
Abstract
Due to restrictions imposed by legal requirements, automotive manufacturers are forced to reduce the pollutants emission of new models. A promising approach is the reduction of the vehicle weight, whereby the body in white offers great potential. This weight reduction is realized by new car body constructions, which contain the increasing usage of different materials. Furthermore, new lightweight materials like TWIP steels become more important. The successful and economic implementation of multi-material design with TWIP steels requires the availability of suitable joining technologies. Conventional thermal joining technologies can be used in consideration of specific characteristics related to welding austenitic steels. Within the project, challenging material combinations related to dissimilar materials are investigated. In this paper, high-speed joining is investigated as an innovative and promising joining technology for multi-material applications. This mechanical joining technology contains an auxiliary joining part, called tack, which is driven with high speed into the joining partners. The challenges as well as the optimization of the auxiliary joining part is shown. The investigations are attended by metallographic analysis, whereby mechanical properties are determined through destructive tests. The characteristics are compared to the results of current used standard tacks.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
1.1 Initial situation
An issue of concern by legal requirements is to reduce the fuel and electric energy consumption. Comfort- and safety-related requirements lead to weight increase of the car body structures. The automotive industries confront these conflicting objectives with multi-material design, which restricts conventional thermal joining technologies. Therefore, low-heat joining technologies are gaining in importance. In addition to the mechanical joining technologies, new materials are introduced to modern car body structures. [1]
TWIP steels are a new class of steel grade and a representative of lightweight materials. Due to their alloy composition, they are able to combine the conflicting goals of high strength and high elongation. As a result, this austenitic high manganese steels achieve tensile strength Rm over 1000 MPa and fracture strains of more than 50% which leads to high energy absorption. Due to these properties, TWIP steels are most suitable for crash-relevant and structural parts, where high strength is an issue and where a good formability is needed. [2]
1.2 High-speed joining
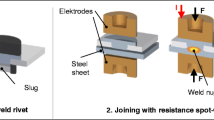
High-speed joining is a joining technology which contains one-sided accessibility and allows joints between sheet metals and profiles. The nail-like auxiliary joining part is accelerated to 20–40 m/s and directly driven into the joining components. A pre-hole operation is not necessary. The sequence of high-speed joining is shown in Fig. 1.

Sequence of high-speed joining
In this process, the tack penetrates the joining parts and due to a local momentary rise of temperature, the flowability of the materials is improved. This can lead to a form fit caused by filling the annular grooves of the profiled shank of the tack. In this regard, especially for high-strength materials like TWIP steels, the connection is realized by spring back of the materials which results in compressive forces on the tack shank. [3]
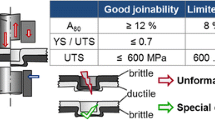
Figure 2 shows the failure modes which can occur at high-speed joining. In the case of overflushness, the kinetic energy is not sufficient to achieve head support. Gaps between the joining components are often an indicator of too high joining pressure which can also lead to material breakdown. In this case, the kinetic energy is so high, that the base material sustains too much deformation. The elastic deformation (spring back) is not sufficient to apply the compressive forces on the tack shank.

Failure modes of high-speed joining
1.3 Problem definition and aims
Pre-investigations of high-speed joining TWIP steels already showed promising results with limitations regarding the requirements of an undeformed tack tip, especially if the TWIP steel is located as the cover sheet. Figure 3 shows the first joining results using the ZnNi-coated FK16-8-3-H3 tack. This tack is heat treated to 450 ± 20 HV10. The pre-generation Almac-coated FK16-8-3-H5 tack has a hardness of 500 ± 20 HV10. The increased hardness of the Almac-coated FK16-8-3-H5 tack leads to reduced tack deformation and better joining results. However, the achieved results do not meet the quality criteria shown in Fig. 2, especially regarding an undeformed tack tip, and thus an optimization is necessary. Due to the absorbed energy during the tack deformation, more joining pressure is needed to achieve head support. Furthermore, the joining results regarding head support are scattering because of the uncontrolled tack deformation, even if the joining pressure remains constant. The deformed tack also influences the appearance of the draught and causes slugs and even burrs, as shown in Fig. 3.

