
Abstract
Micro-end milling is one of the widely used processes for producing micro features/components in micro-fluidic systems, biomedical applications, aerospace applications, electronics and many more fields. However in these applications, the forces generated in the micro-end milling process can cause tool vibration, process instability and even cause tool breakage if not minimized. Therefore, an accurate prediction of cutting forces in micro-end milling is essential. In this work, a finite element method based model is developed using ABAQUS/Explicit 6.12 software for prediction of cutting forces in micro-end milling with due consideration of tool edge radius effect, thermo-mechanical properties and failure parameters of the workpiece material including friction behaviour at tool-chip interface. Experiments have been performed for manufacturing of microchannels on copper plate using 500 µm diameter tungsten carbide micro-end mill and cutting forces are acquired through a dynamometer. Predicted cutting forces in feed and cross feed directions are compared with experimental results and are found to be in good agreements. Results also show that FEM based simulations can be applied to analyze size effects of specific cutting forces in micro-end milling process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Recently the demand of micro components/products in many areas like micro-fluidic devices, medicine, optics, biomedical, aerospace, electronics, communication, etc. is increasing for enhancing product performance, reduction of product weight and cost to improve industrial economic growth [1, 2]. However to achieve these goals, there is a growing need of a faster, reliable and precise manufacturing approach which can be used for a wide range of materials for different applications [3]. The micro-end milling is one of such precise micro manufacturing approach which shows a great promise in manufacturing of micro features and micro components with three dimensional features, higher aspect ratio and tolerable surface quality. This process is not only faster but also cost effective as compared to most of the other micro fabrication processes [4, 5]. However, the forces generated in the micro-end milling process can cause vibration and process instability and even cause tool breakage if not minimized [6]. Therefore, an accurate prediction of cutting forces, cutting mechanism, failure mechanism and factors affecting the micro-end milling operation is essential. A lot of researches have been performed to analyze the mechanics of cutting forces, chip formation and product quality in micro-end milling [4–7]. However, accurate prediction of cutting forces in micro-end milling is challenging due to size effect, cutting tool edge radius effect, minimum chip thickness effect, breakage of miniaturized tool, micro burr formation, etc. [7, 8].
Past few decades show significant progress in industry driven predictive modeling of machining processes. These predictive modeling techniques are mainly analytical, numerical, experimental, artificial intelligent based and hybrid techniques [9]. Nowadays, some more modeling techniques like molecular dynamics simulation and multi-scale modeling are also used to investigate the machining operation [1, 2, 10]. These modeling techniques are used for the prediction of fundamental machining process variables such as cutting forces, stress distribution, strains, temperature, etc. However, practical utility of these machining models depends on their capability to link the fundamental variables with the performance measure like, product quality, surface integrity, tool wear, burr formation, etc. [9]. Among these modeling techniques, mechanics based models were mainly applied to predict cutting forces in micro-end milling process with the effect of tool geometry, tool workpiece interaction, plowing and elastic recovery of the material [11–16]. As uncut chip thickness in micro-end milling is often comparable to edge radius and resultant highly negative effective rake angle promotes elasto-plastic deformation with difficulty in chip formation and nonlinear increase in specific forces, some of the recent mechanistic models have considered size effect and minimum chip thickness effect also [14, 15]. It was also observed that specific cutting forces are higher in down-milling side than that in up-milling due to the impact on the workpiece [17].
