
Abstract
By extrapolating knowledge in multipass welding and developing multiaxial robot solutions, the wire deposit in 3D or wire arc additive manufacturing (WAAM) can be an innovative solution to propose a credible alternative for rough cast parts with a large size and a quite complex geometry such as different components for naval application. In the framework of the Joint Laboratory of Marine Technology (JLMT), DCNS Research and Ecole Centrale de Nantes (ECN) are associated to develop especially additive manufacturing activities for large components. In this experimental study, the authors propose to investigate for two different metallic materials the conditions of the filler material deposit by the CMT® process and the consequences on the manufacturing time. Moreover, the in-service performance (mechanical and corrosion properties) is evaluated. In a first approach, austenitic stainless steel and copper-aluminum alloys have been evaluated.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
In marine applications, large cast parts are commonly used. However, some problems appear linked to the lead time due to the design and the manufacture of the tools and also the size of cast elements and the limit of this technology. Shrinkage cavities, oxide notches, and other defects can occur often in the product which can lead to long and expansive repairs or reject. An alternative to this technology is the wire arc additive manufacturing (WAAM) which consists of the fabrication of parts layer by layer with a wire fusion by automatic arc welding [1, 2]. Some industrial companies have already applied this technology for 20 years on specific products for different steels [3]. More recently, the possibilities has been shown for WAAM to build a complex design with different alloys [1, 2]. Our objective is to study the deposition of different materials used in naval applications, mainly stainless steel and copper-aluminum alloys.
This paper describes the first investigations conducted regarding process parameter optimization associated with metallurgical and mechanical properties.
2 Test description
In the aim to increase the knowledge in WAAM, the JLMT has decided to investigate several specific materials for large part components commonly used in naval applications. This study highlights two of them: an austenitic stainless steel X2CrNiMo19-12 (AISI 316L) and a copper-aluminum alloy Cu-Al8Ni2Fe2 (Cu-Al alloy).
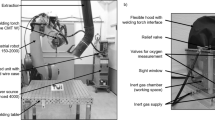
The technology chosen for deposits was gas metal arc welding (GMAW), with a controlled process which allows higher stability of arc and a lower heat input (FRONIUS Cold Metal Transfer® or CMT® technology). For the Cu-Al alloy, the CMT® technology is compared to a pulsed mode. Welding programs used for the material investigated are CMT® + Pulse for AISI 316L and CMT® or pulsed mode for Cu-Al alloy. The welding torch has been installed on a three-axis machine controlled by a computer through a Gcode. The filler metals selected were 1.2-mm-diameter wires.
For this study, a similar deposition program has been used for both materials; it consists of a fully deposited 35-mm wide, 230-mm long, and 100- to 140-mm high block. This deposit is a multilayer multipass deposit with an optimization of the overlap leading to a layer as flat as possible [4]. Optimized deposition parameters have been done considering capacity to deposit the material, layer by layer, without significant welding defects according to marine standards [5] and leading to a constant growth in a z direction. A single bead is around 7 mm wide, and the interval between weld beads is about 4 mm which gives an average of overlap around 55%. The thickness of the walls remained constant from the beginning to the end of the deposition.
Production of the “AISI 316L block” and the “Cu-Al block” respected interpass temperatures, respectively, around 100 and 150 °C and measured with a K-type contact thermometer on the surface of the deposition. Finally, for blocks built with optimized parameters, samples for tests of both materials have been taken according to Fig. 1. Longitudinal and transverse tensile tests have been performed according to NF EN ISO 6892-1 and Charpy V notch Impact tests according to NF EN ISO 148-1. On this study, transversal tests mean tests performed in the z direction. Longitudinal tests mean tests performed on the longest section of XOY plan, here, the z direction. Finally, hardness tests and optical examinations were conducted in accordance with NF EN ISO 6507-1 for hardness tests and NF EN ISO 17639 for metallographic examinations.

