
Abstract
In this study, the fatigue performances of longitudinal-to-transverse rib connections in orthotropic steel decks were assessed by finite element analysis and the hot spot stress approach. Orthotropic steel decks have the following features: (1) stress conditions around welded connections vary depending on the longitudinal and transverse positions of the tire loads, (2) both bending and membrane stresses act on the complex formed connections, and (3) the structures contain comparatively thin steel plates of 6–16 mm thickness. To assess the fatigue performances of the connections in orthotropic steel decks, the effects of traveling load, bending stress, and plate thickness were considered. As a result of the assessments, the connection with a non-slit transverse rib was evaluated to have high fatigue strength in either open or closed longitudinal rib. Finally, the fatigue performances of the connections were confirmed by fatigue tests.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
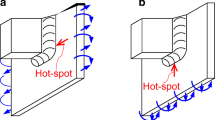
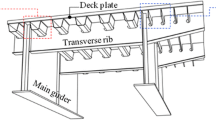
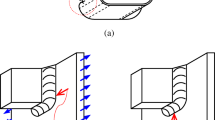
Orthotropic steel decks are usually used in long-span or city expressway bridges because of their light weight. However, the welded connections in these bridges have serious fatigue problems [1–3]. In an analysis of the Japanese metropolitan expressway, more than half of the fatigue cracks detected in orthotropic steel decks were initiated at longitudinal-to-transverse rib connections [4]. These cracks, indicated at locations A, B, and C in Fig. 1, were initiated from the ends of slits (or scallops) on transverse rib webs. Slits are used to facilitate the fabrication of orthotropic steel decks [5]. To improve fatigue performance, previous studies have proposed various shapes of slits and attachments, such as inner ribs or bulkheads [3]. The orthotropic steel decks of the Tokyo gate bridge [6] and the Hanshin expressway [7] adopted a connection with an improved slit shape to reduce the stress concentrations at the slit ends. The new San Francisco Oakland Bay Bridge [8] adopted a longitudinal rib with a V-shaped cross section. In the New Carquinez Bridge, a diaphragm (bulkhead) was applied to the connection of the orthotropic steel decks [9].

