
Abstract
Experimental fatigue data for high-frequency mechanical impact (HFMI)-treated butt welds with low stress concentrations have been collected and analysed using the effective notch stress (ENS) method given by the International Institute of Welding (IIW). The aim of this study is to suggest a more reliable fatigue assessment procedure for HFMI-improved butt welds with low stress concentration factors. In total, 165 published test results for butt welds subject to R = 0.1 and R = 0.5 axial loading are presented. K n, min values for the ENS approach are suggested in order to avoid computational problems due to low stress concentrations at the weld toe. Minimum notch stress concentration values are suggested based on the material yield strength (f y ). All the data is presented with respect to previously proposed and verified material f y correction method. For HFMI-treated butt welds in the ENS system, the use of the K n, min values with the f y correction representing one fatigue class (approximately 12.5 %) increase in strength for every 200-MPa increase in f y has been proposed and verified.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
- f y :
-
Yield strength
- f y, o :
-
Reference yield strength
- FAT:
-
The IIW fatigue class, i.e. the nominal or effective notch stress range in mega pascals corresponding to 95 % survival probability at 2 × 106 cycles to failure (a discrete variable with 10–15 % increase in stress between steps)
- K:
-
Stress concentration factor
- m 1 :
-
Slope of the S-N line for stress cycles above the knee point
- m 2 :
-
Slope of the S-N line for stress cycles below the knee point
- R :
-
Stress ratio (σ min/ σ max)
- N f :
-
Cycles to failure
- ΔS :
-
Nominal stress range
- t :
-
Plate thickness of the specimen
- ρ :
-
Radius
- σ :
-
Nominal stress (linear-elastic)
- σ N :
-
Standard deviation in Log(N f )
- k :
-
Characteristic value corresponding to 95 % survival probability at 2 × 106 cycles to failure (continuous variable)
- f :
-
Effective
- s :
-
Hot spot stress
- m :
-
Mean value corresponding to 50 % survival probability at 2 × 106 cycles to failure
- n :
-
Notch stress
- w :
-
The notch factor or limit of a weld defined as the ratio of the ENS to SHSS
1 Introduction
The fatigue strength of high-frequency mechanical impact (HFMI)-improved welds has been investigated recently, and the design procedures for this improvement method have been proposed after an extensive literature review [1]. The presented fatigue resistance curves have been defined based on the nominal stress (NS), the structural hot-spot stress (SHSS) or the effective notch stress (ENS) using stress analysis procedures as defined by Commission XIII of the International Institute of Welding (IIW) [2, 3].
Previous investigations in terms of the NS method included a single set of improvement procedure with various FAT values that depend on the specimen geometry [4, 5]. These were based on the three commonly used test specimens, namely longitudinal non-load-carrying attachments, cruciform joints and butt welds. Further evaluations were performed for HFMI-treated fillet welds (longitudinal non-load-carrying attachments and cruciform joints) by using the local assessment approaches (the SHSS and the ENS) [6]. In the SHSS approach, two sets of characteristic values were suggested separately for load-carrying and non-load-carrying fillet welds. Meanwhile, in the ENS method, only one set of FAT values was defined for all types of fillet welds. All of these suggestions have been compiled and presented by Marquis et al. [1].
In the ENS method, it has been frequently pointed out that possible computational problems may arise when assessing the mild notches with relatively low stress concentrations (K) [3]. These kind of notches can be observed at weld toes that have been ground, have small flank angles (e.g. butt welds) and/or are in thin plates. One way to solve this problem for as-welded joints has been given by Fricke [3]. The notch factor or limit K w of a weld has been defined as the ratio of the ENS to the SHSS. A minimum value of K w = 1.6 has been recommended. In other words, both the SHSS and the ENS at a weld toe need to be checked, and the latter assumed to be 1.6 times the former if it is found to be less. On the contrary, Pedersen et al. [7] have reported K w ≥ 2 based on a comprehensive work on the evaluations of notch stress for as-welded butt joints. Sonsino et al. [8] have studied on design slope problems about the fatigue assessment of thin/flexible welded joints (e.g. butt joints) using the ENS approach. In that study, the use of an S-N slope of 5 while maintaining the FAT 225 has been suggested for these particular geometries. These mentioned studies have considered the problematic issues only as-welded joints, especially for butt welds. In the case of HFMI-treated butt welds, on the other hand, the computational issues in local assessment methods (e.g. ENS, SHSS) are considered to occur mostly due to the application of treatment at the weld toe region such that it results with an impacted material which is highly plastically deformed causing changes in the material microstructure and the local geometry as well as the residual stress state [1]. Hence, the beneficial effect of these physical changes should be implemented in a way that fatigue strength improvement can be adequately represented also for the local assessment methods.
