
Abstract
Manufacturing flexibility is an essential organizational capability for supporting strategic intent of organizations that seek to outperform competitors in an environment of uncertainty. The specific nature of flexibility characteristics exhibited by different manufacturing organizations depends on their pursued organizational strategic goals. Organizations pursuing a mass production (or, defender strategy) will have a completely different perspective on manufacturing flexibility requirements for their products compared to those seeking differentiation (or, prospector strategy). There are no prominent studies to address the critical relationship between a specific strategy and the type of manufacturing flexibility resource; it should emphasize to remain stable, competitive and performance oriented. The objective of the current study is to draw and investigate the relationship between pursued organizational strategy and manufacturing flexibility. The theoretical framework considers manufacturing flexibility as a multi-dimensional construct with twenty dimensions (MF1–MF20), representing the various activities involved in a production system from procurement of raw materials from suppliers to different production processes in the core company to the distribution of finished products to market. All these twenty dimensions are studied with reference to the two strategy types, to establish the research framework in the form of the hypotheses (H1.a–H20.a and H1.b–H20.b). The findings of the empirical investigation on the data collected from 212 manufacturing firms operating in diverse sectors confirm adequate support for the developed research framework.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Manufacturing organizations are continuously striving to sustain in the competitive environment, making continuous efforts to match their products’ functional attributes, quality and capability to the dynamically fluctuating customer requirements and market orientation. Flexibility is the unique feature organizations are looking to attain within their operations, which will differentiate them from their competitors to tackle and serve the customers better under these volatile conditions. The concept of manufacturing flexibility has until now not been established to match the strategic orientation of organizations (Gupta and Somers 1996; Zhang et al. 2003; Chang et al. 2003). The manufacturing companies with mass production operations, i.e., defender or cost leadership strategy (Miles et al. 1978; Porter 1980), will require a set of flexibility measures which are very different from firms with a prospector or differentiator strategy (Miles et al. 1978; Porter 1980). The mapping of the organization’s strategy with its pursued manufacturing flexibility characteristics is vital. The manufacturing flexibility construct is conceptualized by focusing on its significant dimensions identified from the exhaustive review of the literature. Organizational strategy is considered from the view of mass production and product differentiation. The idea of aligning manufacturing flexibility with the firm’s strategic orientation is put forward by developing the research framework motivated by the grounded theory. Based on a sample of 212 responses collected from a survey with various Indian manufacturing organizations across multiple sectors, we validate the developed theoretical model by testing the research hypotheses using independent-samples t tests. The results obtained through empirical investigation strongly support our proposition that strategic orientation defines the notion of manufacturing flexibility characteristics for an organization.
Literature Review
In this section, we review the literature on the essential constructs, i.e., organizational strategies and manufacturing flexibility used in the study.
Organizational Strategy
A lot of researchers in the past have made significant attempts to study, understand and classify strategies based on an organization’s production capabilities and product characteristics (Mintzberg 1978; Miles et al. 1978; Porter 1980; Miller and Friesen 1984; Gupta and Govindarajan 1984a, 1984b; Miller and Roth 1994). The typology proposed by Miles et al. (1978) gained much attention in the subsequent strategic management literature. Their work has received over ten thousand citations, making it the most widely acknowledged and validated typology. The authors proposed four basic business strategies and termed them as defenders, prospectors, analyzers, and reactors based on a set of attributes which included product–market characteristics, technology adaption, and implementation, competitive pricing, human resource abilities, the role of research and development (R&D) and finance departments. Porter (1980) added another prominent strategic classification framework to the body of knowledge. The product differentiation strategy was aimed at creating high quality and innovative products (Miller and Friesen 1986) by incorporating multiple high-end design features to enhance the product’s functionality. Extensive R&D activities on product designs and investment in marketing expenditures for promotional activities help in realizing the brand value. The cost leadership strategy aimed at making firms become the lowest cost producers in an industry by concentrating on building efficient-scale facilities, rigorous pursuit of cost reductions from experience, fixed cost, and overhead controls, cost minimization in areas of R&D, salesforce and advertising. There exist evidence indicating relationships between the various typologies proposed in the literature (Hambrick et al. 1982; Smith 1997). Defenders as suggested by (Miles et al. 1978) pursue the cost leadership strategy (Porter 1980), while prospectors (Miles et al. 1978) follow the product differentiation strategy (Porter 1980), which forms the basis for the strategic framework in our study.
Manufacturing Flexibility
Manufacturing flexibility or operations/supply chain flexibility are the alternative names with which it is termed, has become a vital element in the field of operations management owing to the competitive environmental conditions and the pressure to perform better to deliver value to the customers. A substantial amount of work can be found in the literature adhering to the concept. A search for relevant papers generated the following results in the EBSCO database. Using the keywords ‘manufacturing flexibility’ a total of 1042 papers were listed, with the keywords ‘operations flexibility’ a total of 712 papers were listed and with keywords ‘supply chain flexibility’ a total of 405 papers were listed. It shows the importance of the topic and the rigorous research interests demonstrated by various researchers. Manufacturing flexibility is defined as the ability of the firm to manage production resources and uncertainty, cost-effectively to meet customer requests (Behrbohm 1985; Gerwin 1993; Watts et al. 1993; Benjaafar and Ramakrishnan 1996; Tsourveloudis and Phillis 1998; Kathuria and Partovi 1999; Koste and Malhotra 1999; D’Souza and Williams 2000). A lot of researchers captured the multi-dimensional nature of manufacturing flexibility through different dimensions categorizing them into three major groups, namely inbound, in-house and outbound (Singh and Acharya 2013; Sushil 2018). Inbound flexibility addresses the unstable nature of customers for the procurement of raw materials or components from multiple sources for the manufacture of the product. This includes dimensions related to supplier flexibility and sourcing flexibility. In-house flexibility captures the organization’s capability of absorbing changes to effectively convert the raw materials into finished products and includes flexibility dimensions related to the product, machine, labor, routing, processing times, volume, process, operation, material handling, and postponement. Outbound flexibility represents the transportation of finished products from plants to markets. It mostly depends on the logistics capabilities of organizations and includes dimensions of transshipment flexibility, access flexibility, and delivery flexibility. Some significant contributions made by various researchers in the past to identify and study the different dimensions of manufacturing flexibility are presented in Table 1.
Theoretical Framework
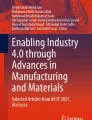
The previous section has presented an overview of the past studies on various concepts from which the present research framework is derived. The research gap lies in the fact that no prominent studies exist to address the critical relationship between a specific strategy and the type of manufacturing flexibility resource it should emphasize to remain stable, competitive and performance oriented. We argue that manufacturing flexibility depends heavily on organizational strategy or instead it is a reflection of strategy. We identify twenty dimensions of manufacturing flexibility representing the various functions involved in a production process. All these functions are grouped into inbound, in-house and outbound categories. We relate these dimensions to two types of organizational strategies, i.e., defenders (or cost leadership) and prospectors (or differentiators) in the form of hypotheses (H1–H20). Figure 1 depicts the theoretical research framework of the study.

