
Abstract
The effects of surface roughness were studied on microstructural and mechanical properties of solid-state diffusion bonding between two dissimilar alloys of magnesium AZ91-D and aluminum 6061 by means of hot pressing. Although applied pressure, temperature, and duration of diffusion bonding are known as the most effective parameters, surface roughness can alter the mechanical and microstructural properties remarkably, which is usually neglected. To investigate the effect of surface roughness between 0.06 and 0.15 μm, the width of the diffusion bond in the interfacial transition zone (ITZ) and the presence of intermetallic phases were analyzed. Moreover, microhardness, shear strength, and fracture surfaces were evaluated. The results exhibit that in the applied roughness range, the bond width and the microhardness of the joints improved by increasing the surface roughness of the both metals; however, the shear strength decreased. It may be attributed to more disruption of the oxide films on the metal surfaces in the rougher samples and also increase in the effective interface boundary during the process. Consequently, there would be more chance for aluminum-magnesium contacts, resulting in more diffusion, further formation of brittle intermetallic phases (such as Al12Mg17 and Al3Mg2), and therefore more hardness and less shear strength.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Aluminum (Al) and magnesium (Mg) alloys have been considered a lot among both academic and industrial researches due to their desirable characteristics such as low density, high damping capacity, dimensional stability, good machinability, and low casting costs. While Mg alloys, as the lightest commercial metal, suffer from low corrosion resistance, Al alloys have an excellent corrosion behavior. Hence, Mg–Al bimetallic substance can combine the advantages of both alloy groups, which is offered in bimetallic materials [1, 2]. Not only does utilizing Mg and Al alloys cause weight reductions, but also it would decrease overall costs in transportation and aerospace industries [3,4,5]. In fact, these alloys are used widely in production of motors, gearboxes, and airplane fuselages [6]. Achieving an appropriate joint between these two groups of alloys has been being difficult due to unwanted formation of intermetallic compositions during welding processes, influencing the performance of the joints considerably [7,8,9]. Fusion welding between dissimilar metals and their alloys would be either impossible or absolutely challenging due to difference between their physical properties such as melting temperature, heat conduction coefficient, and uncontrollable formation of brittle intermetallic compositions. Nonetheless, solid-state joining processes such as friction stir welding and diffusion bonding can be applicable to provide the required joints between two dissimilar alloys [10, 11]. In diffusion bonding process, two surfaces are welded together at 0.5 to 0.8 of their melting point, under applied pressure and without macroscopic scale deformations or relative motions. Furthermore, by means of creating minimum intermetallic compositions in the welding region, the joint can take place [12,13,14,15,16,17]. Another advantage of diffusion bonding in comparison to fusion welding is the lower required temperatures resulting in less existing residual stresses in the joint due to less heat concentrations and lack of both expansions and contractions during the melting and solidification steps [13, 14]. Nowadays, lots of attentions have been attracted toward diffusion bonding method without using an interlayer, which offers lower costs, less plastic deformations, and more strength in the joint [13]. Whereas the important factors in diffusion bonding process are the joining temperature, amount of external pressure exerted to the interface during the diffusion bonding, holding time at elevated temperatures, and roughness of the joint surfaces, while less attention has been paid to the latest one [14,15,16,17,18,19,20]. These factors have interaction effects on the quality of diffusion bonding. Existence of hard oxide films on the surfaces prevents a perfect contact and results in poor strength in the joints [21, 22]. Hence, in order to conduct a desirable diffusion bonding between two dissimilar metals such as Mg and Al alloys, precise treatments and preparing should be done on the surfaces of the metals and they should be protected from further oxidations as much as possible. Therefore, the diffusion bonding process is mostly performed in vacuum furnaces having hot press [23, 24].
Das et al. [25] experimentally investigated the anisotropic diffusion behavior of pure aluminum in pure magnesium. They used a diffusion couple technique with single crystal magnesium at the temperatures between 365 and 420 °C. The results showed that the diffusion coefficient of the aluminum within the basal planes of the magnesium is approximately 1.3 times greater than that along the normal direction of the basal planes. Fernandus et al. [3] developed temperature time and pressure time diagrams for diffusion bonding of Mg AZ80 and Al 6061 alloys. They evaluated the bonding quality of the joints by microstructure analysis and also lap shear tensile tests. They reported that a diffusion bonding at 425 °C, under a pressure of 10 MPa and a holding time of 15 min, resulted in the highest shear strength. Lin et al. [6] analyzed the diffusion bonding of Mg AZ91 and Al 7075 alloys. The results demonstrated the great effect of temperature and welding time on the properties of the outcome joints. The maximum shear strength was obtained at 470 °C, a pressure of 10 MPa, and a holding time of 60 min. Shang et al. [7] investigated the effects of temperature on welding of Mg AZ31 and Al 6061 alloys. According to the resulted data, the width of the diffusion layer would increase by elevating the welding temperature. Additionally, Dietrich et al. [12] studied the composition of the intermetallic phases in diffusion bonding process of Mg AZ31 and Al EN AW-6082 and then they determined the effective parameters on the final mechanical properties of the joint.
