
Abstract
Effect of adding boron carbide (B4C) particles to epoxy resin on dry sliding wear behavior was investigated. The weight percentages of 5 and 10 of B4C were homogeneously dispersed into epoxy resin in order to produce test samples. Tribological characteristics of the reinforced composite specimens were compared with the properties of pure epoxy resin. Wear tests were performed according to ASTM G-99. Taguchi L9 orthogonal array was used to obtain test pattern. The tests were conducted under three different loads of 5, 10 and 15 N, at three different velocities of 0.8, 1 and 1.2 m s−1 and at three different sliding distances of 750, 1000 and 1200 m. These tests were carried out under dry conditions at room temperature. Resulting data of each specimen were analyzed, evaluated and reported by qualitative and quantitative means. Metallurgical examinations were presented to assess the effect of B4C particles on the wear mechanisms. Friction surfaces of the test specimens were examined by scanning electron microscopy (SEM). The results were also compared with Taguchi predictive results. The most dominant parameter which affected the tribological properties was determined as B4C ratio. The enhancement of wear resistance was achieved with the addition of boron carbide reinforcement to epoxy resin.
Graphic abstract

Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Epoxy material is used in many industrial areas such as textile, electronics, aviation and space industry, automotive industry, chemistry, construction and flooring. Therefore, different desired mechanical properties are expected from the material. It is well known that epoxies are fragile because their high cross-link density reduces fracture toughness. Therefore, they have poor resistance to crack initiation and it spreads out. The wear resistance of pure epoxy is not very good. These disadvantages can be prevented by adding micro- or nano-sized reinforcing materials to obtain high adhesion strength, leading to increased wear resistance [1,2,3]. One of the candidates is boron. The effects of boron waste addition and particle size of boron waste on physical, mechanical and tribological properties of epoxy matrix composites have been evaluated in literature. It has been determined that hardness, flexural modulus and wear resistance properties are increased with the addition of boron wastes. Wear resistance increases with increasing boron waste particle size. The lowest specific wear rate is reported for composites including the largest particle size. Correlation of microstructure wear behavior as well as physico-mechanical properties is comprehensively evaluated [2].
In the study conducted by Açıkbaş and Yaman, the wear and friction behaviors of hybrid polymer matrix composites used were investigated in areas where wear protection was required. The effect of filler particle size on the physical and mechanical properties was evaluated and the relationship between these properties with the tribological behavior was investigated. The composites reinforced with fine particle size showed better wear resistance which was related to improved mechanical properties. Fiber content in the composites led to poor mechanical properties and resulted in lower wear resistance. Coarse particle size-containing composites showed higher friction coefficient and increasing content of the fiber increased the friction coefficient [4].
The prominent properties of composites generally depend on the characteristics, size and concentration of the reinforcing material, the nature of the matrix, the method of preparation, and the bond strength of the interface between the matrix and fillers [5,6,7]. Epoxy has a certain level of abrasion resistance when used without any additives. However, increasing the wear resistance by adding additives will increase the life of the material.
The main task of epoxy resin is to perform functions such as protection and repair. The wear rate should be kept at its minimum to be able to fulfill these tasks. Inorganic additives added to the epoxy resin-hardener mixture reduce the wear rate of the material. Thanks to the additives, by which a composite with high abrasion resistance will be obtained, and its usage area and service life can be increased.
Wear resistance and thermal conductivity properties of pure polymer materials are characterized with respect to their negative aspects which have been improved in recent years by means of production of polymer matrix composites. These materials started to be used rapidly and more commonly, especially in the field of tribology compared to metallic materials [8]. Some recently conducted studies [9,10,11] have analyzed wear behaviors, friction coefficient and wear resistance of epoxy nanocomposites with short carbon fiber, nano-TiO2 and particles, such as CNTs. It is seen that PTFE particles and graphite are used widely to reduce both friction coefficient and wear rate of polymeric composites.
B4C has recently become attractive to researchers, as an alternative reinforcement for polymer composites due to its attractive physical and mechanical characteristics. A study by Bhatia [12] is a review of the properties of B4C-reinforced polymer composites. The elastic modulus of the composite was improved by addition of B4C particulates. The plasticization behavior of moisture-ingested epoxy was effectively restrained after B4C addition. The influence of B4C particle size and mass fraction on the mechanical properties of the layered Al–B4C composite was investigated by Xu [13]. Residual stresses increased near the matrix and reinforcement interfaces. Thus, an increase in composite hardness was observed. In another study by Manjunatha et al. [14], it was stated that B4C as a reinforcement agent improved the wear behavior of the metal matrix. They emphasized that the use of Taguchi technique was an efficient technique for interpreting the results of wear rate parameters [14].
