
Abstract
Thanks to the excellent combination of strength, low temperature toughness, and good corrosion properties, particularly resistance to pitting corrosion attack, super duplex stainless steels have found wide applications in the offshore–onshore oil and gas industries and petrochemical industries. In the meantime, due to the special thermal process of welding, super duplex weld metals in the as-welded condition, when comparing with the base steels, always show considerably inferior corrosion properties. However, in order to maximize the performance capability of processing facilities built with super duplex steels, oil companies have been continuously trying to push the required pitting temperature for weld metals to more and more challenging levels. This has made the design of relevant welding consumables even more difficult. This paper explores the possible solution through optimizing the alloying design so that the weld metals can consistently meet the increased requirements of various specifications. This includes a balanced alloying system that will provide good pitting corrosion resistance (typically expressed as high critical pitting temperatures) while is still capable to maintain adequate mechanical properties, particularly low temperature impact toughness. Major aspects that may have considerable influence on these properties are investigated and discussed.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Duplex wrought materials have found extensive use in the offshore–onshore oil and gas industry for many decades. This was stimulated in the 1980s in the North Sea offshore sector as the combination of their high strength, good low temperature toughness, and superior pitting corrosion resistance to chloride containing environments were recognized, in comparison with standard austenitic stainless steel grades.
Duplex stainless steels have been known since as early as the 1930s [1]. However, due to limitations existing then in steel making technology, these alloys were restricted to only casting forms, and joining by arc welding was impossible due to brittleness of the material [1]. It was not until advances in steel making practices made it possible to produce duplex grades that could be welded, and a substantial need for the technological and advanced application requirements pushed this material grade to the fore.
Increasing industrial demands for crude oil has resulted in extraction from deeper and in the past, more difficult to extract oil fields that now become viable. The net result is extraction of increasingly “sour” crude which enhances the corrosion problems of the extraction and processing equipment. Demands are then made on material selection of super duplex wrought and welded material to meet these challenging requirements for corrosion resistance without resorting to using nickel base materials—with the increased costs associated with these materials.
Since the 1980s, there has been substantial development work conducted on further improving the corrosion properties of duplex and super duplex steels by increasing the alloying content, specifically with elements such as chromium (Cr), molybdenum (Mo), nitrogen (N), and tungsten (W) [2,3,4,5,6]. The extent of the influence from these elements is expressed by using a pitting resistance equivalence number (PREN). The most commonly used equations are listed as follows:
and
The formula of PRENw is used for stainless steels that contain tungsten (W). It reflects that W has half the effect of Mo. Nitrogen (N) has a strong influence on pitting resistance as shown in the equations, and it also plays a role in increasing the strength levels of the alloy. It is important to note that due to its relatively high solubility in austenite phase in relation to ferrite, nitrogen is a strong austenite former and plays a significant role in controlling the austenite-ferrite phase balance. The solubility of Nitrogen in solid solution is increased by increasing levels of Cr, Mn, and Mo, and this advantage is taken to increase the corrosion resistance. There is, however, an adverse side to this improvement given the multi-runs of weld required to complete a weld joint, and subsequent reheating of previous deposits and HAZ of welds seen during welding. Increasing alloying also increases the risk of detrimental third phases being precipitated such as sigma (σ) which has negative effect on both toughness and corrosion properties. Figure 1 shows a schematic of the effect of individual alloying elements on a time temperature transformation diagram (TTT) [7].