Illustration of deformed tack using TWIP steels as cover sheet
Due to high tack deformation, which is increased in the case of using high-strength steels as cover sheet, an optimized tack including a hardened tip is taken into account. To determine the work hardening of the TWIP steel during the joining process, a microsection of Tepex® 2.0 mm/TWIP 1.4-mm joint was evaluated. This material-thickness-combination was chosen due to the highest TWIP-deformation and consequently the highest TWIP work hardening. The hardness measurement shows an increase from 274 ± 9 HV0.5 (initial state) to 490 HV0.5 (deformed TWIP after joining process). Figure 4 shows the microstructure and the hardness value of the TWIP in initial state on the left and a microsection of the evaluated joint with work-hardened TWIP on the right.

a Microstructure of TWIP steel in initial state. b Hardness measurement of TWIP steel after high-speed joining
2 Methods and experimental approach
The joining investigations were carried out using the pneumatic Rivtac Magazine Feed of the company Böllhoff. The examined material thickness combinations are shown in Table 1. During the studies, the cold-rolled TWIP steel composition X40MnCrAl19-2 was used.
The most challenging material combination regarding joining results which meet the quality criteria is TWIP steel as a cover sheet and HCT600XD as base material. This can be explained by the strong deformation-induced work hardening in combination with the high elongation at break, which makes it difficult for the tack to penetrate the TWIP steel as a cover sheet. The deformation-induced work hardening of the TWIP steel during the joining process up to 490 HV0.5 exceeds the hardness of the tack, which is about 450 ± 20 HV10 (comp. Fig. 4). The HCT600XD indicates the material with the highest strength which makes a tack penetration without a tack deformation even more difficult, using HCT600XD as base material.
2.1 Procedure of tack optimization
The work hardening of the TWIP steel exceeds the FK16-8-3-H3 tack hardness of about 40 HV0.5. To reduce the tack deformation, the tack hardness has to be increased. Regarding the fatigue strength, it would not be expedient to harden the hole tack. The aim is to perform a heat treatment which only affects the tip of the tack. To realize this requirement, an inductor with a dynamic control loop is needed. Figure 5 illustrates the aim of a hardened tip with high strength and a ductile clamping zone to preserve the fatigue strength.

Illustration of the aim and implementation of tack heat treatment
The Almac-coated FK16-8-3-H5 tack is not produced anymore and substituted by the ZnNi-coated FK16-3-8-H3 tack. Because of these circumstances and the transferability to an industrial application, the new standard ZnNi-coated FK16-3-8-H3 tack is chosen for the following investigations. To clarify the determined optimization potential of the relevant tack, an analysis of the base material is crucial. The tacks are made of C60 (steel number 1.0601). The chemical composition is shown in Table 2.
The steel grade contains approximately 0.6% carbon which leads to very good hardenability. The diagram in Fig. 6 shows the hardening capabilities of steel depending on the carbon content. The highlighted area at 0.6% carbon content indicates the achievable hardness for the tack base material depending on the martensitic content. A theoretical 99.9% martensite microstructure would lead to ≈63 HRC ≈ 770 HV. Compared to the work-hardened TWIP (≈490 HV0.5), the hardening capabilities are promising. The needed temperatures for the heat treatments related to the C60 steel are illustrated on the right side of Fig. 6.

Hardening temperatures from 800 to 840 °C combined with water or oil as quenching medium are recommended in literature [6]. The implementation of a reproducible tack hardening process which guarantees an accurate inductive heat treatment and quenching requires a special device and fast controlled equipment. To apply a controlled heat treatment, measured temperature values during the heating process are needed. Therefore, thermocouples were welded on the ogival shaped tack tip and master curves were logged. This enables the possibility to repeat the recorded voltage values of the generator and harden the tack tips without welding thermocouples on every single tack. The measured temperature values are strongly influenced by the location of the thermocouples which affects the control system. Due to the ogival shaped tack tip, the thermocouples can not to be welded exactly on the tip. Figure 7 illustrates the operating principle and the welded thermocouples on the ogival shaped tack tip.

Operating principle of tack heat treatment
As a result, the real temperature of the tip will be higher than the measured one. Due to this circumstances, an enlarged temperature range has to be chosen to clarify the turning point between soft annealing and hardening. Figure 8 shows the procedure of the tack optimization. First joining trials were performed with a single sheet of TWIP steel using different tacks which were hardened in a temperature range of 640–840 °C. Water was used as quenching medium. One of the two sampled tacks which were heat treated at 640 °C was too soft and collapsed in a ductile way. The temperature of 640 °C was not high enough for hardening the tack. The failure mode indicates a soft annealing of the tack material, whereas the failure mode of 840 °C heat-treated tacks signifies a very brittle tip break down (Fig. 8). The appearance of the joining results performed with heat-treated tacks of the green-marked temperature range (680–820 °C) met the quality criteria at a first visual check. This range was chosen for following investigations which were performed with TWIP as a cover sheet and HCT600XD as a base material.