Theoretical research framework
Suppliers Flexibility (MF1)
Suppliers’ flexibility represents the responsiveness of the suppliers regarding the procurement and delivery of raw materials, components or finished products. It is seen as the supplier’s capability to fulfill uncertain demand levels and adjust orders as per fluctuating production schedules (Chu et al. 2012). It helps manufacturing firms to efficiently adapt to the changing requirements of the quantity ordered, product variety and delivery (Lau 1999; Handfield et al. 2000; Narasimhan and Das 2000; Pujawan 2004; Swafford et al. 2006; Shibin et al. 2016). With flexible suppliers, manufacturing firms can transfer and reap the benefits such as quick response time, high quality, consistent delivery, low price, and excellent design embedded in the supplier’s products to its final products (Jin et al. 2010; Kazemian and Aref 2016; Lu et al. 2018). Defender-type organizations operate in a stable environment with minimum product variety, serving a narrow market segment. Their supply requirements are also fixed, fulfilled by a limited number of suppliers with pre-defined capabilities. On the contrary, prospector-type organizations produce a range of products or variants of a single product, in different batch sizes, depending upon specific customer demand arising from the market. They introduce enhanced features to their existing products to increase their value, gain competitive advantage and expand customer reach. Hence, they look for a definite degree of flexibility in their suppliers who could fulfill their changing production requirements. We, therefore, hypothesize:
H1.a
Supplier flexibility is low for defender type of organizations.
H1.b
Supplier flexibility is high for prospector type of organizations.
Sourcing Flexibility (MF2)
Sourcing flexibility is the capability of an organization to have multiple suppliers for the same raw materials, components or finished products in situations of an urgent or sudden rise in demand. This dimension of flexibility enhances the purchasing power of organizations over their suppliers. It empowers the organizations to look for alternate supply options in situations when one particular supplier is not competent enough to supply large quantities of production requirements or when the material or product received from a supplier is not of acceptable quality standards (Singh and Acharya 2013). Most of the raw material requirements for defender-type organizations are fixed and predictable. These organizations operate with a fixed number of suppliers over a long period, building trust, effective coordination and long-term commitments. On the contrary, prospector-type organizations have multiple sources of raw material supplies, as they operate under uncertain conditions as compared to defenders. Their requirements keep changing as per changes proposed in the existing products. Hence, they rely on multiple supply sources for different product requirements. We, therefore, hypothesize:
H2.a
Sourcing flexibility is low for defender type of organizations.
H2.b
Sourcing flexibility is high for prospector type of organizations.
Product Flexibility (MF3)
This flexibility dimension represents the amount of adaptability or responsiveness for making any future changes in the existing product design, including new products or derivatives of existing ones. Some researchers have also defined it as the ability to changeover to produce a new set of products economically and quickly (Browne et al. 1984; Sethi and Sethi 1990; Koste and Malhotra 1999). Product flexibility is the combination of new product flexibility and modification flexibility (Dixon 1992). Defender-type organizations produce products, characterized by fixed design features and functional characteristics targeted to serve a narrow market segment. The product design is not easily modifiable and remains in the market for a considerable amount of time. Contrary to this, prospector-type organizations emphasize making frequent and continuous changes in product design as per customers changing tastes and fluctuating market conditions. We, therefore, hypothesize:
H3.a
Product flexibility is low for defender type of organizations.
H3.b
Product flexibility is high for prospector type of organizations.
Volume Flexibility (MF4)
Volume flexibility measures the degree of ease with which the organizations can absorb or accommodate the fluctuations in aggregate production output levels without incurring high transition penalties and any significant negative impact on operational performance (Koste and Malhotra 1999). It is also defined as a production system’s capability to operate profitably at different production output levels (Browne et al. 1984; Sethi and Sethi 1990; Katic and Agarwal 2018). Defender-type organizations generally work on a single-product mass production strategy. Production output volumes can be easily varied and managed for a dedicated product based on market sales data. On the other hand, prospectors pursue the production on demand strategy following batch production. The disruptions in production volume shifts are not manageable for a full product range and variety. We, therefore, hypothesize:
H4.a
Volume flexibility is high for defender type of organizations.
H4.b
Volume flexibility is low for prospector type of organizations.
New Product Development or Launch flexibility (MF5)
This flexibility dimension is defined as the ability to develop and introduce new products with enhanced features to cater to highly volatile markets (Singh and Acharya 2013). It equips organizations with a competitive edge through which they can launch new products in the market and spread wings in diversified product range, ahead of anticipated time than its rivals. Timing and frequency of introducing new products into the market are crucial for the long-term growth and survival of manufacturing organizations. It requires proper coordination and timely support from all related functions including production, marketing, finance and R&D. Defender-type organizations focus on increasing efficiency and value of existing products rather than look for launching new products. On the contrary, prospector-type organizations continuously experiment with new products to differentiate themselves from other competitors. We, therefore, hypothesize:
H5.a
New product development flexibility is low for defender type of organizations.
H5.b
New product development flexibility is high for prospector type of organizations.
Routing Flexibility (MF6)
Routing flexibility is the ability to move the required parts, components, semi-finished products through different routes in a manufacturing system by making alternative facility arrangements to produce the final finished product. This flexibility characteristic is advantageous for organizations to continue uninterrupted production during internal disturbances, breakdowns or failures. Viswanadham and Narahari (1992) noted that internal failures result from machine breakdowns, tool breakages or inability of controllers. The corrective action initiated to rectify these might take some time to bring the system under normal conditions. During the downtime or repair period, routing flexibility provides space capacity and redundancy for the continuity of the production process through the use of interchangeable and versatile machining facilities (Jain et al. 2013). Defender-type organizations produce a limited product mix. Accordingly, the manufacturing facilities are set up in the shop floor catering to the specific requirements of the products. The routing sequence is fixed. On the other hand, the prospector type of organizations produces a wide range of products catering to a diversified market. This is accommodated by varying the routing sequences on the available facilities. Therefore, we hypothesize:
H6.a
Routing flexibility is low for defender type of organizations.
H6.b
Routing flexibility is high for prospector type of organizations.
Operation Flexibility (MF7)
Operation flexibility is the ability of the production system to alter the sequence of manufacturing operations for a given product or part (Jain et al. 2013). The system can produce a product in different ways (Singh and Acharya 2013). Operation flexibility increases the machine utilization levels by interchanging sequence of operations or using a substitute operation with a designated one, due to its unavailability (Parker and Wirth 1999). It is generally dependent on the precedence of a sequence of operations in production scheduling. Operation flexibility differs from routing flexibility as a part with a single operation sequence has no operation flexibility but can be processed using possible alternate routes (Jain et al. 2013). Defender-type organizations require a specific set of operations and routing sequence. On the other hand, prospector-type organizations produce a wide range of products with distinguishable features which need a combination of machining and routing sequences. These combinations vary periodically based on the changes made in the product design. Therefore, we hypothesize:
H7.a
Operation flexibility is low for defender type of organizations.
H7.b
Operation flexibility is high for prospector type of organizations.
Process Flexibility (MF8)
Process flexibility refers to the capability of producing different kinds of products or part types using the same production facilities of the manufacturing system at the same time (Singh and Acharya 2013; Jain et al. 2013). This flexibility dimension significantly reduces buffer stocks, work in process inventories, batch sizes, inventory costs (Sethi and Sethi 1990) and promotes sharing of facilities in the plant instead of procuring redundant one (Carter 1986). Process flexibility is significantly related to other flexibility measures such as machine flexibility and multi-skilled workers (i.e., labor flexibility). Defender-type organizations procure specialized production facilities catering to their fixed set of products. Contrary to this, prospector-type organizations produce a wide range of products which requires flexible plant layout to support different sequence of operations and multi-purpose production facilities. Therefore, we hypothesize:
H8.a
Process flexibility is low for defender type of organizations.
