
Abstract
Within this manuscript, the comprehensive heat flow, as well as the energy balance for gas-shielded arc welding processes based on experimental investigations is discussed. The main focus lies on the gas metal arc welding (GMAW) process which is further analysed. Different calorimetric measurement methods and results for the separate determination of the energy content of droplet and welding arc as well as energy input into the component are presented. Additionally, heat losses to the surrounding atmosphere and the cooling energy of the external cooling power source system are analysed. The mean droplet temperatures are within a range of T dr = 2,350 … 2,700 °C. The studies also show that a specific manipulation of the droplet temperature during the welding process is not possible and droplet temperature depends on several parameters. Increasing the wire feed speed, reducing the diameter of the filler material or increasing the stick out length result in an increase of the droplet temperature. The analyses allow to conclude that the welding arc is mainly responsible for the weld seam penetration and the droplet temperature only contributes in a minor manner. Preliminary experiments also show that the heat input into the component is highly influenced by the selection of welding parameters. Measurements confirm that it is possible to increase the efficiency of welding processes for example by reducing the wire feed speed, using carbon dioxide shielding gas or increasing the stick out length. On the contrary, increasing the current or voltage or reducing the shielding gas flow reduces the process efficiency. The difference between the lowest and highest achievable value of efficiency can be more than 15 % for one specific welding process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction to welding efficiencies and results of preliminary studies
The common efficiency values for welding processes are mainly coming from older literature or applicable welding standards. In these standards [1, 2], only global efficiencies for different welding processes are indicated. There is no differentiation for adjustable process conditions, power areas or boundary conditions. Moreover, given efficiencies are mainly relative values in relation to the submerged arc welding process, with a fixed relative efficiency of 100 %.
Recent process developments in arc welding with consumable electrodes aim for a regulation of the energy input into the component to achieve an optimum welding result at a high process efficiency. This technology is based on the fundamental understanding of the operations during the welding process. For this purpose, the knowledge of the individual ways of the energy transport from the electrode to the component is mandatory.
In a previous work, three different measurement systems for the determination of the heat flow for gas-shielded arc welding processes have been developed and evaluated. Major results are published in [3, 4].
The main part is the analysis of the energy input into the joint which can be measured by a novel calorimetric system. This system is based on the measurement of the temperature difference of a calorimetric liquid before and after welding. Energy losses of the welding arc due to conduction, convection and radiation are determined using a double-walled bell-shaped calorimetric system surrounding the arc. Cooling losses of the welding equipment are recorded by a measurement unit integrated in the cooling system of the power source. Using this equipment, the energy balance for a set of different processes and welding parameters was determined. The influence of each individual welding parameter on the energy balance of the system was systematically studied and illustrated.
Analysis of the results shows a significant difference between the lowest and the highest achievable value of efficiency. The difference can be more than 15 % for one specific welding process.
The actual welding parameters used in this study for GMAW with an 1.2 mm electrode including welding speed v w, current I W, voltage U W and power P W are given in Table 1.
Using a standard GMAW inverter power source, the system efficiency is mainly influenced by the welding power. When increasing the welding power, the power consumption of the power source increases as well as does the system efficiency from η sys = 0.75 to more than η sys = 0.81 (Fig. 1).

Influence of the welding power on the efficiency of GMAW (filler and base material steel, electrode diameter 1.2 mm, distance contact tube/plate 18 mm, 15 l/min 5 % CO2 95 % Ar, welding speed 40 … 90 cm/min, welding parameters given in Table 1)
-
(a)
Heat input into the component
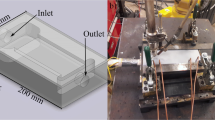
To determine the heat transferred by the welding process into the component, a novel differential temperature calorimeter, as illustrated in Fig. 2, is used.

Schematic of the setup for calorimetric measurements during welding
The automated manipulation of the welding torch along the inclined metal plate and the simultaneous increase of the water level in the calorimetric vessel with a defined distance to the welding process is the technical basis for this system.
After completion of the welding process, the whole plate is immersed in the water until a temperature balance between plate and water is reached. Several highly sensitive Pt 100 thermocouples (ΔT = ±0.05 K, category 1/10 DIN) placed inside the calorimetric vessel ensure that the temperature difference of the water between the start and end of the welding is recorded. Finally, the ratio between introduced heat into the plate and the electrical work of the welding process is used to calculate the efficiency of the welding process.
Analysis of possible sources of error of the system has shown that the standard deviation of the efficiency is close to ±3 %. Exemplarily for the GMAW process, the influence of the wire feed speed and the distance between the contact tube and the plate on the process efficiency is discussed.
Changing the wire feed speed results in an adaption of the welding power. As a result, with increasing power, the welding arc changes its mode from short arc to spray arc. For the spray arc (higher wire feed speed), the mechanism of energy transfer is changed and takes place without short circuit compared to the short arc. This reduces the effective efficiency, as visualised in Fig. 3. In this mode, the main energy flow is dominated by the welding arc and not by resistance heating as it is for the short arc process. The relation between the energy transfer mode of the welding arc and the resistance heating as well as defined coefficients of influence can be analysed.