Few researches have been done to evaluate the effect of the surface roughness on diffusion bonding quality. Zuruzi et al. [23] studied the effects of surface roughness on the diffusion bonding of similar Al 6061 alloy plates in the air. According to the results, using rougher surfaces resulted in better diffusion conditions and the ultimate tensile strength of the specimens with rougher surfaces was improved. Wu et al. [26] used a theoretical model to study the effects of various finished surfaces on the diffusion bonding process. They reported that the bonding time increased by enhancing the surface roughness. In addition, by decreasing the surface roughness, the main mechanism of void closure changed from creep to surface source diffusion mechanism.
Zhang et al. [27] investigated the effect of surface finishing on the migration of interface grain boundary in diffusion bonding of stainless steel under vacuum. According to the results, grain boundary migration mainly occurred at the triple junctions for the smoother surface interface. On the other hand, a larger number of strain induced interface grain boundary produced for the rougher surface. In addition, higher ratio of interface grain boundary migration caused a higher joint shear strength.
The impact of the surface asperity on the diffusion bonding of an oxygen-free high conductivity copper (OFHC) was studied by Wang et al. [28] investigated. The results indicated that the ridge wavelength of the surface roughness as well as the ridge height have a considerable effect on the properties of the diffusion bonded joint. Decrease in the mentioned parameters resulted in enhancement of bonded area percent. When the ridge height was constant, an increase in the aspect ratio of ridge height to ridge wavelength would accelerate atomic diffusion at voids surfaces in the bonding interfaces.
In general, it is commonly believed that smoother surfaces would yield in the joint with higher quality. Guoge et al. [29] studied the impacts of the surface roughness on the diffusion bonding of Incoloy MA 956. They reported that to disrupt the oxide film of the surface and form a desirable bonding interface, a certain amount of roughness is helpful. Nevertheless, large voids would be left in a very rough surface which consequently degrades the joint quality. Balasubramanian et al. [20] investigated the effects of different parameters on diffusion bonding of Al/Mg samples. The results exhibited that for a roughness range between 0.1 and 0.5 μm, smoother surfaces would yield to obtain higher shear strength in the bonding.
Although the surface roughness can have a remarkable influence on the mechanical and microstructural properties of diffusion bonding in dissimilar alloys, it has not been considered and studied widely in Al–Mg joints. In this study, the effects of surface roughness have been investigated on the diffusion bonding quality of Mg AZ91-D and Al 6061 alloys in which no interlayer has been used. It should be noted that to the best of authors’ knowledge, although these two alloys are commonly used for different industrial purposes, their diffusion welding with controllable conditions has not been studied yet. The whole process has been done using a proper hot press equipment under vacuum condition. In addition to measuring the width of the diffusion bonds as one of the most important properties, the microhardness and shear test were conducted for all the welded samples. Then, the intermetallic compositions have been evaluated in the interfacial transition zones of the welded samples with the thickest and the thinnest bonds for brevity. Finally, the fracture surfaces of these samples have been analyzed after shear test.
2 Materials and methods
Mg AZ91-D and Al 6061 rolled sheets, with 2-mm and 5-mm thickness, respectively, have been used in this study. The chemical compositions of the utilized materials are shown in Table 1. Since the diffusion bonding between annealed Al 6061 and magnesium alloys can occur in less time and temperature, the as-received aluminum sheet was annealed at 413 °C for 3 h. Electrical discharge wire-cut apparatus was employed to cut the sheets into rectangles with 17 mm × 22 mm dimensions. Before performing the diffusion bonding process, the surfaces of the specimens were roughened using sandpapers. In order to investigate the effects of surface roughness on the diffusion bonding, the specimens were divided into three groups according to Table 2.
The highest and the lowest grit numbers of the sand papers (no. 1500 and no. 600, respectively) were selected with respect to the usual sand papers employed for sample preparation in diffusion bonding of Mg/Al [13,14,15]. To study the effect of the roughness more deeply, sand paper no. 1000 was also employed. The samples were arranged in three groups. In group 1, both magnesium and aluminum samples were prepared using equal sand papers. In groups 2 and 3, respectively, the magnesium and aluminum samples were prepared by the medium sand paper (no. 1000), while the pair specimen was grinded using sand papers with different grit numbers. In this regard, the effect of smoother or rougher surface of one metal (in comparison to other one) could be evaluated.
To remove the existing surface contaminations and simultaneously prevent the specimens from oxidation, they were held for 15 min in an ultrasonic bath filled by acetone before starting the welding process. Then, after washing with ethanol, the specimens were dried immediately.
Figure 1 illustrates the topographical images of atomic force microscopy (AFM) for the Mg and Al surfaces after using sandpapers of no. 600, no. 1000, and no. 1500. Regarding the images, the average roughness on the Mg and Al samples are measured and presented in Table 3.

