
Abstract
This article evaluates the performance of the cold-wire gas metal arc welding (CW-GMAW) process for narrow gap girth welding. The CW-GMAW process is characterized by the introduction of a continuously fed non-energized wire (cold-wire) into the electric arc/weld pool region. The cold-wire is melted by using the surplus heat available at the arc and molten metal at the weld pool. Narrow grooves 5 mm wide were prepared in 16 mm thick ASTM A131 grade A steel plates and filled using the CW-GMAW process. The feasibility of the process for narrow gap welding was assessed by analysing the joint cross section, microstructure and Vickers hardness. The mechanism by which the cold-wire prevents groove sidewall erosion is identified by using high speed imaging. It was found that for the CW-GMAW, the electric arc attaches to the cold-wire instead of the weld pool leading to a more stable arc, preventing the arc from attaching to the groove sidewall. The additional weld metal deposited by the cold wire, allowed complete filling of the groove with only three passes, demonstrating the productivity potential of the CW-GMAW process for narrow groove welding.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Narrow gap welding (NGW) aims to reduce the required weld metal volume and welding heat input by a reduction in groove width. Consequently, this technique decouples the relationship between welding time and plate thickness that is commonly found in standard welding techniques.
In terms of the applications of NGW by means of the gas metal arc welding (GMAW) process, a low heat input condition is used in order to avoid groove sidewall erosion. To enhance groove sidewall fusion and wetting, at the low heat input values used, a traditional approach is to apply oscillation of the electric arc [1, 2].
There are many variations of the standard GMAW process, which are used for narrow gap welding. Recently, Liu et al. [3] proposed a process modification, in which three wires are used, with two of them melted by the indirect arc; Phanaim et al. [4] developed a hot wire hybrid laser process that can successfully weld a 3 mm gap narrow groove with adequate properties and consistent fusion of the sidewall. Nakamura et al. [2] proposed an oscillated arc GMAW process, which was shown to improve the arc pressure distribution over the melt pool and consequently increased the wetting of the groove sidewalls by the melt pool.
Despite all the developments of narrow gap welding, lack of fusion resulting from the low heat input values used to avoid groove sidewall erosion (excessive sidewall fusion) still remains as a main challenge. This defect can play a role in crack initiation when the weldment is under service, and can be detrimental to its mechanical performance. Additionally, the drawbacks associated with this technique such as reliability of the equipment and costs associated with equipment purchase and maintenance remains [5]. The sensitivity of NGW to arc disturbances, which induces defects, and the necessary repair frequently requires non-NGW techniques, which also can increase the overall cost of the fabrication procedure. Another challenge in NGW techniques is the productivity, which should improve by decreasing the number of passes to weld intermediate and thick plates.
A simpler modification of the standard GMAW, compared to hybrid-laser GMAW for example [6], is the cold-wire gas metal arc welding (CW-GMAW) process. This process was designed to overcome the sophistication and cost of some techniques used in NGW. In the CW-GMAW process, a non-energized wire is introduced into the electric arc/weld pool, which then is melted by absorbing the heat that would been lost to the surroundings or transferred into the base metal. It was observed that the addition of the cold wire promotes a slight increase in the welding current. However, according to prior work [7], it has been shown that this increase in current does not increase penetration, and therefore it is speculated that the additional current is needed to melt the additional cold-wire. Although the slight increase in welding current, it is claimed a reduction in welding distortion [8] which enables an increase in fatigue life of welds [9].
This article examines the feasibility of using CW-GMAW for NGW, addressing the equipment cost drawbacks specifically, since the CW-GMAW is rather an inexpensive modification of the original GMAW process without the inherent complexity of the process modifications generally associated with NGW. This work presents high-speed videos of the sidewall phenomena, macro and micrographs, and Vickers hardness of the weld metal and heat affected zones for the joints produced using the CW-GMAW process as compared to standard GMAW. According to X-ray inspection, the weld joints produced using the CW-GMAW process were free of defects and the mechanism for that was identified by high-speed imaging.
2 Experimental procedures
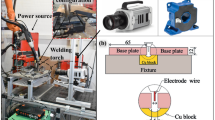
Narrow grooves of 5 mm gap were made with a C-Mn steel plates (ASTM A131 grade A steel) of 5/8 inches (approximately 16 mm) thickness, Fig. 1a. This steel is normally used in the shipbuilding industry. The welding wires used were AWS A5.18 ER70S-6 [10]. Table 1 presents the nominal chemical composition of both base metal and welding wires. The welding wires used in this study had different diameters. The electrode (energized) wire had a diameter of 1.2 mm and for the cold-wire (non-energized) the diameter was of 0.9 mm. The shielding gas was a mixture of 85% Ar- 15% CO 2 at a flow rate of 17 L.min −1. In Fig. 1b the details of cold wire feeding is shown. The electrode (energized) and the cold-wire (non-energized) are fed relative to each other with and angle of approximately 50 ∘, see Fig. 1c. The contact tip to work distance (CTWD) was kept constant for all weld passes and equal to 20 mm.

