reported a significant reduction in porosities in vacuum environment. For 5A06 aluminum alloys, Zhan et al. [18] have reported lower porosities for EBW joints than their LBW counterparts. Other advantages of EBW include a narrow heat-affected zone and fusion zone (FZ), high energy density, low residual stresses, and precise positioning of the heat source [19,20,21]. Like the LBW joints, several research papers are available on similar/dissimilar EBW joints, reporting changes in weld characteristics with variations in processing conditions. For EBW joints of AA2219 aluminum alloy, Liu et al. [22] have reported fewer root shrinkage cavities for higher welding speed conditions than their lower welding speed counterparts. For Al–Cu–Li alloy EBW joints, Zhao et al. [23] have reported a substantial reduction in porosity content for higher welding speed and beam scanning conditions. For Ti-6Al-4V alloy EBW joints, Saresh et al. [24] have reported formation of sound welds with better mechanical properties for the double-side beam pass technique over the single-side pass method. Beam oscillation in EBW has also been reported to be an important technique for reducing weld porosities and improving mechanical properties [25,26,27]. For oscillating beam conditions, in EBW, a change in oscillation pattern has also been reported to influence the mechanical properties and microstructure of the produced joints [28, 29].
The review of the literature revealed the availability of a few research articles studying the effect of different EBW processing conditions on weld porosities in similar/dissimilar joints. However, a single platform study is unavailable to investigate the effect of EBW processing conditions, such as the welding speed, single or multi-pass technique, and beam oscillation patterns on dissimilar aluminum alloy joints. This narrows the scope for the present study, where the effect of different EBW processing conditions on the formation and distribution of porosities in AA-6061 to AA-2024 dissimilar joints has been investigated in detail. For porosity analysis of the EBW joints, the X-ray computed tomography (XCT) technique was used.
2 Experimental procedures
2.1 Materials
For butt welding, small sections of size 100×60×3 mm3 (welding length× breadth× thickness), where length was transverse to the rolling direction, were cut from the as-received sheets. The composition of the two aluminum alloy sheets estimated using the spectroscopic technique is given in Table 1. Before welding, the joining side face of each cut-piece was polished with emery papers (up to 2000-grit) and thoroughly cleaned with acetone. Surface grinding was carried out to avoid confined gas pockets between the two abutting plates during joining.
2.2 Welding procedure
The autogenous butt-joints were prepared using an EBW machine of make Evobeam (Model: Cube-200) at Central Manufacturing Technology Institute Bangalore, India. For this study, seven joints were prepared using different welding conditions, as given in Table 2. Three of the seven joints were produced using various static beam conditions (low and high welding speed and double-side beam pass). For the double-side pass technique, two weld passes were made (first on the face side and then the root side) along the welding length. The remaining four joints were made by oscillating beam of different patterns (circular, straight-ramp, triangular, and infinity). For all joints (except joint 2), the heat input was maintained constant (0.0672kJ/mm) by fixing the value of beam voltage (60kV), beam current (14mA), and welding speed (750mm/min). Since joint 2 was made using a higher welding speed (1500mm/min), the corresponding heat input was low (0.0432kJ/mm). For the current study, a higher oscillation frequency of 200Hz was chosen for all oscillating beam joints. This was done in response to the findings of several research articles [30,31,32] that showed that weld porosities were lowest for 5A06 aluminum alloy oscillating beam (200Hz) LBW joints.
2.3 Characterization technique
After welding, the joints were inspected visually, where all but joint 7 were free from surface defects like cracks, incomplete penetration, and blowouts. Joint 7 was found to have contained deep blowout defects in the face and root side of the welding length, making it defective. The weld-bead surface of each joint was then examined using a stereo microscope (Leica: S8APO). For visualization and quantification of porosities in three dimensions (3D), an XCT machine of make GE-Phoenix (model: V/TOME/XS) fitted with Phoenix-Datox software package (VG-STUDIO-MAX 2.2) of the Indian Institute of Technology Kharagpur was used. For XCT tests, samples of size 10×10mm2 (welding length× breadth) were cut from the central section of each joint by the wire-cut electro-discharge machining technique. Before testing, the pieces were polished in the weld face and root side to remove surface aberrations. The XCT test parameters used for the present study are given in Table 3.