A study by Abenojar [15] presented the effect of moisture and temperature on the mechanical properties of an epoxy reinforced with boron carbide. The specimens were exposed to two moisture environments to quantify composite degradation level. Shore D hardness and pin-on-disk wear tests were used to determine the effect of humid environments. Wear can be diminished with humidity, especially in boron carbide-reinforced materials. However, this variation was rather small in a neat epoxy resin.
The study by Muthuvel et al. [16] revealed the possibility of coating ceramic material on polymer substrates using the spraying process for different applications. The author pointed out the opportunity to use ceramic, alloy or metal as heat spreader or as thermally efficient flexible substrates with polymers, thus helping to reduce initial cost, weight and area.
In recent years, boron carbide has been used as a thin hard coating to protect the surface against wear and corrosion and improve friction properties. Boron carbide (B4C) ceramic and composites are crucial products of advance technology with specifically high hardness levels and low density [17]. Boron carbide coatings are preferred to increase the wear resistance of machine components, achieve superior hardness, and improve metal cutting and forming tools due to their thermal stability. Especially, B4C is the third hardest material following diamond and cubic borax nitride. It is used in numerous industrial applications due to this property.
Saravanan et al. [18] analyzed the change in wear loss of the ingredient of epoxy-added B4C sealant material by means of a pin-on disc test device at various loading conditions. In that study, the applied load was varied, but the sliding velocity and sliding distance were kept constant and it was seen that there were less B4C-added specimens formed in comparison to pure specimens. Nevertheless, mass loss was reported to decrease significantly parallel to the applied load increase. Suresha et al. [19] conducted many mixture experiments and concluded that SiC-reinforced glass/epoxy composite has higher abrasion resistance compared to other mixtures. Hanumantharaya et al. [20] investigated the mechanical and tribological behavior of epoxy composites reinforced with boron carbide (B4C) particles. The tribological properties of the composites were compared with the interpolation results of Taguchi experimental design. They determined that density, hardness and compressive strength increase and tensile strength decreases when the percentage of B4C increases. According to their obtained results, 5% B4C ratio reduced the specific wear rate. In another study, the curing process, wear behavior and mechanical properties of an epoxy adhesive reinforced with boron carbide (B4C) were investigated. Two different particle sizes and reinforcing B4C quantities were tested. Gel time and degree of curing were measured to evaluate the effect of adding B4C to the epoxy resin. The abrasion resistance against alumina was measured using a pin test on a disc, which was presented as mass loss. Abenojar et al. [21] emphasized that the mechanical properties of epoxy resin can be enhanced by the small size B4C particle reinforcement. The addition of 6% B4C particles did not change the density, while the addition of 12% B4C reduced the density slightly. This was explained by the increase in viscosity before curing, and therefore it was said to be difficult to fill molds.
Conducting an academic study requires performing many and replicated experiments in some cases. Taguchi/ANOVA methods on specific subjects, including specimen processing, analysis, composite generation and production variation are also widely used [20, 22]. Pattanaik et al. [23] performed wear test using an epoxy-origin composite material generated at dry friction conditions by Taguchi approach.
According to our research, a systematic study dealing with the use of B4C as a filler of epoxy resin has not been performed on wear. Therefore, the main purpose of this study is to add B4C (5 and 10% by weights) to epoxy and specifically analyze the effects of reinforced epoxy on wear properties. The reinforcement ratio, load, sliding velocity and distance were selected as the design parameters. Design parameter levels are shown in Table 1. Taguchi analysis was made by Minitab statistical software. S/N ratio, coefficient of friction and specific wear rates were calculated. In this study, the designed L9 orthogonal arrays were used to determine both the effects and interactions of the main factor in order to scrutinize the effect of parameters and possible interactions.
Experimental
Material
In this study, Hexion MGS L285 Lamination epoxy and hardener purchased from DostKimya (Turkey) were used in the composite production. The mixing ratio was 100:40 by volume in all specimens. Epoxy matrix was used due to its good adherence property and average viscosity and selected as the optimum matrix to study mechanical and tribological properties. The properties of the epoxy matrix were obtained from the manufacturer. B4C powders were obtained from BM-Bor (Turkey). Boron carbide (B4C) was preferred as a reinforcement material and its properties are shown in Table 1. The matrix was reinforced with boron carbide in two different weight ratios, namely 5 and 10%, for comparison with pure epoxy matrix data.
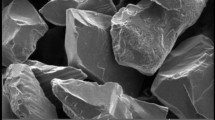
The average grain size of B4C is approximately 4 microns as seen Fig. 1. Mechanical properties of B4C and epoxy matrix are given in Table 1. The theoretical density of B4C was calculated from the simple rule of mixtures taking the fully dense values.