For the HFMI-treated welds with low K, Marquis et al. [1] have defined the minimum SHSS concentration values, K s,min, depending on different steel grades. This has been promising for the use of the SHSS approach. However, when HFMI-treated butt welds (a kind of mild notch) are analysed in the ENS system using K w ≥ 1.6 from Fricke [3] and K s,min values from Marquis et al. [1], still relatively weaker data points may be obtained even though similar characteristic values are observed with respect to HFMI fillet welds in the NS system [5]. In this study, weaker data points are considered as the fatigue data of HFMI-treated butt welds in the ENS method without including the aforementioned physical changes at the weld to region. Thus, the characteristic values are certainly far below FAT classes which were given by Marquis et al. [1]. Nonetheless, FAT classes should also be valid for HFMI-treated welds with mild notches. Therefore, additional special considerations, which is defined as the minimum ENS concentrations (K n, min) based on the f y , are needed for HFMI butt welds in order to overcome this inconsistency.
The aim of this paper has been to suggest a more reliable fatigue assessment procedure for HFMI-improved butt welds with low stress concentration factors. It has been observed that already-known FAT classes for HFMI fillet welds in the ENS method are also applicable with K n, min. These K n, min values are given in this study. Fatigue strength assessments which are based on constant amplitude stress ratios at R = 0.1 and R = 0.5 fatigue test data for HFMI-improved butt welds have been presented. Fatigue data has been evaluated both with and without the previously proposed correction for the material yield strength [5].
2 Analysis methods
2.1 Correction for HFMI-treated butt welds using ρ f = 1 mm
As mentioned previously, the design proposals for HFMI-treated fillet welds were presented in terms of local approaches after evaluating all test data together by considering the yield strength correction method [6]; see Fig. 1. In that proposal, the increase in FAT classes for HFMI welds were shown as a function of yield strength using m 1 = 5 [4]. Since the characteristic curves for improved joints have not been previously defined by the IIW, the dashed line in Fig. 1 shows the characteristic value for joints in the as-welded condition.

Proposed maximum increases in the number of FAT classes as a function of f y from [6]
In the current study, instead of using K w , the notch factor or limit K n, min of a butt weld has been defined as the ratio of the ENS to NS; see Eq. 1.
At this point, it should be noted that the author is aware of possible difficulties for evaluating the NS in complex structures. However, with the help of the simplicity of the butt weld geometry, the basic definition of the NS, force divided by the area of interest, can be assumed herein. The special considerations are suggested for butt welds with low K n to overcome the mentioned computational issues. For this consideration, K n, min values are defined according to the f y correction method [5] and the already-known FAT values which were derived for the ENS concept using ρ f = 1 mm; see Table 1. In other words, all the benefits coming from HFMI treatment method are implemented in K n values. Thus, it means that calculated K n values obtained for butt welds from the finite element analysis and tabulated K n, min values need to be checked, and the latter is assumed to be used depending on f y if it is found to be less.
2.2 Published data
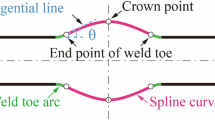
In this study, it has been decided to perform the notch stress analysis considering an artificial notch radius ρ f = 1 mm, using procedures as described by Fricke [3]. Only HFMI-treated butt weld test results were considered as a mild notch; see Fig. 2. All the available data were extracted from the literature. Preliminary observations were performed on the data which was obtained at R = 0.1 fatigue loading because of consistency with the previous studies [5, 6]. Further evaluations were also done using butt weld data which were subjected to R = 0.5 fatigue loading.

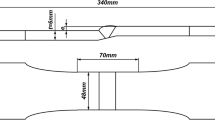
Investigated joint type
The analysed 165 data points from 15 data sets for R = 0.1 and R = 0.5 are summarized in Tables 2 and 3, respectively. These tables show thickness, f y , HFMI treatment method and the number of test specimens for each data set. In cases where f y was not specifically reported, values were taken from published data sheets [10]. Wherever possible, failure modes other than at the weld toe and run-outs have been excluded. The yield stress of steel grades varied from 267 to 960 MPa, and specimen thickness varied from 5 to 16 mm.