3 Results and discussion
3.1 Light microscopy
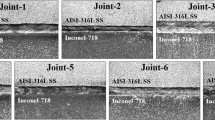
Photographs showing the face-side weld beads of the EBW joints are given in Fig. 1, where it was found to be rough (fish-scale pattern) for the static beam joints and very smooth for the oscillating beam joints (joints 4, 5, and 6). Additionally, extensive spatter formation was noticed for the static beam joints than their oscillating beam counterparts. The spatter tendency is quite common for the EBW/LBW joints, and it occurs because of expulsion of molten metal droplets from the FZ region during welding. Spatter in beam welding processes occurs because of volatile elements (Zn and Mg) vaporization or recoil pressure fluctuations in the key-hole region [33, 34]. The spatter formation was extensive in joint 1 (Fig. 1), and the droplets were coarser than in joints 2 and 3. The lower spatter tendency of joint 2 was attributed to its lower heat input and faster welding speed than joint 1. For 5083 aluminum alloys, Wu et al. [35] have reported a lower spatter tendency for high-welding speed LBW joints, which is similar to the current study. For joint 3, the spatter formation was found to be significantly low for the second pass, possibly due to the lower presence of volatile elements in the FZ region. Under the oscillating beam condition, the beam moves along a trajectory (oscillation pattern) while welding. Such a situation led to reduced actual heat input and multiple-time remelting of a spot, causing a churning action in the FZ region [20, 27]. The strong churning action in the molten FZ region aids mass mixing and better heat transfer resulting lower spattering tendency for oscillating beam joints [31, 36]. In the case of joint 7, Fig. 1 reveals a rough weld bead with several blowout defects along its welding length.

Stereo-microscopic images showing face-side weld beads of the seven joints
The photographs in Fig. 1 also revealed a change in FZ width for the seven produced EBW joints. The measured face and root side FZ widths of the joints are given in Table 4. Such measurements revealed a nearly 30–35% reduction in the FZ width as the welding speed increased from 750 to 1500mm/min. Unlike the single-pass joints, the face and root widths of the double-side pass weld (joint 3) were nearly identical. For oscillating beam conditions, a change in oscillation pattern was found to have a marginal effect on FZ widths (joints 4 to 6). The triangular pattern had a narrow FZ face and root width among the oscillating beam joints, followed by circular and straight-ramp patterns. The weld bead width in the face and root of the infinity pattern weld (joint 7) was quite uneven (Fig. 1).
3.2 XCT analysis
The 3D transparent XCT images (angular view) of the seven joints are shown in Fig. 2, where all joints were found to have porosities of varying sizes exclusively in their FZ region. The XCT images of the seven joints obtained along their longitudinal and transverse sections are depicted in Figs. 3 and 4, respectively. Such images help understand the effect of EBW process parameters on porosity formation and their distribution across the weldment region. The porosity count for each joint was estimated using the XCT analysis software, and the corresponding values are given in Table 4. The XCT 3D images of joint 1 showing the angular, top, and side views are given in Figs. 2a, 3a, and 4a, respectively. The corresponding XCT analysis revealed the highest porosity count (253 ± 18) for it, of which nearly 36% were fine pores with a size below 50μm. The coarse pore count (size greater than 200μm) was also highest in joint 1, at 21, with the largest pore measuring 320μm. Most coarse pores in joint 1 were found in the upper half of the FZ region, as shown in Fig. 4a, while fine pores were concentrated at the root section. Moreover, the coarse pores in joint 1 were mostly located near the FZ-HAZ interface (Fig. 4a). In contrast, for joint 2, as shown in Figs. 2b, 3b, and 4b, most pores, regardless of their size, were found in the lower half of the FZ region. The porosity count for joint 2 was 179 ± 13 (32% lower than that for joint 1), of which nearly 53% were fine pores. The increase in welding speed from 750 to 1500mm/min, combined with the lower heat input rate, resulted in a lower porosity count and influenced their growth and rise in the molten weld zone. For LBW joints of aluminum alloys, Huang et al. [37] and Kang et al. [38] have reported significantly lower porosity content and fine pores for higher welding speed conditions. Like the present study, for EBW joints of mild steel to Fe–Al alloys, Dinda et al. [39] have reported clustering of porosities in the FZ root section for higher welding speed conditions. The coarse pore count for joint 2 was 16, with