Third phase precipitation in duplex stainless steels: effect of alloying element shape and position of the TTT diagram for these phases [7]
In recent times, there has been the introduction of the so called “hyper duplex” wrought alloys [8] with increased Cr, Mo, and N in the composition beyond the nominal ranges of these elements in super duplex. In their wrought form, a critical pitting temperature (CPT) of 97.5 °C with a PREN of 49 was claimed. The corresponding welding consumables would therefore be an ideal candidate for welding both hyper and super duplex. However, it is known that the hyper duplex composition has imposed significant challenges in the manufacturing of appropriate solid welding wires. Moreover, in practice, it has also been reported from the industry that impact toughness fails to meet fabrication standards when using matching composition solid wires for the GMAW (gas metal arc welding) and GTAW (gas tungsten arc welding) processes, the latter being the primary welding process.
The consequence is that attention is turned to optimizing the performance of the consumables within the super duplex composition range. The effort has involved with the balancing of alloying needed for increased corrosion resistance while managing the risk of the third phase precipitation in multi-pass welds as well as keeping the weld metal impact toughness adequate. As it is recognized that additionally increasing the alloying content also could result in a negative effect on impact toughness, especially when increasing Mo content, and in flux related processes due to the higher oxygen regime that is developed in the weld metal that increases the inclusion content. It is for this reason that only basic type slag systems are typically adopted in shielded metal arc welding (SMAW) process for super duplex steels to ensure adequate weld metal impact toughness.
The current paper summarizes the initial work of a project that has tried to explore the influence of the major alloying elements (Cr, Mo, N, etc.) and their compositional boundaries when optimizing the alloying of welding consumables for super duplex steels. This investigation used the SMAW process, as it is easier to manipulate the deposit metal composition, to examine the corrosion resistance of the super duplex weld metal conforming to ASME SFA-5.4 E2595-15 and ISO 3581 E 25 9 4 N L B 4 2 classifications (i.e., Metrode Zeron 100XKS SMAW electrode), and to exploit the boundaries of Cr and Mo within these classifications.
The corrosion test specified by ASTM G48 method E [9] is a convenient method to establish critical pitting temperature (CPT) below which no pitting corrosion is expected to occur and a total weight loss is ≤ 4 g/m2.
2 Details of the weld metals, testing, and results
Using Zeron 100XKS (AWS A5.4:E2595-15), ∅4.0 mm electrode as a basis, four composition variants were designed through coating variation, of which Cr and Mo were modified to increase the effective PREN. These compositions together with the standard composition of the original electrode gave a number of weld metals with nominal levels of PREN as 40.4, 42.6, 42.7, 42.9, and 44.4 respectively. Table 1 shows the chemical composition of undiluted all-weld metal deposits prepared using these electrodes.
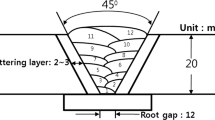
Blocks of all weld metal were produced with nominal dimensions of 60 × 60 × 35 mm (length × width × height). Pitting corrosion specimens were machined from the top region of these blocks, containing the undiluted weld metal only. The specimens were prepared in line with the recommendations from The Welding Institute (TWI) [9], i.e., all cut faces were ground to a 1200 grit finish and this was followed by pickling and passivation prior to testing. It should be noted that the solution used was the standard ferric chloride solution and in accordance with the current G48 standard, and it did not incorporate the practice of buffering with EDTA (Ethylenediaminetetraacetic acid) as described in [10] as this has not been taken up as an industrial norm. The result of CPTs obtained using G48 Method E is also included in Table 3, and the CPT is defined as the temperature below which no corrosion pits are observed and the weight loss is ≤ 4 g/m2 (NORSOK M-601 [11]). As specified in G48, pitting corrosion is considered to be present if the pit depth is ≥ 0.025 mm.
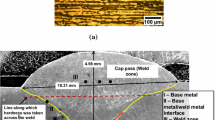
It should be noted that all weld metal samples can only be compared to themselves and be used for the purpose of performance ranking. They should not be related to specific actual weld joint properties, as they are only all-weld metals without any dilution from the base material and the samples have no associations with regions of the HAZ and base materials associated with welding. It should also be noted that during corrosion testing, coupons prepared from the weld blocks have six cut faces exposed to the corrosive media. Figure 2 shows typical microstructure of duplex base material and weld metal for comparison.

