
Abstract
Additive manufacturing is considered more sustainable than traditional manufacturing due to its efficient energy and materials usage. However, previous literature indicates that this suggestion is applicable only for the polymer materials, and the environmental issues of additive manufacturing with metallic materials are still not clear. With the method of life cycle assessment, this paper analyzes and compares the energy consumptions and environmental impacts of direct energy deposition and traditional machining processes for a typical metal part. Further, the article attempts to identify the significant issues in the two manufacturing options that contribute most to the environmental impacts. Six environmental impacts were assessed in this study: global warming potential (GWP); acidification potential (AP); eutrophication potential; ozone depletion potential (ODP); photochemical ozone creation potential (POCP); and abiotic depletion potential (ADP). The results show that the gear laser fabrication process consumes more energy and releases more negative emissions compared with traditional gear manufacturing processes. The results of GWP, AP, ODP, ADP and POCP of the traditional gear manufacturing are only 30.33, 43.42, 17, 65.05 and 54.68% of the gear laser fabrication.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing (AM) is an advanced technology used to fabricate three-dimensional (3D) parts directly from the 3D computer-aided design (CAD) model. The materials are deposited layer after layer until the building of the part is completed (Scott et al. 2012). Based on layer-by-layer fabrication, many advantages can be achieved by AM, including highly flexible process, no requirement of tooling or molds, high efficiency of materials resources and cost-effectiveness (Gasser et al. 2010). Holding these competitive advantages, AM has been successfully applied in direct fabrication of complex structural components (Jeantette et al. 2000), functionally graded coatings (Pei and De Hosson 2000) and special occasions such as aerospace, defense, biomedical (Santos et al. 2006).
Since developed in the late 1980s, AM has experienced three decades of rapid growth and become one of the most advanced manufacturing techniques worldwide. At the initial stage of development, the research focuses on the optimization of mechanical properties and microstructures of the parts fabricated by AM. The technological benefits of AM have been widely reported and documented (Murr et al. 2012). Recently, with the increasing awareness of resource saving and environment protection, environmental performances (such as energy consumption as well as negative emissions) have attracted more attentions for this new emerged technology (Liu et al. 2016). However, being different with the consensus of AM’s technological benefits, a different opinion is held on its environmental performances.
Some researchers believe that AM is a sustainable solution because it can create products, parts and assemblies one layer at a time using only the necessary amount of material required for each process, and thus with near zero waste (Campbell et al. 2011). However, in traditional manufacturing processes, such as subtractive machining, the parts are produced from block. The size, dimension and weight of the block are always significantly larger than the part that is to be produced. It is reported that the ratios of waste of materials with the material ends-up in the final part can reach up to 19:1 (Reeves 2009) in subtractive manufacturing process. On the other hand, AM can reduce the environmental impacts by lessening transportation needs and packaging, thus to reduce the air pollutions and plastic pollutions (Kate 2015).
Many researchers, by contrast, claimed that AM is not necessarily less wasteful and also that their wastes are not necessarily recyclable (Faludi et al. 2015). It is reported that the specific energy consumption of AM processes is approximately 100 times higher than that of traditional manufacturing processes (Kurman and Lipson 2013; Yoon et al. 2014). Opinions about environmental performances of AM vary under different situations. In order to promote the extensive industrial applications and obtain an objective sustainability profile of AM, some researchers have suggested using quantitative assessment models to reflect the actual environmental performance of the AM technology.
Direct energy deposition (DED) is a laser additive manufacturing (LAM) process in which a high-powered laser is used to join materials to make dense three-dimensional structures layer upon layer (Gu et al. 2012). Compared with other solidification method, DED has a higher forming accuracy, lower substrate thermal effect zone and an outstanding mechanical property; therefore, it is now being widely applied in the fields of aerospace, repairing, defense and other industries (Kobryn and Semiatin 2001; Dong et al. 2013; Mudge and Wald 2007; Das et al. 1998). To the best of our knowledge, there is no scientific report about environmental impact assessment of DED with metal material, not even about the overall benefits of DED technique over traditional machining processes.