Procedure of tack optimization
This material-thickness-combination caused the highest tack deformation during the pre-investigations and represents the most challenging combination. As a result, the green-marked temperature range with good joining results was reduced to 720–760 °C. Samples between the temperature range of 640–720 °C showed a tip-deformation, which shifts the required temperature to a minimum of 720 °C. To increase this range and to enlarge the process capabilities, a tempering was introduced. The main focus of tempering was to reduce the brittle behavior of tip break downs. Another important objective was the residual hardness, which must not drop under 490 HV0.5 (work hardening of TWIP). Figure 9 shows the achievable hardness values of the C60 steel grade depending on the tempering temperature. The work-hardened TWIP is marked as well as the standard H3 tack hardness.

Hardness values depending on the tempering temperature after quenching C60–1.0601 [7]
To reach the targeted tip hardness, a tempering temperature of 200 °C was chosen due to significant effects within the microstructure and enough residual hardness. The temperature range with good joining results is extended but the brittle failure modes of broken tack tips still occurred at temperatures under 720 °C and above 760 °C. An increased tempering temperature was applied to reduce the internal stresses within the microstructure because of higher precipitation of carbides [8]. With increasing carbide precipitation, the supersaturation of carbon in the martensitic matrix is reduced, so that the tetragonal distortion of the martensite lattice is declined which reduces the brittleness [9]. Further investigations were performed with a tempering temperature of 225 °C for 60 min. The temperature range of joints which meet the quality criteria at a first visually check was increased from 40 °C (720–760 °C) to 100 °C (680–780 °C). Metallographic analysis of the adjusted microstructure using polished and etched cross sections cracks became apparent. To determine the reason and occurrence of the cracks, initial H3 tacks were polished in order to remove the ZnNi coating. Micrographic analysis of the ogival shaped tip proved that initial H3 tacks did not have any cracks. To verify whether the cracks occur before or during the joining process, heat-treated tacks were polished and analyzed as well. The investigations showed that the cracks occurred after hardening which leads to the assumption that the determined cracks are caused by quenching (Fig. 10).

Comparison of polished tack tips in initial state and after quenching in water and oil
The transformation from austenitic to martensitic microstructure causes a volume expansion of about 3.6% depending on the carbon content of 0.6% [10]. The fast decrease of temperature during quenching leads to a temperature gradient from the outer material to the inner material and consequently to thermal and microstructural stresses. While the microstructure of the outer part of the tack already transformed into martensite, the inner part still has an austenitic microstructure. The time-delayed transformation from the inner austenitic microstructure into martensite causes an increase of volume which results in high stresses in the martensitic surface layer [11]. This is also the reason why hardening cracks start in the outer layer and run across the surface due to the highest tension stresses in the surface layer. Using a less aggressive quenching medium can reduce the occurrence of hardening cracks due to decreased cooling rates and more homogenous cooling conditions which lead to decreased thermal and microstructural stresses [12]. Further investigations were performed using Durixol W21 oil as quenching medium. Due to reduced cooling rates and reduced residual stresses, the tempering temperature was decreased from 225 to 200 °C with regard to higher remaining hardness values. As the polished tack tip and the etched microsection in Fig. 10 proved, the cracks are prevented using oil as quenching medium. Figure 11 illustrates the behavior of different usual quenching mediums. The cooling rate of oil is not as high as the cooling rate of water, which leads to less microstructural stresses while quenching.

Behavior of different common quenching mediums [6]
Figure 12 shows the identified heat treatment for optimized tacks without cracks in the hardened tip.

Identified heat treatment strategy for optimized tacks
3 Experimental results
Further samples were performed using the optimized tack. The results are shown in Fig. 13. The nitric acid etching highlights the change of the microstructure and makes the hardened tip clearly visible. As a result of the heat treatment, the tip does not deform anymore and the joining procedure is stable and accurate. The draught is evolved in a homogenous way and no slugs or burrs occur. Another improvement of the optimized tack is the reduction of the needed joining pressure. In the initial state of the tack, a big amount of the total kinetic energy was absorbed by the deformation of the tack tip and the ensuing occurrence of burrs and slugs, which are prevented with the optimized tacks.

Etched microsections of optimized joints
An important goal was to maintain the strength of the tack, in particular the fatigue strength. As the etched microsections show, the temperature only affects the limited area of the ogival shaped tip. The initial state of the upper tack shank where the bearing loads occur is unaffected by the heat treatment, so that no effects with regard to fatigue are to be expected. Microstructure analyses were performed to characterize the adjusted microstructure of the heat-treated area. Figure 14 shows the microstructure in three different areas of the tip.

Microstructure analyses of optimized H3 tack
In area one and two, a total martensitic microstructure was achieved. The transition zone (area 3) shows a ferritic and martensitic microstructure. It can be assumed that oil as quenching medium achieves sufficient cooling rates to harden the tack. Hardness measurements of an optimized tack (TWIP/Al6xxx) are shown in Fig. 15 and verify the increase of strength. The standard hardness of 450 ± 20 HV10 was increased to 710 HV0.5.