Finite element method (FEM) based modeling techniques have also received wide acceptability for prediction of cutting forces in mechanical micromachining with the advancement of recent computational speed [2, 9, 10]. FEM based techniques are good compliments to experimental intensive mechanistic approaches and offer a reasonable insight to the machining process for selection of cutting parameters to avoid pre-failure of the tool [1, 2, 10]. Johnson–Cook constitutive equation [18], material property and failure parameter of the workpiece [19] are generally applied in the FEM model for prediction of cutting forces in micro-milling [20–24]. Lai et al. [20] also considered micro-scale size effect, edge radius effect and modified Johnson–Cook equation for prediction of cutting forces and specific shear energy. Chip formation in micro-milling operation was also simulated using commercial FEM software by several researchers [5, 6]. Ding et al. [22] used a fully coupled thermo-mechanical ABAQUS/Explicit FEM model for prediction of specific cutting force, stress, temperature and chip formation in micro slotting and side cutting of hardened tool steel. Özel et al. [23] reported experimental investigation and finite element simulation on the effects of uncoated and cBN coated tools on performance measure such as surface roughness, burr formation and tool wear prediction in micro-end milling of titanium alloy Ti–6Al–4V. Jin and Altintas [24] predicted the micro-milling forces with finite element method for brass 260 workpiece. Experimental results obtained from micro-milling were compared with simulated results and coefficients of cutting forces were identified from series of FE simulation and used to simulate micro-milling forces. Recently, Thepsonthi and Özel [25] proposed an integrated method where cutting forces and tool wear were predicted by finite element method and optimum tool path and optimum process parameters were determined by some optimization techniques. Jing et al. used hybrid technique to predict the cutting force [26].
In the proposed work FEM model is established for prediction of cutting forces and von-Mises stress in micro-end milling with due consideration of material behaviour, tool edge radius effect and fracture behaviour of the work material including friction parameter in the tool-chip interface. This work provides analysis of the effect of uncut chip thickness on the cutting process. The main contribution of this work is the investigation of the size effect phenomenon on chip formation and cutting forces at lower feed values of a micro-end milling process. The variations of cutting forces and specific cutting forces with respect to feed or uncut chip thickness are simulated. Additionally von-Mises stress variation with feed or uncut chip thickness is also analyzed and the trend also indicates the size effect at low feed values. Experiments are carried out for manufacturing of microchannels on copper workpiece using 500 µm diameter tungsten carbide tools and cutting force results are verified with proposed model predicted results in order to assess the validity of the FEM model.
FEM Modeling of Micro-end Milling
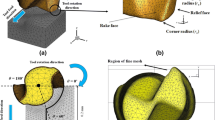
A finite element method (FEM) based model for micro-end milling of copper is established using FEM software ABAQUS/Explicit 6.12. The dynamic, explicit, adiabatic condition is used to analyze the cutting process in proposed FEM model [27]. The considered plastic strain based FEM model of orthogonal micro cutting process with tool edge radius is shown in Fig. 1.