Influence of the wire feed speed on the effective efficiency of GMAW (filler and base material steel, electrode diameter 1.2 mm, distance contact tube/plate 18 mm, 15 l/min 5 % CO2 95 % Ar, welding speed 40 … 90 cm/min, welding parameters given in Table 1)
The increasing distance between the contact tube and the plate from d = 10 mm to d = 40 mm results in a decrease of the welding power of 50 %. At the same time, the effective efficiency is increased by more than 10 %, as shown in Fig. 4. For this investigation, the welding arc surface area was kept constant. The melting volume of the filler material is constant as well.

Influence of the distance of the contact tube on the effective efficiency of GMAW (v W = 10 m/min; filler and base material steel, electrode diameter 1.2 mm, welding arc length constant, 15 l/min 5 % CO2 95 % Ar, welding speed 70 cm/min)
A reduction of the effective efficiency and an increase of the welding power has been observed when increasing the welding voltage using a fixed distance between contact tube and plate.
-
(b)
Determination of power losses
In addition to the measurement of the heat introduced into the component, radiation and conduction losses as well as the convective heat of the welding arc are determined with a water cooled double-walled bell-shaped measurement system, see Fig. 5. This bell is attached to the welding torch and encases the welding arc. The measurement of the temperature difference of the cooling water at the input and the output of the bell allows the calculation of radiated, convective and conductive losses of the welding arc. Analysis of possible sources of error showed that the standard deviation of this measurement setup is ±4 %.

Bell measurement system to determine the radiation, conduction and convection energy of the welding process to the surrounding atmosphere
Additionally, the temperature difference between the input and output of the torch cooling water is directly measured at the welding power source. This allows the calculation of the quantity of heat dissipated to the cooling water from the welding torch and its current conducting components, as well as the current-water cable. The standard deviation of the measurement system is ±2 %.
Welding power and welding arc surface area increase when the wire feed speed, i.e. welding power, is increased (condition: adaption of voltage) as illustrated in Fig. 6. Doubling the wire feed speed causes more than a triplication of the radiation, conduction and convective energy losses. This is mainly governed by an increase of the welding arc surface and the arc temperature. In spray arc mode, the welding arc is continuously on. Thereby, the welding arc is constantly longer and the arc surface area is larger compared to the short arc process. This explains the increase of the radiation, convection and conduction losses of the welding arc in spray mode.

Influence of the wire feed speed on losses of GMAW (filler and base material steel, electrode diameter 1.2 mm, distance contact tube/plate 18 mm, 15 l/min 5 % CO2 95 % Ar, velocity 40 … 90 cm/min, parameters Table 1)
By doubling the wire feed speed, the energy losses to the torch cooling system also steeply increase by a factor of 2.6. Thus, the energy balance of the whole system is significantly altered by changing the type of arc mode, as stated above.
Increasing the welding voltage with constant distance between the contact tube (current is constant) and the plate as well as at constant wire feed speed the welding arc surface increases. To analyse the welding arc surface, high-speed camera videographs were recorded to measure the arc length and width. The arc surface is then calculated for a right circular cone. The welding current is nearly constant, so that the heat losses by the resistance heating of the current carrying cable are almost constant as well. On the other hand, the resulting welding power raises about 12 % by an increasing voltage by 6 V (27 … 33 V). In addition to the increased welding arc surface, consequently the radiation, convection and conduction losses sharply increase, as illustrated in Fig. 7.

