
Abstract
Segregation of alloying elements and nitrogen loss may have a negative effect on the corrosion resistance of autogenously welded duplex stainless steel. The lean duplex LDX 2101® (EN 1.4162, UNS S32101) has less metal element segregation and improved austenite formation compared to other duplex grades and addition of filler metal is not always necessary to achieve good corrosion properties. In gas tungsten arc welding, nitrogen additions to the shielding gas can counteract nitrogen loss and thereby contribute to achievement of the required phase balance. The element distribution in S32101 welds performed autogenously bead-on-plate with and without nitrogen additions to the shielding gas has been quantified and illustrated with electron probe microanalysis mapping. Local segregation and depletion along the fusion line have been elucidated and explained in terms of epitaxial growth and dendritic solidification behavior. The resulting variations in the corrosion resistance are demonstrated by the pitting resistance equivalent distribution and compared to previously known corrosion data.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The pitting resistance equivalent number, PRE = Cr + 3.3 × Mo + 16 × N (wt%), is generally accepted as giving a rough estimation of the corrosion resistance of stainless steel [1]. This implies that the pitting resistance is primarily governed by the amount and distribution of the elements chromium, molybdenum, and nitrogen. Segregation of these important alloying elements in stainless steel welds may consequently locally lower the corrosion performance. Element partitioning of particularly molybdenum is, for instance, known to decrease the pitting corrosion resistance of austenitic high-alloyed weld metal [2]. To compensate such variations in element distribution, these grades should be welded with over-alloyed filler metal.
Modern duplex stainless steels are alloyed with nitrogen to increase the austenite formation and balance the corrosion resistance between the austenite and ferrite phases. During autogenous gas tungsten arc welding (GTAW), nitrogen loss from the weld metal may lead to insufficient austenite formation and large ferrite grains in the weld metal and the heat affected zone (HAZ). Supersaturation of nitrogen and subsequent precipitation of chromium nitrides in the ferrite grain centers and ferrite–ferrite grain boundaries may have an adverse effect on the corrosion performance when present at the surface exposed to the corrosive medium [3–5]. Nitrogen additions to the shielding gas and nitrogen-based backing (purging) gas have been reported to be beneficial for the pitting resistance by preventing nitrogen loss [5–7].
The lean duplex stainless steel S32101 with fairly high nitrogen and low molybdenum content has improved austenite formation compared to most duplex grades. When this modern nitrogen-alloyed grade is welded autogenously, there is limited grain growth and ferritization of the high temperature HAZ (HTHAZ). The austenite formation can be sufficient to conceal the fusion line so it is more difficult to locate compared to other grades, Fig. 1. Although the HTHAZ often contains chromium nitride precipitates, pitting attack rarely occurs in the fusion line or HTHAZ of thoroughly pickled welds performed using GTAW and laser welding [5].

Examples of weld microstructures over the fusion line. a 254 SMO® (EN 1.4547, UNS S31254) welded with the shielded metal arc process and P12 (Ni Cr 22 Mo 9 Nb) filler, b 2304 (EN 1.4362, UNS S32304) welded bead-on-plate using the GTAW process with 2304 (24 7 NL) filler metal and pure argon as shielding gas, and c S32101 welded autogenously bead-on-plate using the GTAW process and pure argon as shielding gas. The austenite phase is bright and the ferrite dark for the two duplex grades
The objective of this work was to quantify the element distribution in welds performed autogenously bead-on-plate with and without nitrogen additions to the shielding gas, and to make the fusion line visible. This is in turn used to show variations in the expected pitting corrosion resistance.
2 Experimental
The duplex stainless steel used in this work was a 6-mm-thick LDX 2101 (EN 1.4162, UNS S32101) with the composition given in Table 1.
GTAW was performed autogenously bead-on-plate. Pure argon (Ar) and Ar + 2 % N2 were used as shielding gas at a flow of 15 l/min. The voltage was 10.2 V with Ar and 10.6 V when using Ar + 2 % N2. The current was 100 A, the welding speed 2.5 mm/s and the heat input 0.4 kJ/mm. The welding electrode was of thoriated tungsten type with 60° included tip angle. The electrode stick-out and arc lengths were 2.5 mm.
Cross-sections of the welds were polished to mirror finish using a 3-μm diamond paste in the last step, and examined using a modified electron probe microanalysis (EPMA) instrument (ARL-SEMQ, DELL GX1-500) [8]. The instrument contained six wavelength dispersive spectrometers modified for mapping, each containing two crystals made of lead stearate (PbSD). The calibration was performed with an experimental set of nine martensitic Fe–C–N alloys [9] and the wavelength of the PbSD crystals was adjusted using boron nitride (43 % B + 57 % N). The emission current was initially 8,000 nA for mapping metallic elements and 6,000 nA for analyzing primarily nitrogen with high analytical accuracy. The accelerating voltage was 25 kV for all analyses. Mapping was carried out for chromium, molybdenum, silicon, nitrogen, nickel, and manganese by an electron beam of 1 μm diameter scanned over 20 × 20 μm to determine the average content and 2 × 2 μm for more detailed information on element partitioning in the weld metal, HAZ and in the parent metal. Spectra were established using line analysis with three parallel lines for improved statistics. The Leco melt evaporation method was used to confirm the average EPMA nitrogen results.
Crystallographic information was obtained from electrolytically polished samples subjected to analysis in a HKL Channel 5 electron back-scattered diffraction (EBSD) system using a field emission gun scanning electron microscope, FEG-SEM Zeiss UltraTM 55. The electron beam was 20 kV, the working specimen tilt angle 70° and the step size 0.65 μm. The microstructure was elucidated with a modified Beraha II etchant (120 ml H2O + 60 ml HCl + 0.8 g K2S2O5) and the ferrite content was measured using light optical image analysis with Optimas 6.1 software.
The thermodynamic database Thermo-Calc [10, 11] was used to calculate the nitrogen activity, also to estimate the ferritization temperature and thus the sensitivity to grain growth for different alloying compositions. Thermo-Calc was also applied to show how the elements would be distributed during cooling.
3 Results
3.1 Base metal
Figure 2 shows the element distribution in the base metal. Chromium, molybdenum, and silicon were concentrated in the ferrite, while nitrogen, nickel, and manganese were concentrated in the austenite. The measured base metal composition can be found in Table 2.