FEM model of micro-end milling process
The main advantage of FEM based model is to able to predict fundamental variables as well as performance measure for different cutting conditions [9]. Micro-milling environment is considered as dry cutting with initial temperature is set at room temperature. Tool rigidity is quite higher than workpiece rigidity and considered as an isothermal rigid body and represented by the reference point (RP) to acquire the data value [24]. The mesh size is maintained comparable with tool edge radius in order to maintain the simulation precision. The tool is restricted in all directions and workpiece travels towards the tool with uniform velocity V in Y-direction (feed direction). Workpiece is fixed in such a way so that it can travel along the Y-direction only. The dynamic explicit FEM model flowchart with ABAQUS/Explicit 6.12 for the prediction of cutting forces and von-Mises stress in micro-end milling process is shown in Fig. 2.

Dynamic explicit FEM model flowchart
Modeling of Material Behavior
Johnson and Cook [18] constitutive model is considered for the proposed FEM simulation of orthogonal cutting process. It considers metals subjected to larger strains, higher strain rate and higher temperature dependent property and provides a good description of the material behavior [18]. The Johnson–Cook (JC) model is described by the expression of average flow stress given in Eq. (1).
where \(\varepsilon\) is the equivalent plastic strain, \(\dot{\varepsilon }\) and \(\dot{\varepsilon }_{0}\) are the equivalent and reference plastic strain rates, T, T m and T 0 are the material’s cutting zone, melting and room temperature, respectively, n is the strain hardening index, and m is the thermal softening index. Parameters A, B and C represent the yield strength, hardening modulus and strain rate sensitivities of the material. For the proposed model, workpiece material is considered as oxygen free highly conductive (OFHC) copper and the material property and failure parameter is used from Johnson and Cook work [18, 19]. The material model is integrated into the solution by ABAQUS/Explicit predefined functions VUMAT. The material properties, Johnson–Cook parameters and failure parameters used in the FEM modeling [18, 19] are given in Table 1.
Johnson and Cook failure model is used for the damage initiation criterion [19]. This model use the influence of strain, strain rates and temperature on the calculation of material failure and given by Eq. (2). The five failure parameter of the Johnson and Cook failure model (d 1, d 2, d 3, d 4 and d 5) are shown in Table 1. For the present model the once the average plastic strain reaches the critical value the workpiece element is consider as failed and removed from the next solver step. This step is defined by ABAQUS/Explicit VUMAT function.
Tool Edge Radius and Friction at Tool Chip Interface
Tool edge radius is one of the important parameter and considered as the primary cause of minimum chip thickness by many researchers [20]. For the proposed FEM model 2 µm tool edge radius is considered. Friction in the tool chip interface primarily depends on the cutting parameters and tool geometrical parameters. Due to lack of information on tool chip interface friction characteristic in micro domain and difficulty in determination of coefficient of friction at tool-chip interface, different authors suggested different values of coefficient of friction [20, 21]. However, for prediction of principal cutting force and thrust force in micromachining of OFHC copper, Kim et al. [21] considered three different values of coefficient of friction (µ = 0, 0.15 and 0.3) and showed that principle cutting forces are in good agreement regardless of coefficient of friction while thrust force error is large. However, thrust force in micro-end milling is very less compared to principle cutting force [28]. It can also be observed from their work that predicted principal cutting force at the coefficient of friction µ = 0.15 shows better agreement with experimental results [21]. Therefore, coefficient of friction µ for the present FEM simulation of micro-end milling of OFHC copper is chosen as 0.15.
Prediction of Stress and Cutting Forces Using FEM
Twelve numbers of cutting simulations are performed using 500 µm micro-end mills with tool edge radius of 2 µm to analyze von-Mises stress, tangential force, feed force and specific cutting forces. The combinations of different cutting parameters for twelve cutting simulations are shown in Table 2.
Micro-end milling cutting force directions with two fluted micro-end mill and variation in uncut chip thickness (h) with positioning angle \(\left( \varphi \right)\) is shown in Fig. 3. The uncut chip thickness (h) is related with feed per tooth (f t ) and positioning angle \(\left( \varphi \right)\) by the Eq. (3).

Micro-milling with two fluted micro-end mill
von-Mises stress which helps to estimate yield criteria and fatigue strength of the workpiece material is analyzed in the FEM simulation of micro-end milling process. The simulated results of von-Mises stress distribution for various cutting conditions are shown in Fig. 4a–d.

Chip formation and predicted von-Mises stress distribution at spindle speed of 10,000 rpm, depth of cut of 50 µm and feed of a 0.5 µm/tooth, b 1.0 µm/tooth, c 1.5 µm/tooth, d 2.0 µm/tooth
It can be observed that simulation of chip formation and von-Mises stress distribution at lower feed value gives higher stress and more difficulty in chip formation. Maximum value of simulated von-Mises stress is found to be 639.8 MPa corresponds to the feed rate of 0.5 µm/tooth. This higher value of stress may be due to plowing or rubbing at low feed rate and shows the size effect of the micro-end milling process [14, 15]. However, the stress value decreases at higher rate with the increase in feed until the feed approaches to the tool edge radius value as shown in Fig. 5. It can also be seen that von-Mises stress remains almost unchanged with the increase in feed value beyond tool edge radius value. This may be due to ease of chip formation as size effect is negligible at higher feed value. The stress distribution under different cutting conditions indicates that lower value of von-Mises stress occurs on the machined surface and it is increasing towards the cutting edge of the tool. This is due to the higher force required at the cutting edge of the tool in the shear zone for chip formation. This will indirectly increases the stress value at the tool chip interface [29].