Sampling on blocks
The main deposition parameters are detailed for each deposition mode in Table 1. Heat input remained constant per material from the beginning to the end of the deposition. The deposition rates were respectively 2.7 kg/h for AISI 316L and 3.3 kg/h for Cu-Al alloy.
For corrosion, electrochemical tests have been performed in seawater at room temperature in order to compare the behavior of the deposited material to a reference material (cast material for Cu-Al and plate for AISI 316L). First, the sample is put in seawater to record its own electrical corrosion potential which exists between the material and a reference saturated calomel electrode in sea water. Then, tension is applied from − 0.3 to + 1 V around this free corrosion potential.
3 Results
3.1 Study on AISI 316L
During deposition of AISI 316L, layers remained flat without visible defect (Fig. 2).

General aspect of AISI 316L block
Tests on stainless steel AISI 316L gave results close to typical welded joints mechanical characteristics on internal welding procedure qualification reports (WPQR). Tensile results (Fig. 4) respect minimum requirements on forged/rolled/cast standards for stainless steel similar to AISI 316L. Results on longitudinal tensile tests are higher than those on transversal tests which can be explained by an orientated columnar structure (Figs. 3 and 4).

Cross-section macrography on a X2CrNiMo19-12 columnar structure

Yield strength (YS) and ultimate tensile strength (UTS) compared to typical requirements
Hardness tests have shown an average value of 185–195 HV5 that is a classical result for this kind of material.
The elongation for both directions presents an average of 41% which is close to minimum requirements of forged and rolled AISI 316L.
Impact test results at room temperature in all directions are quite similar and higher than the minimum standard requirements as shown on Table 2. Nevertheless, the RKy values are in relationship with the columnar structure with a propagation perpendicular to the columnar grains.
Metallographic samples were prepared for micrographs using anhydride chromium reagent and electrolytic attack and observed with Olympus DSX500. Figure 5 shows a regular deposit with a distance between runs around 4.1 and 2.3 mm high. Penetration depth is not easily measurable in Fig. 5. No significant defects are visible except very scarce cavities (0.5 mm in dia). Typically, dendritic structure with columnar grains is observed. An austenitic (γ)-ferritic (δ) structure similar to stainless steel welds is observed as shown in Fig. 6. Few micro-oxides are observed (6 μm) linked to the lack of cleaning between layers. Ferrite average ratio is 8% measured by the magnetic method using a FERITSCOPE MP3C. Such amount (5–10%) is a convinced volume to prevent hot cracking in austenitic stainless steel welds with the high solubility percentage of sulfur and phosphorus in ferrite [6].

Cross-section macrography on a X2CrNiMo19-12 multipass block

Cross-section micrography on a X2CrNiMo19-12 multipass block
The corrosion tests (Fig. 7) show a similar behavior between the deposited material and a laminated reference of X2CrNiMo17-12-2 (similar corrosion speed and close potential values). The passivation domain for the deposited material is less important but remains convenient (around 400 mV). Corrosion potential of WAAM sample is − 280 mV/ECS while the one of the laminated reference is − 393 mV/ECS which is lower than the first one.

Intensity/potential curve for an AISI 316L deposited material (blue) compared to a laminated reference material (red)
3.2 Study on Cu-Al alloy
The aim was first to be able to deposit the Cu-Al filler metal taking into account a fully penetrated structure with a competitive deposition rate. A previous study on Cu-Al8Ni6 [7] presented the results on a single-pass and multilayer deposit obtained by pulsed GMAW. The goal of the present study was to develop the ability to build large multilayer and multipass components (Fig. 8).

General aspect of a Cu-Al8Ni2Fe2 block
In the first approach, the pulsed mode is compared to a CMT® mode from micrographs and hardness results in order to propose the best compromise for the construction of multipass blocks.
These preliminary results indicate that the CMT® mode allows to obtain a more regular deposit without any significant change in macro-/microstructure (columnar alpha phase structure), compared to the pulsed mode (Fig. 9). The better behavior of CMT® on weld pool is in relationship with a lower heat input. It is more difficult to obtain a good and regular bead shape with a pulsed mode.