a Narrow groove geometry; b CW-GMAW setup; c Cold-wire feeding angle and contact tip to workpiece distance
The welds were performed in flat position (1G) using a robotic arm for automatic manipulation and control of the welding speed. No oscillation of the arc (weaving) was used for the present experiments. The welding source used in the experiments was was a Lincoln PowerWave R500 in constant voltage mode. The cold wire feeder used was a Lincoln LN-10 wire feeder. A 5 mm thick AISI 1020 steel bar was used as backing plate during welding. Once the grooves were prepared, they were clamped to a welding table using c-clamps. The dimensions of the joints welded were 12 in (304.8 mm) long, 4.75 in (120.65 mm) wide, and 5/8 in (15.875 mm) thick.
In order to evaluate the performance and productivity of the CW-GMAW process, different combinations of welding parameters were used, such that the nominal heat input remains constant, as shown in Table 2. For both processes, the welding speed was 40.6 cm/min for the root pass and 60.9 cm/min for the fill and cap passes. The wire feeding speed for both processes are summarized in Table 3. The increase in mass deposition rate for the CW-GMAW process is relative to the standard GMAW process.
To characterize the arc/groove sidewall phenomenon and the metal transfer, a high speed camera, synchronized with a data acquisition system (DAQ) operating at a sample acquisition rate of 20 kHz, was used. The high-speed camera was operated at a frame hate of 5000 frames per second, with an aperture of f/22, shutter speed of 25 μ s. A narrow band pass filter of 900 ±10 nm wavelength, used to limit the amount of arc radiation reaching the camera sensor.
After the welds were finished, the joints were submitted to x-ray examination. The samples were then cut (cross-sectional specimens) and submitted to standard metallographic procedure: mounting, grinding, polishing and etching with Nital 5%. Hardness measurements were performed across the groove in four cross-sections in the cap and in the root pass. The hardness measurements were taken with a 0.5 kg load, dwell time of 15 s, and distance between the indentations of 0.25 mm. The reported hardness values are the average of measurements performed with error bars representing the margin of error of each measurement location.

Bead appearance and cross-section for the welds a CW-GMAW and b Standard GMAW. On e the arrow 1 indicates a convex bead from the fill pass, and arrow 2 indicates sidewall erosion due to excessive melting caused by arc attachment to the sidewalls
3 Results and discussion
3.1 Welding productivity
The welding parameters were changed such that the nominal heat input remains the same. This was done in order to test the ability of the processes to increase deposition rate, while keeping the welding heat input constant. In Table 2 one can note a higher variation in the heat input values between the different welding passes for standard GMAW compared to CW-GMAW process. This is a consequence of the greater instability of the former process when the voltage is raised from 22 to 25 V, for this groove width. At the same time, the smaller variation in the heat input value for the CW-GMAW points to the stability of the process and its capability to increase deposition rate without altering the welding heat input.
In Table 4, the wire melting rate and ratio between heat input and meting rate are shown. It can be seen that, by using the CW-GMAW process, it is possible to increase melting rate from 4.9 kg/h the to 9.7 kg/h, leading to complete filling of the 5 mm gap with only three passes, while for the standard GMAW, the melting rate was limited 6.5 kg/h, and consequently not being able to completely fill the groove with only three passes. This is shown of Fig. 2, where one can see the difference in productivity regarding the two processes. The CW-GMAW fully fills the groove leaving the cap pass with a concave appearance, Fig. 2d, while this does not happen with standard GMAW, Fig. 2h.
Although the melting rate for standard GMAW increases from 4.9 kg/h to 6.5 kg/h, the final bead was not satisfactory as shown on Fig. 2e. It can be seen on the groove filled using the CW-GMAW process, Fig. 2a, the bead appearance has a regular shape without signs of superficial bead imperfections. On the other hand, when standard GMAW process is used for the same welding parameters, Fig. 2e, weld imperfections such as convex bead profile (arrow 1) and excessive groove sidewall melting (arrow 2) is observed. It is evident that standard GMAW arc excavates the sidewall of the groove while this does not occur in the CW-GMAW specimen.
3.2 Groove sidewall phenomenon
The high-speed videos produced were able to clearly reveal arcing phenomenon. This is shown in Fig. 3 for both processes for the fill pass with a voltage value of 25 V. The frames on the top row of this figure show the arc behaviour for the CW-GMAW process, while the bottom row depicts events that occur when the standard GMAW process is used. It can be seen that for the CW-GMAW process, the weld pool shows a concave profile, with a wetting angle ϕ greater than 90 ∘, assuring good wetting of groove sidewalls. On the other hand, for standard GMAW the wetting angle can be smaller than 90 ∘ and produces convex bead profile as shown in Fig. 2e by arrow 1. Additionally, it can be seen that for standard GMAW the arc attaches to the sidewall causing sidewall erosion and leading to weld discontinuities shown in Fig. 2e, while for CW-GMAW this is not observed. Indeed, for the CW-GMAW the electric arc is always attached to the weld pool and little arc disturbance is observed. This brings a inevitable question: why is the electric arc more regular in the CW-GMAW process, when compared to standard GMAW?

