
Abstract
In this work, hardness, tensile, impact, bearing strength and water absorption tests were performed to study the mechanical properties of stepwise graded and non-graded hybrid nanocomposites. Three different stepwise graded nanocomposites and one non-graded (homogeneous) nanocomposite with the same geometry and total nanoclay content of 10 wt% were designed and prepared. Moreover, one neat glass fiber laminate was manufactured. The results of the tests indicated that addition of the graded and non-graded nanoclay improves hardness over neat glass fiber reinforcement. The maximum increase in hardness of about 53% over neat specimen is obtained for specimens that have the highest weight percentage (2 wt%) of the clay nanoparticles on its surface (S-specimen and the side of F-specimen that reinforced with 2 wt% nanoclay). The gradation process results in an increase in hardness of about 11% compared with non-graded (homogeneous) specimen. In addition, an improvement of 11.9% in strain-to-failure is achieved with specimen having greatest amount of nanoclay in the middle over neat glass fiber/epoxy composite. The other nanoclay-filled glass fiber composites have strain-to-failure close to neat glass fiber/epoxy. The addition of nanoclay reinforcement has insignificant effect on ultimate tensile strength, tensile modulus, water absorption, bearing strength and impact strength compared with neat glass fiber/epoxy.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Functionally graded material (FGM) is a sort of composite materials with microstructures and the material properties are graded in thickness direction by steady change in reinforcement volume fraction [1]. Functionally graded materials are characterized by a continuous variation of material properties that result from non-homogeneous microstructures to be in a preferred direction such that the functional value of that component can be optimized thus having controllable material properties [2, 3]. They have extensive applications in automotive industry and aerospace engineering [4]. The manufacturing process of FGM can be divided in building successive inhomogeneous structure termed as “gradation” and converting this structure to bulk material termed as “consolidation” [5]. An important area of FGM research is the development of polymeric FGM that has developed rapidly because polymeric composite materials are intended to allow an optimum combination of constituent properties of moderate cost, erosion resistant, low weight, surface hardness, wear resistance, impact resistance and high toughness.
Mechanical properties of polymers can be improved by the incorporation of fillers (whiskers, fibers, particles, or platelets) to form polymer matrix composites [6, 7]. Recently, nanofiller-reinforced FGM has received growing interest as incoming advanced materials with new properties and functions [8]. Nanoscale fillers, due to their high surface areas, impart distinct improved properties to high-performance materials when compared to those corresponding traditional bulk fillers [9]. Recently, the concept of FGM has been applied to nanocomposites for optimizing the reinforcing nanofiller consumption and producing nanocomposites with different properties for multifunctional applications [10].
However, few research words have been performed on the processing of nanofiller-reinforced FGM. Nevertheless, most investigations of these materials have been based on numerical models or calculations [11]. This can be attributed to the lack of convenient processing technologies for the synthesis of nanocomposites from homogeneous to graded state. Furthermore, nanofiller can be a problem when it resists proper dispersion and thus form agglomeration, weak filler/matrix interface bonding that reduces stress transfer capability; increases resin viscosity with increase in nanoparticle content and it thus restricts processability. These weaknesses degrade the properties of the polymer [12]. Epoxy resins are very attractive type of polymer for their high strength and stiffness, thermal stability, high temperature resistance, low creep, good adhesion, chemical resistance and excellent processability [13,14,15].
There are several types of nanofillers commercially available and commonly used for processing polymeric nanocomposites such as montmorillonite organoclay, nanosilica, carbon nanotubes and nanofibers. Nanoclays have been considered as very attractive reinforcement in epoxy systems [12]. Using organo-modified montmorillonite (MMT), commonly called “nanoclay”, reinforces polymer-based composites and it has raised much attention by academic and industrial sectors [16]. For fiber-reinforced composites, the improvement depends largely on the type of epoxy system, fibers, nanofillers and the processing techniques [17]. The addition of small amount of nanoclay could improve mechanical properties of pure polymers. The objectives of adding these nanofillers are to enhance the toughness, elastic modulus and strength without loss of strain-to-failure and thermal stability of the polymer [16].
Researchers have processed polymeric FGM by many methods as hot isostatic pressing [18, 19], gravity casting [20], compression molding [21, 22], centrifugation [11, 19, 23,24,25] and selective laser sintering [6]. These techniques are used in manufacturing polymeric FGM composites with filler or discontinuous fiber in polymer which constitutes two phases. No research has been developed on manufacturing polymeric nanocomposites FGM with three phases as adding graded nanofiller in polymeric composites reinforced with fiber reinforcement.
In this work, a novel fabrication process was performed to produce stepwise graded and non-graded hybrid nanocomposites laminates with three phases (epoxy, glass fiber, and nanoclay) using hand lay-up process followed by vacuum bagging. The fabricated nanocomposites included; three different graded, one non-graded (homogeneous) and one neat glass fiber laminates. Hardness, tensile strength, impact strength under dry and wet conditions, bearing strength and water absorption behavior were investigated. Water absorption tests were carried out in distilled water and in sea water.
Experimental
Materials
The primary reinforcement used in this work was commercially available chopped E-glass fiber mats. The chopped E-glass fiber mats have density of 2.54 g/cm3, tensile modulus of 72.4 GPa, tensile strength of 2400 MPa, 1.3 W/m K thermal conductivity and 0.22 Poisson’s ratio. The secondary reinforcement used for producing graded hybrid nanocomposites was nanoclay. This nanoclay was organically modified montmorillonite (Nanomer® I.31PS) supplied by Sigma-Aldrich, USA. The matrix used is Kemapoxy 150 epoxy system supplied by CMB international Company, Egypt.
Manufacturing of FGM hybrid nanocomposite laminates
Three different stepwise graded nanocomposites and one non-graded (homogeneous) nanocomposite with the same geometry and total nanoclay content (10 wt%) were designed and prepared. Moreover, one neat glass-fiber laminate was manufactured. To keep the total nanoclay content constant in all functionally graded samples, the samples were divided into eight distinct layers with the same thickness and different contents for each layer as shown in Fig. 1. All the fabricated laminates were reinforced with chopped glass fiber reinforcement. For each content of nanoclay reinforcement, epoxy was mixed and sonicated with nanoclay at amplitude of 70% with a total mixing time of 20 min. The dispersion was carried out using a Hielscher ultrasonic processor UP 200S (200 W, frequency of 24 kHz, amplitude adjustable 20–100% and pulse adjustable 0–100%). To avoid rise in temperature during sonication, cooling was achieved by immersing the mixing beaker in a mixture of water and ice. Subsequently, the hardener was carefully added manually to the mixture with a ratio of 1:2 by weight of epoxy resin with various contents of nanoparticles. The laminates of eight layers were prepared by hand lay-up lamination technique followed by vacuum bagging. Each layer of chopped fiber was impregnated with epoxy resin filled by the required nanoclay content. A sufficient time was taken until the preparation of the next layer, by maintaining the amount of nanoclay/epoxy content in each layer. The same technique was repeated until the eight layers were completed. The final thickness of the produced laminate was 3.2 ± 0.3 mm.