Fatigue damages of orthotropic steel deck
On the other hand, a non-slit connection in which the longitudinal rib is fully welded to the transverse rib can be fabricated. The authors of this paper assessed the fatigue performance of a slit and a non-slit connection with a U-shaped rib (U rib) [10]. It was concluded that the fatigue strength or the fatigue lives of the connections can be evaluated by the hot spot stress approach. The hot spot stress range in a connection was decreased from 440 to 120 N/mm2 by changing to a non-slit connection from a slit connection. In the current study, to propose a longitudinal-to-transverse rib connection with high fatigue strength, the authors assessed the fatigue performance of slit and non-slit connections with not only U ribs but also V-shaped ribs (V ribs) and plate ribs.
Longitudinal-to-transverse rib connections of orthotropic steel decks have two features. First, the connections mainly consist of comparatively thin steel plates of 6–16 mm thickness. Second, the connections have a combination of membrane and out-of-plane bending stresses that results in stress gradients over the thickness. The effects of both the plate thickness and the stress gradient over the thickness on the fatigue strength or fatigue lives should be considered in fatigue assessments.
The external forces acting on orthotropic steel decks are traveling vehicular loads, which run in the longitudinal direction at various transverse positions. Our previous study [10], which clarified the relation of load positions with hot spot stresses at the weld toes in the connections between longitudinal U ribs and transverse ribs, implied that load position movement should be considered in the fatigue assessment of orthotropic steel decks. In the current study, finite element analyses (FEA) were first conducted to assess the longitudinal-to-transverse rib connections by using the hot spot stress approach. Next, fatigue tests verified the applicability of the hot spot stress approach to the fatigue assessment of orthotropic steel decks.
From the above background, the objectives of this study were set as follows:
-
1.
Assess the fatigue performance of various longitudinal-to-transverse rib connections by using hot spot stress analyses that consider the load position movement.
-
2.
Verify the assessment results through fatigue tests.
2 Assessment method
2.1 Hot spot stress calculation method
Hot spot stresses (σ h) were calculated as structural stresses at weld toes where stress concentrations were expected. The structural stresses were calculated by the following equations, which are the stress extrapolation approach recommended by the International Institute of Welding (IIW) [11].
where σ and its indexes refer to the surface stresses at reference points and distances from the weld toes to the reference points, respectively. Eqs. (1) and (2) were used for the weld toes on plate surfaces and plate edges, respectively.
Because out-of-plane bending, which causes a stress gradient over the thickness, is present in some weld toes of longitudinal-to-transverse rib connections, the effect of bending on fatigue strength or fatigue lives should be considered in the fatigue assessment procedure. The fatigue lives of welded connections under bending are known to be longer than those under an in-plane load. To account for this difference in fatigue lives, Lotsberg and Sigurdsson [12] proposed multiplying the bending portion of the structural stress by a reduction factor of 0.6 based on experimental results [13]. Fischer and Fricke [14] proposed a reduction factor of 0.7 based on crack propagation analyses. The Japan Society of Steel Construction (JSSC) [15] recommends a reduction factor of 0.8 in fatigue design as a conservative evaluation.
Orthotropic steel decks consist of relatively thin steel plates with a thickness of 6–16 mm. The size effect on fatigue strength, which includes the effects of thickness, weld leg length, and attached plate length, has been investigated for decades. IIW [11] and JSSC [15] recommendations account for the thickness effect for plates thicker than 25 mm. However, some investigations found that the thickness effect extends to plates thinner than 25 mm. Gurney [16] showed the thickness effect with an exponent less severe than 0.25 extended at least to a thickness of 10 mm as a result of an experimental investigation with K butt joints under axial loading and transverse non-load carrying fillet welds under axial as well as bending loads. Kihl and Sarkani [17] conducted constant and random amplitude fatigue tests using geometrically similar specimens of 6–25 mm thickness, and they concluded that the thickness effect rule with an exponent of 0.25 is conservative for the low-stress high-cycle condition (greater than 105 cycles). One of the authors [18] showed that the thickness effect with an exponent of approximately 0.25 was observed for 9–75 mm thickness as a result of fatigue tests using bending loads and crack propagation analyses using axial as well as bending loads in geometrically similar transverse non-load carrying fillet welds.
In this study, hot spot stress was modified with a bending stress reduction factor of 0.8 and a thickness exponent of 0.25, as follows:
where t, t ref, σ h,m, and σ h,b represent plate thickness, reference thickness, and membrane and bending portions of hot spot stresses, respectively. Bending and membrane stresses were defined as half of the difference and the average of obverse and reverse surface stresses, respectively, in this study. Both σ h and σ' h were used in the assessments.
Published fatigue data [10, 19–32] with hot spot stress were analyzed to confirm the fatigue design curve when Eq. (3) was applied. Table 1 shows a summary of corrected fatigue data including various types of axial- and bending-loaded specimens with thicknesses of 6–75 mm. Toe types (A) and (B) in Table 1 are the plate surface and the plate edge side weld toes of box welds, respectively. Toe type (C) is the weld transverse to loading. In the case that the published data do not include hot spot stress data, elastic finite element analyses were conducted by using Abaqus 6.13 as the solver. Out-of-plane gussets and cruciform joints were modeled with three- and two-dimensional solid elements, respectively. The other specimens were modeled with three-dimensional shell elements. The element sizes around the weld toes were controlled to <0.2 t or <2.0 mm for Eqs. (1) or (2), respectively. Figure 2 shows the mesh condition of the out-of-plane gusset, cruciform joint, and scallop specimens. In the shell element models, increased thickness was used in areas around the welded connections, as based on a previous study [33]. The elastic modulus and Poisson’s ratio of steel material were set to 205 kN/mm2 and 0.3, respectively.

Finite element model for a out-of-plane gusset
Figure 3 shows the stress to the number of cycles to failure (S-N) plot of fatigue data with the hot spot stresses before and after considering Eq. (3). Because the data applying Eq. (3) (Fig. 3b) lie above the design curve of FAT-80 or E-class in the JSSC recommendations (JSSC-E) [15], these design curves are referred to in the following assessments. However, the fatigue data included in Fig. 3 are considered to not have enough variety and additional consideration is required. Hence, to confirm actual fatigue performance, fatigue tests with orthotropic steel deck specimens were conducted after the fatigue assessments by FEA.

Fatigue data in terms of hot spot stress versus number of cycles to failure
2.2 Models for assessment
Four models, including five types of connections with the U rib, the V rib, and the plate rib, and with the slit and the non-slit transverse rib web, were analyzed. These models are summarized in Table 2. Figure 4 shows the models and weld toes where stress concentrations are expected. The five types of connections are represented as US, UN, VN, PS, and PN, in which the first letter is the initial of the longitudinal rib type, and the second letter means slit (S) or non-slit (N).

