
Abstract
MARBN alloys, which are anticipated an estimated 25 °C increase in advanced ultra-super critical (A-USC) power plant operating temperature, are expected to be commercially available soon and will partially displace some older materials and lead the market. Two examples are the Japanese alloy, 9Cr-3W-3Co-Nd-B material, which is considered a strong contender in wrought pipework, and the UK’s IBN-1 alloy which currently leads the development in cast steels. Through the courses of two consecutive UK collaborative projects IMPEL and IMPULSE, a matching composition filler metal for welding MARBN alloys in the form of shielded metal arc SMAW electrode has been developed. The design of this filler metal was aimed to optimize the deposit chemical composition hence to provide creep resistance properties matching the base alloys. The weld metal was specifically intended for high integrity structural service at expected temperatures. Accordingly, the minor alloy additions responsible for its creep properties were kept at the middle of the base alloys or at least above the minimum considered necessary to ensure a satisfactory performance. This paper introduces the design, investigation and test results of the matching filler metal. Findings relevant to the microstructure, mechanical properties at ambient and elevated temperatures, including creep properties of the all-weld metal and weld joint made with IBN-1 base alloy, are presented.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
More and more stringent environmental demands keep driving the further development of new advanced creep resistant alloys. A common material goal is to optimize the creep performance at elevated high temperatures in coal, gas, biomass, solar thermal and advanced nuclear power generation, petrochemical and process plant. Ferritic-martensitic steels outperform stainless steels and nickel base alloys on strength, flexibility, reliability and cost.
The improved creep properties of MARBN alloys (a short name for MARtensitic 9Cr steel strengthened by Boron and Nitrides) were initially reported by F Abe and his colleagues as early as 15 years ago [1,2,3,4,5]. Figure 1 shows the comparison of some initial creep rupture data from MARBN base metal and the welded joint and data from P92 base metal and welded joint. Since then and specifically in the recent 8 to 10 years, there have been active research and validation studies on going for these new alloys in Europe, Japan, China and the USA. It is believed that the new tungsten, cobalt and boron enhanced alloys could enable an estimated 25 °C increase in operating steam temperatures of advanced ultra-super critical (A-USC) power plant. This means a real possibility of bringing operating steam temperature to 630 °C or even nearer 650 °C. The new materials are expected to be commercially available soon and will partially displace some older materials and lead the market. Two leading candidates are the Japanese alloy, 9Cr-3W-3Co-Nd-B (SAVE12AD) material which is covered by ASME Code Case 2839 [6], and UK’s IBN-1 casting alloy which was developed by Goodwin Steel Castings Limited within the IMPACT project [7]. SAVE12AD has been reported as having encouraging performance [8] and is considered a strong contender in wrought pipework. IBN-1 has been further studied within two consecutive UK collaborative research projects, IMPEL [9] and IMPULSE [10] after IMPACT project. IBN-1 currently leads the development in casting materials for applications such as turbine components, and initial study report indicated a clear advances in the creep performance over the CB2 alloy [11] (Fig. 2). Figure 3 shows two examples of the casted turbine components fabricated by Goodwin Steel Castings using IBN-1 alloy.

Creep rupture strength comparison of MARN alloy base metal and welded joint with P92 [5]

Creep rupture strength comparison of IBN-1 and CB2 [11]

IBN-1 control valve casting 2050 kg (right) and step block casting 800 kg (left) during cooling after austenitisation heat treatment [11] (courtesy of Goodwin Steel Castings Ltd, UK)
Over the course of two consecutive UK research projects, IMPEL and IMPULSE, a matching composition filler metal for welding MARBN alloys has been developed by Lincoln Electric. The filler metal is in the form of shielded metal arc welding (SMAW) electrode and the designation of the electrode is Lincoln Chromet 933. This basic coated electrode, classified as AWS A5.5/A5.5M [12]: E9015-G H4/E6215-G H4 and EN ISO 3580-A [13]: E ZCrWCoVNb 9 3 3 B 3 2 H5, is now commercially available and has been supplied to the industry for component joint validation tests and welding procedure development. The aim is to supply for the applications in the pilot power plant projects.
This paper summarizes the design of the weld metal composition, microstructural assessment of the undiluted weld deposit and mechanical properties including all-weld metal elevated temperature tensile test, as well as short–medium duration stress rupture tests to the specimens of all-weld metal and cross-weld from joint.
2 Weld chemical composition exploitation and filtering
2.1 Base alloy composition and microstructure
Table 1 shows the examples of typical nominal composition for different MARBN type base alloys, one reported in the ASME Code Case 2839 and the other, IBN-1 developed within the UK IMPACT project. Figure 4 shows the microstructure of IBN-1 at normalised and tempered condition, which consists of typical tempered martensite.