Influence of the welding voltage on losses of GMAW (v W = 10 m/min; filler and base material steel, electrode diameter 1.2 mm, welding arc length constant, 15 l/min 5 % CO2 95 % Ar, welding speed 70 cm/min). Note: 0 % correction describes reference parameter set given in Table 1
2 Experimental setup for droplet and welding arc calorimetry
In general, the experimental investigation of the mean droplet temperature during the welding process is difficult. This is mainly due to the process characteristics of the GMAW process, which includes a high droplet rate, high plasma temperature and a high radiation, convection and conduction energy of the welding arc. Therefore, calorimetric methods have proven to be most suitable to measure droplet temperature. All measuring methods [5] are based on the separation of the droplets from the welding arc. After separation, the droplets fall into a liquid or a calorimetric vessel.
Basically, a pipe electrode replaces the component during the experiments, as illustrated in Fig. 8. This system has the function to separate the molten droplets from the welding arc and to measure the transmitted energy or heat of the welding arc. This pipe electrode in principle consists of a steel tube with a copper plate brazed into the centre portion. In this plate, different copper inlets with variable geometry can be introduced and during the welding process, the welding arc burns on these copper parts. All the time, a constant flow of tempered water is passed through the pipe. The integrated heat by the welding process heats the water and the temperature difference between inlet and outlet flow can be measured. This is realised by integrated high-precision thermocouples and with the knowledge of the flow rate and time or the volumetric flow as well as the specific heat capacity of water. So the introduced amount of heat can be calculated.

Schematic of the pipe electrode to separate the droplets from the welding arc during GMAW and measure the welding arc energy
The developed system has to perform two essential functions: the separation of the droplet from the arc and the measurement of the welding arc energy.
To raise the accuracy of the droplet calorimetry the falling distance of the molten filler metal has to be as short as possible. Figure 9 shows a schematic of the structure of the droplet calorimeter.

Schematic of the droplet calorimeter
The calorimetric vessel is a thick-walled, cylindrical plastic tank, where two high-precision thermocouples type Pt100 1/10 DIN are integrated to measure the temperature of the water. To ensure a rapid and uniform heat exchange, the water is circulated by using a magnetic mixer. A droplet catcher made of steel is integrated in the vessel. In this droplet catcher, the solidified metal droplets are collected in order to remove them after the measurement. The droplet size as well as their mass is measured after the experiment.
With knowledge of the calorimeter mass and the mass of the calorimetric liquid as well as the resulting temperature difference, the introduced amount of heat through the droplets can be calculated. Thereby, the average temperature of the droplets can be determined.
3 Results and discussion
Different GMAW process parameters were varied systematically and the influence on the energy balance of the system was analysed. The role of wire feed speed and distance of the contact tube to the welding plate is discussed in more detail.
-
(a)
Effect of wire feed speed
During pulsed GMAW, the droplet temperature and the welding arc power is analysed in response to the wire feed speed.
The welding power, i.e. current, rises with increasing wire feed speed. Due to the higher current density, the resistance heating in the wire increases. Simultaneously, the welding arc temperature increases [6]. As a result, the heating of the weld metal droplet is increased as well.
The volume and mass per droplet remains constant for the considered power range. Consequently, under the condition of a constant droplet volume and increasing wire feed speed, the increasing weld metal volume can be explained by an increasing droplet frequency and fall velocity of the droplets. The reduced time of the droplets in the welding arc results in a reduced droplet temperature.
Both factors, i.e. increasing current density and higher droplet velocity, are concurrent phenomena regarding the droplet temperature. These findings are in good agreement with the investigations presented in [7]. This is probably the reason why the droplet temperature increases just by ΔT Tr = 100 K when wire feed speed is raised from v D = 4 m/min to v D = 8 m/min, as illustrated in Fig. 10.

Influence of the wire feed speed and the wire diameter on the droplet temperature (filler material G3Si 1, pulsed characteristic, shielding gas flow 15 l/min Ar, distance contact tube/electrode 10 mm, droplet drop height 70 mm)
Figure 11 shows the shares of the welding power which is transferred into the component by the filler material (efficiency of the droplets) and the welding arc (arc efficiency). The efficiency of the droplets increases with increasing wire feed speed. At the same time, the arc efficiency decreases. This reveals a shift of the energy transfer mode by changing the wire feed speed. The effect can be explained by the increasing resistance heating of the stick out with increasing welding current, respectively, wire feed speed. Thus, the required amount of energy of the arc to melt the filler material decreases. In addition, the proportion of the radiation, conduction and convective energy of the welding arc increases with increasing wire feed speed, as shown in Fig. 6.