Schematic diagram of the structure and designation of the manufactured laminates
Experimental procedure
Hardness
Hardness is a measure for the resistance of a material to deformation or penetration against a concentrated force on its surface. Vickers hardness test which is one of the most common techniques for hardness measurement is conducted. The hardness test specimens were cut into strips of 20 mm length and 20 mm width. Identec hardness tester was used to indent the test specimens with a Vickers indenter with a load of 100 g. It was a square based diamond pyramid as indenter. Five indentations were made and measured at different points on each specimen, and the average value was determined to provide an overall mean value representative for the material hardness. Measurements of Vickers hardness were taken on the plane perpendicular to the longitudinal axis of the manufactured samples. In this method, the hardness value was obtained by dividing the indentation force by the indented residual area.
Tension test
The static tensile test was performed using a universal testing machine (Jinan Test Machine WDW 100 kN) at constant crosshead rate of 2 mm/min for all specimens. Tension tests were carried out according to ASTM D3039. The test specimens were cut into strips of 250 mm length, 25 mm width and 3 mm thickness. The value of the ultimate tensile strength for each type of laminates was set as the average of five tensile strength values, obtained from five identical test specimens.
Bearing tests
A series of pin-bearing ASTM D 5961 tests were conducted on the fabricated specimens using universal testing machine (Jinan Test Machine WDW 100 kN) at room temperature. The machine was fully computer controlled and permitted acquisition of load and displacement. The dimensions of the test specimen are shown in Fig. 2. The test fixture was fabricated from stainless steel.