H8.b
Process flexibility is high for prospector type of organizations.
Expansion Flexibility (MF9)
Expansion flexibility is defined as the ability to expand or increase the capacity of the production system with ease in a modular fashion in response to a rise in demand (Browne et al. 1984). It leads to heterogeneous expansion of production capacity, without incurring high transition penalties or degradation in performance (Parker and Wirth 1999). Defender- and prospector-type organizations embark on expansion flexibility, but with a completely different perspective. Defenders move for expansion to accommodate the rise in demand for their limited and dedicated product range. There is only expansion regarding production capacity not in product diversification. Prospectors, on the other hand, expand to include the production of new products and spread its presence in diversified markets. Therefore, we hypothesize:
H9.a
Expansion flexibility is high for defender type of organizations.
H9.b
Expansion flexibility is high for prospector type of organizations.
Machine Flexibility (MF10)
Machine flexibility is defined as ease of making adjustments to the machine settings so that it can perform a variety of operations without requiring any excessive efforts in switching between different activities, incurring high penalty costs or degradation in performance outcomes (Browne et al. 1984; Sethi and Sethi 1990; Lummus et al. 2003; Koste et al. 2004). Tsourveloudis and Phillis (1998) state that machine flexibility is the most elementary kind of flexibility a production system possesses and constitutes the building block to assess the total flexibility framework. Distinguishing characteristics of production systems exhibiting this flexibility includes quick setups and tool changeover times, short load–unload times and versatility (regarding the number of motion axes, maximum accuracy, the range of cutting speeds, number of fixtures) (Jain et al. 2013). Defender-type organizations procure specialized machines and production facilities capable of performing operations which are product specific and cannot be modified or tailored easily for other activities without incurring high setup costs. Prospector-type organizations work with flexible product designs, incorporating continuous design changes to their products. The production facilities and machines are adjustable to accommodate the changes. The machines can be modified easily as per manufacturing requirements. Therefore, we hypothesize:
H10.a
Machine flexibility is low for defender type of organizations.
H10.b
Machine flexibility is high for prospector type of organizations.
Labor Flexibility (MF11)
Labor flexibility captures the human resource capability to perform a variety of functions or tasks; which forms an essential driving factor in manufacturing organizations (Karuppan 2004; Yazici 2005). Researchers establish that human resource capital significantly contributes to overall performance and firm’s flexibility (Bhattacharya et al. 2005; Dyer and Ericksen 2005) through effective use of technology and productivity (Jin et al. 2010). Wright and Snell (1998) conceived human resource flexibility as a combination of three essential dimensions. Skill flexibility represents the sum of all potential alternative tasks to which employee skills can be redeployed; behavioral flexibility signifies the range of possible behavioral scripts possessed by employees through which they can respond effectively to different demand situations; and HR practices flexibility represents the degree to which employees can be adapted and applied across variety of conditions. Defender-type organizations procure human resources with specialists and definite skills set well suited to their stable and fixed manufacturing requirements. Prospectors, on the other hand, work with employees having general abilities or multi-tasking skills, so that they can be easily trained and motivated to engage in performing a variety of operations as per manufacturing requirements. Therefore, we hypothesize:
H11.a
Labor flexibility is low for defender type of organizations.
H11.b
Labor flexibility is high for prospector type of organizations.
Material Handling Flexibility (MF12)
Material handling flexibility reflects the ability to move the product or different parts effectively within a production facility (Suarez et al. 1996; Lummus et al. 2003; Kara and Kayis 2004; Koste et al. 2004; Ali and Murshid 2016). It includes multiple activities such as loading–unloading operations, storage, and inter-machine transportation under various situations of the production schedules (Sethi and Sethi 1990; Tsourveloudis and Phillis 1998). The ability of the material handling system to transport a large number of different parts efficiently also enhances routing flexibility and process flexibility. Defender-type organizations operate with fixed layouts and sequence of production operations. These organizations procure material handling systems which are rigid and possess fixed capabilities regarding the transportation of components, parts or products through the shop floor. On the contrary, prospector-type organizations procure material handling systems which are flexible enough to accommodate changing product-related requirements either design or manufacturing. Therefore, we hypothesize:
H12.a
Material handling flexibility is low for defender type of organizations.
H12.b
Material handling flexibility is high for prospector type of organizations.
Continuous Improvement Flexibility (MF13)
Manufacturing organizations embark on policies of continuous improvement to improve the overall efficiency and productivity of their systems. This flexibility dimension is a combination of several strategies (i.e., empowered workforce, making periodic adjustments in the production process, reconfiguring assets), which are implemented with regular monitoring mechanisms within production systems to focus on continuous improvements, thus improving the efficiency (Lummus et al. 2003). Empowered workforce refers to a situation when shop floor workers responsible for the actual manufacturing operations are empowered or authorized to take quick and instant operational decisions of the shop floor. The machinery, production facilities and other assets directly aiding the manufacturing process should be continuously monitored and reconfigured as per the latest technological standards or market trends. Strategies and effective mechanisms should be deployed to continuously monitor the production process, identify bottlenecks and make suitable adjustments. Defender-type organizations consistently implement improvement strategies to become more efficient and remove bottlenecks, reduce waste to cut cost. Prospector-type organizations are more focused on expanding their market domain by introducing a variety of products to cater to a large customer segment instead of achieving efficiency and cost-cutting measures. Therefore, we hypothesize:
H13.a
Continuous improvement flexibility is high for defender type of organizations.
H13.b
Continuous improvement flexibility is high for prospector type of organizations.
Throughput Time Reduction Flexibility (MF14)
Manufacturing throughput time is defined as the total time duration between the release of an order to the shop floor and its receipt into final product inventory or its shipment to the customers (Johnson 2003). Reduction in throughput time results in essential benefits which include lower work in process and finished goods inventory levels, enhanced quality, small forecasting errors and a significant decrease in production costs. It becomes a vital factor for organizations experiencing high market pressures, for shorter delivery lead times of customized products. Efforts of reducing the manufacturing throughput time is a daunting task and depends on a number of factors including setup time, processing time per part, production batch size, transfer batch size, arrival and process variability and resource utilization (Flynn 1987; Garza and Smunt 1991; Burgess et al. 1993; Hopp and Spearman 2001). Defender-type organizations emphasize continuous improvement measures in their existing small product range to cut the down the extra costs. Prospector-type organizations focus more on product variety catering to changing tastes of customers rather than on production process efficiency and cost-cutting measures. Therefore, we hypothesize:
H14.a
Throughput time reduction flexibility is high for defender type of organizations.
H14.b
Throughput time reduction flexibility is low for prospector type of organizations.
Ramp-Up Time Reduction Flexibility (MF15)
In manufacturing setup, ramp-up time represents the period between product development and maximum capacity utilization. The ramp-up phase is characterized by extensive product and process experimentations and improvements through pilot production by trying with a large number of prototypes. The ramp-up phase marks the changeover between the completed product development phase and the actual production phase (Elstner and Krause 2014). The primary task within the production ramp-up is the realization of the desired performance standards related to product’s quality, cost and time for the defined production target. The complexity lies in the initial assimilation of various design objects (such as technologies, processes, products, supply chain) and functions (such as product design, logistics, production, purchasing). Defender-type organizations focus on standard and predetermined manufacturing facilities for their target products. Their capability of ramp-up is predictable due to less environmental uncertainty regarding design changes and production requirement changes. Prospector-type organizations continuously innovate and make product design changes. They focus on strategies to push their product into the market to gain a competitive advantage and capture the market share. Therefore, we hypothesize:
H15.a
Ramp-up time reduction flexibility is low for defender type of organizations.