AFM topographical images of the Mg and Al surfaces after roughening the surfaces
The diffusion bonding process has been performed in a vacuum furnace having a hot press. The temperature and the applied pressure were 440 °C and 29 MPa [13,14,15], respectively. Besides, the heating rate was 10 °C/min and the holding time at the maximum temperature was 60 min under 10−3 torr vacuum condition [13, 14]. The schematic view of the location of the specimens in the vacuum furnace during the diffusion bonding process is shown in Fig. 2.

Schematic view of the specimens in the vacuum furnace
After finishing the process, the specimens were kept in the vacuumed chamber to reach the room temperature. First, some welded specimens were prepared for metallographic studies after grinding and polishing. The welding regions and bond width were analyzed using a scanning electron microscope (SEM) and a light optical microscope (LOM). The microhardness tests were performed using a Vickers microhardness testing machine under a load of 0.5 N and a duration of 10 s. The test points were located in the interface of the sheets and also points with 50-μm and 100-μm distances from the interface (perpendicular to the joint interface). To conduct shear tests, the specimens were cut to 5 mm × 5 mm rectangles using an electrical discharge wire-cut apparatus. Moreover, a fixture was designed and manufactured according to ASTM D100 standard. The tests were done using SANTAM-STM50 testing machine with a jaw speed of 1.27 mm/min (0.05 in/min).
3 Results and discussions
3.1 Width of diffusion bonds
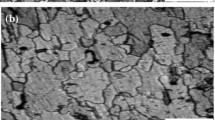
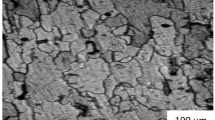
The width of the diffusion bonds was measured to observe the growth of the reaction layer. For this purpose, the average widths of the reaction layers were measured using LOM according to Fig. 3.

LOM images showing the widths of the diffusion bonds (1) “Mg#600 + Al#600”, (2) “Mg#1500 + Al#1500”
Figures 4, 5, and 6 illustrate the average width of the diffusion bonds for three groups. The results reveal that the surfaces roughened by rougher sandpapers have wider diffusion layer and vice versa. For example, the diffusion bond width of the sample with the roughest surfaces (Mg#600 + Al#600) is improved by 62% compared to the sample with the smoothest surfaces (Mg#1500 + Al#1500). Furthermore, decreasing surface roughness leads to increasing the standard deviation of the results. In other words, the diffusion width of the samples with smoother surfaces alters along the bonding line more considerably.