The ENS concentration factors, K n , at the weld toe were evaluated using 3D finite element models having a weld toe radius ρ f = 1 mm for each specimen geometry. Second-order solid elements were considered, and the maximum element size close to the weld toe and/or root and overall in the model was limited to R/10 and 1 × t in all of the analyses. The number of elements over 360° arc was 62. Weld toe angle was idealized to 30° for the case of butt joints as recommended by Fricke [3]. This approach was used for all specimens, even if information on the real weld profile would have been available. In the finite element analyses, symmetry was used, and a unit stress was applied to the ends of models to obtain maximum principal stresses at the weld toe. Moreover, the SHSS concentration factors, K s , values were also evaluated in order to show the unity of them for butt welds; see Tables 2 and 3. The K s was determined taking the stress value at a distance of 2 mm from the transition between straight and curved parts [3].
Marquis et al. [1] have suggested minimum FAT class reduction due to the stress ratio influence. These penalty values with respect to the maximum increase in the number of FAT classes as a function of f y are shown in Table 4. In this study, FAT values from Table 1 were reduced accordingly by using Table 4 for the R = 0.5 data in Table 3. Namely, three FAT class reduction were made for stress ratio R = 0.5.
3 Results
Results of the finite element analysis for the ENS method are given in Tables 2 and 3. Values from analysis in parentheses are multiplied by a 10 % stress magnification factor due to a possible misalignment [2]. The structural stress values 2 mm away from the weld toe are also presented in order to show the unity of them. Other important details, such as f y and specimen thickness, of considered studies are also shown in these tables.
Tables 5 and 6 present results of the regression analysis of all the data based on the R ratio in the ENS system. Results are shown separately for both without and with K n, min values. The regression analyses were performed both with and without the previously proposed and verified material f y correction method. Since the f y correction procedure requires the selections of a reference yield strength, f y, o = 355 MPa was selected for this analysis. The best-fit regression mean curves and the characteristic curves are based on a forced S-N slope of m 1 = 5. Figure 3 shows the available fatigue data for HFMI-treated butt welds in the ENS system without the K n, min values. Figure 4, on the other hand, shows the same data by taking into account the suggested K n, min values based on the material f y from Table 1. Separate columns in each figure show the results without and with the yield strength correction method. The best fit regression mean and characteristic lines from Tables 5 and 6 are also shown.


4 Discussion
4.1 Effects of the f y correction method
For R = 0.1 data analysis, it is obvious from Table 5 and the first rows of Figs. 3 and 4 that the f y correction method results with reduced σ N and lower ΔS m , whereas it increased ΔS k values. For R = 0.5 data results, which are presented in Table 6 and the second rows of Figs. 3 and 4, the f y correction method results with reduced σ N and lower ΔS m , though it did not change ΔS k values so much. Nevertheless, the scatter bands in all analysis were clearly decreased after the f y correction. This was normal and expected since these values were adjusted at a reference yield strength f y, o = 355 MPa for HFMI-treated specimens. The mean values are higher without the f y correction method because data sets based on stress ratio include several steel grades with 355 < f y ≤ 960 MPa.
4.2 Effects of the special considerations (K n, min¨)
Tables 5 and 6 present the computed best-fit mean and characteristic values without and with the K n, min values for the ENS method based on R ratio. Figures 3 and 4 show these evaluations graphically. For R = 0.1 data, the use of the K n, min values without the f y correction increased the ΔS m and σ N values, whereas did not change ΔS k value so much. The K n, min values with the f y correction also increased the ΔS m and ΔS k values whereas decreased the σ N . For R = 0.5 data, the use of the K n, min values without the f y correction increased the ΔS m and σ N values whereas decreased the ΔS k value. The K n, min values with the f y correction increased the ΔS m and σ N values, whereas it did not change the ΔS k value so much. The increase in ΔS k value for R = 0.1 data was expected since the K n, min values were applied to more than half of the data points, namely 58 data points out of 119 were adjusted using the K n, min values. For R = 0.5 data, on the other hand, the ΔS k value increased slightly even though 22 data points out of 46 were adjusted using the K n, min values.