Hardness measurement of optimized H3 tack
Figure 16 shows the results of quasi-static shear tensile tests of the most challenging material-thickness-combination TWIP t = 1.4 mm/HCT600XD t = 1.5 mm. Due to the fact that no acceptable joint was possible with the standard FK16-8-3-H3 tack, the pre-generation FK16-8-3-H5 was chosen as reference. The left diagram illustrates the force displacement behavior. The results of the optimized H3 tack are more reproducible, and the scatter of results concerning the standard H5-tack is higher. The maximum forces were increased by 8% and the energy absorption which is an important value regarding crash performance was increased by 71%. The pictures of failure modes (left side Fig. 16) show the brittle failure of the H5-tack and the more ductile failure of the H3 tack. The optimization of the joining process and the tack lead to improved load capacities.

Comparison of force displacement behavior between standard H5 tack and optimized H3 tack
The bar chart in Fig. 17 shows the maximum forces and the energy absorption of shear tensile tests of all investigated material-thickness-combinations.

Maximum forces and energy absorption of high-speed joints
In case of high speed joining the material combination TWIP steel with the dual-phase-steel HCT600XD, the mechanical properties of the joints did not depend on the joining direction. The maximum forces and the energy absorption when joining TWIP as cover sheet and HCT600XD as base material are slightly higher and the scatter is little reduced. The energy absorption of the TWIP/Al6xxx material combination shows the biggest amount due to the large tilting of the tack. The maximum forces and energy absorption of the Tepex®/TWIP combination are limited by the Tepex® as shown in the failure mode picture.
4 Conclusion and outlook
Based on the identified optimization potential regarding high-speed joining, optimizations of the joining process and joining element were performed with the most challenging examined material-thickness-combination (TWIP as cover sheet and HCT600XD as base sheet). A special heat treatment of the tack improves the joining results significantly and leads to joints which meet the quality criteria in the case of every investigated material combination. The quality boundaries were reached and as an additional result, the needed joining pressure was reduced and the process stability is enhanced. Regarding the mechanical properties, the maximum forces as well as the energy absorption are improved. Further investigations on the fatigue strength and the corrosion resistance will be carried out.
References
Friedrich HE (2017) Leichtbau in der Fahrzeugtechnik. Springer-Verlag, Berlin Heidelberg New York
Frommeyer G. Gräßel O (1998) High strength TRIP/TWIP and superplastic steels: development, properties, Application In: La Revue de Metallurgie; Vol. 95, No. 10, , pp.1299–1310
Flüggen F (2014) Qualifizierung des Bolzensetzens als Verfahren zum Fügen höchstfester Stahlwerkstoffe. Dissertation, University of Paderborn. Shaker Verlag, Aachen
N.N. (2011) Technical datasheet C60. Salzgitter Flachstahl GmbH: Salzgitter
DIN 17021 (1976) Part 1.: heat treatment of iron and steel; material selection; steel selection according to hardenability. Beuth-Verlag, Berlin
Läpple V(2014) Wärmebehandlung des Stahls: Grundlagen, Verfahren und Werkstoffe; [neue europäische und internationale Normen ; mit Aufgabensammlung]. 11. Auf. Haan-Gruiten: Verlag Europa-Lehrmittel Nourney, Vollmer
Bergmann W (2013) Werkstofftechnik 1 : Struktureller Aufbau von Werkstoffen - Metallische Werkstoffe - Polymerwerkstoffe - Nichtmetallisch-anorganische Werkstoffe. M: Carl Hanser Verlag GmbH & Co. KG
Totten GE2013 Steel heat treatment handbook – metallurgy and technologies – second edition. Portland
N.N.(2013) Technical card C60. Lucefin group:
Moyer JM Ansell GS (1975) The volume expansion accompanying the martensite transformation in iron- carbon alloys. In: Metallurgical Transactions A Vol 6A, , pp. 1785–1791
G. Krauss: Steels, processing, structure and performance, (ASM Int’l, 2005, Materials Park, OH 44073-0002)
Thelning K-E (1978) Steel and its heat treatment. Butterworth-Heinemann, Oxford
Funding
The research leading to these results has received funding by the European Union’s Research Fund for Coal and Steel (RFCS) research program under grant agreement no. RFSR-CT-2015-00016.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Select Committee AUTO - Automotive and Road Transport
Rights and permissions
About this article

Cite this article
Ivanjko, M., Meschut, G. Innovative joining technology for multi-material applications with high manganese steels in lightweight car body structures. Weld World 63, 97–106 (2019). https://doi.org/10.1007/s40194-018-0648-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-0648-9