Distribution of elements in the base metal
3.2 Weld metal
Macromapping of the welds are presented in Figs. 3 and 4 for the argon and Ar + 2 % N2 shielding gas, respectively. The distribution of the elements was rather uniform in the weld metal. However, primarily manganese, nickel, and silicon showed a rather depleted area along the fusion line. A corresponding enrichment of the same elements could be seen in the weld metal. Chromium, on the other hand, showed a rather uniform distribution with no depletion or enrichment along the fusion line. The chromium concentration was higher when welding with pure argon, than with Ar + 2 % N2. The nitrogen distribution was uniform as well, but the nitrogen fraction was higher when adding nitrogen to the shielding gas. There were also tendencies to some nitrogen and molybdenum depletion and enrichment along the fusion line, but this was not as evident as for the other elements. The measured composition of the weld metal using the two different shielding gases is given in Table 3.

Distribution of elements across the weld performed with Ar as shielding gas

Distribution of elements across the weld performed with Ar + 2 % N2 as shielding gas
The EPMA analysis of the weld metal gave consistently slightly higher chromium and manganese values than for the base metal, an observation which probably reflects the attainable analysis limits. The weld metal nitrogen content increased when using nitrogen in the shielding gas, while the chromium and manganese contents decreased.
Etched cross-sections of the welds, the bright phase being austenite and the dark phase ferrite, are shown in Fig. 5. The darker centers of ferrite grains, mainly found in the Ar weld, contain chromium nitride precipitates. More Widmanstätten austenite could be found when welding with Ar + 2 % N2.

Weld metal microstructure of welds carried out using a Ar and b Ar + 2 % N2 as shielding gas
The measured ferrite and nitrogen contents are presented in Table 4. The ferrite content was rather high, although the austenite formation increased when adding nitrogen to the shielding gas. The low heat input of 0.4 kJ/mm was insufficient when welding the 6-mm-thick material bead-on-plate where additional cooling from the surrounding material resulted in shallow penetration. 2 % nitrogen addition gave a weld metal nitrogen content close to that of the base metal.
Figures 6 and 7 show the element distribution in the weld metal for the Ar and Ar + 2 % N2 shielding gases, respectively. The dendrites had some 0.01–0.02 mm spacing, while the grains had rather 0.1 mm spacing. Chromium was slightly enriched in the ferrite phase, while the other metallic elements were distributed in the original dendritic structure with the lowest concentration in the dendrite cores. The solidification mode can, thus, be assumed to have been fully ferritic. Nitrogen controlled the austenite formation and was strictly concentrated in the austenite. The mapping was not sufficiently sensitive to illustrate the chromium nitrides present in the center of the ferrite grains in the weld metal. When welding with Ar + 2 % N2 as shielding gas, the nitrogen fraction increased and improved the austenite formation.