Microstructure of the MARBN alloy consisiting tempered martensite (Goodwin’s IBN-1 steel) (courtesy of Loughborough University and Goodwin Steel Castings Ltd, UK [11]). a X100. b X400
2.2 Initial weld metal chemical composition design and filtering
In order to achieve an alloy design for the weld metal with the optimum creep properties matching those of the IBN-1 base material while was also capable of producing satisfactory ambient mechanical properties, a series of five different compositions (V1 to V5) were proposed and evaluated at the first stage. These compositions were based on the analysis of one of the IBN-1 casting melts from the IMPACT project (Table 1), with alterations of boron content with the nominal range of 0–120 ppm and nitrogen content 0.025–0.050%. All-weld pads were prepared in accordance with AWS A5.5/5.5 M [12]. Table 2 shows the chemical composition of undiluted all-weld metal of the five variants.
Test coupons of all-weld metal were prepared in accordance with the details specified in AWS A5.5/5.5 M for P92 electrode, E9015-B92/E6215-B92. The thickness of the coupon plate was 20 mm. The welding was conducted at PA/1G position. The pre-heat temperature was 200 °C, interpass temperature was in the range of 250 °C–300 °C with typical 275 °C. The welding parameters used were voltage 24 V and current 125A giving a heat input of 1.3–1.4 kJ/mm. Limited weaving was applied to approx. 5.0 mm.
After welding, the coupons were cooled down to room temperature to ensure a full martensite transformation, then a post weld heat treatment (PWHT) was applied at 760 °C for 2 h plus a furnace cool to 300 °C, followed by air cool to ambient temperature. These five welds were subjected to ambient mechanical test. The tensile and hardness properties of the welds are listed in Table 3.
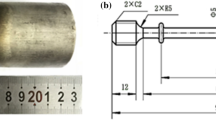
Short-term stress rupture test were conducted for the all-weld metals to explore the potential creep performance of these five weld compositions. The extraction of the creep specimens from the weld coupons is illustrated in Fig. 5 and the image of the specimen is shown in Fig. 6.

Illustration of the extraction of the creep test specimens from the weld coupon

Image and dimensions of the creep test specimen (photo courtesy of Loughborough University [14])
The testing parameters were 675 °C in temperature and load stresses of 127 MPa and 142 MPa respectively. This was an initial composition-filtering test. Therefore, a slightly higher test temperature was used in order to obtain relevant comparative data within not too long durations. The methodology of accelerated stress rupture test has been commonly adopted by the industry in development of creep resisting alloys and filler metals, particularly at the early stage of alloy composition selections. For this group of test, the longest duration reached was over 4000 h. All the results were compared with the P92 base alloy mean values at the same testing parameters and durations. The calculated percentage ratios are listed in Table 4, and the values obtained from tests at 142 MPa load stress are plotted in Fig. 7.