Particle size analysis and SEM image of B4C
Production of composite test specimens
First, the epoxy resin was heated within the temperature range of approximately 35–40 °C to make the particles diffuse more easily within the matrix to attain a homogeneous structure by assuring low viscosity. The B4C matrix was weighed in advance with an electronic balance of 1/1000 g precision and dumped into the resin. Subsequently, the ultrasonic method was used to obtain a homogenous structure. An appropriate mixing tip and power were selected and it was mixed for 15 min. Then, it was left to cool down for 30 min to prevent formation of air entrained structure as a result of rapid hardening. A curing agent of 100:40 of ratio was added to the mixture that approached the room temperature and mixed mechanically for 5 min. The generated new composite was kept under vacuum environment for a period and then molded in a multiple specimen mold, which was smeared with a mold-release agent in advance. The new composite mix was cured in a dry oven at 80 °C for 1 h and then cured at 120 °C for 30 min. Finally, all specimens were removed from the mold to prevent micro-crack formation and prepared for the test. Figure 2 shows the process of B4C-modified composite structure and the prepared composite specimen schematically.

Preparation process of epoxy composites
Wear test
Wear and friction behaviors of B4C-modified composite materials were analyzed according to ASTM G99-05 test standard. The tests were performed using the friction test stand shown in Fig. 3. The metal discs used in the test have 15 mm thickness and 150 mm diameter. The specimens were tested by rotating the disc at a constant angular velocity and by keeping the specimen holder at a fixed position on the ground. Sliding velocity was varied at three different speeds, namely 0.8, 1 and 1.2 m s−1. In addition, the tribological properties were studied by varying the tribological testing parameters, such as normal loads (5, 10 and 15 N). Tests were made in three different slip distances of 750, 1000 and 1200 m. All tests were repeated three times. Friction coefficients were calculated by averaging the repetitive values. The tangential friction force was measured by means of a load transducer, which was fixed to the specimen holder. Acetone was used to clean the test discs before each test to remove any types of residues. During the test, a stationary pin was made to slide against a rotating disk. From the produced composite specimens, cylindrical samples (15 mm in length, 10 mm in diameter, and with a rounded contact surface) were prepared by machining. The disks were made of hardened 4AISI 4140 steels with hardness of 56 HRC and initial surface roughness (Ra) of 0.21 ± 0.05 μm. The disk dimensions were 100 mm in diameter and 10 mm in thickness. The specimens were weighed before and after the test using a closed case sensitive electronic balance with 1 mg of precision with no air inlet–outlet. Thus, wear rates were determined by means of weight measurement. In addition, the linear wear loss was achieved by means of a linear variable differential converter (LVDT) of 0.1 μ precision with an encoder that records the vertical displacement of the pin.

Schematic view of the wear test stand
Morphology
After the tests, the worn surfaces were analyzed using SEM images. Each test was run on a different region of the disk. In this way, the transfer film effect on the disc was eliminated during the previous test. Also, the disc was cleaned with acetone after each test. The specimens were weighed before and after the test by a closed case sensitive electronic balance with 1 mg of precision with no air inlet–outlet. Thus, weight loss and friction rates were determined. Coefficient of friction was measured and recorded during the test using a computer program. Environmental temperature and humidity percentage of the test were approximately 24 °C and 35%, respectively.
Experimental design approach
In this study, L9 orthogonal array design was used to determine both the effects and interactions of the main factors to scrutinize their implications. For this purpose, B4C-modified epoxy was generated by applying 4 different parameters and 3 levels, and L9 orthogonal sequences of the composites were generated as shown in Table 2. The optimum production parameter setting is critical for alternative mix composite material. Hence, the final value was calculated by taking the average of 3 values. To achieve this, Taguchi analysis was conducted by ANOVA module of Minitab statistical software. Also, the design of experiment (DOE) procedure was applied to analyze the simultaneous effect of all parameters on specific wear rate and volume loss.
All parameters were analyzed to find the optimum numerical values of specific wear rate and other parameters of reinforced composite materials. Experimental data were analyzed using a signal noise rate (SNR) that is the most important criterion. SNR value was calculated using Eq. (1) to achieve the optimum production conditions by Taguchi method. According to the equation the best feature was preferred.