Distribution of elements in the weld metal when using Ar as shielding gas

Distribution of elements in the weld metal when using Ar + 2 % N2 as shielding gas
3.3 Fusion line
Figures 8, 9, and 10 show the element distribution at the fusion line and at higher magnification than in Figs. 3 and 4. Between the weld metal and HAZ, there is a clear transition zone that is depleted in all alloying elements, but chromium and nitrogen. A corresponding enrichment of the same elements can be seen in the weld metal adjacent to the depleted zone. The HTHAZ also showed changed distribution compared to the base metal, meaning that some diffusion of metallic elements has occurred along and close to the fusion line or weld interface. In the center of the larger grains present in the HTHAZ, some traces of nitrogen could be seen. As nitrogen has a limited diffusion range and low solubility in ferrite, these are expected to be chromium nitride precipitates.

Distribution of elements in the fusion line of the weld performed with Ar as shielding gas

Distribution of elements in the fusion line of the weld performed with Ar as shielding gas

Distribution of elements in the fusion line of the weld performed with Ar + 2 % N2 as shielding gas
Spectra were established using line analysis along the fusion line, Fig. 11. The fusion line is depleted in manganese, molybdenum, nickel and silicon, while the same elements are enriched in the weld metal adjacent to the fusion zone. The enriched area contained significantly more manganese, molybdenum, nickel, and silicon than the surrounding weld metal and depleted fusion zone. The chromium content did not vary as clearly over the mapped area as the other elements and showed no depletion, but the standard deviation was rather large.

The average element content evaluated by line analysis in Fig. 8 (showing the manganese distribution) in the cross-section containing weld metal and HAZ performed using pure argon as shielding gas. Each value is an average of three measured parallel lines. Nitrogen was not analyzed in this measurement
3.4 PRE distribution
Figure 12 shows the calculated PRE distribution for the base metal based on the measurements in Fig. 2. The highest PRE was found in the austenite phase, indicating that the ferrite phase would have somewhat lower corrosion resistance.

Calculated PRE distribution in the base metal
Figure 13 shows the PRE distribution for the weld metal based on the measurements in Figs. 6 and 7. Compared to the base metal, the austenite had significantly higher PRE. This is mainly due to higher concentration of nitrogen in the weld metal austenite than in the ferrite phase.

Calculated PRE distribution in the weld metal when using a Ar and b Ar + 2 % N2 as shielding gas
Figure 14 shows the calculated PRE distribution along the fusion line shown in Figs. 9 and 10. The average PRE was significantly higher in the austenite. No local decrease in PRE was seen along the fusion line, since chromium and nitrogen were evenly distributed and the molybdenum content low.

Calculated PRE distribution along the fusion line when using a Ar and b Ar + 2 % N2 as shielding gas
4 Discussion
The trend seen for the EPMA mapping of 6-mm-thick S32101 autogenously welded bead-on-plate using the GTAW process and Ar and Ar + 2 % N2 as shielding gas, was that in the base metal, the ferrite-stabilizing elements chromium, molybdenum, and silicon were partitioned in the ferrite phase, while the austenite stabilizers nitrogen, nickel and manganese were concentrated in the austenite phase. This is in agreement with other investigations on higher alloyed duplex grades [12–16]. Studies of the elemental partitioning in the weld metal showed that nickel, manganese, silicon, and molybdenum were concentrated interdendritically, while chromium was more evenly distributed and somewhat more concentrated in the ferrite. Nitrogen was, on the other hand, strongly segregated in the austenite phase and to a limited extent present as chromium nitride precipitates in the ferrite grain centers along the fusion line and in the HTHAZ. The mapping showed enrichment of metal elements in the weld metal along the fusion line and a corresponding depletion towards the HAZ. The enrichment involved both austenite-stabilizing nickel and manganese and ferrite-stabilizing molybdenum and silicon, while the depleted area showed loss of the same elements. Chromium was more evenly distributed in the analyzed area. The microstructure is, however, controlled by nitrogen, which is strongly concentrated in the austenite. Neither the dendrites nor the fusion line were visible in polished and etched condition. The complicated microstructure and segregation pattern are characterized by the following factors:
-
The diffuse chromium pattern with no distinct variation over the HTHAZ and fusion line
-
The clear elemental distribution revealing a dendritic solidification, most probably in the ferritic regime
-
The lack of a distinct fusion line
-
The band depleted in nickel, molybdenum, silicon and manganese in the fusion line region
-
The microstructure, which does not reflect the segregation pattern
-
The nitrogen distribution
4.1 Diffuse chromium pattern
According to work by Hertzman and Jarl [17, 18] there exists a horizontal tie-line in the ferrite-austenite two-phase area in the Fe–Cr–N system. This implies that to transform austenite to ferrite (and the reverse) only nitrogen has to move even in full equilibrium. The reaction is, as a result, extremely rapid and the austenite formation in such a system will consequently also be very fast. This fact has been utilized in modeling the austenite reformation kinetics at higher nickel levels by assuming paraequilibrium conditions, in which the horizontal tie-line does not apply in equilibrium, since nickel will displace the tie-line towards lower nitrogen contents and increase the chromium distribution coefficient [19]. In the present case, with less than 2 % nickel, the tie-line will probably have an intermediate distribution coefficient. This can also be seen for the composition of S32101 simulated using 0, 1.5 and 5 % nickel in Thermo-Calc, Fig. 15.