Pulsed mode (a) and CMT mode (b) on Cu-Al8Ni2Fe2
The results of the hardness tests performed on the different specimens (see Table 3) indicate a slight increase in hardness with CMT® mode compared to the pulsed mode. This slight effect is attenuated by the heat affectation in multipass deposition.
By extrapolation, these hardness results can be interpreted as an equivalent or even slight upper resistance in CMT® mode by comparison to the pulsed mode. The CMT® mode was finally chosen for the fabrication of a block dedicated to a complete characterization, with regard to the surface quality of the deposit for further finishing aspects, without consideration on mechanical properties.
A non-destructive radiographic test on the Cu-Al block does not reveal indication in the tested volume in spite of visible surface imperfections (Fig. 10).

Radiographic test on a Cu-Al8Ni2Fe2 multipass block
Mechanical results present an acceptable YS level (Fig. 11) according to International Association of Classification Societies (IACS) naval standards on cast products [5]. However, YS and UTS are lower than the supplier results of the filler material (YS ≥ 300 N/mm2; UTS ≥ 650 N/mm2) which can be explained by a too high heat input and a too long period at high temperature. Temperature during welding deposition has not been measured to attest a long time at high temperature. It led to a grain growth decreasing the mechanical results. Results on longitudinal tensile tests are higher than those on transversal tests that are explained by the orientated structure.

Yield strength (YS) and ultimate tensile strength (UTS) for specimens taken on Cu-Al8Ni2Fe2 multipasses
The elongations for longitudinal and transversal tensile tests give average values of, respectively, 44 and 56% which, compared to minimum standard requirements [5] of 15%, are much higher than usual in relationship with the tensile mechanical characteristics. Cast materials, used as reference, have another chemical composition with higher amounts of Al, Ni, and Fe and have defects such as porosity, shrinkage, or oxide skins. They have an impact on elongation associated with local large grains.
Metallographic samples were prepared for microphotography using ferric chloride in alcoholic solution reagent and observed using Olympus DSX500. For a macrography perpendicular to the deposit direction (Fig. 12), a columnar structure appears with large basalts in the center of deposited metal. The cooling rate is slightly higher in external parts of the wall which keeps thinner columnar grains than in central parts. As the temperature was taken with a contact thermometer, the coarse microstructure can give us doubts about reliability of measurement on top of the surface especially in the central area of the block. Real temperature, before starting a new layer, could be higher than measured. However, composition of filler material led to a massive α-phase which has grown layer after layer with a high heat input during deposition.

Cross-section macrography on a Cu-Al8Ni2Fe2 multipass block
Figure 13 shows a representative microstructure of welded metal (WM) mainly made of dendritic α phase with very thin layer of the eutectoid α + κ phase. Few gas porosities less than 40 μm have been observed. No crack nor shrinkage cavity can be noticed.

Cross-section micrography on a Cu-Al8Ni2Fe2 multipass specimen
The corrosion tests (Fig. 14) indicate a potential value around − 300 mV. The behavior is considered as equivalent to a cast material reference (internal DCNS reference).

Intensity/potential curve for a Cu-Al deposited material
Based on literature [7], preliminary tests have been performed on a single wall made with a Cu-Al9Ni6—diameter 1.2 mm filler in order to propose an increase in mechanical properties compared to those for the Cu-Al8Ni2Fe2 alloy. YS and UTS results obtained (Fig. 15) confirm this hypothesis.

Comparison of YS and UTS for specimens taken on Cu-Al8Ni2Fe2 multipasses with specimens taken on a Cu-Al9Ni6
Microstructure, presented in Fig. 16, shows an α-phase in a needle-like structure with transformed β-phase into α + κ phases. Due to a high cooling rate, a martensitic β′ phase can remain in the microstructure which is a risk for corrosion resistance. The high mechanical results obtained on a Cu-Al9Ni6 single wall (Fig. 15) is explained by Widmanstätten morphology with α, κ, and β′ phases which give high tensile strength. β′ phase is known to contribute to hardness. Heat treatment at 675 °C [7] would decrease the amount of β′ phase transformed into fine α + κ structure. This heat treatment is known to have an impact on corrosion resistance [8] and stress relief.

