
Abstract
An innovative two-stage AD system to treat food waste with cow manure is presented to address the problem of ammonia inhibition and improve the stability of methanogenic reactor. The liquid digestate recirculation in the first phase was adopted to enhance the hydrolysis rate and the solubilization of organic matter. A stable long-term run (80 days) was found. The reactor configuration and the digestate post-treatment with natural zeolite led to a low ammonia concentration in reactor outlet. The biogas production in the methanogenic reactor was very stable and high: The specific biogas production in the second phase was equal to 0.68–0.92 Nm3/kgTVSadded and the average methane concentration was equal to 85%. Good performances were also found for the first-stage digestate, with 75% soluble COD removal efficiency. The high reactor performances were related to two-stage configuration, no ammonia and VFA inhibition.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Food waste (FW) production in the world is 1.3 Gtonnes per year (FAO 2013). Sustainable treatment and management solutions are needed to reduce the environmental impact of food waste disposal. As FW is readily biodegradable and has high energy content, it can be a suitable substrate for anaerobic digestion (AD) (Ariunbaatar et al. 2014; Grimberg et al. 2015). The AD process degrades organic substrates under anaerobic conditions (Liotta et al. 2014). Three types of AD can be classified on the base of total solid (TS) content: dry AD with TS > 15%, semidry AD with a 10% < TS < 15% and wet digestion with a TS < 10%. Compared with wet digestion, dry AD has different advantages: small reactor volumes, less water addition and lower digestate post-treatment costs (Karthikeyan and Visvanathan 2013). However, dry and semidry AD can determine challenges for AD process operation (Ghosh et al. 1985) such as digester overloading and low pH (Grimberg et al. 2015). In particular, one key problem is the high initial concentration of rapidly biodegradable materials and the lack of water which can determine a high production of volatile fatty acids (VFA), causing inhibition of the methane production (Liotta et al. 2014; Guendouz et al. 2010; Schievano et al. 2010; Di Maria et al. 2013). These disadvantages can be overcome by increasing the water content and/or the inoculum quantity (Di Maria et al. 2013; Forster-Carneiro et al. 2008). However, food waste water dilution determines higher AD reactor volume and higher leachate quantity discharged by the process. Another solution is the leachate spreading on the substrate treated (Di Maria et al. 2013; Michele et al. 2015; Massaccesi et al. 2013). Adopting this solution, the VFA and other soluble compounds can be leached and separated from the solid phase. The obtained leachate, enriched in VFA, can be recirculated in the same AD reactor or fed to a second AD reactor adopting a two-phase configuration. These systems consist of a solid-phase reactor (first stage) and methane phase reactor (second stage). The liquid digestate produced in the second reactor is usually recirculated to the top of the first reactor. Several authors have already adopted a two-stage AD process to treat the organic fraction of municipal solid waste (OFMSW) or food waste (Bouallagui et al. 2004; Parawira et al. 2008; Cavinato et al. 2012, 2013; Schievano et al. 2010; Grimberg et al. 2015; Michele et al. 2015). This process configuration presents several advantages in comparison with the traditional single-stage system. The gas conversion efficiency and the methane concentration in a two-phase system are significantly higher than in one-stage systems. The presence of the first stage determines more available hydrolyzed and pre-fermented organic matter to feed in the second digester for the optimal growth of methanogens (Schievano et al. 2010) and more stable methanogenic reactor operation. Furthermore, the overall process stability with this reactor configuration is higher: A controlled hydrolytic step in the first digester could help in maintaining a constant feeding in the second reactor, and thus in avoiding process inhibition to produce methane. However, this approach can determine some problems, as stressing condition in the first phase (low pH and high VFA concentration) could be associated with the starting of inefficient fermentative pathways which can inhibit the hydrolysis and contribute to the accumulation of recalcitrant and potentially toxic metabolites (Schievano et al. 2012). Another aspect that could cause two-stage process inhibition is the ammonia accumulation in the system (Cavinato et al. 2012, 2016; Michele et al. 2015). The leachate recirculation determines ammonia accumulation in the first phase with a consequent increasing of this compound along time. Also the ammonia removal from the solid mass process and the decomposition of proteins contained in food waste could determine AD inhibition (Cavinato et al. 2012; Jokela and Rintala 2003). Thus the two stages still need to be separately optimized in terms of process conditions (HRT, OLR, pH, temperature, etc.), to ensure process efficiency and stability.