Chromium distribution coefficient, KCr = Crferrite/Craustenite for Thermo-Calc calculations for S32101 with 0, 1.5, and 5 % nickel content
There is a small difference in partitioning of chromium between ferrite and austenite in S32101. If the nickel content were higher, the phase distribution would change and the chromium would be more concentrated in the ferrite phase. It means that mapping of chromium for S32101 shows a relatively uniform chromium distribution, while other duplex grades with higher nickel content show higher concentration of chromium in the ferrite and nickel in the austenite. This could, for instance, be seen in duplex steels of 22Cr–6Ni–3Mo–0.18N and 22Cr–10Ni–3Mo–0.12N type, where some partitioning of chromium and molybdenum was found in the ferrite and nickel in the austenite [12, 20]. The element distribution is, however, also related to the nitrogen content.
4.2 Elemental distribution revealing dendritic solidification
The distribution of nickel, molybdenum, silicon, and manganese clearly display secondary dendrites in the weld metal, in contrast to the chromium pattern discussed above. The dendrites in Figs. 6 and 7 show a dendrite arm spacing of 8–20 μm. This is in agreement with the cooling rates and dendrite arm spacings typical for welding [21]. In this case, bead-on-plate welding with low heat input on 6 mm plate contributes a fairly high cooling rate.
It has long been known that when weld solidification occurs with ferrite as the primary phase, the partitioning of the metallic elements in the phases is not as prominent as in the base metal, while nitrogen is partitioned and enriched in austenite to a greater extent than in the base metal [22, 23]. However, Ogawa and Koseki [12, 20] illustrated the partitioning by mapping the weld metal and demonstrated that segregation of metallic elements could follow the dendritic solidification structure. These authors used EPMA mapping on as-welded duplex stainless steel of 22Cr–6Ni–3Mo–0.12N type that displayed large ferrite grains with continuous austenite at the prior ferrite grain boundaries. Chromium was evenly distributed, while nickel and molybdenum were segregated revealing the dendritic structure, whereas nitrogen was located in the austenite. The higher nitrogen alloying in 22Cr–6Ni–3Mo–0.18N was reported to improve the weld metal austenite formation. Composition profiles revealed some partitioning of chromium, nickel, and molybdenum between the phases, but no element showed clear dendritic distribution. Mapping of 22Cr–10Ni–3Mo weld metal illustrated instead depletion of chromium and molybdenum in the austenite in the grain boundaries of an otherwise nearly fully ferritic structure. The austenite was enriched in nickel and nitrogen, but the segregation patterns of nickel were still retained within the ferrite. It was concluded that the nitrogen content was too low. The austenite formation dramatically increased with nitrogen alloying in 22Cr–10Ni–3Mo–0.12N weld metal, where the composition profiles exposed changed in morphology with partitioning of nickel and nitrogen in the austenite, and chromium and molybdenum in the ferrite.
The lean duplex S32101 studied in this work, showed in contrast to the alloys studied by Ogawa and Koseki, both high weld metal austenite formation and dendritic substructure. The cooling rate may also influence the element distribution. In the study by Ogawa and Koseki, the material of a similar thickness, 5 mm, but the heat input was higher, 1 kJ/mm.
4.3 Band void of Mn, Mo, Ni, and Si and lack of distinct fusion line
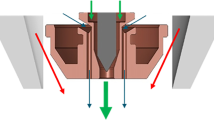
Usually, the emerging fusion front is very even, leading to a clear and visible fusion line. As previously shown for the duplex grade S32304 and the superaustenitic grade S31254 in Fig. 1a and b, respectively. In the present case, as for other nitrogen-alloyed duplex grades such as 2205 (EN 1.4462, UNS S31803) and 2507 (EN 1.4410, UNS S32750), the fusion line is more difficult to reveal, Fig. 1c. The austenite formation is often sufficient to conceal the fusion line. Instead, there is a band of varying appearance located along the imagined fusion line that has been elucidated in this work by EPMA mapping. Generally, it can be stated that all examined metallic elements apart from chromium and iron were depleted in this region, which could be rationalized by the following line of reasoning, illustrated in Fig. 16. The epitaxial solidification is fully ferritic and planar, holding in solution chromium and iron, but pushing all other studied elements in front of the solid–liquid interface. The first solidified material contains primarily iron and chromium and pushes all other analyzed metallic elements in front of the solidification line. This would explain the decreased manganese, molybdenum, nickel, and silicon content in the depleted fusion zone, where the lowest concentration of these elements is seen. With increasing constitutional undercooling, the planar growth continues as cellular growth and when the growth rate becomes critically high, the planar solid–liquid interface becomes unstable [24]. Enrichment of the same elements in the weld metal adjacent to the depleted zone persists and from here the solidification continues as columnar dendritic growth. Chromium is evenly distributed in the weld metal with some higher concentration in the ferrite, while the elements manganese, molybdenum, nickel, and silicon are enriched in the interdendritic area. Nitrogen has a high diffusion rate and rapidly forms austenite on ferrite grain boundaries and grows as Widmanstätten austenite, or precipitates as chromium nitrides in the ferrite grain centers.