the largest pore size 256μm. Unlike the single-pass static beam joints, the porosity content of the double-pass static beam weld (joint 3) was found to be significantly low at 25 ± 6, as shown in Figs. 2c, 3c, and 4c. The pores were also discovered to be randomly distributed at the FZ central section (Fig. 4c), and none were fine in size. The coarse pore count for joint 3 was six, and the maximum pore size was 257μm. Because of the double-side pass condition, the gas porosities formed during the first pass got a second chance to further coalesce, rise, and escape in the second pass. For LBW, Ma et al. [40] have also reported significantly lower porosity and spatter for double-pass joints of steel to aluminum than their single-pass counterparts. Compared to the static beam, the oscillating beam welds (joints 4 to 6) have shown better results regarding porosity count and their distribution. The porosity tally for joint 4, made using a circular pattern, was quite low at 44 ± 4, as shown in Figs. 2d, 3d, and 4d. In joint 4, majority of the pores, as shown in Fig. 4d, were exclusively in the upper half of the FZ region. For joint 4, none of the pores were fine while the coarse pore count was only three, and the maximum pore diameter was 226μm. Like the present study, for Ti-6Al-4V alloy, Kar et al. [41] have reported a significant reduction in porosity content for oscillating beam (circular pattern) EBW joints over their static beam counterparts. For the straight-ramp pattern weld (joint 5), as shown in Figs. 2e, 3e, and 4e, the porosity count was 46 ± 4, and a majority of them were found in the upper half of the FZ region (Fig. 4e). Such distribution pores for joints 4/5 further confirm the oscillating beam condition to be more conducive for coalesce and rise of gas bubbles in the molten FZ region. Here also, none of the pores were fine, the coarse pore count was five, and the largest pore size was 235μm. Among the oscillating beam joints, the triangular pattern weld (joint 6) reported the best result concerning pore count and distribution in the FZ region. As shown in Figs. 2f, 3f, and 4f, the porosity count in joint 6 was only 29 ± 4, which was nearly 35% lower than its other two counterparts (joints 4 and 5). Besides, for joint 6, the pores were randomly distributed throughout the FZ region, as shown in Fig. 3f. For joint 6, none of the pores were fine, the coarse pore count was only two, and the largest pore size was 222μm. The corresponding XCT images of joint 7 produced using the infinity oscillation pattern are shown in Figs. 2g, 3g, and 4g. The XCT analysis for joint 7 further confirms the presence of deep blowout defects throughout its welding length (Fig. 4g). In joint 7, the porosity count was estimated to be quite low at 25 ± 3, with no coarse and eight fine pores. Similar to the current study, Ke et al. [30] for 5A06 and Chen et al. [42] for 5052 aluminum alloys have reported low porosity content for bead-on-plate LBW joints made using the infinity pattern. Despite the low porosity content, formation of deep blowout defects, as shown in Figs. 3g and 4g, possesses a major challenge for the infinity pattern oscillating beam condition to produce sound aluminum alloy joints.

Reconstructed 3D transparent images (angular view) for a joint 1, b joint 2, c joint 3, d joint 4, e joint 5, f joint 6, and g joint 7

Reconstructed 3D transparent images along longitudinal section for a joint 1, b joint 2, c joint 3, d joint 4, e joint 5, f joint 6, and g joint 7

Reconstructed 3D transparent images along transverse section for a joint 1, b joint 2, c joint 3, d joint 4, e joint 5, f joint 6, and g joint 7
The pore volume fraction for each joint was also determined, and the corresponding values are given in Table 4. Such measurements revealed the highest value (0.68) for joint 1, where the porosity count was also found to be maximum. For joint 2, the corresponding value was found to be 0.41, which was nearly 40% lower than joint 1. Compared to the single-pass welds (joints 1 and 2), for the double-side pass condition (joint 3), the pore volume fraction was significantly low at 0.1, reduced by 60 to 85%. For oscillating beam joints, the corresponding values were found to be the minimum in joint 6 (0.08), followed by joint 4 (0.12) and joint 5 (0.18). Their significantly low porosity content supports lower pore volume fraction values for oscillating beam joints. From such measurements, it could be concluded that for aluminum alloy EBW joints, the porosity content can be effectively reduced by using the double-side pass or oscillating beam conditions. For the infinity pattern joint, since the volume of the open blowout defects were not considered for pore volume fraction calculations, the reported value was the lowest among all welds.