Creep strength comparison: candidate welds vs P92 base metal
It is evident that all the creep strength obtained from the IBN-1 composition welds demonstrated higher potential creep strength than the P92 alloy. Depending on the addition levels of boron and nitrogen, the improvement over P92 mean values varied between 116 and 169%. These results delivered significantly confidence for further evaluation of the weld metal.
3 Optimisation of chemical composition, properties and validation tests
3.1 Chemical composition
Based on the best combined properties at ambient temperature (most consideration was paid to the impact toughness since ambient tensile properties did not present any concerns) and creep strength estimation, the design and composition of the variant V4 was selected for further optimisation of composition and mechanical and creep properties. This weld produced the best impact toughness at ambient temperature and showed some 143% creep strength over P92 base metal at temperature 675 °C. The electrode is basic coated and can be classified under AWS A5.5/A5.5M [12]: E9015-G H4/E6215-G H4 and EN ISO 3580-A [13]: E ZCrWCoVNb 9 3 3 B 3 2 H5. Most of the further detailed investigations for the weld metal were conducted within the UK IMPULSE Project [10].
Table 5 shows the undiluted all-weld deposit chemical composition modified from the variant V4 weld. The Ac1 temperature was estimated using a formula proposed by F Masuyama et al. [15] but modified by taking into account of the expected moderate effect of the cobalt addition. The weight of the cobalt effect was based on the findings reported by the authors in a previous publication dealing with P92 weld metals [16], and the basic elemental coefficient used was the same value as Mn in the Masuyama formula. The calculated Ac1 temperature for the current weld metal is approximately 806 °C, while the IBN-1 base alloy melt gives approximately 820 °C. It was reported that when measured with dilatometer at a heating rate of 100 °C/s, the Ac1 temperature of IBN-1 casting material was identified as 927 ± 6 °C [17]. This reflected the phase transformation kinetics in the welding heat affected zone (HAZ) of the alloy when under rapid heating with actual arc welding condition.
Note that actual measured Ac1 temperatures reported for P92 base metal are around 845 °C [18], with P92 weld metal is in the range of 800–815 °C (depending on the level of Mn + Ni total) [19], and C(F)B2 alloy filler metal at 811 °C (measured) [20]. Although the accurate Ac1 temperature range of the weld metal is yet to be confirmed by actual dilatometry measurement, it is reasonable to recognise that the addition of cobalt would partially off-set the effect of tungsten on the Ac1. Therefore, it is considered rational that the estimated 806 °C Ac1 may be close enough to the actual value.
Accordingly, when it comes to possible applicable peak temperature for PWHT, the weld metal’s Ac1 should be high enough to accommodate any temperature up to 785–790 °C without the danger of partial re-austenisation and still have a nominal 15–20 °C safe margin.
3.2 Weld metal microstructure
Following relevant rules specified in AWS A5.5/A5.5M, all-weld test coupons were prepared for various validation tests and metallographic assessment of the microstructure. The welding parameters employed were the same as detailed in Section 2.2.
Figures 8, 9, and 10 show the microstructure of the weld in the conditions of as-welded and after PWHT at 765 °C × 2 h and 765 °C × 4 h respectively. The micrographs were taken from regions of weld cap (i.e. un-reheated weld metal) and mild-section (i.e. being re-heated by the thermal cycles of subsequent weld passes).

Microstructure of the weld at as-welded condition. a Weld cap (un-reheated). b Weld cap (×2 of 8a). c Mid-section (re-heated)

Microstructure of the weld after PWHT 765°Cx2h. a Weld cap (un-reheated). b Weld cap (×2 of 9a). c Mid-section (re-heated)