Average width of the diffusion layer for group 1

Average width of the diffusion layer for group 2

Average width of the diffusion layer for group 3
In general, the surface roughness plays a significant role during diffusion bonding process and changes the diffusions of the atoms. Firstly, increasing microscopic roughness on each surface would result in larger and more local voids at the moment which two surfaces meet each other. These large voids require more time, temperature, and pressure to be shrunk and eliminated which may postpone the diffusion process, whereas employing smoother surfaces result in smaller voids distributed throughout the diffusing surfaces. On the other hand, rougher surface can cause more local microscopic plastic deformations in the surfaces, making the impurities and oxidation films to be broken more easily. In fact, there are oxide layers on the surfaces of both aluminum and magnesium alloys, which act as a barrier to the diffusion. Enhancing the disruption of the surface oxide layer causes more metal-metal contact, helping to form thicker metallurgical bonds [23]. Thus, in order to access a proper joint, breaking or eliminating these oxides and impurities by shear deformations (during the diffusion process) would be inevitable. In addition, rougher surfaces can increase the effective interface boundary between two metal layers (after shrinkage of the voids), resulting in better diffusion bonding process. Next, two rough surfaces can stick together, preventing the sliding two surfaces during exerting pressure at elevated temperatures. It subsequently avoids major plastic deformations in the interface, which is a desirable event for the diffusion process [13, 23, 30]. Considering these mentioned factors, increasing the surface roughness can offer a more desirable diffusion bonding conditions, although very rough surfaces would cause some large voids to be left in the interface and consequently degrade the quality of the bonding [29].
3.2 Intermetallic phases
According to the results of the bond width analysis, it was understood that the welded specimen with the rougher surfaces, sample Mg#600 + Al#600, has the thickest bond among all the specimens. On the other hand, the welded specimen with the smoothest surfaces, sample Mg#1500 + Al#1500, possesses the thinnest diffusion bond. So, the intermetallic composition analysis of these two specimens in their interfacial transition zones (ITZs) is of importance for understanding the effects of the roughness. In this regard, the analysis of the intermetallic compositions was implemented using a SEM equipped by energy-dispersive X-ray spectroscopy (EDS) and electron probe X-ray micro-analysis (EPMA). In order to be informed about the elemental distribution throughout the ITZ, elemental map analysis was used.
Figure 7 shows the SEM images of the diffusion layers having the least and the most surface roughness. Generally, it can be observed that a uniform diffusion layer exists in the Mg–Al interface with no discontinuity. The diffusion mostly commences to take place using vacancies in the Mg and Al crystal structures due to less required energy compared to other mechanisms. As a matter of fact, this mechanism is the most usual and the most important diffusion mechanism [30].

SEM images of the interfacial transition zone (ITZ) in the samples (1) “Mg#1500 + Al#1500” and (2) “Mg#600 + Al#600”
Figures 8 and 9 illustrate the line scan analysis of the bonded samples having different surface roughness. In these images, the distribution of the main elements (Mg and Al) can be observed. The diffusion layers are created by interactive diffusions of the base metal atoms, and this diffusion occurs throughout the joint region. Three distinctive regions from Mg to Al have been named a, b, and c. A variety of the factors determine the diffusion speed including atomic radius, density, and melting temperature of the elements. Moreover, the crystal structure of the elements and alloys is an effective parameter in their diffusion (the atoms prefer to diffuse in wider structures). Atomic radius for Al and Mg are 1.43 and 1.6 Å, respectively [3, 31]. In general, smaller atoms have higher diffusion speed since they require less energy to diffuse. Therefore, the diffusion speed for Al is more than Mg [16]. By increasing the surface roughness, the slope of the concentration gradient between Al and Mg atoms would diminish in different areas, the interactive diffusion would increase, and the interface bond in the joints will become thicker, and vice versa.