Models for fatigue assessment and weld toe definition
The models for assessment were actual-size partial models with the ends of their main girders supported vertically. Each model includes main girders, transverse ribs, longitudinal ribs, and deck plates. The deformation of these structural members must be taken into account when the stress conditions of longitudinal-to-transverse rib connections are evaluated. The appropriate stress conditions of longitudinal-to-transverse rib connections are considered difficult to obtain by using smaller models, such as models with only one transverse rib.
The model dimensions were decided based on the common dimensions of actual structures in Japan. The longitudinal rib span length of models 1–3 was taken as the upper limit length for the standard orthotropic steel deck specified in the Japanese recommendation for the fatigue design of steel road bridges [34]. The common span length of open cross-sectional longitudinal ribs in Japan is 1250–2000 mm, and so the span length of the longitudinal rib of model 4 was taken as two thirds of that of models 1–3 in order to make the total lengths of all models equal.
The inner diaphragms were installed for the models with U and V ribs. In the case of actual structures, the diaphragms are installed at the longitudinal connections for protection against corrosion.
Orthotropic steel decks with closed cross-sectional longitudinal ribs such as U or V ribs have relatively large section moduli and not as many welds as orthotropic steel decks with open cross-sectional longitudinal ribs. Having fewer welds leads to cost effectiveness. Conversely, orthotropic steel decks with open cross-sectional longitudinal ribs have almost no fatigue problems at the connections between the longitudinal ribs and the deck plates, as compared with serious fatigue problems at the weld roots of connections between the closed longitudinal ribs and the deck plates [1].
Weld toes expected to have a stress concentration were named A, B, C, and D in this study, as shown in Fig. 4c. These names are not related to toe types (A), (B), and (C) in Table 1 and Fig. 3. Box welds in connections US, PS, and PN and seam welds at the corners of connections UN and VN were expected to have stress concentrations. The longitudinal ribs next to the main girders were eliminated as assessment objects because those ribs could be affected by the restriction of the main girders and so do not accurately represent the actual boundary conditions. Hence, the object connections for the models with U and V ribs are the connections between the center longitudinal rib and the transverse rib.
2.3 FEA conditions
The stress acting in longitudinal-to-transverse rib connections varies depending on the load position. To simulate the stress variation, a load in FEA was moved in the range shown in Figs. 5b, c by 160 mm intervals in the transverse directions, respectively. The load was moved by 200 or 100 mm intervals in the longitudinal directions for models 1–3 or model 4, respectively. The double tire load model, shown in Fig. 5a, with 100 kN force is used according to the design load for fatigue in JSSC [15]. Elastic FEAs for each load position were carried out for each model.

Load condition in analytical study
Shell elements were used in the finite element models, as shown in Fig. 6. The thickness was increased at the area of the welded connection to simulate the weld stiffness based on a previous study [33]. The mesh sizes of the shell elements around the weld toes were controlled to be less than 0.2 t or less than 2.0 mm for Eqs. (1) or (2), respectively. Abaqus 6.13 was used as the FEA solver. The elastic modulus and Poisson’s ratio of the steel material were set to 205 and 0.3 kN/mm2, respectively.

Mesh of finite element model (the model for PN is shown as an example)
3 FEA result
3.1 Hot spot stress calculation procedure from FEA result
Figure 7 shows the procedure for calculating the hot spot stress range for each model. The weld toes considered to have the shortest fatigue lives were chosen by comparing the hot spot stress ranges (Fig. 7a). The hot spot stress ranges of each weld toe were calculated as the difference between the maximum and the minimum hot spot stresses at the weld toe. The maximum and the minimum hot spot stresses were tensile and compressive values, respectively, in all investigated weld toes. The maximum and minimum hot spot stresses normal to the weld were chosen from the hot spot stress distribution along the weld in all load cases (Fig. 7b).

Flow of hot spot stress calculation
For example, Fig. 8 shows the hot spot stress distribution at weld toe A of connection PN for four load cases. The double tire loads were positioned at 500 mm away from the transverse rib in the longitudinal direction. In the case shown in Fig. 8, the locations of the maximum or minimum hot spot stresses around the box weld toe were different due to the load positions. Similarly, moving of the peak stress locations around the weld toes was observed in other weld toes. The moving of the peak stress locations was taken into account, and the maximum and minimum values among the hot spot stresses of all nodes in the weld toe were chosen as representative hot spot stresses.