Dimensions of pinned-joint specimens
The pins were neat-fit in the hole (zero clearance). The crosshead speed was 2 mm/min. The bearing stress (σ b) was calculated as follows [26]:
where P is the failure load, D h is the hole diameter and t is the specimen thickness. For each type of laminates, the average of five bearing strength values resulting from five identical tests was used to express the value of the bearing strength.
Impact test
Impact test reflects the ability of a material to absorb energy at fracture when exposed to sudden impact. Impact tests were carried out on impact machine type AVERY Denison. The impact strength and absorbed energy were measured by the Charpy test according to ASTM 256. Impact test was performed with a 0.5 J sledge. Impact strength was obtained by dividing the absorbed energy with the original cross-section area of the specimen.
Water absorption test
Specimens (40 × 10 × 4 mm) were immersed in distilled water at 25 °C. The specimens were withdrawn from the water periodically, wiped dry to remove water droplets, and then weighed using a digital balance with 10−4 g resolution to detect the mass change during the water absorption process. The moisture content, M(t), absorbed for each specimen was then calculated as follows [27]:
where w 0 is the initial weight and w t is the sample weight after time t. Specimens were immersed up to 90 days. Water absorption tests were carried out in distilled water and sea water. The artificial sea water was made of tap water and sea salt in the ratio of 100:3.3 [28].
Results and discussion
Hardness test
Figure 3 shows the hardness of neat, non-graded and stepwise graded hybrid nanocomposites. Hardness was improved with all specimens reinforced with nanoclay. The highest hardness was observed with S and the side of F specimen that reinforced with 2 wt% nanoclay (with an increase in hardness of about 53% over neat specimen), followed by H specimen. An increase in hardness by 11% is observed for these graded specimens (S and the side of F specimen that reinforced with 2 wt% nanoclay) compared with the non-graded specimen (H specimen). The increase in hardness as a result of increasing the nanoclay content up to 2 wt% in the surface of these specimens may be attributed to the high intrinsic hardness of the nanoclay itself. Moreover, on the load applied through the indenter, compressive force increases which in turn presses the matrix, as a result, fibers and fillers touch each other and offer resistance. As the weight percent of nanoclay content increases, filler particles fill in the gap between the fiber and the matrix and form a more dense structure and hence hardness increases [29]. However, hardness of C specimen and the side of F specimen that reinforced with 0.5 wt% nanoclay, show a slight increase in hardness over N specimen. In general, addition of nanoclay either as a graded or non-graded structure increases the hardness of the laminate over N specimen.

Vickers hardness values of neat, stepwise graded and non-graded hybrid nanocomposites
Tensile behavior
The stress–strain behaviors of all the manufactured nanocomposites are presented in Fig. 4. This figure shows that, all specimens failed immediately after the tensile stress reached its maximum value. However, the stress–strain curves showed considerable linearity before reaching the maximum stress.

Stress–strain relationship of neat, stepwise graded and non-graded hybrid nanocomposites
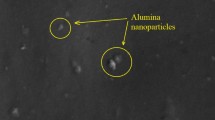
Ultimate tensile strengths of neat, non-graded and stepwise graded hybrid nanocomposites are shown in Fig. 5. The ultimate tensile strength was not improved by the addition of nanoclay reinforcement compared with N specimen. A slight decrease in ultimate tensile strength is obtained with C, S and H specimens. However, a significant decrease in ultimate tensile strength is obtained with F specimen as compared with N. For S specimens, there is a slight deterioration in ultimate tensile strength despite their high nanoclay content in their surfaces. This may be attributed to the bad dispersion of the nanoclay in the middle of the specimen which is clarified in Fig. 6. This figure obviously shows agglomeration of the nanoclay in the middle zone of this nanocomposite laminate. Agglomeration is the major problem in the fabrication of polymeric nanocomposites in which it causes the most problems in nanocomposite research [14]. In Fig. 5, ultimate tensile strength of F specimen is lower than that of homogeneous nanoclay composites (H). Similar results were obtained by Wang et al. [11], their results indicated that the tensile strengths of graded nano TiO2–epoxy composites decrease as compared to homogeneous composites. However, an improvement of 11.9% in strain-to-failure is achieved with C specimen over N as shown in Fig. 7. The other hybrid laminates show strain-to-failure values close to that of N.