H15.b
Ramp-up time reduction flexibility is high for prospector type of organizations.
Decoupling Point Flexibility (MF16)
The decoupling point or customer order decoupling point (CODP) is an essential input parameter to the design of production systems and supply chains to match with the market demand requirements. The CODP is a specific point in the material flow where the product is related to particular types of customer order situations (i.e., make to stock (MTS), assemble to order (ATO), make to order (MTO) and engineer to order (ETO). These different situations reflect the manufacturing systems ability to accommodate product customizations (Olhager 2010). The CODP is the point where final product specifications gets fixed and represents the last position at which the inventory is held (Sharman 1984). Firms with mass production of standardized products (defenders) utilize level planning, made to stock, rate based and pull strategy all lying above CODP. On the other hand, firms with low-volume production of customized products (prospectors) choose a chase-planning, time-phased, make to order and push strategy all of them lying below CODP (Berry and Hill 1992; Olhager 2003; Vollmann et al. 2005; Mishra et al. 2017). For physical efficient supply chains, pertaining to functional type products, all operational activities lie above CODP, whereas the features of the market responsive supply chain are useful for operations downstream of CODP. Defender-type organizations embarks on mass production strategy characterized by well-defined production schedules and demand certainty. They are accustomed to performing daily routine operations leading to the final delivery of product in a prior specified way depending on the requirements. Prospector-type organizations, on the other hand, manufacture the product as per customer requirements and possess the capability to alter the final configuration of the product within a short period by modifying the manufacturing planning and control schedules. Therefore, we hypothesize:
H16.a
Decoupling point flexibility is low for defender type of organizations.
H16.b
Decoupling point flexibility is high for prospector type of organizations.
Postponement Flexibility (MF17)
In the manufacturing context, postponement or delayed differentiation is a strategic move of suspending the regular activities involved in the production cycle until the receipt of exact customer orders with the prior intention of mass customization. Hoek (2001) in his work made a clear distinction between traditional operations and postponement opportunities regarding uncertainties arising out of product volume, variety, lead time and supply chain approach. The strategy of delayed differentiation significantly affects the structure of the supply chain as postponement activities lie close to the market (Hoek and Remko 1997, 1998, 2000). Postponement enables organizations to understand the exact requirements of consumers and plan the delivery schedules accordingly by initiating the entire design–produce–ship cycle, on availability of a clear demand signal from the market (Yang et al. 2005; Singh and Acharya 2013). It is opposed to mass production strategy which might not favor postponement. Postponement flexibility (Barad and Sapir 2003; Sanchez and Perez 2005) reflects the capability of keeping products in their generic, standardized and modular form for a considerable amount of time and incorporate the customer’s specific product requirements by quickly switching between strategies, i.e., MTS, MTO, ATO, ETO to vary the configuration of the final product in later stages. Defender-type organizations adopt a mass production strategy for manufacturing standardized products. The flow of production in the plant is continuous and stable and follows a definite sequence to get converted into a finished product. They seldom change or disturb their final product configuration by altering the production strategy. On the other hand, prospector type organizations focus on final product customizations by adjusting the production strategy, i.e., through delayed differentiation based on specific customer preferences. Therefore, we hypothesize:
H17.a
Postponement flexibility is low for defender type of organizations.
H17.b
Postponement flexibility is high for prospector type of organizations.
Transhipment Flexibility (MF18)
Transhipment flexibility measures the organization’s ability to relocate or distribute the products among different stocking locations through appropriate replenishment strategies in response to rise in demand (Sanchez and Perez 2005; Singh and Acharya 2013). These shipments are the monitored movements of material between different positions within the same echelon. This flexibility dimension provides an efficient mechanism for balancing and rectifying the differences between observed demand during forecasting and the actual available inventory levels. Defenders produce products and stock them accordingly in various locations. These organizations can efficiently replenish inventory levels at different stocking locations instantly. On the contrary, prospector-type organizations are weak or lag when it comes to replenishment strategies across the various stocking locations as they embark on a make to order strategy. Therefore, we hypothesize:
H18.a
Transhipment flexibility is high for defender type of organizations.
H18.b
Transhipment flexibility is low for prospector type of organizations.
Access Flexibility (MF19)
Access flexibility is the ability to provide a broad and intensive distribution coverage, expedited by the efficient coordination of downstream activities in the supply chain (Sanchez and Perez 2005; Hua et al. 2009). This flexibility dimension measures an organization’s effectiveness in getting its products to reach customers (Vickery et al. 1999). Access flexibility is closely related to physical distribution and demand management mechanisms; the realization of these two will improve the firm’s performance. Day (1994) suggested that access flexibility depends on inside-out and outside-in capabilities. Competitive threats, market compulsion and external opportunities drive inside-out capability, whereas outside-in ability is to connect the organizational functions with the external environment to anticipate demand opportunities ahead of competitors. Defender-type organizations develop their specific distribution channels to reach out to their customers who are the essential users of their products. On the other hand, prospector-type organizations accommodate several differentiating features within their products to add value and attract customers. Their target customer base looking for enhanced and high-end features reaches out to products even paying a high price, without any individual efforts made by prospectors in terms of access flexibility. Hence, we can hypothesize:
H19.a
Access flexibility is high for defender type of organizations.
H19.b
Access flexibility is low for prospector type of organizations.
Delivery Flexibility (MF20)
Delivery flexibility is the ability of an organization to plan the delivery schedules of their products as per customer’s requirements. It requires the adaptability of production lead time according to the delivery schedules (Kumar et al. 2006; Stevenson and Spring 2007; Singh and Acharya 2013). The philosophy of just in time (JIT) is an example of delivery flexibility in which the suppliers deliver the products to the customer at the right quantity, place and time. Defender-type organizations have well-planned and defined production schedules. These organizations stick to their manufacturing plans, and accordingly, delivery dates are also fixed to push their products into the market. The delivery dates are mostly independent of customer requirements and market conditions. Prospector-type organizations work toward fulfilling customer requirements and deliver products as per customer. Therefore, we hypothesize:
H20.a
Delivery flexibility is low for defender type of organizations.
H20.b
Delivery flexibility is high for prospector type of organizations.
Research Methodology
The study utilizes a deductive approach for establishing the research framework. We begin the process of theory building by reviewing the available relevant literature on organizational strategy and manufacturing flexibility. Based on our review, we proposed the theoretical framework and conceptualized the different constructs of the research model through appropriate design of questionnaire items. Empirical investigations in the form of independent-samples t tests technique were carried out on the data to interpret and validate all the research hypotheses. For, the purpose of analysis, Statistical Package for Social Sciences (SPSS) software version 21 was utilized. Conclusions were drawn based on the final results.