Hot spot stress distribution at the weld toe A of connection PN
3.2 Relations of hot spot stresses with load positions
The influence surfaces, which show the relations of the hot spot stress to the load position, are shown in Fig. 9 for the US and PN models. The vertical axis of the influence surface is the representative hot spot stresses at each weld toe, and the two horizontal axes define the load position. The weld toe names in Fig. 9, such as US-2L-C, mean “Connection type”–“Rib number”–“Weld toe type”, where L and R in the rib number mean left and right corners of the U rib cross section shown in Fig. 9. From the influence surfaces, it was found that the load positions that cause the maximum and the minimum hot spot stress at the weld toes are not on the target weld toe but at some distances away from the target weld toes in the longitudinal and transverse directions and in almost all weld toes. In every weld toe investigated in this study, hot spot stress varied from compressive to tensile stresses due to the moving load position.

Influence surfaces (relation between hot spot stresses and load positions)
The ranges of hot spot stress at the weld toes were calculated as the difference between the maximum and the minimum values of the influence surfaces. Hot spot stress ranges at the weld toes in connection PN are shown in Fig. 10. The longitudinal ribs located next to the main girders (PR1 and PR6 in the case shown in Fig. 10) were eliminated from the objects to be evaluated, as mentioned above. From Fig. 10b, weld toe C in the connection between PR3 and the transverse rib was found to have the maximum hot spot stress range in the connection PN and was selected as a representative weld toe of connection PN. The same procedures were conducted for the other connections.

Hot spot stress ranges at hot spots in the connection PN
3.3 Comparison between the connection types
The maximum hot spot stress ranges for connections were selected by a procedure similar to that for connection PN described above. The maximum hot spot stress ranges are shown in Figs. 11a, b, where the vertical axes are the hot spot stress without and with considering the effects of bending and thickness by Eq. (3), respectively. The hot spot stress ranges of the non-slit connections were reduced from that of the slit connections by 71% in the case of the U rib and by 60% in the case of the plate rib if bending effect and thickness are considered.

Comparison of hot spot stress ranges of longitudinal-to-transverse rib connections
Because bending stresses account for 90% of the hot spot stress range of weld toe C in connection US, which has a thickness of 6 mm, the hot spot stress range was reduced by 51% by Eq. (3). The hot spot stress ranges of connections PS and PN were only reduced by 23 and 21%, respectively, because of dominant membrane stresses and relatively thick plates. The membrane component, the bending component, and the total of the hot spot stress ranges of connection VN were lower than those of connection UN by 11, 25, and 18%, respectively. The hot spot stress range reduced by Eq. (3) of connection VN is the minimum value in Fig. 11b.
The stress ratios at the representative weld toes of the connections are also shown in Fig. 11. The stress ratios of the non-slit connections are greater in magnitude than those of the slit connections. This result means that the compressive stress portions in the stress ranges of the non-slit connections are relatively larger than those of the slit connections. The stress ratio of connection VN was −7.9, which was the largest magnitude.
3.4 Discussion
Local deformation at the slit end causes high stress concentration at the slit connections. The deformation is restrained at the non-slit connections because the longitudinal and transverse ribs are continuously welded. Both the reductions in hot spot stress ranges and the increase in the compression stress portions of the hot spot stress ranges by eliminating the slit can improve fatigue life.
However, orthotropic steel decks with closed cross-sectional longitudinal ribs have another fatigue problem at the weld roots of the connections between closed ribs and deck plates. This fatigue problem is considered to be unresolved when U or V ribs are selected. Conversely, according to the crack investigations in actual bridges, no fatigue problem is seen in the connection between open cross-sectional ribs to deck plates when the two-sided fillet welds are used. Hence, the orthotropic steel deck with connection PN is considered to be the best option among the evaluated connections.
4 Fatigue test
4.1 Fatigue test conditions
Fatigue tests were conducted for five load cases on three model configurations. Figure 12 shows the setup of the fatigue tests. Figure 13 shows the model configurations and the load positions. Model dimensions, boundary conditions, and the tire load models were the same as those in the analytical study, except for Model 1, which includes both connections US and UN. The load was transferred from the 500-kN hydraulic jack to the model by rubber plates to simulate tire load conditions, as shown in Fig. 12b.