Variation of maximum von-Mises stress with feed
Tangential force (F t ) and feed force (F f ) per unit width are calculated for different simulated feed values by the Eqs. (4) and (5) and plotted against feed as shown in Fig. 6.
where F x , F y are simulated force in X and Y direction, respectively; and \(\varphi\) is the positioning angle of the end mill tooth. It can be seen that both force values increase with the increase in feed (f t ). This increasing trend of force is due to increase of chip load with higher feed rate at the tool tip of micro-end mill. Effect of cutting speed variation is not taken care in this model.

Tangential force (F t ) and feed force (F f ) variation with feed
Specific cutting forces are also calculated from the tangential and feed force (per unit width) by dividing the uncut chip thickness (h) for different feed values to better understand the size effect in micro-end milling [17]. Figure 7 shows that specific cutting forces increase with decrease of feed. The rate of increase of specific cutting forces is higher when feed per tooth becomes less than tool edge radius. This trend of specific cutting forces indicates that plowing occurs at low feed.

Specific cutting forces variation with feed
Experimental Validations
Experimental Details
The schematic representation of experimental setup for the proposed micro-end milling process is shown in Fig. 8.

Schematic representation of experimental setup for micro-end milling process
Experiments have been performed on multi-purpose micro machining center (Model No. DT-110, Mikrotools Ltd.) having spindle speed of up to 60,000 rpm and run out of less than 1 µm. The Z-axis of the machining center moves vertically with respect to the working platform to achieve the desired depth of cut. Desired feed of the micro-end mill is achieved by moving Y stage. A two-flute tungsten carbide micro-end mill with the given geometry as shown in Table 3 is used to manufacture the microchannels on copper workpiece.
In order to validate the FEM model, micro-end milling experiments have been carried out on a copper plate. Cutting conditions used for manufacturing of microchannels (length 10 mm, depth of 150 µm and width 500 µm) under dry cutting are shown in Table 4. Cutting forces are acquired by force dynamometer (Kistler Type 9256C2) with the sampling rate of 6000 Hz. The charge signals generated by dynamometer are converted into voltage signals by charge amplifier and acquired by the data acquisition system. Actual image of the experimental setup along with fabricated microchannels are shown in Fig. 9.

Actual experimental setup for micro-end milling process with fabricated microchannel
Model Validation
To analyze the utility of proposed model, experimental cutting force results in feed (Y-direction) and cross feed direction (X-direction) are used to validate the model. The experimental and FEM simulated F x and F y forces at spindle speed of 10,000 rpm, depth of cut of 50 µm and feed of 1 and 2 µm are compared in Figs. 10a, b and 11a, b, respectively.

Comparison of simulated and experimental cutting force (F x ) a feed of 1 µm/tooth, b feed of 2 µm/tooth at spindle speed of 10,000 rpm and depth of cut of 50 µm