Results and discussion
SN slopes
The experimental data were converted into signal-to-noise (S/N) ratios. Figures 4 and 5 show S/N ratios of specific wear rate and volume loss based on the analysis results that were prepared according to L9 orthogonal array. Here, the proximity and orthogonality of the line between parameter levels and the average horizontal line indicate the importance of the parameters and their levels. Taguchi suggests that the larger S/N ratio corresponds to the best quality properties regardless of the performance characteristic category. Figures 4 and 5 show that each parameter has certain significance and there is no insignificant parameter. However, it is seen that reinforcement ratio has the dominant effect on the results in terms of effectiveness of the specific wear rate. This situation is clearer especially when there is a transition from pure specimens to B4C-reinforced specimens. In other words, the high difference between the values in this range shows that critical threshold of this parameter is between the levels 1 and 2 when transition from the first level to the second level of the reinforcement parameter is at stake. Similar manifestation of the same transition range also occurs in case of the load parameter, especially for volume loss values. Considering the load parameter, while there is a low effective change between 5 to 10 N loads, it is clear that the dominance increases further during the transition to the highest level. In addition, the load has the efficiency close to the reinforcement rate in terms of volume loss. When the distance parameter is examined, it is seen that the level increase normally affects the specific wear rate. In addition, the particles separated from the sample contact surface increase as the test distance increases, as expected. The sliding speed does not show any dominance in terms of both specific wear rate and volume loss due to the high dominance of other parameters. Because, the level changes of other parameters have radically affected the specific wear rate and volume loss regardless of the sliding speed levels.

Main effects plot for means and S/N ratio of specific wear rate

Main effects plot for means and S/N ratio for volume loss
The general efficiency order of the parameters in terms of wear rate and volume loss is as follows: reinforcement rate, load, distance and sliding velocity. Accordingly, it is seen that the most effective parameter is the reinforcement ratio change in terms of both the volume loss and specific wear rate.
Taguchi experiment results and effectiveness of parameters were supported by ANOVA data. ANOVA data for specific wear rate and volume loss are given in Tables 3 and 4, respectively. The data given in those tables are consistent with the interaction tables and SN data. In both tables, the F ratio and percentage contributions that affect the performance characteristics of the factors can be seen. It is seen that the reinforcement rate is the most important factor for the wear rate. Also, the reinforcement rate and the normal load are two dominant factors for volume loss. It has been determined that the effects of reinforcement percentage to specific wear rate and volume loss are approximately 56 and 36.5%, respectively. The contribution of other parameters to the specific wear rate is around 5% and the contribution values are close to each other. However, the effectiveness of the normal load on the volume loss was found to be approximately 30%, since it is dominant as the reinforcement rate. Because of the fact that the sliding velocity cannot exert mechanical pressure on the material as much as other parameters its rate on volume loss turned out to be zero, as shown in Table 4.
Interaction plots
Figures 6 and 7 show the interaction states between the reinforcement ratio, load change, distance change and sliding velocity change for specific wear rate and volume loss, respectively.

Interaction plot between input parameters for wear rate

Interaction plot between input parameters for volume loss
In Fig. 6c, e, f, the change in specific wear rate is observed as a result of the interaction of reinforcement ratios with other parametric changes. In addition to the increase in each parameter level, the increase in the reinforcement level has reduced the wear rate. Furthermore, in terms of the B4C-modified specimens themselves, it is seen that they lower the wear rate, because of transmitting specific hardness and wear resistance properties of B4C to the matrix. In addition, the increase in the percentage of B4C also reduces the wear rate under the condition of each level of other parameters.
Figure 6a, b, d show the interaction of normal load-sliding velocity, normal load-distance and sliding velocity-distance binary parameters, respectively. Except for some cases, it is seen that most level changes increase the wear rate. Because applying higher loads would cause the matrix material to remain longer in the abrasive disk and applying a constant load over longer distances would increase the test time, causing more sample wear. Values close to each other at short distances indicate the endurance limit of epoxy resin. However, increasing the distance, especially increases the rate of wear on average.
As the sliding velocity increases, the B4C reinforcement specific wear rate continues to decrease. The increased sliding speed means that the B4C particles protrude at the micron level on the outer surface of the sample being subjected to faster impacts by the rough surface of an abrasive disc. Thus, an increase has been observed in wear rate since the breakout event occurred by overcoming the bond strength between the particle and the matrix instead of the friction phenomenon. It can be understood that the increase in the reinforcement rate provided a better reduction compared to the increase in sliding velocity (Fig. 6e) from the combined interpretation of S/N graphs and interaction plots.