Picture of fatigue test (specimen 1)

Specimens and load cases of fatigue test
The load positions for the fatigue tests were chosen to maximize the absolute value of hot spot stresses at the weld toes in the connections, as computed in the FEA. In actual bridges, the stress at the weld toe changes from tensile to compressive depending on the load position. However, the stress at the weld toe was fixed to tensile or compressive cyclic stress in the fatigue tests. To simulate the maximum hot spot stress ranges under constant amplitude cyclic loading, the load ranges for fatigue tests were increased as follows:
where ΔP, P design, Δσ h, and σ h,t represent the increased load range, the design load = 100 kN, the hot spot stress range, and the maximum value of the absolute hot spot stresses computed in the FEA, respectively. The design load was determined from JSSC [15]. However, ΔP varies for each weld toe because Δσ h and σ h,t of each weld toe are different. The load ranges of the fatigue tests were increased when no cracks were detected after 5.0 × 106 cycles. The stress ratios were set to approximately zero.
In the fatigue tests, the surface crack propagation from the weld toe to the base material was considered to be a fatigue failure event. Fatigue crack initiation and propagation were monitored by strain gauges attached to the plate surfaces and magnetic particle examinations. The distances between the strain gauge centers and the weld toes were calculated by subtracting the weld leg lengths from 20 mm. The strain gauge locations were used to measure the structural stress without the effects of the weld toe shapes. Magnetic particle examinations were conducted at intervals of approximately 1.7–3.5 × 105 cycles.
During the fatigue tests for Model 3, which includes connections PS and PN, fatigue cracks were initiated from the deck plate side weld toes of the welded connection between the longitudinal plate ribs and the deck plate. Because these types of cracks were not reported in the investigations of actual structures, the fatigue test was continued after removing the cracks by a grinder, rewelding the ground part, and reinforcing new weld toes by ultrasonic impact treatment. The hot spot stress at the cracked weld toes was greater than 200 N/mm2. However, the number of reported cracks at the welds between the longitudinal plate ribs and the deck plates is almost zero in actual bridges [1]. The main reason for the unexpected cracks was considered to be the increase of the load range by Eq. (5) to simulate the hot spot stress ranges by moving the load position.
4.2 Test result and discussion
The fatigue tests resulted in fatigue cracks at connections US, VN, and PS, as shown in Fig. 14 and summarized in Table 3. No cracks were detected at connection UN after 5.0 × 106 cycles of 100 kN load and connection PN after 5.0 × 106 cycles of 205 kN load followed by 1.0 × 106 cycles of 410 kN load.

Fatigue crack appeared after the fatigue test
The relations between the hot spot stress ranges and fatigue test results are shown in Fig. 15. In Fig. 15a, which has a vertical axis representing the hot spot stress, all results satisfied the fatigue design curve FAT-100. In Fig. 15b, which has a vertical axis representing the modified hot spot stress, the results were distributed above FAT-80 or JSSC-E. Based on the results in Fig. 15, it is considered that the fatigue strength of longitudinal-to-transverse rib connections can be evaluated with the combination of hot spot stress and FAT-100 or the combination of modified hot spot stress and FAT-80.