Line analysis of the diffusion bonding for “Mg#1500 + Al#1500”

Line analysis of the diffusion bonding for “Mg#600 + Al#600”
In the solid phase, the formation rate of the reaction phases in the interface depends on the diffusion rate and the speed of the reaction. The diffusion rate also depends on other parameters such as temperature, grain sizes, grain migrations of the layers, and dislocation densities [13]. In the beginning of the diffusion bonding, Mg and Al atoms possess motion forces with different gradients in order to move toward the reaction layer. They diffuse with different rates and then a solid supersaturated solution will be created. Nucleation of new phases takes place in the defected sites in which the density of the diffused elements is high. The crystal nucleus will propagate along the interface as an intermetallic composition. A large number of the propagated crystal nucleus would be merged together and would mostly be grown longitudinally [13].
Considering the results, two intermetallic phases may be created during diffusion bonding of these two alloys (Mg and Al alloys) [12,13,14,15]. Al3Mg2(β) phase has approximately 60–63 atomic percentage of Al. Also, its crystal structure is face-centered cubic (FCC) with a lattice distance of 28.23 Å. Al12Mg17 (γ) has a wider composition range with a body-centered cubic (BCC) crystal structure and a lattice distance of 10.54 Å in which the amount of Al atomic percentage is between 44 and 55. The intermetallic phases near Al and Mg sides are Al3Mg2 (β)and Al12Mg17 (γ), respectively [32], in which the volume fraction of these compositions decreases by reducing the temperature and holding time. In other words, the phase which is full of Mg exists near the Mg side and the phase which is full of Al exists near the Al side. The formation of intermetallic phases can extremely influence the joint strength and microhardness.
SEM images of the diffusion bonding of the specimens “Mg#1500 + Al#1500” and “Mg#600 + Al#600” (with the thinnest and the thickest diffusion bonds) are shown in Fig. 10. As it can be observed, interfacial transition zone is divided into three distinguishable layers including Al transition zone (region A), middle diffusion zone (region B), and Mg transition zone (region C). Also, Figs. 11 and 12 demonstrate the results of EDS analysis of the determined regions in the specimens according to Fig. 10. Regarding the atomic percent of the atoms in each region, there is the possibility of the existence of Al3Mg2 (β)phase in region A, a mixture of Al12Mg17 (γ) and Al3Mg2 (β)phases in region B, and Al12Mg17 (γ) phase in region C.

Different intermetallic regions in the samples: (1) “Mg#1500 + Al#1500”, and (2) “Mg#600 + Al#600”

EDS analysis of the diffusion bonding regions in the specimen “Mg#1500 + Al#1500”

EDS analysis of the diffusion bonding regions in the specimen“Mg#600 + Al#600”
Figures 13 and 14 show the results of EDS evaluation for the existing precipitates in Al and Mg sides, which were determined in Fig. 10 by D and E.

EDS analysis of the existing precipitates near the diffusion bonding layer in specimen “Mg#1500 + Al#1500” (regions D and E shown in Fig. 10(1))

EDS analysis of the existing precipitates near the diffusion bonding layer in “Mg#600 + Al#600” (for region D shown in Fig. 10(2))
As mentioned before, a specific increase in the surface roughness can result in a deeper diffusion and a thicker bond at the same temperature, time, and pressure. This enhancement in the bond width and the atomic diffusion can lead to formation of more brittle intermetallic phases in the joint.
Elemental map analyses of the diffusion bonds are demonstrated in Figs. 15 and 16 for “Mg#1500 + Al#1500” and “Mg#600 + Al#600.” The element distribution in the diffusion bonds and the base alloys can be observed in these figures.

Elemental map analysis of the diffusion bonding in the specimen “Mg#1500 + Al#1500”

Elemental map analysis of the diffusion bonding in the specimen “Mg#600 + Al#600”
As shown in Fig. 16, the precipitates exist in the interface are mostly in agglomerations forms located in the Al alloy side. Si distribution shows a layer with accumulated precipitates in the interface of Al and Al transition region. The great increase of Si density in this region is due to Al diffusion in the reaction layers, leaving Mg2Si and MgSi precipitates behind. Increasing the roughness results in more diffusion of metal atoms and consequently augmentation of the remained precipitates.
3.3 Shear strength
Figures 17, 18, and 19 present the average results of shear strength tests for diffusion bonded samples with different surface roughness.