Figure 7a–c show how the neat specimens and modified composites influence the volume loss in comparison to the increased loads. It can be said that reinforcing the resin generally reduces the volume loss. As a result of 15 N load application, the tendency of B4C particles being embedded in the matrix increases mechanically. This situation results in lowering of volume loss and wear rate [24]. When the load is constant, increasing the speed and distance generally increases the volume loss. However, increasing the supplement reduces the volume loss. In addition, as seen in Fig. 7c, e, f, the transition from a pure sample to a reinforced sample has significantly reduced the volume loss. This downward trend has been realized as a result of the individual superior features of B4C transfer to the matrix and continued with the increase in the reinforcement rate. The lowest volumetric losses are obtained in a reinforced structure with high B4C ratio, as expected. Figure 7d, e show the effects of sliding velocity. Figure 7d shows an upward trend, while Fig. 7e shows a downward trend. These differences in trends are the result of the complexly created by L9 orthogonal array. Since the test results of the B4C-reinforced composite structure have shown superior results compared to the results of pure resin which are not affected by other parameters, reinforcement ratio takes the first place in the dominance ranking among the parameters. This changes the direction of the level trends in the interaction tables. Since the sliding velocity parameter plays a more passive role compared to other parameters, Fig. 7d, e occur according to the effect of distance and reinforcement ratio. It is considered that epoxy, softer than B4C, is a plastering material. It was observed in faster plastering conditions that volume loss value increases more.
Wear test results
Tribological tests were performed to determine COF and specific wear rate, according to the design of the tests shown in Table 5 using the orthogonal array and they were regenerated to form a real L9 array. COF and specific wear rate were determined according to Table 5.
The friction coefficient, amount of wear, wear rate and wear volume values obtained from the wear tests were determined for 5% B4C- and 10% B4C-reinforced samples and compared with the values of epoxy resin control sample. All values are tabulated separately according to the reinforcement rates. Values for the control, 5% and 10% B4C- reinforced samples are given in Tables 5, 6 and 7.
Boron carbide (B4C) ceramics and composites are crucial materials that are advance technology products depending especially on their high hardness level and low density. The specific wear rate was set to determine the effect of the change in B4C content on sliding velocity and normal load. Figures 8 and 9 show the effects of sliding velocity increase on specific wear rate and volume loss are different according to normal load change. It is seen that the wear rate decreased together with velocity increase and load increase. Moreover, as B4C content ratio increased, wear rate values tended to decrease in all test parameters. As the B4C reinforcement weight percent ratio increased, the tendency in wear rate became more conspicuous. Specific wear rates in unmodified specimens were higher than those of specimens with a certain ratio of B4C content added in all sliding velocities and normal load range. Figure 8 shows that approximately 34% less wear rate was attained in the specimen with 10% B4C additive in comparison to the unmodified specimen under 5 N normal load. This ratio reached approximately 37% under the same sliding test conditions with load increases. It is understood that B4C addition in epoxy increased the necessary cutting force at the surface. In other words, the particle breaks off from the surface in a more difficult manner. Therefore, volume loss and hence wear rate decrease. Figure 8 shows the wear rates according to the values obtained in Eq. (2):

Specific wear rate changes according to the increase at different sliding velocities a 5 N load, b 10 N load and c 15 N load

Volume loss changes according to the increase indifferent sliding velocities a 5 N load, b 10 N load and c 15 N load
Here, Wr, FN, L, r, and ∆m, represent specific wear rate, applied load, shear rate, sample-specific material density and wear amount in the order given.
When the wear test results were analyzed, with the increase in B4C reinforcement ratio, both volume loss and wear rate decreased. In particular, the volume loss of 10% B4C doped sample decreased 1.5–2.42 times at low speed level, 1.5–4.56 times at medium speed level and 2–4.28 times at high speed level compared to control sample. In the literature, it was determined that the specific wear rate decreased with the increase in B4C ratio [25]. Figure 10 shows a schematic view of the wear mechanism. It is understood from Fig. 10a that cracks are formed on pure epoxy pin surface in the direction perpendicular to the sliding direction by the effect of load and speed. These cracks are fatigued during the test and the shear force breaks the particles and separates them from the main structure. The ruptured particles can form a thin transfer layer partially on the opposite surface. With the increase of load and speed, these particles, which are detached from the surface start to move away. Figure 10b shows that the wear behavior of the epoxy resin changes with the B4C reinforcement. B4C particles on the surface of the opposite co-working material are embedded in epoxy and prevent crack formation. However, abrasion wear can occur with the increase of load and velocity [26, 27]. The B4C particles are partially smoothed by contact with the opposite surface. Meanwhile, some small particles break off and move away from the system. Although small particles cause triple abrasion wear, they do not change the friction coefficient much. Approximately ± 7% change in friction coefficient of the B4C-reinforced epoxy composite was observed compared to that of pure epoxy. Due to the rupture of ceramic particles and triple abrasion at high loads and speeds, this value may increase to higher values in some tests.