Typical microstructure of duplex steels weld joint (base metal, HAZ, and weld metal)
The modifications to the chemistry were within the specified limits of ASME SFA-5.4/5.4M E2595-15 and ISO 3581 E 25 9 4 N L B 4 2 classifications. The primary elements considered were the contents of Cr and Mo as they are two of the main controlling elements which dictate microstructure and pitting resistance properties. In order to achieve the intended levels of PREN, the nitrogen content was also moderately increased. At the same time, the contents of copper and tungsten (required in the composition of Zeron 100X alloy) were maintained nominally at the same levels (Table 1).
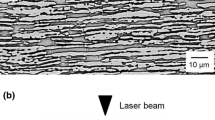
The delta ferrite content of four weld metals, including weld A (reference), G, H, and K, were measured from samples of undiluted weld deposits, using manual point count method in accordance with ASTM E562-11. The actual measured ferrite levels were all within the range of 50 to 60%. Figure 3 shows the typical as-welded microstructure of three samples (welds A, G, and H). All these three samples showed the typical delta ferrite (matrix) and austenite (lightly etched phase) duplex structure. Table 2 gives the details of the main compositional changes, the resultant PREN values and ferrite content in the weld metals. Table 3 provides the results of mechanical properties of all weld metal, where weld specimens were prepared in accordance with ASME SFA-5.4 and CPT obtained from all-weld metal deposit.

Weld metal microstructure
Data in Table 2 shows that although both Cr and Mo are strong ferrite formers, the variation in Cr in the current work did not result in substantial ferrite content change in the microstructure from the reference composition, partially due to the simultaneous increase of nitrogen.
3 Discussion
Figures 4 and 5 show the plots of PREN verses CPTs and the Cr content verses CPTs. Figure 6 shows Charpy impact toughness data of all-weld metals.

PREN vs pitting temperature

Weld metal Cr content vs pitting temperature

PREN vs weld metal Charpy impact toughness
Test results showed that the increased CPTs were achieved when chromium content was increased in its own or in combination with increased molybdenum. It is also noted that weld G had a lower CPT than weld J, although both had a similar PREN value. A slightly higher nitrogen content in weld J might have contributed to the higher CPT. According to the current results, it can be seen that adjusting the alloying contents (in particular Cr and Mo) within the limits of current classifications, the super duplex weld deposit prepared from SMAW process can achieve a CPT of 42.5 °C in the as-welded condition.
However, there is an anomaly in this relationship with specimen K, where molybdenum was at its highest level and chromium was at its lowest, producing the lowest CPT of 35.0 °C, while having a reasonable PREN value of 42.92. It was argued [7] that elemental partitioning was responsible for such anomalies as when there was an unexpected low CPT, comparing with specimen J which had a PREN of 42.6 and gave the highest CPT of 42.5 °C. Molybdenum in super austenitic stainless steel weld metals is known to generate dendritic segregation during solidification (coring), where the solute, in this case Mo, is concentrated in the inter-dendritic region. This can cause preferential corrosion in the core of the dendritic region. This might not be the best explanation of this phenomena as it is contradicted by specimen H which has a similar level of Mo (4.23%) while attaining a CPT of 42.5 °C. This would appear to indicate that Mo on its own has a marginal effect on the pitting resistance. It is however the synergy between Cr, Mo, and N as well as how they are balanced, that have the greater effect.
There have also been reports discussing the effect of element partition between austenite and ferrite phases in super duplex weld metals which would result in localized PREN difference [14, 15]. This difference in PREN would be even more significant when secondary austenite was formed and precipitation of chromium nitride within the ferrite which accompanied the ferrite retention in welds [15, 16] (Table 4). The relationship between the overall level of Cr and CPT is shown in Fig. 5. Interestingly, it shows a clear linear relationship, indicating that Cr has the dominant effect on pitting corrosion resistance as illustrated in the PREN equation. It appears that at the alloy level of super duplex weld metal, having high enough chromium content (e.g., > 26%) is the essential requirement for achieving high CPTs. PREN value alone is not adequate as the indication of pitting corrosion resistance of a super duplex weld metal. Instead, the combination of chromium content and level of PREN should be more indicative for the weld metal performance.
Conversely, there was a negative effect on weld metal impact toughness when either Cr or Mo element was increased. The results showed a clear downwards trend of impact toughness at − 50 °C as the increase of PREN. However, within the PREN value range studied in the current work, the achievable level of toughness shall still be considered acceptable if the requirement is 27 J at − 50 °C, as many codes specified.
All-weld metal tensile strength data is given in Figs. 7 and 8 for 0.2%proof strength and UTS.