In this paper, an innovative two-stage AD system to treat food waste with cow manure is presented to address the problem of ammonia inhibition and improve the stability of the methanogenic reactor. The liquid digestate recirculation in the first phase was adopted to enhance the hydrolysis rate and obtain an high solubilization of organic matter. To regulate the leachate recirculation in the first phase and the feeding in the second stage, an aerobic tank for leachate accumulation was installed between the first and the second stage (Fig. 1). A percolate accumulation tank and a post-treatment tank for ammonia removal from the liquid digestate were introduced in the plant configuration, in order to address the problem of ammonia inhibition and reduce the accumulation of potential toxic metabolites. Also an operational solution consisting of an intermittent feeding of three first-stage batch reactors was adopted to regulate the VFA and COD concentration in the methanogenic reactor feeding with the aim to optimize the process stability and avoid process overloading. In addition, composting of the first-stage reactor solid residual was provided to complete the experimental design and guarantee the possibility to reuse the digestate in agriculture. A long-term validation (80 days) of the two-phase approach was carried out, adopting an organic loading rate (OLR) of 16 kgTVS/m3 day in the hydrolytic reactor and between 1.1 and 1.8 kgTVS/m3 day in the methanogenic reactor. The HRT was fixed at 9 and 7 days for first and second phases, respectively. All the process parameters were monitored in order to evaluate the long-term sustainability of the system. This long-term run has been planned after preliminary studies in order to define the reliability of the process for a future industrial scale-up: In fact, the constant process efficiency in terms of methane production and substrate degradation was demonstrated.

Plant configuration layout
Materials and methods
Feedstock and inoculums
The quality of FW is a function of the collection location and period of the year. The substrate used for this research was synthetically generated based on an average compositional analysis of FW presented by Alibardi and Cossu (2015). In particular, the average composition of food waste for the period of May–July without considering undersize and reject materials fraction from manual sorting procedure was selected. The FW was co-digested with cow manure, anaerobic inoculum and chopped green waste material. The feedstock composition is described in Table 1. The first-phase reactor was filled with food waste (52%), cow manure (26%), chopped green waste (12%) and anaerobic inoculum (10%) to reach a mixture TS content of about 15%. The fruit and vegetable wastes were collected in the market of Palombara Sabina (Rome Province). The cow manure was collected in a farm in Palombara Sabina. The FW feedstock was shredded into small particles, homogenized and stored in 1-liter tins at 4 ◦ C. As shown in Table 1, the FW presents an high quantity of fruit and vegetables (80–85% on wet weight basis) and 15–20% of other food waste (such as meat, pasta). In Table 1, the characterization of first-stage feedstock is also shown.
Experimental apparatus
The AD pilot scale reactor was performed by developing two units, the sequential batch reactors and the methanogenic step (Fig. 1). The first unit consists of three vertical reactors with a volume of 100 l with an hermetic cap. From the top of the reactor, the biogas produced was extracted and the introduced leachate was used to irrigate the biomass under fermentation. The biogas quantity was analyzed continuously with a wet biogas flow meter, and the biogas quality was analyzed by a gas chromatograph. The leachate produced by each of the 3 hydrolytic reactors was collected in a collection tank. The leachate was recirculated from this tank to hydrolytic reactors; furthermore, the leachate was continuously fed from the collection tank to the methanogenic reactor, with an average flow rate of 6.25 l/h. The methanogenic reactor consists of a CSTR reactor working with TS < 10% ww and under mesophilic temperature (37 ± 1 °C). The volume of the second-stage reactor was 1000 l. The feeding procedure was in semi-continuous: each 2 h the leachate from the collection tank was fed to the CSTR reactor with a flow rate of 12.5 l/min for 1 min, corresponding to an average flow rate of 6.25 l/h. The biogas quantity was analyzed continuously with a wet biogas flow meter, and the biogas quality was analyzed by a gas chromatograph. The liquid digestate was fed to zeolite adsorption unit to remove a part of the ammonia through natural zeolite adsorption. The obtained effluent was recirculated semi-continuously to leachate collection tank (with the same feeding flow rate, corresponding to an average flow rate of 6.25 l/h).