Microstructure of the weld after PWHT 765°Cx4h. a Weld cap (un-reheated). b Weld cap (×2 of 10a). c Mid-section (re-heated)
From the micrographs, it can be seen that, in as-welded condition, the weld metal consisted of 100% martensite without indications of δ-ferrite presence. After a PWHT at 765 °C for 2 h and 4 h, the microstructure showed a typical tempered martensite. Although these were optical microscopy images, it was still evident that the misrostructure demonstrated good stability through PWHT.
3.3 Weld metal mechanical properties
Table 6 lists the all-weld metal ambient tensile, hardness and impact properties. For comparison, the properties of MARBN base materials are also listed. Table 7 shows the hot tensile properties and compares with the P92 weld metal (from Lincoln Chromet 92 SMAW electrode [15]).
The test data indicate that the ambient properties are satisfactory in terms of both tensile strength and ductility. They were comparable and slightly higher in strength and lower in elongation than the IBN-1 steel reported [11]. This follows the typical trend between weld metals and base materials of these types of alloys, such as P92 and CB2 steels. The weld metal hardness was in the range of 239-255 HV, close to the IBN-1 base metal and very similar to the typical hardness obtained with P92 weld [19].
At elevated temperatures up to 700 °C, the matching MARBN weld metal showed a substantially higher strength than those of the P92 weld [16] while ductility was maintained at satisfactory levels. When test temperature reached above 600 °C, the strength difference further widened and the recorded UTS difference reached the highest value of 67 MPa at 650 °C. When compared with the minimum required strength at various elevated temperatures specified in Code Case 2839 [6], the matching weld metal demonstrated strength levels surplus those required values with large margins.
In the case of all-weld metal impact toughness, the challenge was well anticipated from the very beginning of the project. Considering MARBN’s further enhanced high temperature creep properties over P92 steel, a moderate aim for ambient temperature toughness after PWHT was set for the weld metal, provided its creep performance was adequate to match the base alloys. Nevertheless, the optimisation in micro-alloying and coating mineral design has been achieved which led to a reasonable level of toughness at ambient temperature. Typically, after an appropriate PWHT, e.g. 765°Cx4h, all-weld toughness at +20 °C reached 30–50 J average and 27 J minimum single value. This was reproduced from the welding procedure qualification test conducted by Goodwin Steel Castings which reported an average of 48 J in the weld centre line and 39 J in the fusion line region at +20 °C after a PWHT of 765 °C × 4 h [11].
3.4 Weld metal and weld joint creep properties
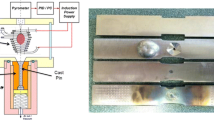
Stress rupture tests were conducted on all-weld metals and weld joints welded with forged IBN-1 alloy plate. The all-weld metal tests were longitudinal specimens tested at temperatures of 650 °C and 675 °C. The way that the specimens for the all-weld test were extracted was the same as shown in Fig. 5. The joints for the cross-weld tests were prepared with a half V-groove (Fig. 11). The cross-weld specimens were taken transverse to the welding direction. The location of the specimens was arranged so that the gauge length included weld metal, fusion line, HAZ and IBN-1 base metal. The fusion line located within the test gauge length was the vertical side, i.e. 90° to the direction of the applied load (Fig. 11). This type of stress rupture specimen arrangement would give more critical test to the fusion line as well as type IV zone which is generally considered the weakest regions of a weld joint for this type of alloys. The test temperatures applied were 625 °C, 650 °C and 675 °C. Figure 12 shows an example of ruptured creep specimen, which was tested at 650 °C with a load of 118 MPa.

Illustration of the IBN-1 and the SMAW weld joint and extraction of the creep test specimens

One example of ruptured creep specimen (650 °C × 118 MPa × 2301 h)
At the time of writing, the longest running specimen had reached over 31,500 h (at 650 °C × 70 MPa) and was still on-going. The results obtained so far are presented in a Larson-Miller plot and against the mean and ± 20% mean value lines for P92 steel (Fig. 13). Data from the variants V1, V4 and V5 of IMPEL project are also included. For comparison, the data obtained are compared with those from all-weld metal [16] and cross-weld of P92 steel [5] in Fig. 14.

Larson-Miller plot of stress rupture test results: all-weld metal and transverse joint of MARBN alloy weldment. For the weld metal, the test from IMPEL project was after PWHT 760°Cx4h; all others were after PWHT 765°Cx4h