Relations between hot spot stress ranges to and fatigue lives
The evaluation was excessively conservative in some cases. The results for weld toes in connections PS and PN, where stress conditions were compressive during the fatigue tests, showed higher fatigue strength than FAT-200 in Fig. 15a or FAT-180 in Fig. 15b. It is commonly assumed that tensile residual stress close to the yield stress of the material exists at the weld toes. The residual stress shifts the stress variation to the tensile range even though the applied stress is compressive. However, it is also considered that the welding residual stress of structural specimens is not always close to the tensile yield stress of the material due to complex manufacturing procedures [35]. In the case that the residual stress is lower than the tensile yield stress and the fatigue stress range is partly compressive, the effective fatigue stress range might be reduced at the weld toes.
Weld toe B of connection PS, which was categorized into type B weld toe [11], showed higher fatigue strength than FAT-360 in Fig. 15a or FAT-280 in Fig. 15b, even though the stress condition at the weld toe was tensile during the fatigue test. Further investigations are required to understand these results.
5 Conclusion
In this study, the fatigue performances of longitudinal-to-transverse rib connections were assessed based on the hot spot stress and the effects of plate thickness, bending stress, and traveling load. In addition, the relation between hot spot stress ranges and fatigue lives at longitudinal-to-transverse rib connections was confirmed by constant amplitude fatigue tests with actual-size partial models. As the results of these investigations, the following conclusions were obtained.
-
1. (a) Fatigue strengths of previous fatigue test results evaluated by the hot spot stress with a thickness exponent of 0.25 and bending stress reduction factor of 0.8 were distributed above FAT-80 or JSSC-E.
-
1. (b) Eliminating the slit on transverse web ribs reduced the hot spot stress ranges and increased the compression stress portions of the stress ranges at longitudinal-to-transverse rib connections with both closed and open cross-sectional longitudinal ribs.
-
2. FAT-80 and JSSC-E were found to be conservative estimates for fatigue test results of longitudinal-to-transverse rib connections evaluated by hot spot stresses with and without considering the effects of thickness and bending.
Though the non-slit connection with the V rib had the smallest hot spot stress ranges and stress ratios among the connections evaluated in this study, the connection between the closed longitudinal rib and the deck plate can possibly have fatigue cracks. Because the connection between the open longitudinal rib and the deck plate has almost no fatigue problem, the non-slit connection with the plate rib is considered to be the most suitable among the connections evaluated in this study.
References
Subcommittee on Fatigue of Orthotropic Steel Bridge Deck Committee on Steel Structures (2010) Fatigue of orthotropic steel bridge deck—steel structures series 19. Japan Society of Civil Engineers, Tokyo
Gurney T (1992) Fatigue of steel bridge deck, TRL State of the art review / 8. HMSO, London
Chen WF, Duan L (2014) Bridge Engineering Handbook, Second Edition, Construction and Maintenance. CRC Press, Boca Raton
Miki C, Konishi T, Tokida H, Sasaki K (2009) Inspection and retrofitting of fatigue damaged orthotropic steel deck. Proceedings of the 2nd International Conference on Fatigue and Fracture in the Infrastructure, Philadelphia, PA, July 26-29. Lehigh University, Bethlehem
Fiedler E (2009) The development of the orthotropic roadway-plate in Germany. Stahlbau 78(8):562–576
Morinaga M, Isogami T, Chiba T (2008) Developed technologies and achieved cost reduction through the project of Tokyo-Port Seaside Bridge (no. 3) Design of the superstructure (2). Bridges and foundation engineering 42(10):40–45
Sugiyama H, Tabata A, Kasugai T, Ishi H, Inokuchi S, Kiyokawa S, Ikezue K (2014) Improving fatigue resistance of cutout on diaphragm in orthotropic steel deck. Journal of JSCE, Ser A1 70(1):18–30
Chou CC, Uang CM, Seible F (2006) Experimental evaluation of compressive behavior of orthotropic steel plates for the new San Francisco-Oakland Bay Bridge. J Bridg Eng 11(2):140–150
Serzan K, Khazem D (2004) Steel orthotropic box girder on the New Alfred Zampa Suspension Bridge across the Carquinez Strait first in the US, Proceeding of the 2004 Orthotropic Bridge Conference, Sacramento, California: 177–188, ASCE, Sacramento
Yokozeki K, Miki C (2015) Fatigue evaluation for longitudinal-to-transverse rib connection of orthotropic steel deck by using structural hot spot stress. Welding in the World. doi:10.1007/s40194-015-0272-x