Operationalization of Research Constructs
For data collection purpose, all the research constructs are operationalized using items borrowed from the existing literature. Table 2 summarizes the literature from where items are chosen to measure the different constructs. Organization’s strategic orientation is captured, identified and measured based on factors comprising competitive pricing, implementing frequent design modifications, ability to accommodate shifts in volume, delivering quality and high-performance products, rigorous promotion through advertising and distribution, offering a broad product line, on-time delivery, expertise of top managers in their respective operational areas and work standard patterns. All these attributes are used to differentiate between the two strategic groups, i.e., defenders (or cost leaders) and prospectors (or differentiators) as proposed by Miles et al. (1978) and Porter (1980). To make the strategic classification more robust, a second approach to capturing the organization’s operating strategy is also attempted based on structural attributes. The items representing five extended structural characteristics, i.e., standardization, specialization, formalization, centralization, and complexity of workflow (CWF) are incorporated within the research framework to understand the structural complexity of organizations as proposed by Pugh et al. (1968). Finally, the twenty manufacturing flexibility dimensions are measured using items from existing literature with proper modifications to satisfy our purpose. The responses to the different constructs were captured on a scaled numeric value, utilizing a five-point Likert scale. The pretesting exercise of the survey questionnaires involved a pilot study. The sample questionnaires were floated among forty executives enrolled in Visionary Leadership in Manufacturing (VLM) postgraduate program (2016–2017 Batch) jointly conducted by IIT Kanpur, IIT Madras, and IIM Calcutta. These working executives have relevant work experience (with average work experience of more than 5 years) in diverse manufacturing sectors. Their valuable feedback and comments on different questionnaire items were taken into consideration to redesign and improve the instruments.
Target Population and Data Collection Process
The sampling frame considered for the present study is a set of manufacturing organizations operating in diverse sectors. The sample ranged from industries such as automotive, metallurgical (iron and steel, copper, aluminum), construction, food and consumables, textile and clothing, FMCG, leather, fabricated metal products, petroleum and natural gas, industrial and commercial machinery. Data is collected through the questionnaire designed for the study, administered through three different mediums, i.e., (i) offline, i.e., making a visit to the concerned manufacturing organization and taking responses from executives (respondents), (ii) online through a mail survey and (iii) questionnaire was floated in various online platforms and professional groups. An industry-wide mailing list was sought from an online portal. Most of the respondents agreed to respond to the questionnaires on conditions of anonymity for themselves and their respective organizations citing reasons of corporate secrecy, competitive threats and reputation of the organization in the market. A cover letter describing the purpose of the survey and its sole use in the academic domain was attached to the questionnaires, to accelerate the data collection process. Reminder emails were given to the respondents. The data collection process was carried on for 9 months. After removing the mismatching, unsuitable and incomplete responses, a total of 212 responses are obtained. A percentage-wise breakup of the data received through different mediums is presented in Table 3.
Psychometric Measurement of Scale
The survey-based research methods involve the collection of data through a multi-item scale, which should be assessed for reliability, validity and other psychometric properties.
Scaling Reliability and Scaling Validity
Reliability of the different items used in the questionnaire to measure a particular construct was assessed through the Cronbach’s alpha value which should be higher than 0.7 (Nunnally 1978; Hair et al. 2006). The exploratory factor analysis technique is utilized to assess the validity of the items of the questionnaire. The various output measures of factor analysis, i.e., Kaiser–Meyer–Olkin (KMO > 0.5), measure of sampling adequacy, Bartlett’s test of sphericity (significant value p < 0.05), load values (factor loading > 0.40 and cross-loading < 0.35), eigenvalues > 1.0 and total variance explained, were found to be significant as shown in Table 4.
Data Analysis and Results
The collected data in the form of responses after being examined and prepared are clustered into the two groups based on their identified strategy using the k-means clustering algorithm. For the empirical investigation, independent-samples t test is conducted on the two groups to assess the level of the twenty different dimensions of manufacturing flexibility (i.e., dependent variables) across the two independent strategic groups.
Cluster Analysis Using k-means Clustering Algorithm
K-means clustering technique is used to group all the responses into two separate groups or clusters based on the questionnaire items of organizational strategy (Miles et al. 1978) and organizational structure (i.e., specialization, standardization, formalization, centralization and complexity of workflow) (Pugh et al. 1968; Sharma and Abidi 2006). The final mean values of most of the items related to organizational strategy are higher for cluster 1 than for cluster 2 as shown in Table 5. Therefore, cluster 1 corresponds to prospectors, and cluster 2 corresponds to defenders. The classification results were further verified by examining the means obtained on items related to the structural dimensions. Prospector-type organizations are low in specialization, standardization, formalization, and centralization but high in CWF. Alternatively, defender-type organizations are high in specialization, standardization, formalization, centralization and low in CWF. The same is inferred from the mean values obtained from all the five structural attributes as shown in Table 6. The distance between the final groups formed is shown in Table 7.
Based on the results of cluster analysis, there are 130 firms in cluster 1, incorporating the strategic and structural attributes of prospectors as discussed above. These firms represent 61.4% of the total firms, considered for the study. Similarly, there are 82 firms in cluster 2, incorporating the strategic and structural attributes of defenders. These firms represent 38.6% of total firms, considered for the study.
Independent-Samples t Tests
The independent-samples t test examines the mean values of a continuous dependent variable between two independent groups. The null hypothesis for the test assumes that the means of two populations are equal (i.e., H0: μ1 = μ2) or different (i.e., alternate hypothesis HA: μ1 ≠ μ2) when a sample of observations representative of each population is available (Landau and Everitt 2004). For our study, we separated two independent samples using a k-means clustering technique. These two independent samples represent two strategic groups, i.e., defenders and prospectors. The dependent variable in our study constitutes each of the twenty dimensions of manufacturing flexibility, considered separately for each of the two samples.
Assumptions of t Tests
Before proceeding with the independent-samples t tests, the data is examined for the three assumptions of the t tests. The first assumption of homogeneity of variances is assessed through Levene’s test for homogeneity. The two independent samples are checked for equal variances, and hence, the t-static varies accordingly. The results of the Levene’s test are shown in Table 8. The second assumption of normality is reviewed through the Shapiro–Wilk test and the Kolmogorov–Smirnov test as shown in Table 9. The results indicate that most of the data collected for the measurement of the manufacturing flexibility dimensions (dependent variables) do not strictly follow a normal distribution. Lucake (1996); Landau and Everitt (2004) establish their view that independent-samples t tests can be applied conveniently ignoring the indications given by the preliminary examination of data that the assumptions of normality and homogeneity are not strictly valid. The third assumption follows that the observations made on the group members should be independent of each other. The groups or clusters thus formed are independent of each other as any member of the defender is not associated with the prospector group. There is no overlap between the groups as one cannot be a member of more than one group simultaneously. After satisfying and validating all the three assumptions, we proceed with the t tests.
Results of the t Tests
The null hypothesis for the independent-samples t test assumes that there is no significant difference between the mean values of the manufacturing flexibility dimensions (dependent variable) considered separately for each of the two independent strategic groups, i.e., defenders and prospectors. Alternatively, we can reject the null hypothesis or accept the alternate hypothesis, if there exist significant differences between the mean values of the manufacturing flexibility dimensions, considered for two independent strategic groups. Table 10 shows the results of the group statistics for all the twenty manufacturing flexibility dimensions examined among two independent strategic groups. Table 11 shows the results of t tests for equality of means, showing the t-static, degrees of freedom (df), significance, mean difference, standard error difference.