Experimental setup
The blend of food waste and cow manure (see Table 1) was mixed with chopped green waste material with a w/w ratio of 1:0.16, to avoid clogging problems in the reactor. The sequential batch reactors were filled with 115 kg of mixture (FWin) for each reactor. The process duration for each reactor (HRT) was equal to 10 days. At the end of the process, the single reactor was emptied and the solid part was treated in a separate composting unit to obtain an stabilized digestate. The FWin in each AD reactor was irrigated for whole HRT (10 days) by using the leachate of the collection tank obtained from the CSTR unit and from the first unit percolate. During this time, irrigation with the leachate was done semi-continuously at a flow rate ratio of 1:3 kg FW/leachate, using a peristaltic pump. The leachate was fed to the CSTR with a flow rate of 6.25 l/h, and the obtained digestate was recirculated semi-continuously to the collection tank with a flow rate of 3.5 l/h. The leachate quantity was fixed equal to 3 times the reactor volume. Representative samples of the leachate from each reactor and from the collection thank were taken every day to analyze several process parameters. The average organic loading rate (OLR) applied was 16.8 kgTVS/m3 day in the hydrolytic reactor, whereas in the methanogenic reactor OLR was in the range of 0.86–1.28 kgTVS/m3 day depending on variable leachate characteristics (in terms of VS) of the first phase. The HRTs were maintained at 10 and 9 days, respectively, for first and second phases.
Analytical measurements
TS and total volatile solids (TVS) were determined according to EPA (1684 Method, 2001) by weight losses at 550 °C for 2 h and 105 °C for 12 h, respectively. Each analysis was performed in triplicate, and a blank sample was analyzed for every 10 unknown samples. Standard solutions of sodium chloride and potassium hydrogen phthalate (Sigma-Aldrich, Via Gallarate 154, Milan, Italy) were used as quality control samples, and the relative standard deviation was below 0.5%. An UV/visible spectrophotometer Spectroquant Pharo 100 was used, with suitable cuvette tests, for the determination of total nitrogen (TN), ammonium (NH4 +) and chemical oxygen demand (COD); both the spectrophotometer and the cuvette tests were purchased from VWR International, Via San Giusto 85, Milan, Italy. The spectral resolution was 1 nm in the operational range. All measurements were taken in compliance with APHA recommended standard methods (APHA 1995): Total nitrogen was determined by persulfate digestion and oxidation to nitrate followed by hydrazine reduction, at 425 nm; ammonium was quantified in centrifuged samples (20 min, 3000 rpm) by indophenol method at 410 nm; COD measurements were taken according to standard dichromate colorimetric method at 420 nm. Each analysis was carried out in triplicate, and a blank sample was analyzed for every 20 unknown samples. Standard solutions of ammonium hydroxide and potassium hydrogen phthalate (Sigma-Aldrich) were used as quality control samples. Relative standard deviation was below 2% for COD and total nitrogen, and 4% for ammonium. For the determination of volatile fatty acids (VFA), a liquid–liquid extraction with ethyl ether was performed on centrifuged, acidified and diluted (1:10) samples and valeric acid. Pentanol (analytical grade purity, Sigma-Aldrich) was chosen as internal standard and was added to each diluted sample before extraction, in order to minimize the analytical uncertainty. A capillary column coated with polyethylene glycol (DB-WAX; 30 m length, 0.25 mm internal diameter, 0.25 μm film thickness; produced by Agilent J&W and purchased from CPS Analitica, via Crosa 67, Cerano, Italy) was used in a gas chromatograph Trace Ultra (Thermo Fischer Scientific, via Tiepolo 18, Monza, Italy) in splitless mode. Helium (99.9995% purity, SIAD, via Vitorchiano 97, Rome, Italy) was used as gas carrier at 1 ml/min. Injector and detector were set at 220 and 240 °C, respectively. The oven temperature program was the following: isothermal at 15 °C for 1 min; gradient at 15 °C min−1 up to 220 °C; isothermal at 220 °C for 5 min. Calibration and quality control samples were prepared from standard solutions of VFA (analytical grade purity, Sigma-Aldrich). All analyses were performed in triplicate, and a blank sample was processed for every 10 samples. Extraction recovery was in the range 85–110%, relative