Stress rupture test results comparison: all-weld metal and transverse joint of MARBN alloy vs weld and joint of P92 steels
From Figs. 13 and 14, the preliminary data achieved indicate that the all-weld metal specimen showed a considerably higher creep strength than the P92 weld metals as well as the P92 weld joints reported. A more encouraging performance is the trend of the cross-weld creep curve. It appeared that under lower load, longer duration stress rupture test regime, the creep strength reduction slop of the MARBN cross weld verses the all-weld metal is considerably smaller than that between the P92 all-weld metal and cross-weld specimens. This indicates that the HAZ type IV zone “softening” tendency is effectively supressed with the MARBN parent metal and the result confirms with some previous reports [3, 4], which imply benefits in terms of the long term service of relevant components.
Within the IMPULSE project, an extruded pipe with IBN-1 composition and dimensions of 6 m × 330 mm OD × 50 mm wt was produced [21]. The welding procedure qualification test was carried out with a pipe butter joint. Stress rupture tests to the cross-weld specimens and parent pipe samples are under progress. The results will be published in separate reports when the test has reached certain planned intervals.
3.5 Industry validation and procedure qualification tests
In the past few years, industrial validation tests and welding procedure qualification tests with the current SMAW electrode have been actively carried out. These tests are conducted by a number of major power equipment fabricators and site erection engineering companies, including Goodwin Steel Castings, Siemens Power, Doosan Babcock and Shanghai Boiler Works. Encouraging initial results have been communicated indicating a positive prospective of the real applications for the MARBN material and the matching filler metal for the A-USC power plant.
Following IMPULSE, a follow-up UK collaborative project, IMPLANT [22], has been just started. This will include further evaluation of IBN-1 base material and the weld joints. More reports will follow when all data are available.
4 Summary
Through two consecutive UK R&D Projects, IMPEL and IMPULSE, the development of the matching filler metal for MARBN alloys, Chromet 933 SMAW electrode, made encouraging progress summarised as below:-
-
The weld metal chemical composition has been optimised;
-
The weld metal consisted of a fully martensitic microstructure in as-welded condition and no presence of δ-ferrite was observed. After post weld heat treat, the microstructure consisted of tempered martensite structure and demonstrated good stability to PWHT;
-
After appropriate PWHT, the weld metal demonstrated satisfactory tensile strength and ductility at ambient temperature. The hardness is comparable to the base alloy. At the same time, it also achieved adequate impact toughness at 20 °C;
-
Satisfactory tensile strength and ductility at elevated temperatures (in the range of 550 °C–700 °C) were achieved. The strength level is consistently higher the P92 weld metal at the test temperature range;
-
Results from initial short and medium term stress rupture tests showed a considerable increase in creep strength comparing with P92 weld metal and weld joint under the similar testing conditions; the cross-weld test result showed a less Type IV zone softening tendency;
-
Remaining creep test within the IMPULSE project is still on-going, and further validation examinations for the IBN-1 weld joint are in progress with the newly started IMPLANT project.
Abbreviations
- MARBN:
-
MARtensitic 9Cr steel strengthened by Boron and Nitrides; the creep properties are enhanced by addition of nominal 3%Co, 3%W and 100ppmB. More details could be found from relevant references cited in this paper
- SAVE12DA:
-
A MARBN type alloy with 9Cr-3 W-3Co-Nd-B; details can be found in ASME Code case 2839; reference [6] of this paper
- CB2:
-
A 9%Cr-Mo creep resistance alloy developed through the European COST projects. The creep properties are enhanced by additions of nominal Co and B
- P92:
-
A widely used 9%CrMo type creep resisting steels. Different forms of grade 92 steels are listed in various specifications. For example, in EN 10216-2, they are classified as X10CrWMoVNb9-2; in ASTM standards, they have forms of tube T91 in A213, pipe P92 in A335, grade 92 plates in A387, and forgings F92 in A369
- IMPACT Project:
-
“Innovative Materials, Design and Monitoring of Power Plant to Accommodate Carbon Capture”, A UK Technology Strategy Board (TSB) funded collaborative R&D project, December 2009–December 2013
- IMPEL Project:
-
A UK collaborative project for feasibility studies of MARBN base alloy and filler metal, 2014–2019
- IMPULSE Project:
-
“Advanced Industrial Manufacture of Next-Generation MARBN Steel for Cleaner Fossil Plant”, Innovate UK File Ref. 102468, May 2016–April 2019
- IMPLANT Project:
-