Schematic representation of the wear mechanism a unmodified resin, and b B4C-reinforced pin
The size of the B4C ceramic particles in the composite that is broken off from the pin with cracks and shear stress during wear is important. If the ceramic particle size is too small, it is known that those particles can separate with abraded epoxy and perform triple abrasion since they would not be able to achieve the effect shown in Fig. 10b [28]. For this reason, the size of the particles to be added is also important.
More generally, B4C appears to reduce the wear volume and the wear rate with the addition of ceramic particles to the matrix. This result is found to be compatible with the literature results obtained from B4C-reinforced metal matrix composites [25, 27, 29, 30]. In the study conducted, an increase in volume loss was observed with increasing sliding velocity under constant load. When the volume loss increase is compared with low (0.8 m s−1) and high (1.2 m s−1) sliding speed test conditions and at 750 m constant distance, while 3.18 times more volume loss is observed in the unmodified sample, this ratio is 2.25 times in 5% B4C and 1.8 times in 10% B4C.
During the wear test, temperature was measured on the abrasive disc by means of an infrared thermometer to see the effect of B4C modification on thermal conductivity and to relate it with wear rate and COF depending on temperature. Temperature values were measured at a distance of 10 mm from the point of contact on the abrasive disc in the path followed in a circle. The values obtained in the measurements are for the neat specimens, modified with 5% B4C and 10% B4C, respectively, and the values were received on the same disc and at different points from inside to outside in successive periods.
Morphological investigations
SEM examinations were carried out by the worn-out composite surfaces coated with gold film to observe the morphology of wear tracks of epoxy resin filled with the B4C particles after the tribology tests. Figures 11 and 12 show the B4C-modified nanocomposite specimen morphologies for various loads and velocities. Deep cracks and surface fractures on the eroded surface were observed in the enlarged images of the unmodified samples. Contact pressure increases in parallel to the increase in applied load. Increased amounts of abrasion residues were especially generated in pure specimens due to high compressing and shear stresses along with the sliding velocity increase. However, the modified samples were able to show greater resistance to abrasion. In addition, fewer particles were broken from the surface and smoother surfaces were obtained, because reinforcement material gives the composite more mechanical resistance and enables the material to carry more loads. It is understood that due to the good bond strength of B4C, the resistance to abrasion has increased. This situation demonstrates that the composite is more suitable for dry sliding applications, i.e., it has more resistance toward abrasion and load conditions.

Morphologic analysis images of neat and B4C-reinforced epoxy resin under different loads and sliding velocities

Morphologic analysis images of neat and B4C-reinforced epoxy resin under different loads and sliding velocities
SEM micrographs show the formation of contact marks in the sample, and it can be clearly seen that plastic-based samples erode when they come in contact with the rotating metal disc. In general, epoxy materials remain under the influence of shear stress caused by the effect of the flash temperature and load formed during the test. Pin surface was fatigued under these effects and capillary cracks were formed. In some cases, damage and wear losses increased due to the contact temperature passing through the glass transition zone. With the effect of normal force, a contact stress occurred on the surface of the spherical test sample. With the effect of stretching, fatigue occurs in the material. Under the influence of sliding motion, the shear stress parallel to the surface occurs, particles begin to rupture and cracks form. In particular, thermosetting resins generally turn into a fragile structure due to high cross-linking density and immobility of molecules and separate from the surface as particles [31].
In Fig. 11a, the unmodified epoxy sample subjected to wear test in dry conditions is seen in the direction of sliding deeper and wider grooves lines on the abrasion surface. This deep grooves formation causes the particle to move away from the surface, which increases the amount of wear. There is also an agglomeration of eroded resin due to the heat generated on the sliding surface. With the increase of wear, an increase in the amount of wear is observed with the breaking of the flanges from the sliding surface. When the SEM images of the neat samples are examined, two types of wear damage are seen due to the fragile nature of the material. One of them is abrasion wear, which is caused by particles that detach from the surface with cracks.
As seen in Fig. 11b, thinner groove wear lines are observed on the eroded surfaces due to the 5% B4C added to the epoxy. On these surfaces, B4C epoxy is seen to be embedded. In this way, it is observed that the ruptures in the form of the flanks are partially reduced by creating abrasion resistance. It is seen that, the abraded parts fill the crater-shaped areas, where breaks occurred by plastering. In addition, as seen in Fig. 11c, as the B4C additive amount increases, it is seen that particles increase in the unit wear surface and are well embedded in the resin by not staying on the surface. By means of these particles, it is seen that the number of grooves formed on the surface decreases though the small flanges break. The change in speed and load levels did not change the positive contribution of the B4C. In Figs. 11d and 12c, more plastic flow of resin can be seen after the wear test under an increasing sliding velocity or load. However, even under variable parameter conditions, B4C reinforcement seems to prevent this by minimizing the effect (Fig. 12a, b, d, e). The smooth state that can be seen on the fracture surfaces of B4C-reinforced samples occurs at high speed and load conditions, resulting in a low rate of wear. This situation has been associated with the increase of friction heat in the literature [32]. It is seen that fillers generally cover the matrix region which results in reduced COF and wear rate, evaluating from Fig. 11 for the worn surface of B4C-reinforced epoxy composites.