The goal of this paper is to quantify and compare the environmental performances along the manufacturing processes of a traditionally manufactured gear with its counterpart fabricated by DED process. Life cycle assessment (LCA) is applied to calculate the accumulated environmental impacts of the two manufacturing strategies. The results of this paper can help to provide convincing information when judging the environmental benefits of LAM over traditional manufacturing. It can also provide an all-sided view about DED and thus help decision makers making choices in selecting a more sustainable solution.
Materials and methods
Life cycle assessment (LCA) is a useful tool to help improve companies’ environmental performances by estimating the cumulative environmental impacts resulting from the entire product life cycle, including the impacts not considered in other traditional analysis methods (EPA 2006). LCA method looks at potential impacts on the environment due to the extraction of resources, transportation, production, use and end-of-life of products (Westkämper 2000). With the potential to provide a comprehensive view of environmental performances, LCA has been successfully used in both academic and industry (Li et al. 2013; Jiang et al. 2014; Liu et al. 2014; Shi et al. 2015). As a systematic approach, LCA consists of four components: goal definition and scoping, inventory analysis, impact assessment and interpretation (Rebitzer et al. 2004), and the following sections describe the various steps in details.
Goal and scope definition
The present LCA study is conducted according to ISO 14040 and 14044. The aim is to quantify and compare the environmental impact caused by different processes associated with the manufacturing processes of a traditionally manufactured gear with its counterpart fabricated by DED process. The object of this study is a high-speed gear used in wind turbine, and it is used to increase the rotational speeds so as to produce electricity. After a period of service, some failures may be happened due to the effects of corrosion, oxidation and tribology. Once the failure happens, the damaged gear needs to be replaced to recover the function of the gear box. Gear is a typical product that can be fabricated with AM technology, considering the space limitation of the DED machine, and the selected gear size is relatively small. The geometrical model and relative parameters of the gear are shown in Fig. 1.

Gear for the research object (Material: AISI 4140, Mass: 9.81 g, Volume: 1.26 cm3)
Due to time constraint and technical restrictions, it is difficult to track the usage information of a high-speed gear manufactured with DED technique, and we have to assume, according to the producer’s assurance, that the mechanical property and tribological property of a gear manufactured through DED technique have the quality as good as a new one and, therefore, meet the same quality requirements as an originally manufactured gear. Moreover, as for the period of end-of-life disposal, both of the two gears are recycled back for material recycling; therefore, the phase of usage and end-of-life disposal are excluded from the evaluation scopes. In this regard, the LCA study is conducted as a “cradle to gate” case, and the life cycle starts from raw material extraction, materials production, materials transportation and component manufacturing. Also, some simplifications and assumptions are necessary to make the problem manageable. The various parameters of different phases which were included or omitted from the scope of the LCA is summarized as below:
-
1.
The manufacturing and amortization of the machines and equipments are excluded from the system boundary.
-
2.
The functional unit is defined as “10,000 h of operation using the high-speed gear in the wind turbine”.
-
3.
The data of energy and resource consumptions in DED are collected from the laboratory.
-
4.
The data of energy and recourses consumptions of traditional gear manufacturing processes are collected from production line in the factory.
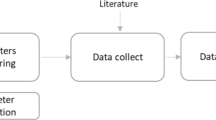
Figure 2 shows the brief system boundary of the LCA.

Detailed unit processes of the two manufacturing options indicating the system boundary of the LCA
Life cycle inventory analysis
Materials production
The materials consumed in the traditional gear manufacturing process (milling) include AISI 4140 bulk material and coolant. As for DED process, AISI 4140 powders and argon are needed for during the fabrication process. The respective quantities of the main materials used in the gear milling and laser fabrication are shown in Table 1.
The raw materials need to be extracted and refined from the minerals and then undergo various manufacturing processes to build the gear. Energy and resources are used for this purpose. AISI 4140 ingot is needed for both of the powder production in DED process and blank casting in traditional manufacturing process. The composition of AISI 4140 alloy steel is shown in Table 2. The data related to energy requirements, emissions of ingot materials, mining and production phases are referred from the unit process “alloy steel production” in GaBi database 6.0 (GaBi DB 6.0).