Principle of dendritic solidification and austenite formation in S32101 welds
An experiment was carried out to investigate if it was possible to locate the actual fusion line within the depleted zone. A 17Cr–10Ni–2Mo AISI 316L (EN 1.4404) sheet of 0.12 mm was clamped between two S32101 plates and a weld was made bead-on-plate on the surface starting on S32101 material, passing over the AISI 316L sheet onto the next S32101 plate. The weld surface was ground and EPMA mapping of nickel and manganese was performed from above. This was to determine where in the depleted zone the AISI 316L material, with higher nickel and lower manganese than the S32101 material, would melt. When melted close to the HTHAZ, this could indicate that planar growth occurs. When present in the whole depleted zone, this would be a sign of element diffusion from the HTHAZ into the melt at high temperature. The result shown in Fig. 17 indicates that the fusion line could be located anywhere between the border of the depleted zone in the HTHAZ and the center of the depleted zone.

Distribution of elements along the fusion line of S32101 with an AISI 316L sheet clamped between two S32101 plates. The lower two images to the right are more detailed analyses in the intersection where the AISI 316L sheet has been melted by the weld
4.4 Microstructure different from segregation pattern
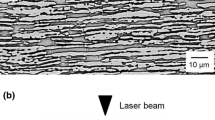
In the modeling of austenite reformation in the HTHAZ, it has been assumed that the metallic elements do not affect the kinetics other than in a secondary way, by affecting the nitrogen activity, whereas the nitrogen is responsible for the microstructure evolution [19, 25]. In a single-phase material, the nitrogen distribution would follow the metallic element distribution according to the isoactivity principle. In a duplex material, the nitrogen distribution will instead be controlled by factors governing the nucleation and growth of austenite and possibly nitrides if these are formed. The microstructure is thus seemingly independent of the segregation pattern. The nitrogen profiles in duplex welds have been quantified a large number of times and all show that the nitrogen is concentrated in the austenite [12, 23]. Examination with SEM (Fig. 18) confirmed epitaxial growth of columnar grains and that the fusion line cannot be seen with EBSD.

EBSD a band contrast and b inverse pole figure (IPF) coloring images
4.5 Nitrogen distribution
The elemental distribution of the metallic elements and the retained segregation patterns do not reflect the microstructure as previously mentioned. Instead, the factors controlling the phase transformation from ferrite to austenite are governed by the nitrogen distribution, since virtually all nitrogen is dissolved in the austenite. The austenite is formed below 1,380 °C and from the fully ferritic range. It nucleates primarily on ferrite grain boundaries and grows as Widmanstätten austenite on cooling. Nitrogen consequently plays the most important role for the austenite formation in duplex stainless steel weld metals [12].
The calculated nitrogen activity for different duplex grades is rather similar for S32101, S32205, and S32750, which all have sharp and narrow activity peak tips representing the ferritization temperature, Fig. 19. This indicates a narrow fully ferritic region. The subsequent austenite formation for these grades would also be rapid due to the high nitrogen activity. S32304, on the other hand, is fully ferritic over a larger temperature range with lower nitrogen activity, which causes more growth of the ferrite grains (see Fig. 1b), but possibly also nitrogen loss in the HTHAZ. This may describe the difference in HTHAZ for S32304 and S32101 in Fig. 1. Ferritization of S32101 has been illustrated by HTHAZ Gleeble™ simulation, in which the material is heated to 1,360 °C followed by water quenching [25], but the Thermo-Calc calculations indicate the qualitatively tendency for other grades. HTHAZ thermo-mechanical simulations of S32304, S32205, and S32750 have also showed larger variations [26].