Variation of weld metal 0.2% proof strength with PREN

Variation of weld metal ultimate tensile strength with PREN
According to the current results, it can be seen that adjusting the additions of the main alloying elements (chromium, molybdenum and nitrogen) within the limits of current classifications, super duplex weld deposits prepared using the SMAW process can achieve a CPT of 42.5 °C in the as-welded condition. It is important to recognize that among these three elements, chromium has the dominant effect and its content needs to be kept at a sufficiently high level. Increasing molybdenum and/or nitrogen additions cannot compensate the reduction of chromium content. Based on the CPT results of the weld metal deposited by SMAW, it is reasonable to expect that GTAW weld metal with identical chemistry would be capable to achieve at least the same or even higher CPTs, because of the lower oxygen content, as indicated in Fig. 10.
Figure 9 shows the relationship between weld metal PREN and ferrite content (%), indicating that there is no clear trend of ferrite content change with increasing PREN. This is logical since in the PREN calculation, two elements (i.e., Cr and Mo) are ferrite promoting elements while N is an austenite promoting element. The overall ferrite content is mainly the result of the balance among these three elements.

Relationship between weld metal ferrite content and PREN
Figure 10 shows the relationship between oxygen level in the weld metal (from different welding process) and the resultant impact toughness [17]. The content of inclusions in weld metal is directly related with the oxygen level. As they are non-metallic particles, they are brittle and offer an easy crack propagation path. This “micro void coalescence” phenomena explains why the GTAW process produces weld metals that have the lowest oxygen content with the highest impact toughness. In the case of those examined in the current work, although the basic flux-coated SMAW electrode gave a consistent level of oxygen through the weld series that had been tested, however the toughness still considerably decreased. Therefore, the reduction would not be due to the oxygen level, and in part may be due to the increase in alloy content, i.e., Cr and Mo.