Comparison of simulated and experimental cutting force (F y ) a feed of 1 µm/tooth, b feed of 2 µm/tooth at spindle speed of 10,000 rpm and depth of cut of 50 µm
Experimental cutting forces are generally acquired in time domain while simulations of cutting forces are performed with respect to cutter rotational angle. To compare the experimental cutting forces to the corresponding simulated cutting forces, cutting time is converted to rotational angle using sampling rate. Table 5 shows the comparisons of experimental and simulated cutting forces in terms of the average of peak values of the cutting forces. Table 5 also lists the absolute percentage error between predicted and experimental cutting forces. The maximum and minimum error for force F x are 16.27 and 9.51 %, respectively; while for force F y these are 7.66 and 3.24 %, respectively. From the error analysis it is also observed that error in feed direction (Y-direction) is lower compare to cross feed direction (X-direction).
The simulated cutting forces F x and F y show good agreement with experimental results. However, small discrepancy of simulated and experimental forces is observed as tool dynamics and tool wear during milling process are not considered in the FEM model which always predicts same force in each pass of the cutting edge. However, in actual experimental scenario tool dynamics, tool wear will cause variations of cutting forces in different passes of the cutting edge. Moreover, at feed value of 1 µm/tooth difference of maximum cutting forces between two consecutive passes is more compared those at feed value of 2 µm/tooth. This may be due to the fact that lower feed value is closer to the minimum chip thickness and there may be plowing or rubbing at one pass and chip formation with accumulated higher chip thickness in the next pass. This minimum chip thickness effect is not considered in this present model. From Figs. 10 and 11 it can also be observed that experimental cutting forces increase with increase in number of cutter rotation. This may be because of the accelerated tool wear and edge rounding in the micro-end milling process.
Conclusion
The present paper described the cutting force prediction in micro-end milling from the ABAQUS/Explicit FEM model for copper workpiece based on Johnson–Cook model. The proposed FEM model shows the effect of tool edge radius, uncut chip thickness, material softening parameter and cutting parameters and validated by micro-end milling experiments. Tangential force and feed force are analyzed with increase in feed and found to be of increasing trend due to higher chip load at the tool tip. However, tangential force is increasing at a higher rate than feed force. von-Mises stress distribution is analyzed and found that the maximum stress developed at the shear zone in the tool-chip interface. Finite element simulation of von-Mises stress and specific cutting forces showed the size effects in micro-end milling process. The simulated cutting forces were successfully validated with experimental results. Future research may be directed towards the modeling of micro-milling process with minimum chip thickness, tool deflection and tool wear effects.
References
X. Liu, R.E. DeVor, S.G. Kapoor, K.F. Ehmann, The mechanics of machining at the micro scale: assessment of the current state of the science. Trans. ASME J. Manuf. Sci. Eng. 126, 666–678 (2004)
D. Dornfeld, S. Min, Y. Takeuchi, Recent advances in mechanical micromachining. Ann. CIRP Manuf. Technol. 55(2), 745–769 (2006)
J. Chae, S.S. Park, T. Freiheit, Investigation of micro-cutting operations. Int. J. Mach. Tools Manuf. 46(3–4), 313–332 (2006)
M. Rahman, A.S. Kumar, J.R.S. Prakash, Micro milling of pure copper. J. Mater. Process. Technol. 116, 39–43 (2001)
F. Ducobu, E. Filippi, E. Rivière-Lorphèver, Chip formation in micro-milling, in Proceedings of the 8th National Congress on Theoretical and Applied Mechanics, May 28–29, Brussels, Belgium, pp. 333–339 (2010)
J. Wang, Y. Gong, G. Abba, J.F. Antoine, J. Shi, Chip formation analysis in micromilling operation. Int. J. Adv. Manuf. Technol. 45, 430–447 (2009)
M.A. Camara, J.C.C. Rubio, A.M. Abrao, J.P. Davim, State of the art on micromilling of materials, a review. J. Mater. Sci. Technol. 28(8), 673–685 (2012)