Metal powder production
Currently, many methodologies can be used for the production of metal powder, including molten salt electrolysis, sponge iron process, metallothermic reduction and atomization. Atomization is the most commonly utilized technology due to the high productivity and powder quality (Burkhart and Aurich 2015). AISI 4140 alloy is heated until melting point is reached in the crucible. The drop flow of metallic fluid is then disintegrated by high-speed inert gas (argon), congealed during its flight, and falls down as metal powder. The specific energy consumption (SEC) of atomization process ranges from 0.27 to 0.65 kWh/kg (Serres et al. 2011). The average value (0.46 kWh/kg) is used in this study. The energy inputs and emissions outputs during the metal powders production are referred from GaBi DB.
Materials transportation
The powders used in the gear fabrication in DED process are purchased from Carpenter Technology Corporation. The powder materials are transported by airplane for a distance of 1480 miles plus 29 miles by truck. The ingot materials used in casting process are purchased from McMaster-Carr Corporation. And the ingot materials are transported by airplane for a distance of 1160 miles plus 26 miles by truck. It is assumed that the lightweight of ingot/powder materials can be transported on a large quantity. Then the data related to energy requirements and emissions of materials transportation are referred from the unit processes “US: Transport, combination truck, average fuel mix” and “Transport, aircraft, freight” in GaBi DB.
Gear fabrication and milling process
The equipment used to fabricate the gear is LENS 450 Workstation (Optomec Inc. Albuquerque, NM, USA), equipped with a high-powered IPG 400 W fiber laser (IPG Photonics, Oxford, MA, USA), a pneumatic powder delivery system and a computer-controlled motion system. The DED process can fabricate the part with the dimension very close to the final part; however, a finishing is needed to meet the roughness and dimension requirement. Metal powders and argon gas as well as electricity energy are inputs in the process of gear fabrication; due to the limitation of the DED machine, not all of the powders are melted, and the powder efficiency in the process is only 14%. A preliminary study has been conducted for the selection of the parameters and energy consumption measurement for material deposition process of AISI 4140 (Liu et al. 2016). The parameters used during the material deposition process are laser power: 380 W, scanning speed: 20 inch/min, powder feed rate: 2.67 g/min, gas flow rate: 6 L/min. The energy input in DED process for AISI 4140 powder is 67.66 and 27.89 kWh/kg in finishing process after the laser deposition process (Paris et al. 2016).
As shown in Fig. 2, the traditional gear manufacturing processes include raw materials extraction, casting, roughing and finishing operations. There are multiple ways in which gear blanks can be shaped through the cutting and finishing processes. In this study, the after casted blank gear is shaped through form milling process. It is required that during the gear manufacturing process, 30% of the initial volume will be removed with the milling tool. The energy consumed in casting process is 4.72 kWh/kg (Yoon et al. 2014) and that in rouging and finishing processes is 7.77 and 27.89 kWh/kg, respectively, (Paris et al. 2016). The materials and energy consumptions for gear fabrication and milling process are compared in Table 1. Traditional manufacturing of a gear requires 0.127 kWh of energy, which is only 15.8% of a laser-fabricated gear that requires 0.803 kWh.
Based on the energy and materials input data in Table 1, the process flow is modeled in GaBi software, as shown in Fig. 3. Among the processes in the process flows, the processes of gas atomization, DED and finishing in Fig. 3a and the processes of casting, roughing and finishing in Fig. 3b are built based on the collected production data, and the other processes are referred to the unit processes in GaBi 6.0 database.

Process flow modeling in GaBi, a Direct energy deposition, b Traditional manufacturing
Results and discussion
Six impact categories are considered in this case study: global warming potential (GWP), acidification potential (AP), nutrient enrichment potential (EP), ozone depletion potential (ODP), photochemical ozone formation potential (POCP) and abiotic depletion potential (ADP). Impact characterization uses science-based conversion factors, called characterization factors, to convert and combine the LCI results into representative factors of impacts on human and ecological health. CML 2001 impact assessment method is used to quantify the LCI results to midpoint categories. And the overall impact assessment result is shown in Fig. 4. Given a certain environmental impact, the relative contribution of each input flow to the impact is shown in Figs. 5 and 6, where X-axis represents the input flows of the two manufacturing processes and the items in X-axis correspond to the input flows in Fig. 3.