a Nitrogen activity for S32101 (LDX 2101), S32304 (2304), S32205 (2205), and S32750 (2507) at different temperatures and b magnification of the ferritization temperature range
In the HTHAZ, the fully ferritic region displays a high nitrogen activity and some nitrogen moves primarily from the HTHAZ into the weld metal. Slight enrichment of nitrogen in the weld metal along the fusion line could be perceived in the S32101 weld macromappings in Figs. 3 and 4. The HTHAZ is narrow in the nitrogen-alloyed duplex steels and somewhat obscured by the austenite reformation. The heat input of 0.4 kJ/mm in this work was, in addition, rather low for welding bead-on-plate on 6-mm-thick material, which also contributes to a narrow HTHAZ. In this region, the ferrite fraction could, in theory, be somewhat higher if there has been time for the nitrogen to diffuse away to other areas. On the other hand, higher heat input also means longer cooling times and this would allow more Widmanstätten austenite to transform into the grains from the grain boundaries.
4.6 PRE distribution and corrosion resistance
The calculated PRE distribution for the base metal obtained by applying the PRE equation on each measured position, predicts that the austenite phase would have the highest corrosion performance. This is consistent with pitting corrosion resistance tests carried out on S32101 base metal [27]. The measured base metal composition corresponded well to the heat analysis, with only a small difference between the measured PRE, 25.9 for the heat analysis and 26.1 for the EPMA analysis. The difference in PRE between the phases in the weld metal was larger than in the base metal. The higher nitrogen content in the Ar + 2 % N2 weld generally improved the austenite formation, and gave a slightly higher average PRE, 26.1 compared to 25.8 for pure argon. This increase occurred primarily in the austenite phase, while the ferrite phase still had as low PRE as for the Ar weld, min. 21.6. The weld metal nitrogen content increased when using Ar + 2 % N2 as shielding gas, while the chromium and manganese content decreased. This has previously been seen for welds performed with the GTAW process on S32101, where it was concluded that nitrogen additions to the shielding gas increase evaporation of particularly manganese, but also chromium from the weld metal [28].
It has been shown that welds carried out autogenously with pure argon are most sensitive to pitting attack; while nitrogen additions to the shielding gas, use of nitrogen-based backing gas and over-alloyed filler metal all improve the pitting corrosion resistance of the weld metal [5]. The pitting corrosion resistance measured as the critical pitting temperature according to ASTM G150 was, however, not influenced as significantly after laboratory pickling since also the Ar welds showed high pitting resistance.
Bhatt et al. [7] studied the effect of nitrogen additions to the shielding gas when GTAW a 21Cr–7Ni–2.5Mo–1.7Mn–0.04N type of duplex steel. Chromium and molybdenum were more partitioned in the ferrite and nickel in the austenite when welding with pure argon, whereas the same elements were uniformly distributed between the phases when using 10 % nitrogen in the shielding gas. In contrast, the effect of nitrogen additions to the shielding gas on the distribution of chromium, nickel, and molybdenum was small in the present work. The nitrogen addition was smaller, 2 %, but the base metal nitrogen content is also significantly higher in S32101, 0.226 wt% compared to 0.04 wt% for the material used in the work of Bhatt.
Chromium nitride precipitates present in the ferrite grain centers and in ferrite–ferrite grain boundaries may have a negative effect on the pitting corrosion resistance if exposed to the corrosive medium. Pitting normally initiates and propagates preferentially within ferrite in weld metals and advancing pits are interrupted at grain boundary austenite [12, 23]. This was also seen in corrosion tests on S32101 welds polished to mirror finish [5]. The ferrite content and consequently also the amount of chromium nitrides in this work were slightly higher than expected for welded S32101. The heat input of 0.4 kJ/mm was low for welding the 6-mm-thick material bead-on-plate, resulting in shallow penetration and additional cooling from the surrounding material.
The local areas with chromium nitrides often exhibit higher pitting resistance according to the PRE value when mapping [12]. However, these regions are more susceptible to pitting attack since local depletion of chromium surrounding the precipitates will reduce the PRE compared to the ferrite matrix. Some nitrides precipitated in the center of the larger ferrite grain centers in the HTHAZ were seen with mapping, but not to the same extent as in the etched microstructure, Fig. 20a.