Average results of the shear strength for the samples of group 1

Average results of the shear strength for the samples of group 2

Average results of the shear strength for the samples of group 3
The results reveal that the samples grinded by finer sandpapers (smoother surface) experience higher shear strength, while employing the rougher surfaces result in less shear strength. The maximum shear strength was 32.15 MPa for sample “Mg#1500 + Al#1500.” It was reported in the literature that the fracture occurs in the diffusion region due to the presence of brittle intermetallic phases [15, 33]. This brittle phases can act as crack initiation points. Then the crack would propagate into other regions of the sample. Generally, formation of intermetallic compounds in the diffusion bond and its near regions can be considered the main reason of shear strength reduction in the joints due to the brittle behavior of these phases [13,14,15,16, 33]. In fact, rougher surfaces cause more diffusion and consequently thicker bond. This would increase the chance of intermetallic phase formation in the joint zone. Since these phases are brittle, cracks can be easily initiated and propagated in and around them, which leads to a premature failure in the sample under shear strength test and therefore decrease in the strength.
3.4 Microhardness test
Figures 20, 21, and 22 show the microhardness through a path perpendicular to the joint bonds of Mg AZ91-D and Al 6061 layers with different surface roughness.

Microhardness through the bonding zone for the samples of group 1

Microhardness through the bonding zone for the samples of group 2

Microhardness through the bonding zone for the samples of group 3
Regarding the results, overall trends of the microhardness graphs for the samples with different surface roughness are similar. In all the samples, the microhardness increases instantly in the diffusion region. However, in the left and right sides of this region, the amount of microhardness is mostly uniform. Furthermore, it can be figured out that after welding process, the microhardness of the samples with rougher initial surface would be higher compared to that of the samples with smoother surfaces.
By comparing the amounts of microhardness in the diffusion welded specimens with different surface roughness and also considering the results of shear strength tests, it can be deduced that the specimens with higher shear strengths have less microhardness. In other words, the microhardness in the diffusion bonds has an inverse relationship with the shear strengths and a direct relationship with the bond width. By reducing the surface roughness, the microhardness decreased and the shear strengths increased. The main reason of the microhardness improvement can be attributed to the presence of the intermetallic phases created by the diffusion process in the welding region [14, 15].
3.5 Fracture surface
SEM images of the fracture surfaces are shown in Figs. 23 and 24 for samples “Mg#1500 + Al#1500” and “Mg#600 + Al#600,” respectively. The smoother fracture surfaces in Fig. 23 indicate less diffusion of two alloys, while in Fig. 24, the fracture surface is rougher which is because of more diffusion and consequently thicker diffusion bond. Also, observable micro-cracks in Fig. 24 show more brittle behavior in the diffusion bond of the specimen with the rougher surface, showing the existence of more brittle intermetallic phases [15, 33].

SEM images of the fracture surfaces in sample “Mg#1500 + Al#1500”