Relationship of oxygen content and Charpy impact toughness of duplex weld metal [17]
Both Cr and Mo are strong ferrite stabilizing elements and partition preferential into this phase. Ferrite has a BCC (body center cubic) structure and is subject to a ductile to brittle transformation with reducing temperatures, while austenite is FCC (face centered cubic) and does not have such a trend. Figure 9 indicates that there is a trend of increasing ferrite with alloying content however the trend is somewhat tenuous. It may be postulated that there is a compound effect relating the overall alloying additions of Cr and Mo in the ferrite matrix that is having a governing effect with Mo being more detrimental.
The general strength of the weld metal deposit increases with increasing alloying (Figs. 7 and 8). However, as expected the toughness is reduced with increasing strength (Fig. 6).
The variation in CPT with increasing alloying showed a rather complicated relationship with PREN, and it appeared to be associated with the actual levels of individual elements among Cr, Mo, and N. It also showed an unclear trend with the tensile strength of the weld metal. The results showed that the 0.2% proof strength increased with PREN while the UTS gave a clouded pattern: as the increase of PREN, welds with increased Cr showed to have produced higher UTS values, but the weld contained lower Cr and higher Mo contents produced lower UTS values. Apparently, more work is needed to clarify the situation.
4 Conclusions
The initial work was conducted to explore the compositional boundaries of alloying elements (Cr and Mo) in super duplex weld metal and their influence to pitting corrosion properties. The results obtained at this stage can be summarized as following:
-
1.
There is a relation between the three elements Cr, Mo, and N in increasing the pitting resistance in chloride-containing environments as indicated by the PREN equation. The performance is dominated by Cr content.
-
2.
Adjusting the alloying additions (in particular Cr and Mo) within the limits of current ASME and ISO classifications, the super duplex weld deposit from SMAW process can achieve a CPT of 42.5 °C in as-welded condition, while the impact toughness can be compromised to a certain degree. Based on the current results, it is reasonable to expect that GTAW weld with identical chemistry would be capable to achieve at least the same or even higher CPTs, due to lower oxygen content in the weld metal
-
3.
Increasing either Cr or Mo content, or both together, decreased the impact toughness of super duplex weld metal in the as-welded condition, where Mo showed a more detrimental effect than Cr.
-
4.
There appears to be a compounding effect of Cr and Mo levels, at which they partition in the respective ferrite and austenite phases and resultant toughness.
-
5.
In the as-welded condition, the tensile strength of super duplex weld metal increased with the increase of the PREN value.
-
6.
CPT results from this investigation can only be compared with test specimens (i.e., weld metal only) prepared similarly. They are for composition performance ranking purpose and should not be directly translated into welded joints. It is also recognized that more systematic investigations are required to further understand the detailed influence of individual elements and their combined contributions.
References
Charles J (1991) Superduplex, stainless steels: structure and properties. In: Duplex stainless steels’91, vol 1. Les Editions de Physique, Les Ulis, France, pp 3–48
Lula RA ed (1983) Duplex stainless steels. ASM International materials Park OH
Roscoe C, Gradwell K (1986) Duplex stainless steels’86. Netherlands Instituut voor Lastechniek, The Hague
Charles J, Bernhardsson S (eds) (1991) Duplex Stainless Steels’91. Les Editions de Physique, Les Ulis
Gun RN (ed) (1994) Duplex stainless Steels’94. Abington Publishing, Cambridge
Lula RA (ed) (1997) Duplex Stainless Steels’97. KCI publishing, Zutphen
Gunn RN ed (1997) Duplex Stainless Steels: Microstructure. Properties and Applications
Sandvik: SAF 2707 HD a hyper – duplex stainless steel for severe chloride containing environments, 2016
ASTM International: ASTM G48-11 (2015) Standard Test Methods for Pitting and Crevice Corrosion Resistance of Stainless Steels and Related Alloys by Use of Ferric Chloride Solution, January 2015
The Welding Institute (TWI), TWI Document 5632/19/93. Recommended Practice for Pitting Corrosion Testing of Duplex Stainless Steel Weldments by the use of Ferric Chloride Solution, June 1993
NORSOK Standard M601:2016, Standards Norway, April 2016
Courtesy of The Welding Institute, UK (private conversation)
Lincoln Metrode internal test result
Gooch TG, Woollin P (1999) Metallurgical examination during weld procedure qualification for ferritic-austenitic stainless steels, Conf. Proc. “Stainless Steel World 99 Conference”, 16–18 November 1999, The Hague, pp 729–738
Nilsson J-O, Jonsson P, Wilson A (1994) Formation of secondary austenite in superduplex weld metal and its dependence on chemical composition, Conf. Proc. “Duplex Stainless Steels’94, Glasgow, UK, TWI, paper 39
Hoffmeister H, Lothongkum G (1994) Quantitative effects of nitrogen content and cooling cycles on δ-γ transformation and pitting corrosion after weld simulation of duplex stainless steels, Conf. Proc. “Duplex Stainless Steels’94, Glasgow, UK, TWI, paper 55
Lincoln Metrode internal test data
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission II - Arc Welding and Filler Metals
Rights and permissions
About this article

Cite this article
Zhang, Z., van der Mee, V., Golding, M. et al. Pitting corrosion resistance properties of super duplex stainless steel weld metals and influencing factors. Weld World 63, 617–625 (2019). https://doi.org/10.1007/s40194-018-00684-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-018-00684-y