Influence of the wire feed speed on the efficiency (filler material d = 1 mm G3Si 1, pulsed characteristic, shielding gas flow 15 l/min Ar, distance contact tube/electrode 10 mm, droplet drop height 70 mm)
Theoretically, the accumulated efficiency of the welding arc and the droplet efficiency should be equal to the effective efficiency of the process. However, the diagram shows that the average accumulated efficiency is 69 % compared to the effective efficiency of 73 % determined by the calorimetric experiments given above. The lower accumulated efficiency can be explained by the higher radiation, conduction and convective losses, for example by the welding arc driving through the borehole of the copper electrode during the welding process. Also the longer fall path of the molten filler material and the reduced ionization energy of the copper material of the pipe electrode represent two additional potential sources of errors.
-
(b)
Effect of the distance between contact tube and copper electrode
Another important task of this research was to analyse the influence of different distances between contact tube and copper electrode on the mean droplet temperature. Increasing the distance between contact tube and plate results in a change of the arc geometry. To eliminate this influence, the correction of the welding voltage was adjusted during the process (current was kept constant) to realise a constant welding arc length and geometry. Figure 12 shows that the droplet temperature increases with increasing distance between contact tube and electrode. The increase in temperature between a contact tube distance of s = 9 mm and s = 18 mm is about ΔT Tr = 150 K. However, above a contact tube distance of s = 18 mm, the mean droplet temperature falls again.

Influence of the distance between contact tube and copper electrode on the droplet temperature (filler material d = 1 mm G3Si 1, pulsed characteristic, v W = 6 m/min, shielding gas flow 15 l/min Ar, droplet drop height 70 mm)
With increasing distance of the contact tube to the electrode, the length of the stick out increases. The arc length is maintained constant. In consequence the resistance heating of the filler material increases but a too long stick out inhibits a stable welding process [7].
At the same time, the resulting welding power decreases when the distance between contact tube and copper plate increases. Since the wire is already preheated by the resistance heating of the stick out, less energy of the welding arc is required to detach the droplet. This fact is also evident in Fig. 13. While the arc efficiency decreases from η arc = 0.48 (d = 9 mm) to η arc = 0.43 (d = 24 mm), the droplet efficiency increases from η dr = 0.24 (d = 9 mm) to η dr = 0.33 (s = 24 mm). Consequently, the accumulated efficiency increases from 72 to 76 %.

Influence of the distance between contact tube and copper electrode on the efficiency (filler material d = 1 mm G3Si 1, pulsed characteristic, v W = 6 m/min, Shielding gas flow 15 l/min Ar, droplet drop height 70 mm)
During this investigation, the pulse rate and deposition rate was unchanged and kept constant. The reduction of the droplet temperature for a distance between the contact tube and electrode in the range of d = 21 … 24 mm can be attributed to the reduced welding power which is confirming results described in [8]. In this publication, the filler material during GMAW was preheated with a GTAW arc. Thus, the wire temperature was increased at the detachment point of the welding arc, respectively, at the drop-off point of the wire. In consequence, the heat input in the component, the welding current and the penetration decreased. The results of the present study are in good agreement with the findings and explanations on the influence of the distance between contact tube and electrode during welding in the GMAW process.
Analyses of cross sections, illustrated in Fig. 14, show that the total melting efficiency for the same wire feed speed remains unchanged. The melting efficiency is the ratio between the theoretically required energy to melt the weld metal and the energy input into the component. With the parameters given in Figs. 12 and 13, the melting efficiency is relatively constant at η melt = 0.41. However, the relation between molten base and filler material changes. For a distance between contact tube and plate of d = 9 mm efficiencies of η melt_BM = 0.14 (base material) and η melt_FM = 0.27 (filler material) were calculated. The proportion of the molten base material to the whole weld seam volume is reduced drastically with increasing the distance between contact tube and plate. The values of both melting efficiencies are η melt_BM = 0.06 and η melt_FM = 0.35 when a constant distance between contact tube and plate of d = 24 mm was used. In summary, with increasing distance between the contact tube and the plate, the penetration into the base material decreases. This is due to the lower intensity of the welding arc by the reduction of the welding power. In contrast, the droplet temperature and the efficiency increase. Consequently, the welding arc and its intensity are mainly responsible for the penetration in the base material and the contribution of the superheated droplet to penetration is only minor.

Cross sections of GMA welds fabricated with different distances between contact tube and plate (v W = 10 m/min; filler and base material steel, electrode diameter 1.2 mm, 15 l/min 5 % CO2 95 % Ar, welding speed 80 cm/min)
4 Conclusions
In summary, the influence of the wire feed speed on the energy balance of GMAW is shown in Fig. 15. With increased wire feed speed, the percentage of the transferred heat in the component in relation to the resulting welding power decreases. The effective efficiency (proportion of introduced energy into the component in relation to the welding energy) decreases for pulsed welding from η eff = 0.83 (v D = 2 m/min) to η eff = 0.75 (v D = 10 m/min). The range of efficiencies for varying wire feed speed is lower than that for different arc modes (difference of 14 %). Thereby, the effective efficiency in the lower power range is higher than in the upper power range when spray arc is used.