Each pore’s morphology was estimated using the sphericity calculation equation as given in Eq. 1 [25]. Pores with diameters less than 10μm were excluded from such calculations to avoid uncertainty in estimating their actual surface area.
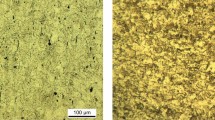
where Ψ represents pore sphericity, VP for pore volume, and AP for pore surface area and a condition of Ψ = 1 confirms a pore to be perfectly spherical. Such calculations revealed a decrease in sphericity values as the pore size increased. The sphericity of each pore as a function of its diameter is shown in Fig. 5(a). Since most pores reported a sphericity value greater than 0.50, their shape may be presumed spherical. Figure 5(b) shows the light microscopic image of a porosity captured from the FZ of joint 1, whereas Fig. 5(c) depicts a 3D view of a pore of size 271μm. Both images further confirm that the porosities were indeed spherical. The lower sphericity value for coarser pores was possibly due to their irregular outer morphology, as shown in Fig. 5(c). The spherical shape of porosities suggests they are of the metallurgical type, formed by either dissolution of dissolved gasses such as hydrogen and oxygen, or vaporization of volatile alloying elements, or from the confined gas pockets. Since both the aluminum alloy sheets contained 1–2% Zn and Mg (Table 1), their vaporization during welding was possibly the prime reason for porosities. The major cause of the weld porosities in LBW of aluminum alloys, according to Huang et al. [43] and Zhou et al. [44], is the evaporation of alloying elements like Mg and Zn.

(a) Variation of sphericity with pore diameter, and (b) 3D morphology of two individual pores from joint 1
The occurrence frequency for porosities of various size ranges in all joints are depicted in Fig. 6. This analysis further confirms that the porosity count and their size distribution for aluminum alloy EBW joints could be effectively reduced by a suitable selection of processing conditions. As shown in Fig. 6, for the static beam single pass joints, majority of pores (70 to 75%) were in size range of 10–100μm, and nearly 8 to 10% were coarse pores. For joint 3, produced by the double-pass condition, none of the pores were fine; almost 65% were in size range of 100–200μm, and 25% were coarse pores. Similarly, for oscillating beam welds (joints 4 to 6), none of the pores were fine; 48 to 62% were in size range of 100–200μm, and only 7 to 11% were coarse pores. In oscillating beam joints, coarse pores with a size above 250μm were also not found. For each joint, the average pore diameter value was estimated, and it was found to be the smallest for joint 2 (62μm), followed by joint 1 (78μm), and highest for the double-side pass weld (joint 3: 158μm). Among oscillating beam joints, the average pore diameter was 118μm for joint 4, 135μm for joint 5, 113μm for joint 6, and 82μm for joint 7. The higher average pore diameter for joints 3 to 6 was due to their lower porosity content and absence of fine pores.