standard deviation was below 5% for all analytes, and limits of quantization were 10 mg/L for acetic acid and 1 mg/mL for others. Temperature and pH were measured in all reactors once per day by means of a combined electrode equipped with a thermocouple (Mettler Toledo international inc., Via Vialba 42, Novate Milanese, Italy). The calibration of the pH meter and thermocouple was checked each week, and instrumental uncertainties were 0.2 and 0.1 for temperature and pH, respectively. Gas flow meters (model 454FTB-WGF produced by Kurtz instruments, flow accuracy 1%) record the gas production of each single reactor. Biogas composition also was determined daily. Biogas samples were collected in hydrogen-tight Tedlar bags with aluminum siding; H2, CH4, and CO2 content (% v/v) were measured by means of an INFICON 3000 Micro GC Gas Analyzer (SRA Instruments, Via alla Castellana, 3, Cernusco sul Naviglio, Italy). For all gases, accuracy and limit of quantization were 0.01 and 0.1% v/v, respectively.
Results and discussion
First stage: operational parameters and performances
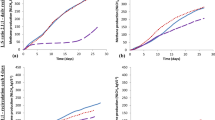
The hydrolytic reactor was inoculated with food waste and cow manure, and this determined an initial solubilization of the FW followed by an acidification phase (with pH lower than 5), with a consequent inhibition of hydrolytic bacteria. The strategy used to avoid this pH drop during the experiment was to recycle the process leachate, supporting the anaerobic degradation with a stable and neutral pH (in the range of 7.0–7.5) (Fig. 2a). Ammonia accumulation in the system is one of the key parameters that could determine the inhibition of the two-phase reactor with leachate recirculation. In fact, the leachate recirculation generates a constant flow of ammonia back to the first phase, with its accumulation with time. It is well known that high ammonia concentrations could influence the good performance of anaerobic bacteria (Cavinato et al. 2012). In fact, a high level of ammonia could determine a decreased efficiency of the hydrolytic step, reduced acetate and butyrate concentrations resulting in a reduced methane production (Cavinato et al. 2012). To avoid ammonia accumulation in the reactor, a percolate accumulation tank and the liquid digestate post-treatment for ammonia removal were introduced in the plant configuration. As a result, an initial ammonia increase can be noticed at the beginning of the process (Fig. 2e). Due to the anaerobic degradation of protein, a stable ammonia concentration was reached with values in the range of 300 mg/l. This value is similar to the ammonia concentration found in the aerobic leachate accumulation tank and in the second-phase digestate. A significant soluble COD reduction was detected during the first process day, with an average of 30% of degradation efficiency, due to the organic matter solubilization in the reactor leachate. A final degradation of 38% was reached after 9 days of reactor operation (Fig. 2b). The biogas production started since the first day but the methane content was very poor (Fig. 2c, d). The biogas flow rate reached the maximum value in the first days of the process (2.5 m3/h), and a significative reduction of its production was recorded in the following days (Fig. 2c). The hydrolytic phase was characterized by a high rate of organic matter hydrolysis and by the subsequent VFA and CO2 production. The highest biogas flow rate was found in the first days of the process. Biogas composition in the first days was characterized by CO2 concentration in the range of 80–60% v/v and decreased from the seventh day, while the CH4 content increased from 0% v/v (day zero) to 20% v/v (7th day). The hydrogen concentration was in the range of 0.1–5.5%, with the maximum value measured at the third day. These results suggest that there was not stable methanogenic activity even if the AD process started. Figure 3a, b shows the profiles of some individual acids (acetic, propionic, butyric and valeric) and total VFA, respectively, which are other important process parameter. VFA accumulation was found during the first days which correspond to a pH drop, and the main part was converted into methane and carbon dioxide. This showed that methanogenic activity was not inhibited, and the anaerobic bacteria were able to use and convert the VFA into biogas. Furthermore, these data indicated that the digestate provided the hydrolyzed