Result of environmental impacts comparison of the two manufacturing processes

Results of separate impact categories in direct energy deposition process (Electri: Electricity)

Results of separate impact categories in traditional manufacturing (Electri: Electricity)
The results of environmental impacts shown in Fig. 4 suggest that laser fabrication of the gear will generate more environmental impacts compared with its traditional manufacturing processes for almost all of the selected impact categories except for EP. The results of GWP, AP, ODP, ADP and POCP of the traditional gear manufacturing are only 30.33, 43.42 , 17, 65.05 and 54.68% of that in gear laser fabrication. The reason is that more materials are consumed to fabricate the gear due to the low powder efficiency in DED process. On the other hand, although few materials are needed to be removed after DED process, the specific energy consumption in DED is higher than that of the traditional gear milling process; therefore, more energy is consumed in the entire DED process compared with traditional manufacturing processes.
Resource consumption analysis
The result of abiotic depletion potential (ADP) in Fig. 5 indicates that the electricity consumption presents an obviously high proportion of resource consumption during the gear laser fabrication process. This is because large amount of coal, crude oil and natural gas is used in electricity production. However, the results for ADP in Fig. 6 suggest that the lubrication usage contributes most to the resource consumption in the gear traditional manufacturing process. This is because the gear milling process is very time consuming and large amount of lubricant is needed during the material removal process and relatively high quantity of natural resource is needed during the production of lubricant. When a single gear is under consideration, the effect of materials transportation processes on resource consumption can be neglected due to the small amount of weight. However, the batch-processed gears (e.g., over 100 gears produced at one time) would possibly have transportation-related environmental impacts.
Environmental impacts analysis
The results of GWP, AP, EP, ODP and POCP in Figs. 5, 6 show that the environmental impacts are dominated by the electricity production in the gear laser fabrication processes. This is because the energy production process generates a large amount of negative emissions, such as CO2, SO2, CH4 and N2O , which have a significant influence on the selected impact categories. For the traditional gear manufacturing, the production of lubrication will bring about largest effect on the selected impacts. The effects of the production of other materials, such as argon and alloy steel, on the environmental impact are relatively less than the electricity and lubricant production, and the effect of the materials transportation can be neglected. The negative value of EP in the process of alloy steel production indicates that there are NOx and NH4 on the input, which gives a mitigation effect on the EP in this process.
Sensitivity analysis
Sensitivity analysis is conducted to measure the range of the changes in indicator results when adjusting the LCI input (Basket et al. 1995). Sensitivity analysis in LCA can be performed using a one-at-a-time approach (OAT), in which the input processes are changed one at a time to see its influence on the results (Groen et al. 2014). In this study, it is assumed that each LCI is normally distributed with a standard deviation equal to 10% of the mean. Also, the parameters are uncorrelated and independent. Tornado diagrams are used to illustrate sensitivity analysis. Given a change of global warming potential (GWP) in each stage of DED and traditional manufacturing, the tornado diagram, indicating the output change extent, is shown in Fig. 7.

Sensitivity analysis for GWP results a Direct energy deposition and b Traditional manufacturing processes
In Fig. 7, the length of bar represents the extent to which GWP change relative to given changes in LCI, and with −10 and 10% change in original LCI, and the material fabrication for DED process and coolant production for traditional manufacturing demonstrate the most sensitivity.
Limitations and future improvements
Data collection is an essential step in LCA analysis, and the quality and accuracy of data should respond with the goal and scope definition and meet the expectations of the decision makers. In this paper, the data of energy and resource consumptions in DED are collected from the laboratory, and the data of energy and recourses consumptions of traditional manufacturing processes are collected from production line in the factory by average. Due to the limitations of the DED machine, cost and time, the gears fabrication through DED cannot realize batch production. Therefore, the discrepancy cannot be avoided. Once the DED production of gears realizes batch production in the future, the process-related data can be collected onsite, and the problem of discrepancy can be solved.