SEM images of the fracture surfaces in sample “Mg#600 + Al#600”
4 Conclusion
In this study, the effects of surface roughness was evaluated on the diffusion bonding process of the dissimilar alloys of Al 6061 and Mg AZ91-D. According to the evaluations, the following results were revealed:
The width of the diffusion bonds in the specimens with different surface roughness showed that by increasing the surface roughness up to 0.15 μm, more diffusion would happen, resulting in the formation of thicker bonds. In fact, during the diffusion bonding process, more local plastic deformation would occur in the samples with rougher initial surfaces, causing more disruption in the surface oxide layer and consequently more metal-metal contact. In addition, the rougher surfaces can increase the effective interface boundary between two metals and lock the surfaces mechanically, preventing them from sliding during applying the pressure.
According to the EDS results of the interfacial transition zone (ITZ), Al12Mg17(γ) intermetallic phase was observed near the Mg alloy side and Al3Mg2(β) intermetallic phase was mostly located near the Al alloy. Moreover, a mixture of both Al3Mg2(β) and Al12Mg17(γ) phases existed dominantly throughout the middle diffusion zone.
Elemental map analysis in the interface region showed that the precipitates in the interface (especially in the specimen with the roughest surfaces) are mostly in the agglomerated forms and are usually in the Al side. Si distribution exhibited a layer of precipitation in the interface region between the Al alloy and the Al transition area.
The rougher surfaces would result in more microhardness in the interface after performing the diffusion bonding process. This is due to the existence of more intermetallic phases in the bonding region.
The specimens with smoother initial surfaces experienced higher shear strength. The amount of shear strength in the diffusion layer had an inverse relationship with the microhardness. The reason of less shear strength in the specimens with rougher initial surfaces can be attributed to the presence of more brittle intermetallic phases, which can lead to an early failure during the shear strength test.
Regarding the SEM images of the fracture surfaces after the shear tests, the fracture surface of the samples with the roughest initial surfaces had more roughness, showing a thicker diffusion bond. Furthermore, more micro-cracks could be observed in this specimen due to the more brittle behavior.
References
Liu N, Liu C, Liang C, Zhang Y (2018) Influence of Ni interlayer on microstructure and mechanical properties of Mg/Al bimetallic castings. Metall Mater Trans A 49(8):3556–3564
Marandi F, Jabbari A, Sedighi M, Hashemi R (2017) An experimental, analytical, and numerical investigation of hydraulic bulge test in two-layer Al–Cu sheets. J Manuf Sci Eng 139(3):031005
Fernandus MJ, Senthilkumar T, Balasubramanian V (2011) Developing temperature–time and pressure–time diagrams for diffusion bonding AZ80 magnesium and AA6061 aluminium alloys. Mater Des 32(3):1651–1656
Peng L, Yajiang L, Haoran G, Juan W (2006) Investigation of interfacial structure of Mg/Al vacuum diffusion-bonded joint. Vacuum 80(5):395–399
Wang Y, Al-Zubaidy B, Prangnell PB (2018) The effectiveness of Al-Si coatings for preventing interfacial reaction in Al-Mg dissimilar metal welding. Metall Mater Trans A 49(1):162–176
Lin F, Li TP, Yu Q, Sun LL, Meng QS (2011) Diffusion Bonding between AZ91 Magnesium Alloy and 7075 Aluminum Alloy. Advanced Materials Research, 308–310:800–803
Shang J, Wang K-h, Qi Z, Zhang D-k, Huang J, Ge J-q (2012) Effect of joining temperature on microstructure and properties of diffusion bonded Mg/Al joints. Trans Nonferrous Metals Soc China 22(8):1961–1966
Mathers G (2002) The welding of aluminium and its alloys. Woodhead publishing Ltd, Cambridge
Mahendran G, Balasubramanian V, Senthilvelan T (2009) Developing diffusion bonding windows for joining AZ31B magnesium–AA2024 aluminium alloys. Mater Des 30(4):1240–1244
Atabay SE, Esen Z, Dericioglu AF (2017) Effect of Sn alloying on the diffusion bonding behavior of Al-Mg-Si alloys. Metall Mater Trans A 48(7):3181–3187