“Advanced Materials and Manufacturing for Improved Power and Process Plant Performance”, Innovate UK File Ref. 105769, January 2020–December 2022
References
Horiuchi T, Igarashi M, Abe F (2002) Improved utilization of added B in 9Cr heat-resistant steels containing W. ISIJ Int 42:S67–S71
Abe F, Horiuchi T, Teneike M, Okada K (2004) Stabilization of martensitic microstructure in advanced 9Cr steel during creep at high temperature. Mater Sci Eng A A378:299–303
Tabuchi M, Kondo M, Watanabe T, Hongo H, Yin F, Abe F (2004) Improvement of type IV cracking resistance of 9Cr heat resisting steel weldment by boron addition. Acta Metall Sin 17(4):331–337
Albert SK, Kondo M, Tabuchi M, Yin F, Sawada K, Abe F (2005) Improving the creep properties of 9Cr-3 W-3Co-NbV steels and their weld joints by the addition of boron. Metall Mater Trans A 36(2):333–343
Abe F (2006) Metallurgy for long-term stabilization of ferritic steels for thick section boiler components in USC power plant at 650 °C. In: Lecomte-Beckers J, Carton M (eds) Conference proceedings: materials for advanced power engineering 2006. F Schubert and P J Ennis, Julich, Belgium, pp 965–980
ASME Code Case 2839 (2015) 9Cr-3W-3Co-Nd-B material, ASME BPVC.CC.BPV.S4-2015
IMPACT Project (Dec 2009–2013) Innovative materials, design and monitoring of power plant to accommodate carbon capture. A UK Technology Strategy Board (TSB) funded collaborative R&D project
Hamaguchi T, Okada H, Kurihara S, Hirata H, Yoshizawa M, Iseda A (2017) Microstructural evaluation of 9Cr-3 W-3Co-Nd-B heat-resistant steel (SAVE12AD) after long-term creep deformation. Proceedings of the ASME. Pressure Vessels and Piping Conference PVP2017, PVP2017-65241, 16-20 2017, Waikoloa, Hawaii, USA
IMPEL Project (2014–2019) A UK collaborative project for feasibility studies of MARBN base alloy and filler metal
IMPULSE Project (May 2016–April 2019) Advanced industrial manufacture of next-generation MARBN steel for cleaner fossil plant”, Innovate UK File Ref. 102468
Roberts S, Leese R, Birks S (2019) The status of continued development of heavy section casting in 9%Cr steels and nickel alloys for high temperature applications. Joint EPRI-123HIMAT Int. conference on advances in high temperature materials, 21-25, Nagasaki, Japan
AWS Specification A5.5/A5.5M:2014 (2014) Specification for low-alloy steel electrodes for shielded metal arc welding
EN ISO 3580:2010 (2011) Welding consumables - covered electrodes for manual metal arc welding of creep-resisting steels – classification
Guo J, Jepson MAE, Thomson RC (2016) Microstructure characterisation of creep tested 9Cr welds for MARBN steel. In: Parker J, Shingledecker J, Siefert J (eds) Conference proceedings from: “Advances in Materials Technology for Fossil Power Plants” from the 8th International Conference (EPRI 2016), Albufeira, Algarve, Portugal, 11-14
Masuyama F, Daikoku T, Haneda H, Yoshikawa K, etc (1989) US Patent, No. 4,799,972
Zhang Z, Holloway G, Marshall A (2011) Properties of T/P92 weld metals for ultra super critical (USC) power plant. Int J Microstruct Mater Prop 6(1/2):20–39
Guo J, Xu X, Japson MAE, Thomson RC (2019) Influence of weld thermal cycle and post weld heat treatment on the microstructure of MarBN steel. Int J Press Vessel Pip 174:13–24
Richardot D, Vaillant J-C, Arbab A, Bendick W (2000) The T92/P92 Book. Vallourec & Mannesmann Tubes
Zhang Z, Holloway G, Marshall A (2013) Welding consumables for P92 steels for power generation industry. Technical Profile, Metrode Products Ltd (A Lincoln Electric Company). Issue 5
Zhang Z, Holloway G (2012) Welding consumables for advanced boron-cobalt alloyed 9%Cr-Mo creep resisting steels for power generation. IIW Doc IX-2420-12
Lockyer SA, Jepson MAE, Xu X, Philpott W (2019) Microstructure analysis of service exposed IBN1 MARBN steel boiler tubing. Joint EPRI-123HIMAT International Conference on Advances in High Temperature materials, 21-25, Nagasaki, Japan
IMPLANT Project (Jan 2020–2022) Advanced materials and manufacturing for improved power and process plant performance. Innovate UK File Ref. 105769
Acknowledgements
The authors gratefully acknowledge the funding from Innovate UK, under Project IMPULSE: “Advanced Industrial Manufacture of Next-Generation MARBN Steel for Cleaner Fossil Plant”, Innovate UK File Ref. 102468 and their project partners within IMPULSE Project and IMPEL Project: Doosan Babcock Ltd, Goodwin Steel Castings Ltd, Alstom Power (now GE Energy), Uniper Technologies Ltd, IMPACT PowerTech Ltd, Wyman-Gordon Ltd, Loughborough University, University of Nottingham, University of Birmingham, NUI Galway and University of Limerick.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission II - Arc Welding and Filler Metals
Rights and permissions
About this article

Cite this article
Zhang, Z., van der Mee, V. Development of the matching filler metal for MARBN—new advanced creep resisting alloys for thermal power plant. Weld World 65, 1599–1608 (2021). https://doi.org/10.1007/s40194-021-01104-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-021-01104-4