Also, the results of resource consumption and environmental impact are analyzed based on the condition that a single gear is studied and the gear size is relatively small. In reality, the gear is made in batch, and the size is bigger than the object in this study. If a bigger gear is considered, the differences of the environmental impacts between DED and traditional manufacturing process will become more obvious, because few materials will be removed in the milling process (Paris et al. 2016). The environmental impact will largely be affected by the energy consumed in the gear manufacturing processes.
Conclusion
In this paper, the overall environmental performances of laser additive manufacturing and traditional manufacturing processes are figured out with LCA methodology for a case of gear production. The final environmental impacts show that the gear laser fabrication will generate more environmental impacts compared with its traditional manufacturing processes. The results of GWP, AP, ODP, ADP and POCP of the gear traditional manufacturing are only 30.33, 43.42, 17, 65.05 and 54.68% of that in gear laser fabrication.
In both of the DED and traditional manufacturing process, the environmental impact is largely determined by electric power and material consumptions. Due to the low powder efficiency in DED process, large amount of metal powder is lost during the deposition process and therefore, more materials are consumed to fabricate the gear. On the other hand, although few materials needed to be removed after DED process, the specific energy consumption in DED is higher than that of traditional milling process of gear; therefore, more energy is needed in the entire DED process compared with traditional manufacturing processes. Sensitivity analysis of the GWP suggests that the material fabrication for DED process and coolant production for traditional manufacturing demonstrate the most sensitivity; therefore, the future efforts should focus on these two processes for improving the environmental performances of the gear manufacturing.
Laser additive manufacturing with metal powders can offer many advantages including the design freedom, high performance and the ability to create part with complex shape. However, when considering the environmental impacts, it may not be the optimal option in many cases compared with traditional manufacturing. In order to promote its industrial development, some measures have to be taken to reduce its environmental impacts, such as increasing the powder efficiency. The results in this paper can remind the environmental issues existed in DED process, and it can also be used in the future work on an eco-efficiency decision while designing product from a life cycle perspective.
Acknowledgement
The authors also would like to extend the acknowledgements to the Foundation of the Whitacre College of Engineering and the Office of Vice President for Research at Texas Tech University.
References
Basket JS, Lacke CJ, Weizt KA, Warren JL (1995) Guidelines for assessing the quality of life cycle inventory analysis. EPA (NTIS)
Burkhart M, Aurich JC (2015) Framework to predict the environmental impact of additive manufacturing in the life cycle of a commercial vehicle. Procedia CIRP 29:408–413
Campbell TA, Williams CB, Ivanova O, Garrett B (2011) Could 3D printing change the world? Technologies, potential and implications of additive manufacturing, strategic foresight. Atlantic Council (www.acus.org)
Das S, Beama JJ, Wohlert M, Bourell DL (1998) Direct laser freeform fabrication of high performance metal components. Rapid Prototyp J 4(3):112–117
Dong S, Yan S, Xu B, Wang Y, Ren W (2013) Laser cladding remanufacturing technology of cast iron cylinder head and its quality evaluation. J Acad Armored Force Eng 27(1):90–93
Environmental Protection Agency (2006) Life cycle assessment: principles and practice. EPA 600/R-06/060. National Risk Management Research Laboratory, Cincinnati, Ohio, USA
Faludi J, Bayley C, Bhogal S, Iribarne M (2015) Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyp J 21(1):14–33
Gasser A, Backes G, Kelbassa I, Weisheit A, Wissenbach K (2010) Laser additive manufacturing. Laser Technik J 7(2):58–63