Influence of the wire feed speed on the energy balance for GMAW (filler and base material steel, d = 1 mm G3Si1, pulsed characteristic, 15 l/min 5 % CO2 95 % Ar, welding speed 40 … 80 cm/min)
The proportion of the radiation, conduction and convective energy of the welding arc increases from 7 to 12 %, by increasing wire feed speed from 2 to 10 m/min. Compared to the standard welding arc characteristic, the radiation, conduction and convective energy fraction in the lower power range is slightly higher and slightly lower in the upper power range when pulsed a welding process is used. The transferred cooling energy to the welding power source increases from 6 to 9 % when wire feed speed is increased.
By the variation of the process variables described, mean droplet temperatures between T Dr = 2,350 … 2,700 °C are determined. These temperatures are on the same level as the results of Jenkins et al. [5]. The studies also show that a specific manipulation of the droplet temperature during the welding process is not possible and droplet temperature depends on several parameters.
While in the lower power range, the penetration area in relation to total weld seam area is relatively small (17 %), the proportion of penetration (36 %) increases with increasing wire feed speed, as illustrated in Fig. 16. Cross sections (Fig. 16) also show that the weld seam width increases and the wetting angle decrease with increasing wire feed speed at a constant energy input per unit length. This phenomenon can be explained by the fact that an increased droplet temperature also decreases the viscosity of the molten metal droplets. This is promoted by the increased surface heating due to the larger welding arc surface and the hotter welding arc [7].

Cross sections of GMAW with different wire feed speeds (filler and base material steel, d = 1 mm G3Si1, pulsed characteristic, 15 l/min 5 % CO2 95 % Ar, welding speed 40 … 80 cm/min)
The investigations of the influence of distance between the contact tube and the plate on the weld geometry also allow to conclude that the penetration is mainly caused by the welding arc (Figs. 13 and 14) and only minor by the weld metal droplets. So the molten filler material has only a minor influence on the depth of penetration.
References
DIN EN 1011–1 (2009) Welding—recommendations for welding of metallic materials—Part 1: “General guidance for arc welding”; German version EN 1011–1
SEW 088 (1993) Supplemental sheet 2: “Weldable fine grained steels; guidelines for processing, particular for fusion welding”
Hälsig, Kusch, Mayr (2012) New findings on the efficiency of gas shielded arc welding. Weld World 56(11–12), ISSN: 0043–2288
Hälsig, Mayr (2013) Energy balance study of gas-shielded arc welding processes. Weld World, issue June 2013, doi:10.1007/s40194-013-0073-z, ISSN 0043–2288
Jenkins, Mendez, Eagar (2006) Effect of arc welding electrode temperature on vapor and fume composition. Weld J, ISSN 0043–2296, pp. 491–496
Rouffet, Wendt, Gött, Kozakov, Schöpp, Weltmann (2010) Spectroscopic investigation of the high-current phase of a pulsed GMAW process. Br J Appl Phys, issue 43, ISSN: 0022–3727, pp. 1–9, article No.: 434003
Schellhase (1985) Der Schweißlichtbogen – ein technologisches Werkzeug, VEB Verlag Technik, 1. issue, Berlin (only in German)
Jun, Hongming (2013) Effect of the wire temperature on the weld formation in GMAW. Adv Mater Res 652–654, S. 2289–2292
Acknowledgments
This work was part of research project IGF Nr. 15.562B/ DVS-Nr. 03.0378 of the research coalition “Deutscher Verband für Schweißen und verwandte Verfahren e.V.” (DVS) and was promoted by the programme for industrial alliance research (IGF). The financial support by “German Federal Ministry of Research and Technology” via the consortium “AiF” is gratefully acknowledged.
The Cluster of Excellence “Energy-Efficient Product and Process Innovation in Production Engineering” (eniPROD®) is funded by the European Union (European Regional Development Fund) and the Free State of Saxony. Further studies could be conducted only by promoting by the Excellence Initiative of the Chemnitz University of Technology “eniPROD”. For this promotion and support is gratefully acknowledged.

Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2505, recommended for publication by Commission XII “Arc Welding Processes and Production Systems.”
Rights and permissions
About this article

Cite this article
Haelsig, A., Kusch, M. & Mayr, P. Calorimetric analyses of the comprehensive heat flow for gas metal arc welding. Weld World 59, 191–199 (2015). https://doi.org/10.1007/s40194-014-0193-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-014-0193-0