High speed frames showing the behaviour of arc and metal transfer in the groove for the a CW-GMAW and b standard GMAW
In order to understand the mechanism, bead on plates welds were performed with increasing amounts of cold-wire being added, and this is shown in Fig. 4. It was found that as the amount of cold-wire added increases, the arc attachment position shifts from the weld pool to the cold-wire. A similar arc deflection and arc stabilizing effect mechanism due to a cold-wire centrally supplied in tandem GMA was reported reported by Häßler et al. [11]. In fact, for higher amounts of cold wire (when an additional 140% of mass is added through the cold wire, relative to the electrode feeding rate) the cathode spot moves to the cold wire being fed, and this is shown in Fig. 4c. This change in cathode spot to the cold wire provides a more stable cathode spot than that in the weld pool, leading to a more stable arc [12], and hence this prevents a change in the arc attachment position from the weld pool to the groove sidewall. This pins the arc into the position at the cold wire contact, allowing the CW-GMAW process to be more stable and avoid arc attachment to the groove sidewall.

Influence of cold-wire addition on arc cathode spot: a standard GMAW; b and c, represents when an additional of 60% and 140% of mass is added respectively through the cold wire, relative to the electrode feeding rate
These results suggest that the CW-GMAW can overcome poor sidewall wetting due to the use of low welding current in narrow groove welding, which leads to lack of fusion of sidewall, provided that a high volume of cold-wire is added to keep the arc attached to it, rather than to the groove sidewall. This is not possible for the standard GMAW process, since such high values of current can not be used without causing excessive groove side wall deterioration, leading to welding defects, Fig. 2e. Additionally, for the CW-GMAW process, the high values of arc current increases deposition rate and consequently process productivity.
3.3 Microstructure and hardness
The base metal used in this investigation has a ferrite-pearlite microstructure as shown in Fig. 5. Figures 6 and 7 shows the heat affect zone (HAZ) microstructure for the joints produced using CW-GMAW and standard GMAW processes, respectively. Comparing Figs. 6a to 7a, it can be noted that the extent of the inter-critically heat affected zone (ICHAZ) of the CW-GMAW is narrower compared to that of standard GMAW process, pointing out that the amount of heat given to the base metal differs for the process, even though the same nominal heat input was used. In Figs. 6b and 7b the coarse grained heat affected zone (CGHAZ) for both joints are compared. One can see that the CGHAZ of joints produced using the standard GMAW process have a larger amount of grain boundary ferrite at the prior austenite grain boundaries, which is poss ibly due to a slower cooling rate associated with greater heat input to the base metal.

Base metal microstructure

Cold-wire GMAW HAZ microstructure: a overall; b CGHAZ; c FGHAZ and d ICHAZ

Standard GMAW HAZ microstructure: a overall; b CGHAZ; c FGHAZ and d ICHAZ
The Vickers hardness variation in the weld metal and HAZ are shown in Fig. 8. For the cap pass, Fig. 8a, there is a large difference between the average hardness in the CGHAZ between the processes, the hardness of the standard GMAW being higher. Keeping in mind that the nominal welding heat input is the same for both processes, this difference in average hardness is in turn due to changes in heat transfer to the base metal due to the addition of the cold-wire. For the CW-GMAW, an increase in 50% in mass was deposited compared to standard GMAW. On the other hand, for the root pass, the amount of cold wire added is only 20% and hence the difference in average HAZ hardness between both processes is not as noticeable.