In general, it is difficult to observe the B4C ceramic particles but a small number of B4C particles are dispersed on the surface. With the increase in load, the non-reinforced resin parts were eroded and severed from the surface in the form of layers or craters. In addition, groove width magnitudes increased in neat samples. All these imply that the parts remaining on the surface of the neat epoxy coating were exposed to plastic deformation. Plastic deformation increases with increasing load and sliding velocity. However, due to the homogeneous dispersion of B4C particles on the surface with the increase in the reinforcement ratio, the wear resistance increased, the width of the grooves lines was formed on the surface in a decreased manner and the wear craters formed on the surface occurred in smaller regions. It has been observed that the addition of B4C particles results in smaller indication of wear on the eroded surface of the composite coatings.
Conclusion
Composite samples reinforced with 5 and 10% by weight of B4C particles were successfully fabricated in order to enhance the wear performance of the pure epoxy sample. In this study, the wear effects of the contribution of B4C ceramic particles were investigated experimentally by means of asystematic approach. The conclusions obtained from the results can be summarized as follows:
-
Experimental and statistical test results obtained by specimens modified with B4C particle were more favorable in comparison to the results received by unmodified samples. As the B4C reinforcement rate increased, both volume loss and wear rate decreased. In particular, 10% B4C-reinforced sample has the lowest volume loss.
-
Thanks to the B4C ceramic reinforcement, it has been observed that the friction coefficient of the unmodified epoxy composite varies approximately ± 7%.
-
While the load was constant, the volume loss increase was observed as a result of increasing the sliding velocity. While the distance was constant at 750 m, when the sliding velocity was changed to 1.2 m s−1level, there was approximately 3.18 times more volume loss in the unmodified sample. This rate is 2.25 times for 5% B4C-reinforced samples and 1.8 times for 10% B4C-reinforced samples.
-
According to the statistical analysis data, it was determined that the most effective parameter on the outcome was the B4C reinforcement ratio.
-
It is understood that B4C, which is a ceramic particle in order to increase wear resistance of epoxy and widely used in the industrial area, can improve the wear resistance of pure epoxy by 2–4 times when appropriate sizes and additives are added.
In summary, it can be said that this study recommends the use of boron carbide (B4C) to improve the wear properties of epoxy resin under dry conditions.
References
Karthik K, Manimaran A (2020) Wear behaviour of ceramic particle reinforced hybrid polymer matrix composites. Int J Ambient Energy 41:1608–1612
Acıkbaş NC, Yaman B, Acıkbaş G (2018) Influence of vacuum application on the tribological properties of porcelain waste reinforced epoxy composites. Selçuk Üniversitesi Mühendislik Bilim Ve Teknoloji Dergisi 6:55–69
Acikbas G, Yaman B (2019) Wear response of glass fiber and ceramic tile-reinforced hybrid epoxy matrix composites. Iran Polym J 28:21–29
Yaman B, Açıkbaş NÇ (2018) Dry sliding behaviour of boron waste reinforced epoxy matrix composites. Bor Dergisi 3:63–70
Gokdai D, Borazan AA, Acikbas G (2017) Effect of marble: pine cone waste ratios on mechanical properties of polyester matrix composites. Waste Biomass Valori 8:1855–1862
Açıkbaş G (2018) Interfacial and physico-mechanical properties of walnut shell fiber reinforced polyester matrix composites. Mater Test 60:510–518
Açıkbaş G, Özcan S, Çalış Açıkbaş N (2018) Production and characterization of a hybrid polymer matrix composite. Polym Compos 39:4080–4093
Chang L, Zhang Z, Ye L, Friedrich K (2007) Tribological properties of epoxy nanocomposites—III. Characteristics of transfer films. Wear 262:699–706
Sabagh S, Bahramian AR, Kokabi M (2012) SiAlON nanoparticles effect on the behaviour of epoxy coating. Iran Polym J 21:229–237