and partially fermented soluble compounds from the solid fraction of the first-stage reactor to the methanogenic reactor leaving the reactor as leachate. Finally, two further VFA peaks were found in the days 5 and 8, which correspond to the days after the feeding of the second and third batch reactor. While the pH value was stable after the first days, this behavior is related to leachate recirculation from the accumulation tank to each batch reactor of the first stage. The obtained results suggested that the first-stage HRT could be reduced for further tests as the higher VFA production and COD degradation were obtained in the first 5 days. However, the COD degradation in the digestate suggests that the HRT was suitable to obtain good results (Table 3).

First-stage process performances: a pH, b soluble COD, c biogas flow rate, d biogas composition and e ammonia evolution

First-stage VFA concentration trend: a acetic, propionic, butyric and valeric acid concentration; b TVFA concentration
Second-stage reactor: operational parameters and performances
The experimental CSTR reactor was fed with the percolate coming from the first-stage reactor semi-continuously with a flow rate of 6.25 l/h. The average pH value (Fig. 4a) was stable and neutral for all the process duration (pH of 8.03). Also the COD value of second-stage digestate was stable during the process (Fig. 4b), and high degradation efficiency was achieved (average degradation of 56%). Only in the first 10 days of the methanogenic reactor operation, low COD degradation efficiency was registered as the acclimation period occurred. The pH and COD digestate outlet were stable even if significant COD and pH variabilities in the reactor inlet were registered during the process (Fig. 4a, b). These variabilities are correlated with the anaerobic degradation efficiency of the biomass in fermentation in the first stage. Also high biogas production was registered during the whole period (80 days). In detail, the specific biogas production was in the range of 0.53–0.72 m3/KgTVSfeeding with an average methane and carbon dioxide concentration of 83 and 18%, respectively (Fig. 4c). These values are higher than the biogas productivity and methane concentration of other two-stage AD configurations presented in the recent literature working in similar conditions (Table 3). However, a variation of biogas production was detected during one HRT (10 days), with an average minimum value equal to 0.5 and a maximum value of 0.8. Again a reduction of soluble COD production (during days without feeding) determines also a considerable reduction of biogas production in the methanogenic phase. Thus an optimization of the proposed two-stage configuration could be the introduction of further reactors in the first stage to have a daily feeding and a continuous biogas production in the methanogenic reactor. Also the VFA degradation was higher than 70%, indicating an efficient process evolution. The final VFA in the methanogenic reactor values are reported in Table 2, and all the values indicate a complete degradation. Furthermore, the NaCl concentration was detected in the first- and second-stage reactors to verify if the inhibition limit of 8 g/l was reached (Zhao et al. 2016). The NaCl values were always lower than 8 g/l; thus, no VFA inhibition occurred related to a high NaCl level. The good methanogenic reactor performances in terms of COD and VFA reduction and biogas production are related mainly to: (1) the optimized hydrolysis yield and leachate characteristics produced in the first stage; (2) an absence of inhibitory compounds in the methanogenic reactor feeding; in particular the values of ammonia concentration in the feeding were always lower than 700 mg/l (Fig. 5b), an inhibition limit concentration reported by several authors (Cavinato et al. 2012; Michele et al. 2015). The absence of ammonia accumulation in the proposed two-stage configuration is obtained thanks to the presence of the leachate accumulation tank and the digestate post-treatment with natural zeolite adsorption. This unit treats the digestate produced in the methanogenic reactor before its recirculation in the first-stage unit. The initial ammonia removal efficiency of natural zeolite adsorption is equal to 24%, and after 4 days a significant reduction was detected with values equal to 5%. Thus new zeolite was added in the digestate post-treatment unit after 4 days.