Discussion of Results of t Tests
The results of the t tests reveal that most of our hypotheses find support entirely or partially. Hypotheses sets H1, H2, H3, H5, H6, H7, H8, H10, H11, H12, H15, H16, H17, and H20 find support through rejection of the respective null hypothesis. The mean values corresponding to these flexibility dimensions are higher for prospectors than for defenders, i.e., (μProspectors > μDefenders). The second set of hypotheses, i.e., H14, H18, and H19, also finds support through rejection of the null hypothesis. The mean values of these flexibility dimensions are higher for defenders than for prospectors, i.e., (μDefenders > μProspectors). Hypotheses H9 and H13 representing expansion flexibility and continuous improvement flexibility find partial support. The results show that expansion flexibility is high for prospectors (supported), but it is low for defender organizations (not supported). This behavior is attributed to the fact that defender-type organizations are all giant established firms operating with limited products, having expertise in operations (design, materials procurement, manufacturing process, machinery, facilities, etc.) specific to their products. The expansion activities, whether related to product expansion or expansion in existing production capacity, is a strategic decision, involving substantial financial input, exhaustive market research, and top management involvement. Owing to all these factors, the expansion decision is not so frequent and sudden in defender-type organizations. Continuous improvement flexibility (i.e., H13) is high for defenders (supported), but it comes out to be low for prospector organizations (not supported). The probable reason for this result is prospector-type organizations simultaneously work and focus on a variety of products implementing multiple enhanced functional characteristics and design attributes at the same time. Their primary strength lies in offering product variety and diversification, and hence, less focus is laid on the improvement of the existing product range. Methods or tools for continuous improvement such as cost-cutting measures, quality improvement programs take a secondary position in their priority list, and the primary focus is on product diversification by introducing multiple products simultaneously. Hypothesis H4 is not supported. The result obtained for hypothesis (H4) comes out to be opposite, i.e., volume flexibility is high for prospectors and low for defenders. The reason for this result is attributed to the fact that prospectors work in different shifts to utilize the workforce resources to fulfill the different volume requirements of specific products. On the contrary, defenders use their maximum production capacity (by already operating in three shifts) for a single dedicated product. Production and volume targets are predetermined from past sales data, and accordingly, arrangements are made giving no room for changing production volumes frequently.
Conclusions
Literature review suggests that there have been a significant number of studies in the past both qualitative and quantitative to conceptualize the notion of flexibility. Rapidly changing customer expectations for product customization, high level of competition and volatile nature of markets, resulting in frequent supply chain disruptions, pose significant challenges to firm operations (Ivanov et al. 2018). Flexibility is accepted as a competitive strategy and a measure to tackle these uncertain conditions prevailing in the environment. A number of authors studied the idea in terms of different manufacturing functions (Ojha et al. 2015; Mendes and Machado 2015; Perez et al. 2016; Kaur et al. 2017; Mishra et al. 2017; Kok 2018; Chaudhuri et al. 2018; Kulkarni and Francas 2018). But there has been no such significant study which draws a clear relationship between organizational strategy and the flexibility requirements of manufacturing. This study tries to address this gap by drawing upon the existing theory of organizational strategies and manufacturing flexibility. The study only considers large organizations for empirical investigation, as they possess the required capabilities for mass production to achieve low cost due to economies of scale or product differentiation. From the results, it can be concluded that our research propositions find adequate support. The flexibility dimensions concerning supplier, sourcing, product, volume, new product development, routing, operation, process, expansion, machine, labor, material handling, ramp-up time reduction, decoupling point, postponement, and delivery are high for prospector-type organizations. It shows that prospectors exhibit a high degree of flexibility in almost all the activities (i.e., inbound, in-house and outbound) involved in a manufacturing setup to achieve their strategic objective of product differentiation. On the other hand, the results indicate that defender-type organizations have limited flexibility capabilities as compared to prospectors. The flexibility dimensions concerning continuous improvement, throughput time reduction, transshipment, and access are high for defenders which helps them become low-cost producers in the market. Manufacturing flexibility strategy as a function is dependent on an organization’s operating strategy. This alignment will ensure smooth functioning of the various manufacturing operations and give a competitive edge to parent organizations over its rivals in situations of environmental turbulence and uncertainty. The independent-samples t test results for the different manufacturing flexibility dimensions revealed that group representing a prospector strategy have overall high flexibility in comparison with the other group representing a defender strategy.
Managerial Implications of the Study
The research has far-reaching implications and strategic knowledge base which can be exploited by the management community. Keeping in view with the results of the study, the management community should direct their resources and focus in maintaining specific levels (high or low) of different manufacturing flexibility dimensions ranging from suppliers to in-house production activities to delivery of final products to customers, based on their organization’s strategy, i.e., either mass production or product differentiation. The results of the study can serve as a guiding map for operations managers of various firms and emphasize on a particular dimension of manufacturing flexibility as per their strategic orientation.
Future Scope of the Study
The study takes a macroscopic view of the manufacturing flexibility construct and establishes its relationship with organizational strategy. The manufacturing flexibility is composed of twenty dimensions representing various activities involved in manufacturing a specific product. The future scope lies in the fact that the study could be narrowed down for each of these dimensions separately in a detailed manner to get a more clear understanding of its relationship with strategy in various situations. There exist synergistic relationships among different manufacturing flexibility dimensions. A detailed investigation of these relationships is also a prominent direction for further study. Several other aspects may also be included in the construct to define manufacturing flexibility more comprehensively. The knowledge of organizational strategy can be extended further apart from mass production and product differentiation to cover other operating strategies and subsequently investigate its relationship with manufacturing flexibility.
References
Ali, M., & Murshid, M. (2016). Performance evaluation of flexible manufacturing system under different material handling strategies. Global Journal of Flexible Systems Management, 17(3), 287–305.
Barad, M., & Sapir, D. E. (2003). Flexibility in logistic system modeling and performance evaluation. International Journal of Production Economics, 85(2), 155–170.
Behrbohm, P. (1985). Flexibilitaet in der industriellen Produktion. Frankfurt/Main: Peter Lang.
Benjaafar, S., & Ramakrishnan, R. (1996). Modelling, measurement and evaluation of sequencing flexibility in manufacturing systems. International Journal of Production Research, 34(5), 1195–1220.
Berry, W. L., & Hill, T. (1992). Linking systems to strategy. International Journal of Operations & Production Management, 12(1), 3–15.
Bhattacharya, M., Gibson, D. E., Doty, D. H., et al. (2005). The effects of flexibility in employee skills, employee behaviors, and human resource practices on firm performance. Journal of Management, 31(4), 622–640.
Browne, J., Dubois, D., Rathmill, K., Sethi, S., Stecke, K. E., et al. (1984). Classification of flexible manufacturing systems. The FMS Magazine, 2(2), 114–117.
Burgess, A. G., Morgan, L., Vollmann, T. E., et al. (1993). Cellular manufacturing: Its impact on the total factory. International Journal of Production Research, 31(9), 2059–2077.
Carter, M. F. (1986). Designing flexibility into automated manufacturing systems. In Proceedings of the second ORSA/TIMS conference on FMS, pp. 107–118.
Chang, A.-U. (2012). Prioritising the types of manufacturing flexibility in an uncertain environment. International Journal of Production Research, 50(8), 2133–2149.
Chang, S., Yang, C., Cheng, H., Sheu, C., et al. (2003). Manufacturing flexibility and business strategy: An empirical study of small and medium sized firms. International Journal of Production Economics, 83(1), 13–26.
Chaudhuri, A., Boer, H., Taran, Y., et al. (2018). Supply chain integration, risk management and manufacturing flexibility. International Journal of Operations and Production Management, 38(3), 690–712.