Hobbacher A (2009) Recommendations for fatigue design of welded joints and components. Welding Research Council, New York
Lotsberg I, Sigurdsson G (2006) Hot spot stress S-N curve for fatigue analysis of plated structures. Journal of Offshore Mechanics and Arctic Engineering 128:330–336
Kang SW, Kim WS, Paik YM (2002) Fatigue strength of fillet welded steel structure under out-of-plane bending load. Int J Korean Welding Soc 6:33–39
Fischer C, Fricke W (2015) Consideration of stress gradient effects for complex structures in local fatigue approaches. Analysis and Design of Marine Structures - Proceedings of the 5th International Conference on Marine Structures, MARSTRUCT: 241-250, CRC Press, Balkema
Japanese Society of Steel Construction (2012) Fatigue design recommendation for steel structure. Gihodo, Tokyo
Gurney T (1995) Thickness effect in ‘Relatively thin’ welded joints. The Welding Institute, Cambridge
Kihl DP, Sarkani S (1997) Thickness effects on the fatigue strength of welded steel cruciforms. Int J Fatigue 19(1):S311–S316
Miki C, Mori T, Sakamoto K, Kashiwagi H (1987) Size effect on the fatigue strength of transverse fillet welded joints. Journal of Structural Engineering A 33:393–402
Niemi E, Koshimaki M (1997) Fatigue strength of welded joints in three types of stainless steel. Welding in the World 39(2):65–73
Marquis G, Kahonen A (1996) Fatigue testing and analysis using the hot spot method, VTT publications 239. Technical Research Center of Finland, Espoo
Miki C, Tateishi K, Yamamoto Y, Miyauchi M (1992) A study on the local stress approach to the fatigue assessment. Journal of Structural Engineering A 38:1055–1062
Anami K (2001) Fatigue strength improvement of welded joints made of high strength steel. Doctoral thesis of Tokyo Institute of Technology
Huther I, Lieurade HP, Sayhi N, Buisson R (1998) Fatigue strength of longitudinal non-load-carrying welded joints. Welding in the world 41:298–313
Sakano M, Arai M (2004) Thickness effect on fatigue strength of out-of-plane welded gusset joint. Journal of JSCE 766:351–356
Kamakura M, Nihei M, Sakaki E, Kanao M, Inagaki M (1979) Effect of specimen size on fatigue properties of SM50B non-load-carrying fillet welded joints. Journal of Japan Welding Society 48(12):46–50
Maddox SJ (2001) Recommended hot-spot stress design S-N curves for fatigue assessment of FPSOs. Proceedings of the International Offshore and Polar Engineering Conference 4:97–104
Xiao Z, Chen T, Zhao X (2012) Fatigue strength evaluation of transverse fillet welded joints subjected to bending loads. Int J Fatigue 38:57–64
Miki C, Tateishi K, Ricci JF, Kanao M (1993) A study on fatigue strength of scallop details under out-of-plane displacement, Kozo Kogaku Ronbunshu. A (Journal of Structural Engineering A) 39A:989–997
Fricke W, Doerk O (2006) Simplified approach to fatigue strength assessment of fillet-welded attachment ends. Int J Fatigue 28:141–150
Yamada K, Osonoe T, Ojio T (2007) Bending fatigue test on welded joints between vertical stiffener and deck plate. Journal of JSSC 14(55):1–8
Yagi J, Machida S, Tomita Y, Matoba M, Kawasaki T (1991) Definition of hot spot stress in welded plate type structure for fatigue assessment (1st report). Journal of the Society of Naval Architects of Japan 169:311–318
Yamaoka D, Sakano M, Natsuaki Y, Nonaka S, Nakagawa Y, Nakamura K (2010) Fatigue behavior and countermeasure of intersection between bulb ribs and lateral rib of a bridge type of orthotropic steel deck. Journal of Structural Engineering A 56:838–849
Machida S, Matoba M, Yoshinari H, Nishimura R (1992) Definition of hot spot stress in welded structure for fatigue assessment (3rd report). Journal of the Society of Naval Architects of Japan 171:477–484
Japan Road Association (2002) Recommendation for Fatigue Design of Steel Road Bridge (in Japanese). Maruzen, Tokyo
Fu G, Lourenco MI, Duanb M, Estefena SF (2016) Influence of the welding sequence on residual stress and distortion of fillet welded structures. Mar Struct 46:30–55
Acknowledgements
This work was supported by the research project funded by the following members:
IHI Infrastructure Systems Co., Ltd., JFE Engineering Corporation, JFE Steel Corporation,
KAWADA INDUSTRIES, INC., Kobe Steel, Ltd., KOMAIHALTEC Inc., Mitsui Zosen Steel Structures Engineering Co., Ltd., MIYAJI ENGINEERING CO., LTD., MM BRIDGE CO., LTD, NIPPON STEEL & SUMITOMO METAL CORPORATION, and Yokogawa Bridge Holdings Corp.
Author information
Authors and Affiliations
Corresponding author
Additional information
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures
Rights and permissions
About this article

Cite this article
Yokozeki, K., Miki, C. Fatigue assessment of various types of longitudinal-to-transverse rib connection in orthotropic steel decks. Weld World 61, 539–550 (2017). https://doi.org/10.1007/s40194-017-0426-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-017-0426-0