Second-stage process performances: a pH, b COD, c biogas composition

a COD concentration in the methanogenic reactor feeding during an HRT; b ammonia concentration in the methanogenic reactor feeding; c ammonia removal efficiency in zeolite adsorption unit
Overall process performances
The process performances are mainly related to the digestate quality after the first-stage anaerobic process and the biogas production of the two phases. The digestate quality parameters are listed in Table 2. The soluble COD degradation was equal to 75%, as the organic matter was hydrolyzed during the first step. These results demonstrate that an initial degradation of the FW and the cow manure was obtained in the first step, but further treatments are needed to achieve the digestate stability. Thus aerobic treatment with the composting unit was expected to treat the first-stage digestate. The leachate quality of the methanogenic reactor is described in Table 2. The total COD and the VS removal efficiencies were 73 and 95%, respectively. While in terms of biogas production, the overall plant biogas production was 0.9 Nm3/kgVS, with a methane average value in the methanogenic reactor equal to 85%. These values are higher than the other results reported in the literature for AD reactor operating in similar conditions (Cavinato et al. 2012; Luo and Angelidaki 2012; Schievano et al. 2010; Grimberg et al. 2015; Michele et al. 2015). Also comparing this reactor configuration with one-stage systems fed with similar substrate, an increase of 55% of methane production was achieved (Grimberg et al. 2015).
Conclusion
A long-term two-phase AD process for optimized methane production was operated at pilot scale without any pretreatment. The substrate treated in the AD reactor was food waste and cow manure. High hydrolysis rate and biogas production were obtained in semidry conditions by using the proposed reactor configuration with digestate coming from methanogenic step to irrigate the solid part. While doing so, soluble compounds and VFA produced were actively removed (as leachate) to be used in the second reactor and produce biogas and fresh digestate. The results showed a stable long-term run without any inhibition. No ammonia accumulation was recorded thanks to the reactor configuration and the digestate post-treatment. However, only 24% ammonia removal efficiency was achieved; thus, a nitrification unit could be added after zeolite adsorption to improve the ammonia removal (Zhang et al. 2011; Wang et al. 2016). The biogas production in the methanogenic reactor was very stable and high: The specific biogas production in the second phase was to equal 0.68–0.92 Nm3/kgTVSadded, and the average methane concentration was equal to 85%. Comparing the proposed reactor configuration with a one-stage reactor fed with similar substrate, an increase of 55% of methane production was achieved (Grimberg et al. 2015). For further studies, we suggest to reduce the first-stage HRT as higher VFA production and COD degradation were obtained in the first 5 days. Furthermore, higher hydrolysis rate and methane production could be obtained by introducing chemical pretreatment of the food waste treated (Zhao et al. 2015, Li et al. 2016). Also more batch reactors can be added in the first stage in order to reduce the inlet COD fluctuation in the methanogenic reactor; however, an economical analysis needs to be done to evaluate both economical and processes advantages.