Chu, P. Y., Chang, K. H., Huang, H. F., et al. (2012). How to increase supplier flexibility through social mechanisms and influence strategies. Journal of Business & Industrial Marketing, 27(2), 115–131.
D’Souza, D. E., & Williams, F. P. (2000). Toward a taxonomy of manufacturing flexibility dimensions. Jounal of Operations Management, 18(5), 577–593.
Day, G. S. (1994). The capabilities of market driven organizations. Journal of Marketing, 58(4), 37–52.
Dixon, J. R. (1992). Measuring manufacturing flexibility: An empirical investigation. European Journal of Operational Research, 60(2), 131–143.
Dyer, L., & Ericksen, J. (2005). In pursuit of marketplace agility: Applying precepts of self-organizing systems to optimize human resource scalability. Human Resource Management, 44, 183–188.
Elstner, S., & Krause, D. (2014). Methodical approach for consideration of ramp-up risks in the product development of complex products. Procedia CIRP, 20, 20–25.
Flynn, B. B. (1987). Repetitive lots: The use of a sequence-dependent set-up time scheduling procedure in group technology and traditional shops. Journal of Operations Management, 7(1–2), 203–215.
Garza, O., & Smunt, T. L. (1991). Countering the negative impact of intercell flow in cellular manufacturing. Journal of Operations Management, 10(1), 92–118.
Gerwin, D. (1993). Manufacturing flexibility: A strategic perspective. Management Science, 39(4), 395–410.
Gualandris, J., & Kalchschmidt, M. (2013). Product and process modularity: Improving flexibility and reducing supplier failure risk. International Journal of Production Research, 51(19), 5757–5770.
Gupta, A. K., & Govindarajan, V. (1984a). Build, hold, harvest: Converting strategic intentions into reality. Journal of Business Strategy, 4(3), 33–47.
Gupta, A. K., & Govindarajan, V. (1984b). Business unit strategy, managerial characteristics, and business unit effectiveness at strategy implementation. The Academy of Management Review, 27(1), 25–41.
Gupta, Y. P., & Somers, T. M. (1996). Business strategy, manufacturing flexibility, and organizational performance relationships: A path analysis approach. Production and Operations Management, 5(3), 204–233.
Hair, J. F., Black, W. C., Babin, B. J., Anderson, R. E., Tatham, R. L., et al. (2006). Multivariate data analysis (Vol. 6). Upper Saddle River, NJ: Pearson Prentice Hall.
Hambrick, D. C., MacMillan, I. C., Day, D. L., et al. (1982). Strategic attributes and performance in the BCG matrix—A PIMS-based analysis of industrial product businesses. Academy of Management Journal, 25(3), 510–531.
Handfield, R. B., Krause, D. R., Scannell, T. V., Monczka, R. M., et al. (2000). Avoid the pitfalls in supplier development. Sloan Management Review, 41(2), 37–49.
Hoek, V. (2001). The rediscovery of postponement a literature review and directions for research. Journal of Operations Management, 19(2), 161–184.
Hoek, V., & Remko, I. (1997). Postponed manufacturing: A case study in the food supply chain. Supply Chain Management, 2, 63–75.
Hoek, V., & Remko, I. (1998). Logistics and virtual integration: Postponement, outsourcing and the flow of information. International Journal of Physical Distribution and Logistics Management, 28, 508–523.
Hoek, V., & Remko, I. (2000). Role of third party logistic services in customisation through postponement. International Journal of Service Industry Management, 11, 374–387.
Hopp, W. J., & Spearman, M. L. (2001). Factory physics (2nd ed.). Boston: McGraw-Hill.
Hua, S., Chatterjee, S. R., Yu, K. K., et al. (2009). Access flexibility, trust and performance in achieving competitiveness: An empirical study of Chinese suppliers and distributors. Journal of Chinese Economic and Foreign Trade Studies, 2(1), 31–46.
Ivanov, D., Das, A., Choi, T.-M., et al. (2018). New flexibility drivers for manufacturing, supply chain and service operations. International Journal for Production Research, 56(10), 3359–3368.
Jain, A., Jain, P. K., Chan, F. T. S., Singh, S., et al. (2013). A review on manufacturing flexibility. International Journal of Production Research, 51(19), 5946–5970.
Jin, Y., Hopkins, M. M., Wittmer, J. L. S., et al. (2010). Linking human capital to competitive advantages: Flexibility in a manufacturing firm’s supply chain. Human Resource Management, 49(5), 939–963.
Johnson, D. J. (2003). A framework for reducing manufacturing throughput time. Journal of Manufacturing Systems, 22(4), 283–289.
Kara, S., & Kayis, B. (2004). Manufacturing flexibility and variability: An overview. Journal of Manufacturing Technology Management, 15(6), 466–478.
Karuppan, C. M. (2004). Strategies to foster labor flexibility. International Journal of Productivity and Performance Management, 53(6), 532–547.
Kathuria, R., & Partovi, F. Y. (1999). Work force management practices for manufacturing flexibility. Journal of Operations Management, 18(1), 21–39.
Katic, M., & Agarwal, R. (2018). The Flexibility paradox: Achieving ambidexterity in high-variety, low-volume manufacturing. Global Journal of Flexible Systems Management, 19(Suppl. 1), S69–S86.
Kaur, S. P., Kumar, J., Kumar, R., et al. (2017). The relationship between flexibility of manufacturing system components, competitiveness of SMEs and business performance: A study of manufacturing SMEs in Northern India. Global Journal of Flexible Systems Management, 18(2), 123–137.
Kazemian, I., & Aref, S. (2016). Multi-echelon supply chain flexibility enhancement through detecting bottlenecks. Global Journal of Flexible Systems Management, 17(4), 357–372.
Kemmoe, S., Pernot, P. A., Tchernev, N., et al. (2014). Model for flexibility evaluation in a manufacturing network strategic planning. International Journal of Production Research, 52(15), 4396–4411.
Kim, M., Suresh, N. C., & Hillmer, C. (2013). An impact of manufacturing flexibility and technological dimensions of manufacturing strategy on improving supply chain responsiveness: Business environment perspective. International Journal of Production Research, 51(18), 5597–5611.
Kok, T. G. (2018). Modelling short-term manufacturing flexibility by human intervention and its impact on performance. International Journal of Production Research, 56(1–2), 447–458.
Koste, L. L., & Malhotra, M. K. (1999). A theoretical framework for analyzing the dimensions of manufacturing flexibility. Journal of Operations Management, 18(1), 75–93.
Koste, L. L., Malhotra, M. K., Sharma, S., et al. (2004). Measuring dimensions of manufacturing flexibility. Journal of Operations Management, 22, 171–196.
Kulkarni, S. S., & Francas, D. (2018). Capacity investment and the value of operational flexibility in manufacturing systems with product blending. International Journal of Production Research, 56(10), 3563–3589.
Kumar, V., Fantazy, K. A., Kumar, U., et al. (2006). Implementation and management framework for supply chain flexibility. Journal of Enterprise Information Management, 19(3), 303–319.
Landau, S., & Everitt, B. S. (2004). A handbook of statistical analysis using SPSS. London: Chapman & Hall.
Lau, R. S. M. (1999). Critical factors for achieving manufacturing flexibility. International Journal of Operations & Production Management, 19(3), 328–341.
Lu, D., Ding, Y., Asian, S., & Paul, S. K. (2018). From supply chain integration to operational performance: The moderating effect of market uncertainty. Global Journal of Flexible Systems Management, 19(Suppl. 1), S3–S20.