Bar diagram showing the frequency at which pores of different sizes were found in the seven joints
4 Discussions
The present study revealed that variations in EBW processing conditions could effectively alter the weld porosity count, size, and distribution. Besides, the weld bead morphology and size were also changing with processing conditions. The weld bead surfaces of the oscillating beam joints were more smooth (joints 4 to 6) than the other four joints (Fig. 1). Similar to the current study, for EBW joints of Ti-6Al-4V alloys, few researchers [36, 45] have reported smooth weld bead surfaces with less spatter formation for oscillating beam conditions over their static beam counterparts. For static beams, the XCT results demonstrated that the porosity content could be effectively reduced by increasing the welding speed or using a double-side pass technique. For joint 2, the welding speed was twice, and the heat input was nearly 35% lower than joint 1. Accordingly, the FZ was relatively narrow, and the cooling rate was expected to be faster [46]. Due to the coupled effect of lower heat input and narrow FZ region, the extent of vaporization of volatile alloying elements such as Mg and Zn was low. The faster cooling rate results in quick FZ solidification, which thus provides unfavorable conditions for nucleation of gas porosities and chances of their further coalesce and rise [47]. All these conditions led to a nearly 30% reduction in pore count and a 40% reduction in pore volume fraction for joint 2 than joint 1. Besides, for joint 2, most pores were smaller and located at the root section of the weld zone. Under the double-side beam pass conditions (joint 3), the beam was passed on the face and root sides of the welding length. This has resulted in remelting of the FZ region, providing a second chance for the trapped gas bubbles to further coalesce and escape. Accordingly, in joint 3, none of the pores were fine, and the pore volume fraction was nearly 85% lower than that in joint 1. Under the oscillating beam conditions, as explained by various researchers, the molten weldment region undergoes a churning action leading to better mass mixing and heat transfer [20, 27, 41, 45]. Besides, in an oscillating condition, the beam moves in a trajectory (oscillation pattern) along the welding length. Such a situation led to multiple time melting of spots in the FZ region, allowing gas bubbles to coalesce, rise, and escape to the vacuum environment [20, 27, 41]. The XCT results also revealed an absence of fine pores with a nearly 75 to 90% reduction in pore volume fraction for oscillating beam joints (joints 4 to 6) than their static beam counterpart (joints 1 and 2). Among the three oscillating beam joints, the triangular pattern was more effective in reducing the weld porosities and their uniform distribution throughout the FZ region. Such results suggest a more intense weld-pool churning action with better heat/mass transfer for the triangular pattern beam over its other two beam oscillation counterparts. However, the reasons for the formation of a rough weld bead with deep-blowout defects along the welding line for the infinity pattern weld (joint 7) are not understood. To further understand the effect of various EBW processing conditions, the author suggests microstructure and mechanical property analyses of the produced joints as the future scope of the present work.
5 Conclusions
Based on the obtained results, the following conclusions were obtained:
-
1.
The EBW technique with various processing conditions was successfully used to produce dissimilar butt-joints of AA-2024 to AA-6061. The change in EBW processing conditions was found to be effective in altering the weld bead morphology, spatter, and porosity content.
-
2.
The use of higher welding speed and oscillating beam conditions was found to be helpful in reducing the spatter tendency of aluminum alloy joints. For oscillating beam joints, the weld bead surfaces were found to be quite smooth.
-
3.
For aluminum alloy joints, use of the double-side pass technique or oscillating beam condition was found to be more effective in reducing the weld porosity content than their higher welding speed counterparts.
-
4.
Among various oscillating patterns, the triangular shape was more effective in reducing porosity content and resulted in their uniform distribution in the FZ region. For the same heat input rate, the triangular pattern has also produced joints with narrow FZ regions.