References
Alibardi L, Cossu R (2015) Composition variability of the organic fraction of municipal solid waste and effects on hydrogen and methane production potentials. Waste Manag 36:147–155
APHA (1995) Standard methods for the examination of water and wastewater, 19th edn. American Public Health Association, Washington, DC
Ariunbaatar J, Panico A, Esposito G, Pirozzi F, Lens PN (2014) Pretreatment methods to enhance anaerobic digestion of organic solid waste. Appl Energy 123:143–156
Banel A, Jakimska A, Wasielewska M, Wolska L, Zygmunt B (2012) Determination of SCFAs in water using GC-FID. Selection of the separation system. Anal Chim Acta 716:24–27
Bouallagui H, Haouari O, Touhami Y, Cheikh RB, Marouani L, Hamdi M (2004) Effect of temperature on the performance of an anaerobic tubular reactor treating fruit and vegetable waste. Process Biochem 39:2143–2148
Cavinato C, Giuliano A, Bolzonella D, Pavan P, Cecchi F (2012) Bio-hythane production from food waste by dark fermentation coupled with anaerobic digestion process: a long-term pilot scale experience. Int J Hydrogen Energy 37:11549–11555
Cavinato C, Bolzonella D, Pavan P, Fatone F, Cecchi F (2013) Mesophilic and thermophilic anaerobic co-digestion of waste activated sludge and source sorted biowaste in pilot and full-scale reactors. Renew Energy 55:260–265
Cavinato C, Bolzonella D, Pavan P, Cecchi F (2016) Two-phase anaerobic digestion of food wastes for hydrogen and methane production. Enrich Methane 44:75–90
Chinellato G, Cavinato C, Bolzonella D, Heaven S, Banks CJ (2013) Biohydrogen production from food waste in batch and semi-continuous conditions: evaluation of a two-phase approach with digestate recirculation for pH control. Int J Hydrogen Energy 38:4351–4360
Di Maria F, Gigliotti G, Sordi A, Micale C, Zadra C, Massaccesi L (2013) Hybrid solid anaerobic digestion batch: biomethane production and mass recovery from the organic fraction of solid waste. Waste Manag Res 31:869–873
FAO (2013) Food wastage footprint: full cost accounting; final report. Available at http://www.fao.org/3/ai3991e.pdf. Accessed 19 Sept 2017
Forster-Carneiro T, Pérez M, Romero LI (2008) Influence of total solid and inoculum contents on performance of anaerobic reactors treating food waste. Bioresour Technol 99:6994–7002
Ghosh S, Ombregt JP, Pipyn P (1985) Methane production from industrial wastes by two-phase anaerobic digestion. Water Res 19:1083–1088
Grimberg SJ, Hilderbrandt D, Kinnunen M, Rogers S (2015) Anaerobic digestion of food waste through the operation of a mesophilic two-phase pilot scale digester—assessment of variable loadings on system performance. Bioresour Technol 178:226–229
Guendouz J, Buffière P, Cacho J, Carrère M, Delgenes JP (2010) Dry anaerobic digestion in batch mode: design and operation of a laboratory-scale, completely mixed reactor. Waste Manag 30:1768–1771
Jokela JPY, Rintala JA (2003) Anaerobic solubilisation of nitrogen from municipal solid waste (MSW). Rev Environ Sci Biotechnol 2:67–77
Karthikeyan OP, Visvanathan C (2013) Bio-energy recovery from high-solid organic substrates by dry anaerobic bioconversion processes: a review. Rev Environ Sci Bio/Technol 12:257–284
Li Y, Park SY, Zhu J (2011) Solid-state anaerobic digestion for methane production from organic waste. Renew Sustain Energy Rev 15:821–826
Li X, Zhao J, Wang D, Yang Q, Xu Q, Deng Y, Zeng G (2016) An efficient and green pretreatment to stimulate short-chain fatty acids production from waste activated sludge anaerobic fermentation using free nitrous acid. Chemosphere 144:160–167
Liotta F, d’Antonio G, Esposito G, Fabbricino M, Frunzo L, van Hullebusch ED, Pirozzi F (2014) Effect of moisture on disintegration kinetics during anaerobic digestion of complex organic substrates. Waste Manag Res 32:40–48