a Chromium nitride precipitates in the HTHAZ and b surface layer of austenite when GTAW with nitrogen additions to the shielding gas
No decrease in PRE was seen along the fusion line, since chromium and nitrogen were evenly distributed and the molybdenum content low. Pitting corrosion rarely occurs in the fusion line and HTHAZ on laboratory pickled welds [5]. In this case, the weld oxide and weld metal austenite content control the preferred location of pitting attack rather than chromium nitrides in the HTHAZ. For welds performed autogenously using pure argon as shielding and backing gas, the weld metal has higher ferrite content and pitting is often found in the weld metal. If the weld metal austenite formation is improved by nitrogen additions to the shielding gas and/or filler metal has been added, pitting after thorough cleaning primarily occurs some millimeters from the fusion line. In addition to improved surface austenite formation, use of nitrogen-containing gas often forms an austenite layer that covers and consequently protects parts of the weld metal and HTHAZ, Fig. 20b. This surface layer was not specifically studied in this work.
The PRE mapping of the S32101 welds reveals that the austenite is more corrosion resistant, while the ferrite is more susceptible to pitting attack. It means that the PRE value based on the element partitioning in ferrite is a more relevant parameter, but more complicated to determine than the overall chemical composition. Vannevik et al. [30] drew the same conclusion when studying superduplex grades with 0.3–0.4 wt% nitrogen, where the ferrite also was the most susceptible phase in both the base and weld metal.
The phase partitioning of all elements apart from nitrogen is low in bead-on-plate welded S32101 compared to higher alloyed duplex grades. In combination with high nitrogen content, the austenite transformation and reformation rate is high. This means that filler wire additions may not be required as for other duplex grades assuming that there is no large nitrogen loss that could cause excessive ferrite contents. As nitrogen appears to be controlling the austenite formation, it is essential to avoid losing nitrogen during autogenous welding.
5 Conclusions
Distribution of chromium, molybdenum, silicon, nitrogen, nickel, and manganese was studied with EPMA mapping on cross-sections of weld metal, HAZ and parent metal of the lean duplex grade S32101 welded bead-on-plate with Ar and Ar + 2 % N2 as shielding gas. The following conclusions could be drawn.
-
In the base metal, chromium, molybdenum, and silicon were partitioned in the ferrite phase, while nitrogen, nickel, and manganese were concentrated in the austenite phase.
-
In the weld metal, nickel, manganese, silicon, and molybdenum were enriched in the interdendritic regions, while chromium was more evenly distributed and somewhat higher concentrated in the ferrite. Nitrogen, on the other hand, was more or less only found in austenite.
-
Increased austenite formation and higher average PRE were observed in the Ar + 2 % N2 weld due to higher weld metal nitrogen content.
-
Along the fusion line, mapping showed enrichment in the weld metal and a corresponding depletion towards the HTHAZ. The enrichment contained elevated levels of both austenite-stabilizing nickel and manganese and ferrite-stabilizing molybdenum and silicon, while the depleted area showed loss of the same elements. Chromium was more evenly distributed in the analyzed area. The fusion line cannot be seen in optical metallography since nitrogen controls the austenite formation and obscures the fusion line.
-
The solidification is epitaxial and planar; holding chromium in solution, but pushing all other analyzed metallic elements in front of the solidification line. With increasing constitutional undercooling, the planar growth continues as cellular growth. When the growth rate becomes critically high, the planar solid–liquid interface becomes unstable. Enrichment of the same elements in the weld metal adjacent to the depleted zone persists and from here the solidification continues as columnar dendritic growth.
-
A balanced nitrogen level in S32101 improves the austenite formation and shows less element distribution after welding compared to previously studied duplex grades.
-
As nitrogen controls the austenite formation, it is essential to avoid losing nitrogen during welding for optimum weld metal corrosion resistance.
-
The distribution between the phases of all elements apart from nitrogen is low and the austenite transformation rate is high due to the high nitrogen content. This means that filler wire additions may not be required as long as nitrogen loss does not cause excessive ferrite contents.
References
Tsuge H, Tarutani Y, Kudo T (1988) The effect of nitrogen on the localized corrosion resistance of duplex stainless steel simulated weldments. Corrosion 44:305–314
Rabensteiner G (1989) The welding of fully austenitic stainless steels with high molybdenum contents. Weld World 27:2–13
Tamaki T, Yasuda K, Kimura M (1989) Corrosion performance of girth-weld joints of duplex stainless steels. Corrosion 45:764–770