-
5.
Out of the four employed oscillating beam patterns, the infinity pattern was unsuitable for joining aluminum alloys as it produced deep blowout defects along the welding length.
References
Verma RP, Lila MK (2021) A short review on aluminium alloys and welding in structural applications. Mater Today: Proc 46(10):10687–10691
Bunaziv I, Akselsen OM, Ren X, Nyhus B, Eriksson M (2021) Laser beam and laser-arc hybrid welding of aluminium alloys. Metals 11(8):1150
Vigneshwar M, Selvamani ST, Hariprasath P, Palanikumar K (2018) Analysis of mechanical, metallurgical and fatigue behavior of friction welded AA6061-AA2024 dissimilar aluminum alloys in optimized condition. Mater Today: Proc 5:7853–7863
Seto N, Katayama S, Matsunawa A (2001) Porosity formation mechanism and suppression procedure in laser welding of aluminium alloys. Weld Int 15(3):191–202
Yan S, Zhu Z, Ma C, Qin Q, Chen H, Fu YN (2019) Porosity formation and its effect on the properties of hybrid laser welded Al alloy joints. Int J Adv Manufact Technol 104:2645–2656
Liang J, Sha Z, Shi Y (2016) Ultrasonic inspection of small pores within electron beam welded titanium alloys and their influence on the fatigue properties. 19th World Conf Non-Destructive Test 1–9
Xu J, Rong Y, Huang Y, Wang P, Wang C (2018) Keyhole-induced porosity formation during laser welding. J Mater Process Technol 252:720–727
Zhan X, Zhao Y, Liu Z, Gao Q, Bu H (2018) Microstructure and porosity characteristics of 5A06 aluminum alloy joints using laser-MIG hybrid welding. J Manufact Process 35:437–445
Gao XL, Zhang LJ, Liu J, Zhang JX (2014) Porosity and microstructure in pulsed Nd:YAG laser welded Ti6Al4V sheet. J Mater Process Technol 214:1316–1325
Olabode M, Kah P, Martikainen J (2013) Aluminium alloys welding processes: challenges, joint types and process selection. Proc Inst Mech Eng Part B 227(8):1129–1137
Vyskoc M, Sahul M, Sahul M (2018) Effect of shielding gas on the properties of AW 5083 aluminum alloy laser weld joints. J Mater Eng Perform 27:2993–3006
Hou J, Li R, Xu C, Li T, Shi Z (2021) A comparative study on microstructure and properties of pulsed laser welding and continuous laser welding of Al-25Si-4Cu-Mg high silicon aluminum alloy. J Manufact Process 68(A):657–667
Haboudou A, Peyre P, Vannes AB, Peix G (2003) Reduction of porosity content generated during Nd:YAG laser welding of A356 and AA5083 aluminium alloys. Mater Sci Eng A 363:40–52
Wang L, Gao M, Zhang C, Zeng X (2016) Effect of beam oscillating pattern on weld characterization of laser welding of AA6061-T6 aluminum alloy. Mater Design 108:707–717
Schneider A, Avilov V, Gumenyuk A, Rethmeier M (2013) Laser beam welding of aluminum alloys under the influence of an electromagnetic field. Phy Proc 41:4–11
Jiang M, Chen X, Chen Y, Tao W (2020) Mitigation of porosity defects in fiber laser welding under low vacuum. J Mater Process Technol 276:116385
Reisgen U, Olschok S, Jakobs S, Turner C (2016) Laser beam welding under vacuum of high grade materials. Weld World 60(3):403–413
Zhan X, Yu H, Feng X, Pan P, Liu Z (2019) A comparative study on laser beam and electron beam welding of 5A06 aluminum alloy. Mater Res Exp 6(5):056563
Kar J, Mahanty S, Roy SK, Roy GG (2015) Estimation of average spot diameter and bead penetration using process model during electron beam welding of AISI 304 stainless steel. Trans Indian Inst Met 68(5):935–941
Kar J, Roy SK, Roy GG (2016) Effect of beam oscillation on electron beam welding of copper with AISI-304 stainless steel. J Mater Process Technol 233:174–185
Kar J (2021) Effect of beam oscillation on residual stress and corrosion properties of AISI 316L electron beam welds. Metallogr Microstruct Anal 10:652–660
Liu CC, He JS (2014) Numerical prediction of shrinkage defect in aluminum alloy electron beam weld based on Niyama criterion program. Adv Mater Res 1030:130–133
Zhao L, Wang S, Jin Y, Chen Y (2018) Microstructural characterization and mechanical performance of Al–Cu–Li alloy electron beam welded joint. Aerosp Sci Technol 82:61–69
Saresh N, Pillai MG, Mathew J (2007) Investigations into the effects of electron beam welding on thick Ti–6Al–4V titanium alloy. J Mater Process Technol 192:83–88
Kar J, Dinda SK, Roy GG, Roy SK, Srirangam P (2018) X-ray tomography study on porosity in electron beam welded dissimilar copper–304SS joints. Vacuum 149:200–206