Losses FGF, Waste F (2011) Extent, causes and prevention. Food and Agriculture Organization of the United Nations, Rome, Rome
Luo G, Angelidaki I (2012) Integrated biogas upgrading and hydrogen utilization in an anaerobic reactor containing enriched hydrogenotrophic methanogenic culture. Biotechnol Bioeng 109:2729–2736
Manni G, Caron F (1995) Calibration and determination of volatile fatty acids in waste leachates by gas chromatography. J Chromatogr 690:237–242
Massaccesi L, Sordi A, Micale C, Cucina M, Zadra C, Di Maria F, Gigliotti G (2013) Chemical characterization of percolate and digestate during the hybrid solid anaerobic digestion batch process. Proess Biochem 48:1361–1367
Mathew AK, Bhui I, Banerjee SN, Goswami R, Chakraborty KA, Shome A, Balachandran S, Chaudhury S (2015) Biogas production from locally available aquatic weeds of Santiniketan through anaerobic digestion. C Techn Environ Pol 17:1681–1688
Michele P, Carlo M, Sergio S, Fabrizio A (2015) Optimization of solid state anaerobic digestion of the OFMSW by digestate recirculation: a new approach. Waste Manag 35:111–118
Mussoline W, Esposito G, Lens P, Garuti G, Giordano A (2014) Electrical energy production and operational strategies from a farm-scale anaerobic batch reactor loaded with rice straw and piggery wastewater. Ren Energy 62:399–406
Parawira W, Read JS, Mattiasson B, Björnsson L (2008) Energy production from agricultural residues: high methane yields in pilot-scale two-stage anaerobic digestion. Biomass Bioen 32:44–50
Schievano A, D’Imporzano G, Malagutti L, Fragali E, Ruboni G, Adani F (2010) Evaluating inhibition conditions in high-solids anaerobic digestion of organic fraction of municipal solid waste. Biores Technol 101:5728–5732
Schievano A, Tenca A, Scaglia B, Merlino G, Rizzi A, Daffonchio D, Oberti R, Adani F (2012) Two-stage vs single-stage thermophilic anaerobic digestion: comparison of energy production and biodegradation efficiencies. Environ Sci Technol 46:8502–8510
Wang Q, Ni BJ, Lemaire R, Hao X, Yuan Z (2016) Modeling of nitrous oxide production from nitritation reactors treating real anaerobic digestion liquor. Sci Rep 6:25336
Zhang M, Lawlor PG, Wu G, Lynch B, Zhan X (2011) Partial nitrification and nutrient removal in intermittently aerated sequencing batch reactors treating separated digestate liquid after anaerobic digestion of pig manure. Bioprocess Biosyst Eng 34:1049–1056
Zhao J, Wang D, Li X, Yang Q, Chen H, Zhong Y, Zeng G (2015) Free nitrous acid serving as a pretreatment method for alkaline fermentation to enhance short-chain fatty acid production from waste activated sludge. Water Res 78:111–120
Zhao J, Zhang C, Wang D, Li X, An H, Xie T, Yang Q (2016) Revealing the underlying mechanisms of how sodium chloride affects short-chain fatty acid production from the cofermentation of waste activated sludge and food waste. Sustain Chem Eng 4:4675–4684
Acknowledgements
This research was funded by Regione Calabria through the European Structural Funds, in the framework of the SMARTGRID project (POR Calabria FESR 2007/2013, CCI N° 2007 IT 161 PO 008). Authors express their gratitude to Consorzio Colli Sabini for hosting the prototype during the testing activities.
Author information
Authors and Affiliations
Corresponding author
Additional information
Editorial responsibility: M. Abbaspour.
Rights and permissions
About this article

Cite this article
Petracchini, F., Liotta, F., Paolini, V. et al. A novel pilot scale multistage semidry anaerobic digestion reactor to treat food waste and cow manure. Int. J. Environ. Sci. Technol. 15, 1999–2008 (2018). https://doi.org/10.1007/s13762-017-1572-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13762-017-1572-z