Miura M, Koso M, Kudo T, Tsuge H (1990) The effects of nickel and nitrogen on the microstructure and corrosion resistance of duplex stainless steel weldments. Welding Int 4:200–206
Westin EM (2010) Pitting corrosion resistance of GTA welded lean duplex stainless steel. Weld World 54:R308–R321
Hertzman S, Pettersson RFA, Blom R, Kivineva E, Eriksson J (1996) Influence of shielding gas composition and welding parameters on the N-content and corrosion properties of welds in N-alloyed stainless steel grades. ISIJ Int 36:968–976
Bhatt RB, Kamat HS, Ghosal SK, De PK (1999) Influence of nitrogen in the shielding gas on corrosion resistance of duplex stainless steel welds. J Mater Eng Perform 8:591–597
Grönlund K, Runnsjö G (2002) An electron micro/macro probe system for elemental concentration mapping. CETAS Conference on Progress of Analytical Chemistry, Luxembourg
Runnsjö G (1981) Carbon and nitrogen in steel. Determination of content and distribution by electron probe microanalysis (EPMA). Dissertation, Faculty of Science, Uppsala
Sundman B, Jansson B, Andersson J-O (1985) The Thermo-Calc databank system. Calphad 9:153–190
Thermo-Calc version Q with database TCS Steel v.3
Ogawa T, Koseki T (1989) Effect of composition profiles on metallurgy and corrosion behavior of duplex stainless steel weld metals. Weld J 68:181s–191s
Moreno I, Almagro JF, Llovet X (2002) Determination of nitrogen in duplex stainless steels by EPMA. Mikrochim Acta 139:105–110
Gadgil VJ, Sassa AGBM, Swens JJ, Kolster BH (1991) Effect of cooling rate on the austenite-ferrite phase boundary composition of a duplex stainless steel. J Mater Eng 13:291–297
Palmer TA, Elmer JW, Babu SS (2004) Observations of ferrite/austenite transformations in the heat affected zone of 2205 duplex stainless steel spot welds using time resolved X-ray diffraction. Mat Sci Eng A 374:307–321
Kunimitsu S, Suzuki O, Ozeki S-I, Sasaki Y, Adachi Y, Hosoi Y (1990) Utilization of a personal computer for the microstructural analysis of a duplex stainless steel. ISIJ Int 30:511–515
Hertzman S, Jarl M (1997) A thermodynamic analysis of the Fe-Cr-N system. Metall Trans A 18A:1745–1752
Hertzman S (1987) An experimental and thermodynamic study of the Fe–Cr–C–N system at 1,273 K. Metall Trans A 18A:1753–1766
Hertzman S, Brolund B, Ferreira PJ (1997) An experimental and theoretical study of heat-affected zone austenite reformation in three duplex stainless steels. Metall Trans A 28A:277–285
Ogawa T, Koseki T (1987) Metallurgical investigation of weldments in nitrogen-enriched duplex stainless steel. Proc. Welding and performance of pipelines 1986, London, UK 1:115–124
Kou S (2002) Welding metallurgy. Wiley, Hoboken, Chapter 6
Suutala N, Takalo T, Moisio T (1979) Single-phase ferritic solidification mode in austenitic–ferritic stainless steel welds. Met Trans A 10A:1183–1190
Liljas M, Qvarfort R (1986) Influence of nitrogen on weldments in UNS S31803. Proc. Duplex Stainless Steel '86, Hague, NIL 244–256
Savage WF, Lundin CD, Aronsson AH (1965) Weld metal solidification mechanics. Weld J 44:175s–181s
Westin EM, Brolund B, Hertzman S (2008) Weldability aspects of a newly developed duplex stainless steel LDX 2101. Steel Res Int 79:473–481
Cao HL, Hertzman S (1991) The relationship between impact properties and welding simulated micro-structures in three duplex stainless steels. Proc. Duplex Stainless Steels '91, Beaune, France 1:363–372
Johansson E, Prošek T (2007) Stress corrosion cracking properties of LDX 2101—a new duplex stainless steel with low nickel content. Proc. CORROSION/07, Nashville, TN, NACE Int., 2007, Paper 07475
Westin EM, Olsson C-OA, Hertzman S (2008) Weld oxide formation on lean duplex stainless steel. Corros Sci 50:2620–2634
Hertzman S, Symniotis E (1991) Influence of nitrogen content and welding procedure on microstructure and pitting corrosion resistance of 22Cr duplex stainless steel. Proc. Stainless Steels, Chiba, ISIJ, 1991, pp. 1085–1092
Vannevik H, Nilsson J-O, Frodigh J, Kangas P (1996) Effect of elemental partitioning on pitting resistance of high nitrogen duplex stainless steels. ISIJ Int 36:807–812
Acknowledgements
Kaj Grönlund at Corr-Control in Avesta, Sweden, is acknowledged for the extensive work with EPMA mapping. Rachel Pettersson at Avesta Research Center (ARC), Sweden, and Carl E. Cross at BAM, Germany, contributed with improvements on the script. Sten Wessman at Swerea KIMAB, Sweden, and Jan-Olof Andersson at ARC are acknowledged for assistance with Thermo-Calc. Jan Y. Jonsson at ARC is acknowledged for the EBSD work. Professor Toshihiro Koseki at Tokyo University, Japan, provided his valuable publications on this matter.
Author information
Authors and Affiliations
Corresponding author
Additional information
Doc. IIW-2424, recommended for publication by Commission IX “Behaviour of Metals Subjected to Welding”.
Rights and permissions
About this article
Cite this article
Westin, E.M., Hertzman, S. Element distribution in lean duplex stainless steel welds. Weld World 58, 143–160 (2014). https://doi.org/10.1007/s40194-013-0108-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-013-0108-5