M.S. Shunmugam, Machining challenges: macro to micro cutting. J. Inst. Eng. India Ser. C (2015). doi:10.1007/s40032-015-0182-0
P.J. Arrazola, T. Özel, D. Umbrello, M. Davies, I.S. Jawahir, Recent advances in modelling of metal machining processes. Ann. CIRP Manuf. Technol. 62, 695–718 (2013)
R.S. Anand, K. Patra, Modeling and simulation of mechanical micro-machining—a review. Mach. Sci. Technol. 18, 323–347 (2014)
M.T. Zaman, A.S. Kumar, M. Rahman, S. Sreeram, A three dimensional analytical cutting force model for micro end milling operation. Int. J. Mach. Tools Manuf. 46, 353–366 (2006)
I.S. Kang, J.S. Kim, J.H. Kim, M.C. Kang, Y.W. Seo, A mechanistic model of cutting force in the micro end milling process. J. Mater. Process. Technol. 187–188(12), 250–255 (2007)
I.S. Kang, J.S. Kim, Y.W. Seo, Cutting force model considering tool edge geometry for micro end milling process. J. Mech. Sci. Technol. 22, 293–299 (2008)
G. Bissacco, H.N. Hansen, J. Slunsky, Modelling the cutting edge radius size effect for force prediction in micro milling. Ann. CIRP Manuf. Technol. 57, 113–116 (2008)
M.B.G. Jun, C. Goo, M. Malekian, S. Park, A new mechanistic approach for micro end milling force modeling. Trans. ASME J. Manuf. Sci. Eng. 134, 011006-1-9 (2012)
Y.V. Srinivasa, M.S. Shunmugam, Mechanistic model for prediction of cutting forces in micro end-milling and experimental comparison. Int. J. Mach. Tools Manuf. 67, 18–27 (2013)
T. Zhang, Z. Liu, C. Xu, Theoretical modeling and experimental validation of specific cutting force for micro end milling. Int. J. Adv. Manuf. Technol. 77, 1433–1441 (2015)
G.R. Johnson, W.H. Cook, A constitutive model and data for metals subjected to large strains, high strain rates and high temperature, in Proceedings of the Seventh International Symposium on Ballistics, The Haque, The Netherlands, pp. 541–547 (1983)
G.R. Johnson, Fracture characteristics of three metals subjected to various strains, strain rates, temperatures and pressures. Eng. Fract. Mech. 20(1), 31–48 (1985)
X. Lai, H. Li, C. Li, Z. Lin, J. Ni, Modeling and analysis of micro scale milling considering size effect, micro cutter edge radius and minimum chip thickness. Int. J. Mach. Tools Manuf. 48(1), 1–14 (2008)
K.W. Kim, W.Y. Lee, H. Sin, A finite element analysis for the characteristics of temperature and stress in micro-machining considering the size effect. Int. J. Mach. Tools Manuf. 39, 1507–1524 (1999)
H. Ding, N. Shen, Y.C. Shin, Experimental evaluation and modeling analysis of micromilling of hardened H13 tool steels. Trans. ASME J. Manuf. Sci. Eng. 133, 041007-1-11 (2011)
T. Özel, T. Thepsonthi, D. Ulutan, B. Kaftanoglu, Experiments and finite element simulations on micro-milling of Ti–6Al–4V alloy with uncoated and cBN coated micro-tools. Ann. CIRP Manuf. Technol. 60, 85–88 (2011)
X. Jin, Y. Altintas, Prediction of micro-milling forces with finite element method. J. Mater. Process. Technol. 212(3), 542–552 (2012)
T. Thepsonthi, T. Özel, An integrated toolpath and process parameter optimization for high-performance micro-milling process of Ti–6Al–4V titanium alloy. Int. J. Adv. Manuf. Technol. 75, 57–75 (2014)
X. Jing, H. Li, J. Wang, Y. Tian, Modelling the cutting forces in micro-end-milling using a hybrid approach. Int. J. Adv. Manuf. Technol. 73, 1647–1656 (2014)
ABAQUS, Theory and analysis user’s manual. Version 6.12-3 (2012)
M.S.J. Hashmi, Comprehensive Materials Processing, vol. 13 (Elsevier, UK, 2014)
K. Kadirgama, R.A. Bakar, M. Rahman, B. Mohamad, Modeling of Residual Stress, Finite Element Analysis—From Biomedical Applications to Industrial development, ed. By D. Moratal, (InTech, Europe, 2012), pp. 369–378
Acknowledgments
The present work is the extended version of the paper entitled “MODELING AND ANALYSIS OF CUTTING FORCES IN MICRO END MILLING” presented in the 5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) organised during December 12th–14th, 2014, at Indian Institute of Technology Guwahati, India.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Pratap, T., Patra, K. Finite Element Method Based Modeling for Prediction of Cutting Forces in Micro-end Milling. J. Inst. Eng. India Ser. C 98, 17–26 (2017). https://doi.org/10.1007/s40032-016-0232-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40032-016-0232-2