Taşyürek M, Nazik C (2017) Improvement of mechanical properties of CNT/epoxy nano composites using the B4C by Taguchi method. Materials science forum. Trans Tech Publications, Ltd., pp 105–109
Rahmani K, Majzoobi G, Ebrahim-Zadeh G, Kashfi M (2021) Comprehensive study on quasi-static and dynamic mechanical properties and wear behavior of Mg–B4C composite compacted at several loading rates through powder metallurgy. Trans Nonferr Met Soc 31:371–381
Bhatia S, Angra S, Khan S (2020) A review on mechanical and tribological characterization of boron carbide reinforced epoxy composite. Adv Compos Mater 30:307–377
Xu G, Yu Y, Zhang Y, Li T, Wang T (2019) Effect of B4C particle size on the mechanical properties of B4C reinforced aluminum matrix layered composite. Sci Eng Compos Mater 26:53–61
Manjunatha T, Basavaraj Y, Ramana VV (2021) Wear analysis of Al7075 alloyed with nano B4C: a taguchi approach. Mater Today Proc 47(10):2603–2607
Abenojar J, Martinez M, Velasco F, Del Real J (2011) Effect of moisture and temperature on the mechanical properties of an epoxy reinforced with boron carbide. J Adhes Sci Technol 25:2445–2460
Sattanathan M, Subramani S, Mohamed K, Devarajan M, Nasir RM (2019) Synthesis and characterization of hexagonal boron nitride coating on polyethylene terephthalate. Iran Polym J 28:969–976
Bijwe J, Indumathi J (2004) Influence of fibers and solid lubricants on low amplitude oscillating wear of polyetherimide composites. Wear 257:562–572
Saravanan D, Chandramohan P, Rajesh R (2015) Evaluation of mechanical properties of B4C filled glass-epoxy composites. Int J ChemTech Res 8:1977–1981
Suresha B (2006) The role of fillers on friction and slide wear characteristics in glass-epoxy composite systems. J Min Mater Charact Eng 5:87
Hanumantharaya R, Vaishak N, Davanageri MB, Quadros JD, Premkumar B (2018) Mechanical and tribological wear behavior of epoxy hybrid composites. Mater Today Proc 5:7947–7953
Abenojar J, Martínez M, Velasco F, Pascual-Sánchez V, Martín-Martínez J (2009) Effect of boron carbide filler on the curing and mechanical properties of an epoxy resin. J Adhes 85:216–238
Schwartzentruber J, Papini M, Spelt JK (2018) Characterizing and modelling delamination of carbon-fiber epoxy laminates during abrasive waterjet cutting. Compos A 112:299–314
Pattanaik A, Satpathy MP, Mishra SC (2016) Dry sliding wear behavior of epoxy fly ash composite with Taguchi optimization. Eng Sci Technol 19:710–716
Adaveesh B, Halesh GM, Kumar V (2017) Investigations on dry sliding wear behaviour of B4C reinforced ZA43 alloy composites. Mater Today Proc 4:10957–10964
Dike A, Mindivan F, Mindivan H (2014) Effect of B4C content on the mechanical and tribological performances of polypropylene. Acta Phys Pol A 125:396–398
Gajjal SY, Unkule AJ, Gajjal PS (2018) Taguchi technique for dry sliding wear behavior of PEEK composite materials. Mater Today Proc 5:950–957
Sekar K, Vasanthakumar P (2019) Mechanical properties of Al-Cu alloy metal matrix composite reinforced with B4C, graphite and wear rate modeling by Taguchi method. Mater Today Proc 18:3150–3159
Durand J, Vardavoulias M, Jeandin M (1995) Role of reinforcing ceramic particles in the wear behaviour of polymer-based model composites. Wear 181–183:833–839
Esther I, Dinaharan I, Murugan N (2019) Microstructure and wear characterization of AA2124/4wt.% B4C nano-composite coating on Ti–6Al–4V alloy using friction surfacing. Trans Nonferr Met Soc 29:1263–1274
Raja R, Jannet S, Reji S, Paul CG (2020) Analysis of mechanical and wear properties of Al2O3 + SiC + B4C/AA5083 hybrid metal matrix composite done by stir casting route. Mater Today Proc 26:1626–1630
Basavarajappa S, Joshi AG, Arun K, Kumar AP, Kumar MP (2009) Three-body abrasive wear behaviour of polymer matrix composites filled with SiC particles. Polym Plast Technol Eng 49:8–12
Sudeepan J, Kumar K, Barman T, Sahoo P (2014) Study of friction and wear of ABS/ZnO polymer composite using Taguchi technique. Procedia Mater Sci 6:391–400
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tasyurek, M., Duzcukoglu, H. Improving the wear behavior of epoxy resin with boron carbide reinforcement. Iran Polym J 31, 169–184 (2022). https://doi.org/10.1007/s13726-021-00987-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-021-00987-w