In all analysis the f y correction was done at a reference yield strength f y, o = 355 MPa. Results of this study for R = 0.1 data (ΔS m = 528 MPa, ΔS k = 409 MPa and σ N = 0.32) are consistent with respect to the previously evaluated and reported mean and characteristic values for HFMI-improved fillet welds (ΔS m = 519 MPa, ΔS k = 406 MPa and σ N = 0.32 from [6]). Hence, fatigue strength of HFMI-improved butt welds with low K n now can be assessed by the K n, min values and the f y correction method for the ENS system. This was shown for HFMI-improved butt welds in this study.
The proposed S-N curve for 550 < f y ≤ 750 MPa is FAT 400, and the corresponding K n, min value is 2.1. These values claim FAT 190 for fatigue strength of a parent material which is above the IIW recommended FAT 160 [2]. Several studies on the effect of plate edge condition have been done, and it has been shown that FAT 190 can be obtained particularly for higher-strength materials with roughness Ra < 9 μm by laser cut [9]. Hence, this should be checked carefully as applying the proposed K n, min values. Additional tests on the parent material should be carried out if necessary.
For the special consideration, the minimum K n values in Table 1 were determined based on HFMI-treated butt weld data, FAT classes from Table 1 for fillet welds and notch stress values in Table 2 as well as considering the K s, min values from Marquis et al. [1]. By this approach, instead of using K w in accordance with σ s , which is close to unity for butt welds, the use of K n as the ratio of ENS to NS, Eq. 1, found to be a more practical and easier-to-implement solution. In other words, the ENS approach can be performed with the elimination of the SHSS calculation for HFMI-treated butt welds by considering the material yield strength correction method.
4.3 Fatigue data versus the FAT proposals
The proposed approach was checked by the fatigue data of HFMI butt welds which was presented before. The available HFMI butt weld data was analysed based on two different stress ratios by considering ρ f = 1 mm and the f y correction method. The results are shown based on different steel grades in Fig. 5 for R = 0.1 and in Fig. 6 for R = 0.5. The minimum ENS concentrations were also used as suggested by the limits from Table 1. The corresponding FAT classes from Table 1 are given as a solid line for R = 0.1 data in Fig. 5. Three FAT class reductions for R = 0.5 as suggested by Marquis et al. [1] in Table 4 are shown in Fig. 6. In other words, FAT 250 and FAT 320 are shown for 355 < f y ≤ 550- and 750 < f y ≤ 950-MPa steel grades in the case of fatigue data subjected to R = 0.5.

Experimental data for HFMI-treated butt welds for R = 0.1 based on the ENS with \(K_{n,\min }\). Design curves are from Table 1

Experimental data for HFMI-treated butt welds at R = 0.5 which is presented in the ENS system with \(K_{n,\min }\). Reductions for design curves are from Table 4
All the available data is conservative with respect to the S-N curves for R = 0.1 in Fig. 5. On the other hand, with the exception of three data points for 750 < f y ≤ 950 MPa in Fig. 6, the available data is also conservative with respect to the S-N curves. In other words, the proposed S-N curves fit well enough compared to the HFMI butt weld test results based on different stress ratios. These results were expected because the data was adjusted accordingly for K n, min values presented in Table 1. It should be noted that K n, min values were defined based on the assumption of already-known FAT classes for HFMI-improved fillet welds also valid for HFMI-improved butt welds.
Dashed lines in Fig. 5 represents the existing IIW characteristic curves for as-welded state. It is clear that the S-N curves for HFMI-improved butt welds follow the data better than do the lines for the as-welded. The HFMI curves allow significantly more applied stress in the high cycle region as compared to the lines for the as-welded. In the low cycle region, however, the proposals in this study can result in lower allowable stresses, especially for lower strength materials. Similar conclusions can be drawn for test results obtained from R = 0.5 stress ratio in Fig. 6.