Kundu S, Chakraborty A, Mishra B (2018) Interfacial reaction and microstructure study of DSS/Cu/Ti64 diffusion-welded couple. Weld World 62(1):155–167
Dietrich D, Nickel D, Krause M, Lampke T, Coleman M, Randle V (2011) Formation of intermetallic phases in diffusion-welded joints of aluminium and magnesium alloys. J Mater Sci 46(2):357–364
Jafarian M, Khodabandeh A, Manafi S (2015) Evaluation of diffusion welding of 6061 aluminum and AZ31 magnesium alloys without using an interlayer. Mater Des (1980-2015) 65:160–164
Azizi A, Alimardan H (2016) Effect of welding temperature and duration on properties of 7075 Al to AZ31B Mg diffusion bonded joint. Trans Nonferrous Metals Soc China 26(1):85–92
Jafarian M, Rizi MS, Jafarian M, Honarmand M, Javadinejad HR, Ghaheri A, Bahramipour MT, Ebrahimian M (2016) Effect of thermal tempering on microstructure and mechanical properties of Mg-AZ31/Al-6061 diffusion bonding. Mater Sci Eng A 666:372–379
Afghahi SSS, Jafarian M, Paidar M, Jafarian M (2016) Diffusion bonding of Al 7075 and Mg AZ31 alloys: process parameters, microstructural analysis and mechanical properties. Trans Nonferrous Metals Soc China 26(7):1843–1851
Aydın K, Kaya Y, Kahraman N (2012) Experimental study of diffusion welding/bonding of titanium to copper. Mater Des 37:356–368
Torun O, Karabulut A, Baksan B, Çelikyürek I (2008) Diffusion bonding of AZ91 using a silver interlayer. Mater Des 29(10):2043–2046
He P, Feng J, Zhang B, Qian Y (2002) Microstructure and strength of diffusion-bonded joints of TiAl base alloy to steel. Mater Charact 48(5):401–406
Balasubramanian V, Fernandus MJ, Senthilkumar T (2013) Development of processing windows for diffusion bonding of aluminium/magnesium dissimilar materials. Weld World 57(4):523–539
Peterson K, Dutta I, Chen M (2004) Processing and characterization of diffusion-bonded Al–Si interfaces. J Mater Process Technol 145(1):99–108
Taban E, Gould JE, Lippold JC (2010) Dissimilar friction welding of 6061-T6 aluminum and AISI 1018 steel: properties and microstructural characterization. Mater Des (1980-2015) 31(5):2305–2311
Zuruzi A, Li H, Dong G (1999) Effects of surface roughness on the diffusion bonding of Al alloy 6061 in air. Mater Sci Eng A 270(2):244–248
Liu W, Long L, Ma Y, Wu L (2015) Microstructure evolution and mechanical properties of Mg/Al diffusion bonded joints. J Alloys Compd 643:34–39
Das SK, Kim Y-M, Ha TK, Gauvin R, Jung I-H (2013) Anisotropic diffusion behavior of Al in Mg: diffusion couple study using Mg single crystal. Metall Mater Trans A 44(6):2539–2547
Wu G, Li Z, Luo G, Huang Z (2008) The effects of various finished surfaces on diffusion bonding. Model Simul Mater Sci Eng 16(8):085006
Zhang C, Li H, Li M (2017) Role of surface finish on interface grain boundary migration in vacuum diffusion bonding. Vacuum 137:49–55
Wang A, Ohashi O, Ueno K (2006) Effect of surface asperity on diffusion bonding. Mater Trans 47(1):179–184
Guoge Z, Chandel R (2005) Effect of surface roughness on the diffusion bonding of Incoloy MA 956. J Mater Sci 40(7):1793–1796
Chen S, Ke F, Zhou M, Bai Y (2007) Atomistic investigation of the effects of temperature and surface roughness on diffusion bonding between Cu and Al. Acta Mater 55(9):3169–3175
Olson DL, Siewert TA, Liu S, Edwards GR (1993) ASM handbook: welding, brazing and soldering. ASM Intl, Materials Park, Ohio
Ding Y, Shi J, Ju D (2019) Effect of Prior Rolling on Microstructures and Property of Diffusion-Bonded Mg/Al Alloy. Advances in Materials Science and Engineering 2019:4535984. https://doi.org/10.1155/2019/4535984
Jafarian M, Rizi MS, Jafarian M, Zare H, Javadinejad HR (2018) A comprehensive study of diffusion bonding of Mg AZ31 to Al 5754, Al 6061 and Al 7039 alloys. Trans Indian Inst Metals 71(12):3011–3020
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XVII - Brazing, Soldering and Diffusion Bonding
Rights and permissions
About this article

Cite this article
Rezaei, M., Jabbari, A.H. & Sedighi, M. Investigation of surface roughness effects on microstructural and mechanical properties of diffusion bonding between dissimilar AZ91-D magnesium and AA6061 aluminum alloys. Weld World 64, 949–962 (2020). https://doi.org/10.1007/s40194-020-00883-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-020-00883-6