Microstructure on a CuAl9Ni6
4 Discussion
These results have shown the possibility to produce fully sound components by WAAM process for stainless steel (316L) and copper aluminum (Cu-Al) alloys. By extrapolation, wider products can be deposited with similar parameters. The deposition rate leading to a first estimation of the manufacturing time is compatible with industrial processes.
Mechanical and corrosion test results on the AISI 316L bulk deposit are satisfactory with regard to performance required on laminated and forged products. It can be completed by further experiments on large components manufactured with a multiaxial robot solution.
Results on the Cu-Al alloy have shown a balance between productivity and material properties. It has shown capacity to produce a large sound part. However, taking into account the large columnar structure observed, a quicker cooling rate should conduct to a harder structure, typically with a Widmanstätten type structure, increasing mechanical results (YS and UTS). Another way would be to adapt the amount of certain elements (Al, Ni, Fe) in the filler metal as demonstrated by Donghong [7].
Preliminary results, performed on a single wall made with a CuAl9Ni6 filler material, have confirmed an increase of mechanical properties (UTS and YS) due to the addition of aluminum and nickel. It has shown a positive impact on the adaptation of the filler material chemistry.
5 Conclusion
The main objective of the study was to demonstrate the possibility to create by filler metal deposition large components as an alternative to cast products which are often associated with risks of cast defects and long lead time. It has been demonstrated that large components can be obtained by WAAM without significant defects such as internal oxides or cracks. However, a continuous deposition of filler metal can conduct to a slight decrease in mechanical characteristics (YS and UTS) in the case of the Cu-Al alloy deposit. For the AISI 316L, the mechanical results confirm the ability of the WAAM to directly integrate workshops.
Further investigations on the Cu-Al alloy are conducted to optimize both the thermal cycle during deposition and the chemistry of the filler material. These tests will have the main objective to improve the mechanical properties on the multipass deposit and to confirm preliminary single-wall results applied on a multilayer multipass block.
References
Kazanas P, Deherkar P, Almeida P, Lockett H, Williams S (2012) Fabrication of geometrical features using wire and arc additive manufacture. Proc Inst Mech Eng B J Eng Manuf 226(6):1042–1051. https://doi.org/10.1177/0954405412437126
Williams SW, Martina F, Addison AC, Ding J, Pardal G, Colegrove P (Apr 2015) Wire + arc additive manufacturing. Mater Sci Technol 32(7):641–647
Posch G, Kalchgruber F, Hackl H, Chladil H (2014) Manufacturing of turbine blades by shape giving CMT-welding, Metal Additive Manufacturing Conference, Vienna, Austria
Ding D, Pan Z, Cuiuri D, Li H (2015) A multi-bead overlapping model for robotic wire and arc additive manufacturing (WAAM). Robot Comput Integr Manuf 31:101–110. https://doi.org/10.1016/j.rcim.2014.08.008
Bureau Veritas–Marine & offshore Division (2014) Rules on materials and welding for the classification of marine units NR 216 DT R07 E, p 120
Kou S (1987) Welding metallurgy. John Wiley & Sons, Inc, p 218
Donghong D, Zengxi P, Van Duin S, Huijun L, Chen S (2016) Fabricating superior NiAl bronze components through wire arc additive manufacturing, MDPI, Materials 2016, 9, 652
Lorimer GW, Hasan F, Iqbal J, Ridley N (1986) Observation of microstructure and corrosion behaviour of some aluminium bronzes. Br Corros J 21(4):244–248
Acknowledgments
This study had been performed in the frameworks of the Joint Laboratory of Marine Technology between Ecole Centrale de Nantes and DCNS. The authors wish to thank the team for their contributions to the presented works.
Author information
Authors and Affiliations
Corresponding author
Additional information
This article is part of the collection Welding, Additive Manufacturing and Associated NDT
Rights and permissions
About this article

Cite this article
Queguineur, A., Rückert, G., Cortial, F. et al. Evaluation of wire arc additive manufacturing for large-sized components in naval applications. Weld World 62, 259–266 (2018). https://doi.org/10.1007/s40194-017-0536-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-017-0536-8