Chen G, Liu J, Shu X, Gu H, Zhang B, Feng J (2019) Beam scanning effect on properties optimization of thick-plate 2A12 aluminum alloy electron-beam welding joints. Mater Sci Eng A 744:583–592.27
Nayak LJ, Roy GG (2021) Role of beam oscillation on electron beam welded zircaloy-4 butt joints. Sci Technol Weld Join 26(6):478–486
Babu NK, Raman SGS, Murthy CVS, Reddy GM (2005) Influence of beam oscillation patterns on the structure and mechanical properties of Ti–6Al–4V electron beam weldments. Sci Technol Weld Join 10(5):583–590
Reddy GM, Murthy CVS, Rao KS, Rao KP (2009) Improvement of mechanical properties of Inconel 718 electron beam welds—influence of welding techniques and postweld heat treatment. Int J Adv Manufact Technol 43:671–680
Ke W, Bu X, Oliveira JP, Xu WG, Wang Z, Zeng Z (2021) Modeling and numerical study of keyhole-induced porosity formation in laser beam oscillating welding of 5A06 aluminum alloy. Opt Laser Technol 133:106540
Li S, Mi G, Wang C (2020) A study on laser beam oscillating welding characteristics for the 5083 aluminum alloy: morphology, microstructure and mechanical properties. J Manufact Process 53:12–20
Wang Z, Oliveira JP, Zeng Z, Bu X, Peng B, Shao X (2019) Laser beam oscillating welding of 5A06 aluminum alloys: microstructure, porosity and mechanical properties. Opt Laser Technol 111:58–65
Kaplan AFH, Powell J (2011) Spatter in laser welding. J Laser Appl 23(3):032005
Zhang D, Li C, Liu X, Cao Y, Wu D (2018) Numerical study of spatter formation during fiber laser welding of aluminum alloy. J Manufact Process 31:72–79
Wu D, Hua X, Li F, Huang L (2017) Understanding of spatter formation in fiber laser welding of 5083 aluminum alloy. Int J Heat Mass Transf 113:730–740
Kar J, Roy SK, Roy GG (2018) Influence of beam oscillation in electron beam welding of Ti-6AL-4V. Int J Adv Manufact Technol 94(9):4531–4541
Huang L, Hua X, Wu D, Ye Y (2019) Role of welding speed on keyhole-induced porosity formation based on experimental and numerical study in fiber laser welding of Al alloy. Int J Adv Manufact Technol 103:913–925
Kang Y, Zhan X, Liu T (2019) Effect of welding parameters on porosity distribution of dual laser beam bilateral synchronous welding in 2219 aluminum alloy Tjoint. J Adhes Sci Technol 33(23):2595–2614
Dinda SK, Warnett JM, Williams MA, Roy GG, Srirangam P (2016) 3D imaging and quantification of porosity in electron beam welded dissimilar steel to Fe-Al alloy joints by X-ray tomography. Mater Design 96:224–231
Ma J, Harooni M, Carlson B, Kovacevic R (2014) Dissimilar joining of galvanized high-strength steel to aluminum alloy in a zero-gap lap joint configuration by two-pass laser welding. MaterDesign 58:390–401
Kar J, Chakrabarti D, Roy SK, Roy GG (2019) Beam oscillation, porosity formation and fatigue properties of electron beam welded Ti-6Al-4V alloy. J Mater Process Technol 266:165–172
Chen G, Wang B, Mao S, Zhong P, He J (2019) Research on the “∞”-shaped laser scanning welding process for aluminum alloy. Opt Laser Technol 115:32–41
Huang L, Hua X, Wu D, Fang L, Cai Y, Ye Y (2018) Effect of magnesium content on keyhole-induced porosity formation and distribution in aluminum alloys laser welding. J Manufact Process 33:43–53
Zhou L, Zhang M, Jin X, Zhang H, Mao C (2017) Study on the burning loss of magnesium in fiber laser welding of an Al-Mg alloy by optical emission spectroscopy. Int J Adv Manufact Technol 88(5-8):1373–1381
Pengfei F, Zhiyong M, Congjin Z, Yajun W, Chunming W (2014) Microstructures and fatigue properties of electron beam welds with beam oscillation for heavy section TC4-DT alloy. Chinese J Aeronaut 27(4):1015–1021
Nayak LJ, Roy GG (2021) Effect of heat input on microstructure, mechanical and corrosion properties of electron beam welded zircaloy-4 sheets. Weld World 65:987–1005
Mohandas T, Banerjee D, Rao VVK (1999) Fusion zone microstructure and porosity in electron beam welds of an α+β titanium alloy. Metall Mater Trans A 30A:789–798
Funding
This study received financial support from the Department of Science and Technology (DST/INSPIRE/04/2018/001130) of Government India.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission IV - Power Beam Processes
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Kar, J. Effect of process parameters on porosities in electron beam welded AA-6061 to AA-2024 dissimilar joints. Weld World 67, 2007–2016 (2023). https://doi.org/10.1007/s40194-023-01549-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01549-9