4.4 A demonstration on R = −1 fatigue data
Neher et al. [15] have recently investigated the fatigue strength of welded components improved by HFMI. Fifteen of HFMI-treated butt welds which were manufactured from high-strength steel with f y = 700 MPa were tested under constant amplitude loading at R = −1. Although various failure modes which included weld toe, weld root and parent material were observed, fatigue data set has been needed and is valuable for this type of joint and loading. Therefore, a comparison of the data with the already-known FAT classes was necessarily done in terms of the ENS system. The plate thickness of the specimen was 8 mm. For this type of butt joint, K n was calculated as 1.79 using ρ f = 1 mm at the weld toe. In Table 1, however, K n, min is suggested as 2.1 for steel grade f y = 700 MPa. Therefore, the latter one was considered for fatigue strength assessment in the ENS method. In Fig. 7, evaluated fatigue data points from Neher et al. [15] and previously proposed FAT class (400 MPa) from Yıldırım et al. [6] for this type of steel grade are presented in the ENS system. For R = −1 data, the HFMI design curve corresponds to the HFMI curve with stress ratios R ≤ 0.15. From the fatigue design point of view, it is obvious that with the exception of only one data point which was failed at weld root, FAT 400 is conservative with respect to data points.

4.5 Further observations
The fatigue data in this study consisted of test results obtained from two different stress ratios (R = 0.1 and R = 0.5), and 1 × 104 ≤ N f < 1 × 107 cycles. All of the S-N curves for HFMI welds presented in this document were assumed to have a slope of m 1 = 5 in the region 1 × 104 ≤ N f < 1 × 107 cycles and m 2 = 9 for 1 × 107 ≤ N f . This represents the more general design case of variable amplitude loading. Special cautions concerning R ratios and variable amplitude were previously given for HFMI welds which were assessed based on the NS method [5]. Those cautions are also valid for the ENS method used in this study.
As mentioned previously, Pedersen et al. [7] have reported a comprehensive work on the evaluations of K w for as-welded butt joints. In that study, K w ≥ 2 has been suggested even for as-welded butt joints considering an empirical relation between K and plate thickness. The IIW recommended K w ≥ 1.6 was compared with the results for K w ≥ 2. It was observed that K w ≥ 1.6 only affects butt joints thinner than 7 mm, whereas K w ≥ 2 affects up to 20 mm. This is found to be consistent with the results which are presented in this study for HFMI-improved butt welds since most of the plate thickness are larger than 7 mm in this study. It is worth repeating that notch stress concentration factor is also dependent on the weld profile, especially the weld angle. However, this influence is excluded as a constant angle of 30° is used.
In this study, only few experimental data for high-strength steels of f y > 950 MPa were analysed for R = 0.1 data. The proposed characteristic curves are slightly conservative with respect to this data. Furthermore, no data point was found for f y < 355 and f y > 950 MPa in the case of R = 0.5 stress ratio. Therefore, more studies are encouraged for these types of steel grades and stress ratios.
5 Conclusion
This study shows one way of assessing HFMI-treated butt welds in the effective notch stress system. A comprehensive evaluation of the published data for butt welds with low stress concentration values subjected to R = 0.1 and R = 0.5 constant amplitude is analysed. In total, 165 improved butt welds have been evaluated in view of the minimum notch factors for the ENS approach. These notch factors have been defined based on the extracted fatigue data. Limits of the stress concentrations at the notches have been suggested according to the material yield strength. Finite element analyses have been performed as defined by the IIW. Fatigue strength assessments have been done based on the previously proposed yield strength correction method.
According to the findings, the following conclusions can be drawn:
-
The already-known FAT classes for HFMI-improved fillet welds have been suggested to be used also for HFMI butt welds by using the K n, min values.
-
For the ENS system, the use of the special considerations with the yield strength correction representing one fatigue class (approximately 12.5 %) increase in strength for every 200-MPa increase in f y has been proposed and verified.
-
In the ENS approach with K n, min, previously proposed four fatigue class improvement with respect to the same weld detail f y ≤ 355 have been verified for butt joints. Meanwhile, this improvement has been extended to represent seven fatigue class improvement for steels with f y > 950 MPa.
-
The previously proposed FAT class reduction for HFMI welds subjected to R = 0.5 has been verified for the available data.
-
The already-known characteristic curves are found to be conservative with respect to the available fatigue test data.