Hardness profile a cap pass and b root pass
4 Conclusion
Narrow gap welding was performed on joints with a 5 mm wide gap, in 16 mm thick ASTM A131 steel plates using the CW-GMAW and standard GMAW processes. The welding phenomena was monitored using high-speed imaging and the joint produced were characterized in terms of microstructure and Vickers hardness.
Based on the results, it is concluded that the CW-GMAW process allows an increase in electrode melting rate, without the need for increased heat input to achieve successful filling of the 5 mm wide gap. This was not possible when using the standard GMAW process for the same welding conditions, where weld discontinuities such as lack of fusion, convex bead profiles and excessive sidewall melting were present. The high productivity capabilities of the CW-GMAW process are also apparent.
The mechanism by which CW-GMAW process allows the successful groove filling without the formation of welding discontinuities was identified by high-speed imaging. It was found that the cold wire tends to attach to the welding arc, thus stabilizing it, and preventing excessive erosion of the groove sidewall. The addition of cold-wire leads to changes in the heat transfer to the base metal, which can improve the HAZ microstructure and hardness.
References
Norrish J (2006) Narrow-gap welding techniques. in advanced welding processes, Chapter 9, vol 1. Woodhead Publishing Limited, Cambridge, pp 165–178
Nakamura T, Hiraoka K (2001) Ultranarrow GMAW process with newly developed wire melting control system. Sci Technol Weld Join 6(6):355–362
Liu L, Fang D, Song G (2015) Experimental investigation of wire arrangements for Narrow-Gap Triple-Wire gas indirect arc welding. Mater Manuf Process 6914(2016):1–7
Phaonaim R, Yamamoto M, Shinozaki K, Yamamoto M, Kadoi K (2013) Development of a heat source model for narrow-gap hot-wire laser welding. Yosetsu Gakkai Ronbunshu/Quarterly Journal of the Japan Welding Society 31(4):3–6
Malin VY (1987) Monograph on Narrow-Gap Welding technology. Technical report, Welding Research Council (WRC), New York
Li R, Yue J, Sun R, Mi G, Wang C, Shao X (2016) A study of droplet transfer behavior in ultra-narrow gap laser arc hybrid welding. Int J Adv Manuf Technol 87(9):2997–3008
Ribeiro RA, Santos EBF, Assunção PDC, Maciel RR, Braga EM (2015) Predicting weld bead geometry in the novel CW-GMAW process. Weld J 94(September):301s–311s
Cabral TS, Braga EM, Mendonça EAM, Scotti A (2015) Influence of procedures and transfer modes in MAG welding in the reduction of deformations on marine structure panels. Weld Int 29(12):928–936
Marques LFN, Dos Santos EBF, Braga EM, Gerlich AP (2017) Fatigue life assessment of weld joints manufactured by GMAW and CW-GMAW processes. Sci Technol Weld Join 22(2):87– 96
AWS (2005) Specification for carbon steel electrodes and rods for gas shielded arc welding. American Welding Society (AWS) , Miami
Häßler M, Rose S, Füssel U (2016) The influence of arc interactions and a central filler wire on shielding gas flow in tandem GMAW. Welding in the World 60(4):713–718
Xiang T, Li H, Wei HL, Gao Y (2016) Effects of filling status of cold wire on the welding process stability in twin-arc integrated cold wire hybrid welding. Int J Adv Manuf Technol 83(9–12):1583–1593
Acknowledgments
The authors would like to acknowledge Natural Science and Engineering Research Council of Canada (NSERC) and TransCanada Pipelines Ltd. for the financial support. E.M. Braga and P.D.C. Assunção would like to thank the Brazilian National Council for Scientific and Technological Development (CNPq) for the financial support through the grant number 01.11.0024.00.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission II - Arc Welding and Filler Metals
This work was supported by the Brazilian National Council for Scientific and Technological Development (CNPq) through the grant number 01.11.0024.00.
Rights and permissions
About this article

Cite this article
Costa Assunção, P.D., Ribeiro, R.A., F. Dos Santos, E.B. et al. Feasibility of narrow gap welding using the cold-wire gas metal arc welding (CW-GMAW) process. Weld World 61, 659–666 (2017). https://doi.org/10.1007/s40194-017-0466-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-017-0466-5