Groen EA, Heijungs R, Bokkers EA, de Boer IJ (2014) Sensitivity analysis in life cycle assessment. In: Proceedings of the 9th international conference on life cycle assessment in the agri-food sector, pp 8–10
Gu DD, Meiners W, Wissenbach K, Poprawe R (2012) Laser additive manufacturing of metallic components: materials, processes and mechanisms. Int Mater Rev 57(3):133–164
Jeantette FP, Keicher DM, Romero JA, Schanwald LP (2000) U.S. Patent, No. 6,046,426. Washington, DC: U.S. Patent and Trademark Office
Jiang Q, Li T, Liu Z, Zhang H, Ren K (2014) Life cycle assessment of an engine with input-output based hybrid analysis method. J Clean Prod 78:131–138
Kate D (2015) Can We 3D Print our Way to Sustainability? Earth island journal. Retrieved from http://www.earthisland.org
Kobryn PA, Semiatin SL (2001) The laser additive manufacture of Ti-6Al-4V. JOM 53(9):40–42
Kurman M, Lipson H (2013) Is eco friendly 3D printing a myth? Triple Helix Innovation and Cornell University. http://www.livescience.com/38323-is-3dprinting-eco-friendly.html
Li T, Liu ZC, Zhang HC, Jiang QH (2013) Environmental emissions and energy consumptions assessment of a diesel engine from the life cycle perspective. J Clean Prod 53:7–12
Liu Z, Li T, Jiang Q, Zhang H (2014) Life cycle assessment–based comparative evaluation of originally manufactured and remanufactured diesel engines. J Ind Ecol 18(4):567–576
Liu Z, Ning F, Cong W, Jiang Q, Li T, Zhang H, Zhou Y (2016) Energy consumption and saving analysis for laser engineered net shaping of metal powders. Energies 9(10):763
Mudge RP, Wald NR (2007) Laser engineered net shaping advances additive manufacturing and repair. Weld J 86(1):44
Murr LE, Gaytan SM, Ramirez DA, Martinez E, Hernandez J, Amato KN, Wicker RB (2012) Metal fabrication by additive manufacturing using laser and electron beam melting technologies. J Mater Sci Technol 28(1):1–14
Paris H, Mokhtarian H, Coatanéa E, Museau M, Ituarte IF (2016) Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Ann Manuf Technol 65:29–32
Pei YT, De Hosson JTM (2000) Functionally graded materials produced by laser cladding. Acta Mater 48(10):2617–2624
Rebitzer G, Ekvall T, Frischknecht R, Hunkeler D, Norris G, Rydberg T, Pennington DW (2004) Life cycle assessment: part 1: framework, goal and scope definition, inventory analysis, and applications. Environ Int 30(5):701–720
Reeves P (2009) Additive manufacturing—a supply chain wide response to economic uncertainty and environmental sustainability. Econolyst Limited, the Silversmiths, Crown Yard, Wirksworth, Derbyshire, DE4 4ET, UK
Santos EC, Shiomi M, Osakada K, Laoui T (2006) Rapid manufacturing of metal components by laser forming. Int J Mach Tools Manuf 46(12):1459–1468
Scott J, Gupta N, Weber C, Newsome S, Wohlers T, Caffrey T (2012) Additive manufacturing: status and opportunities. Science and Technology Policy Institute, Washington, pp 1–29
Serres N, Tidu D, Sankare S, Hlawka F (2011) Environmental comparison of MESO-CLAD® process and conventional machining implementing life cycle assessment. J Clean Prod 19(9):1117–1124
Shi J, Li T, Liu Z, Zhang H, Peng S, Jiang Q, Yin J (2015) Life cycle environmental impact evaluation of newly manufactured diesel engine and remanufactured LNG engine. Procedia CIRP 29:402–407
Westkämper E (2000) Life cycle management and assessment: approaches and visions towards sustainable manufacturing (keynote paper). CIRP Ann Manuf Technol 49(2):501–526
Yoon HS, Lee JY, Kim HS, Kim MS, Kim ES, Shin YJ, Chu WS, Ahn SH (2014) A comparison of energy consumption in bulk forming, subtractive, and additive processes: review and case study. Int J Precis Eng Manuf Green Technol 1(3):261–279
Author information
Authors and Affiliations
Corresponding author
Additional information
Editorial responsibility: Agnieszka Galuszka.
Rights and permissions
About this article

Cite this article
Liu, Z., Jiang, Q., Cong, W. et al. Comparative study for environmental performances of traditional manufacturing and directed energy deposition processes. Int. J. Environ. Sci. Technol. 15, 2273–2282 (2018). https://doi.org/10.1007/s13762-017-1622-6
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-017-1622-6