References
Marquis GB, Mikkola E, Yıldırım HC, Barsoum Z (2013) Fatigue strength improvement of steel structures by HFMI: proposed fatigue assessment guidelines. Weld World 57(6):803–822. doi:10.1007/s40194-013-0075-x
Hobbacher A (2009) IIW recommendations for fatigue design of welded joints and components. WRC bulletin 520. The Welding Research Council, New York
Fricke W (2012) IIW recommendations for the fatigue assessment of welded structures by notch stress analysis. Woodhead Publishing Ltd, Cambridge
Yıldırım HC, Marquis GB (2012) Overview of fatigue data for high frequency mechanical impact treated welded joints. Weld World 56(7/8):82–96. doi:10.1007/BF03321368
Yıldırım HC, Marquis GB (2012) Fatigue strength improvement factors for high strength steel welded joints treated by high frequency mechanical impact. Int J Fatigue 44:168–176. doi:10.1016/j.ijfatigue.2012.05.002
Yıldırım HC, Marquis GB, Barsoum Z (2013) Fatigue assessment of High Frequency Mechanical Impact (HFMI)-improved fillet welds by local approaches. Int J Fatigue 52:57–67. doi:10.1016/j.ijfatigue.2013.02.014
Pedersen M, Mouritsen O, Hansen M, Andersen J, Wenderby J (2010) Re-analysis of fatigue data for welded joints using the notch stress approach. Int J Fatigue 32:1620–1626
Sonsino CM, Bruder T, Baumgartner J (2010) SN-curves for welded thin joints suggested slopes and FAT-values for applying the notch stress concept with various reference radii. Weld World 54:11/12
Sperle J-O (2008) Influence of parent metal strength on the fatigue strength of parent material with machined and thermally cut edges. Weld World Issue 7(8):79–92
SSAB data sheets for Domex 420 MC, Domex 700 MC and Domex 960 DATASHEETS: 11-02-03 GB8415 DOMEX, 11-02-03 GB8421 DOMEX and 11-02-16 GB8435 DOMEX. http://www.ssab.com/en/Products--Services/Products--Solutions/Products/. Accessed 2 Dec 2014
Wang T, Wang D, Huo L, Zhang Y (2009) Discussion on fatigue design of welded joints enhanced by ultrasonic peening treatment (UPT). Int J Fatigue 31:644–650
Leitner M, Stoschka M, Eichlseder WA (2012) Contribution to the fatigue enhancement of thin-walled, high-strength steel joints by high frequency mechanical impact treatment. IIW Document XIII-2416-12. International Institute of Welding, Paris
Ummenhofer T, Herion S, Hrabowsky J, Rack S, Weich I, Telljohann G, Dannemeyer S, Strohbach H, Eslami-Chalandar H, Kern AK, Pinkernell D, Smida M, Rahlf U, Senk B (2011) REFRESH – Extension of the fatigue life of existing and new welded steel structures (Lebensdauerverlängerung bestehender und neuer geschweißter Stahlkonstruktionen). FOSTA Research Association for Steel Applications (Forschungsvereinigung Stahlanwendung e.V.) p 702. Verlag und Vertriebsgesellschaft mbH, Düsseldorf. ISBN 978-3-942541-03-9
Janosch JJ, Koneczny H, Debiez S, Statnikov EC, Troufiakov VJ, Mikhee PP (1996) Improvement of fatigue strength in welded joints (in HSS and in aluminium alloys) by ultrasonic hammer peening. Weld World 37:72–82
Neher M, Telljohann G, Grave M (2013) Erhöhung der Lebensdauer geschweißter Bauteile durch Einsatz höherfrequenter Hämmerverfahren — [Increase of the fatigue life of welded components by application of high frequency peening procedures]. Stahlbau 82(4):282–288
Acknowledgments
Support for this work has been partially provided by the Light and Efficient Solutions Program (LIGHT) research programme of the Finnish Metals and Engineering Competence Cluster (FIMECC), the Finnish Funding Agency for Technology and Innovation (TEKES) and the European Research Fund for Coal and Steel under grant agreement RFSR-CT-2010-00032 ‘Improving the fatigue life of high-strength steel welded structures by post-weld treatments and specific filler material’.
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2428, recommended for publication by Commission XIII “Fatigue of Welded Components and Structures”.
Rights and permissions
About this article
Cite this article
Yıldırım, H.C. Fatigue strength assessment of HFMI-treated butt welds by the effective notch stress method. Weld World 58, 279–288 (2014). https://doi.org/10.1007/s40194-014-0113-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-014-0113-3