Lucake, J. F. (1996). Student’s t-tests and the Glasgow Coma Scale. Annals of Emergency Medicine, 28, 408–413.
Lummus, R. R., Duclos, L. K., Vokurka, R. J., et al. (2003). Supply chain flexibility: Building a new model. Global Journal of Flexible Systems Management, 4(4), 1–13.
Mendes, L., & Machado, J. (2015). Employees’ skills, manufacturing flexibility and performance: A structural equation modelling applied to the automotive industry. International Journal of Production Research, 54(13), 4087–4101.
Miles, R. E., Snow, C. C., Meyer, A. D., Coleman, H. J., et al. (1978). Organizational strategy, structure and process. The Academy of Management Review, 3(3), 546–562.
Miller, D., & Friesen, P. H. (1984). A longitudinal study of the corporate life cycle. Management Science, 30(10), 1161–1183.
Miller, D., & Friesen, P. H. (1986). Porter’s (1980) generic strategies and performance: An empirical examination with American data. Part I: Testing porter. Journal of Management Studies, 7, 37–55.
Miller, J. G., & Roth, A. V. (1994). A taxonomy of manufacturing strategies. Management Science, 40(3), 285–304.
Mintzberg, H. (1978). Patterns in strategy formation. Management Science, 24(9), 934–948.
Mishra, D., Sharma, R. R. K., Gunasekaran, A., Papadopoulos, T., Dubey, R., et al. (2017). Role of decoupling point in examining manufacturing flexibility: An empirical study for different business strategies. Total Quality Management & Business Excellence. https://doi.org/10.1080/14783363.2017.1359527.
Narasimhan, R., & Das, A. (2000). An empirical examination of sourcing’s role in developing manufacturing flexibilities. International Journal of Production Research, 38(4), 875–893.
Nunnally, J. L. (1978). Psychometric theory (1st ed.). New York: McGraw-Hill.
Ojha, D., White, R. E., Rogers, P. P., Kuo, C. C., et al. (2015). Information processing-related infrastructural antecedents of manufacturing flexibility—A real options perspective. International Journal of Production Research, 53(17), 5174–5192.
Olhager, J. (2003). Strategic positioning of the order penetration point. International Journal of Production Economics, 85(3), 319–329.
Olhager, J. (2010). The role of the customer order decoupling point in production and supply chain management. Computers in Industry, 61(9), 863–868.
Parker, R. P., & Wirth, A. (1999). Manufacturing flexibility: Measures and relationships. European Journal of Operational Research, 118(3), 429–449.
Perez, M. P., Bedia, A. N. S., Fernandez, M. C. L., et al. (2016). A review of manufacturing flexibility: Systematising the concept. International Journal of Production Research, 54(10), 3133–3148.
Porter, M. E. (1980). Competitive strategy: Techniques for analysing industries and competitors. New York: Free Press.
Pugh, D. S., Hickson, D. J., Hinings, C. R., Turner, C., et al. (1968). Dimensions of organization structure. Administrative Science Quarterly, 13(1), 65–105.
Pujawan, I. N. (2004). Assessing supply chain flexibility: A conceptual framework and case study. International Journal of Integrated Supply Management, 1(1), 79–97.
Rogers, P. P., Ojha, D., White, R. E., et al. (2011). Conceptualizing complementarities in manufacturing flexibility: A comprehensive review. International Journal of Production Research, 49(12), 3767–3793.
Sanchez, A. M., & Perez, M. P. (2005). Supply chain flexibility and firm performance: A conceptual model and empirical study in the automotive industry. International Journal of Operations & Production Management, 25(7), 681–700.
Sethi, A., & Sethi, S. (1990). Flexibility in manufacturing: A survey. International Journal of Flexible Manufacturing Systems, 2, 289–328.
Sharma, R. R. K., & Abidi, S. (2006). Different culture of prospectors and defenders. In International conference on operations & quantitative methods-VII, pp. 777–782.
Sharman, G. (1984). The rediscovery of logistics. Harvard Business Review, 62(5), 71–80.
Shukla, A. C., Deshmukh, S. G., Kanda, A., et al. (2010). Flexibility and sustainability of supply chains: Are they together? Global Journal of Flexible Systems Management, 11(1–2), 25–38.
Shibin, K. T., Gunasekaran, A., Papadopoulos, T., Dubey, R., Singh, M., & Wamba, S. F. (2016). Enablers and barriers of flexible green supply chain management: a total interpretive structural modeling approach. Global Journal of Flexible Systems Management, 17(2), 171–188.
Singh, R. K., & Acharya, P. (2013). Supply chain flexibility: A frame work of research dimensions. Global Journal of Flexible Manufacturing Systems, 14(3), 157–166.
Smith, K. L. (1997). Management control systems and strategy: A critical review. Accounting Organizations and Soceity, 22(2), 207–232.
Stevenson, M., & Spring, M. (2007). Flexibility from a supply chain perspective: Definition and review. International Journal of Operations & Production Management, 27(7), 685–713.
Suarez, F. F., Cusumano, M. A., Fine, C. F., et al. (1996). An empirical study of manufacturing flexibility in printed circuit board assembly. Operations Research, 44(1), 223–240.
Sushil. (2018). Interpretive multi-criteria valuation of flexibility initiatives on direct value chain. Benchmarking: An International Journal, 25(9), 3720–3742.
Swafford, P. M., Ghosh, S., Murthy, N. N., et al. (2006). The antecedents of supply chain agility of a firm: Scale development and model testing. Journal of Operations Management, 24(2), 170–188.
Tsourveloudis, N. C., & Phillis, Y. A. (1998). Manufacturing flexibility measurement: A fuzzy logic framework. IEEE Transactions Robotics and Automation, 14, 513–524.
Vickery, S., Calantone, R., Cornelia, D., et al. (1999). Supply chain flexibility: An empirical study. The Journal of Supply Chain Management, 35, 16–24.
Viswanadham, N., & Narahari, Y. (1992). Performance modeling of automated manufacturing systems. Upper Saddle River, NJ: Prentice-Hall, Inc.
Vollmann, T., Berry, W., Whybark, D. C., Jacobs, R., et al. (2005). Manufacturing planning and control for supply chain management (5th ed.). New York: McGraw-Hill/Irwin.
Watts, N. A., Hahn, C. K., Sohn, B. K., et al. (1993). Manufacturing flexibility: Concept and measurement. Operations Management Review, 9(4), 33–44.
Wright, P. M., & Snell, S. A. (1998). Toward a unifying framework for exploring fit and flexibility in strategic human resource management. The Academy of Management Review, 23(4), 756–772.
Yang, B., Burns, N. D., Backhouse, C. J., et al. (2005). An empirical investigation into the barriers to postponement. International Journal of Production Research, 43(5), 991–1005.
Yazici, H. J. (2005). Influence of flexibilities on manufacturing cells for faster delivery using simulation. Journal of Manufacturing Technology Management, 16(8), 825–841.
Zhang, Q., Vonderembse, M. A., Lim, J. S., et al. (2003). Manufacturing flexibility: Defining and analyzing relationships among competence, capability and customer satisfaction. Journal of Operations Management, 21(2), 173–191.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Dey, S., Sharma, R.R.K. & Pandey, B.K. Relationship of Manufacturing Flexibility with Organizational Strategy. Glob J Flex Syst Manag 20, 237–256 (2019). https://doi.org/10.1007/s40171-019-00212-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40171-019-00212-x