Variations of ultimate tensile strength values of neat, stepwise graded and non-graded hybrid nanocomposites

Scanning electron microscope (SEM) image of the middle zone of S

Variations of strain-to-failure in stepwise graded and non-graded hybrid nanocomposites in comparison to neat glass/epoxy composite laminates
Figure 8 shows the modulus of elasticity of graded and non-graded hybrid nanoclay composite laminates. It can be demonstrated that, addition of nanoclay with different gradation decreased the modulus of elasticity compared with N. The modulus of elasticity was slightly decreased with S-specimen. However, a significant decrease was obtained with H specimens when compared to N. All graded hybrid nanoclay composites have tensile modulus higher than that of homogeneous nanoclay composites.

Modulus of elasticity values of graded and non-graded hybrid in comparison to neat glass/epoxy composite laminates
Bearing strength
Figure 9 illustrates the effect of adding nanoclay with and without gradation on the bearing strength. For C specimen, a slight decrease in bearing strength is obtained as compared to N, followed by S and H specimens. While a significant decrease in bearing strength was attained with F specimen when compared to N. This behavior resembles the tensile behavior.

Bearing strength values of neat, graded and non-graded hybrid nanocomposites in comparison to neat glass/epoxy composite laminates
The joints are subjected to high stress concentrations which occur around and in the vicinity of the hole and are often the cause of unexpected failure in structures containing joints. There is no enhancement in bearing strength in C specimens. Similarly, for H specimen there appears deterioration in bearing strength as compared to N specimen. This is attributed to the formation of agglomeration due to bad dispersion of the nanoclay in nanocomposite laminate which is illustrated in Fig. 10.

Scanning electron microscope (SEM) image of outer surface of H
Water absorption
Figures 11 and 12 show the water absorption of neat, non-graded and stepwise graded hybrid nanocomposites immersed in distilled water and sea water, respectively. The water uptake content increases as the immersion time increases. Immersion of non-graded and stepwise graded nanoclay hybrid composites in both distilled water and sea water leads to higher water uptake content than N specimens. This may be attributed to the presence of agglomeration caused by addition of nanoclay to neat glass fiber reinforced epoxy that helps in more absorption of water. One of the reasons for the actual behavior can be related to the fact that the addition of nanoclays into the matrix may produce the diffusion of water due to the formation of defects in the material [30]. Consequently, the bigger the free volume of cured resin and the clearance between nanoparticles and epoxy resin, there would be more water permeability of the nanoclay composites and weaker barrier properties can be obtained. Moreover, extra free volume at the interface also assisted the water permeability inside nanoclay composites. Water is more likely to diffuse along the epoxy–nanoclay interface and destroy the interfacial bonding rather than diffuse through the matrix. The water permeability and the level of water uptake of nanocomposites are, therefore, determined by the amount of available free volume. So, as the free volume increased, water permeability increased.

Water absorption versus time relationships of neat, stepwise graded and non-graded hybrid nanocomposites in distilled water

Water absorption versus time relationships of neat, stepwise graded and non-graded hybrid nanocomposites in sea water
Impact strength
Figure 13 shows the impact strength for neat, graded and non-graded hybrid nanocomposites under dry, distilled water and sea water conditions. In wet environment, the impact strength decreased. Impact strength was not improved by the addition of nanoclay reinforcement when compared to N. A slight decrease in impact strength was obtained with C specimen followed by S, H and F specimens. Impact strengths decreased when all specimens immersed in sea water as compared to distilled water. Impact strength of S specimen under wet condition, either in distilled water or sea water, was close to N specimens. Other specimens produced values slightly lower than N and S.

Impact behavior of neat, stepwise graded and non-graded hybrid nanocomposites under dry and wet conditions
Conclusion
A novel fabrication process was performed to produce stepwise graded and non-graded hybrid nanocomposites laminates with three phases (epoxy, glass fiber, and nanoclay) using hand lay-up process followed by vacuum bagging. The fabricated nanocomposites were; three different graded, one non-graded and one neat glass-fiber laminates. Mechanical behaviors were studied for neat, graded and non-graded nanoclay composites reinforced with glass fiber. Addition of graded and non-graded nanoclay composites increased hardness as compared to neat glass fiber/epoxy composite, with maximum increase in hardness of about 53% for S-specimen and the side of F-specimen that reinforced with 2 wt% nanoclay over neat specimen. The gradation process resulted in greater hardness of about 11% compared with non-graded (homogeneous) specimen. An improvement of 11.9% in strain-to-failure is achieved with specimen having greatest amount of nanoclay in the middle over neat glass fiber/epoxy composite. Addition of nanoclay reinforcement either as graded or non-graded laminates shows no improvement in ultimate tensile strength, tensile modulus, water absorption, bearing strength and impact strength under dry and wet conditions when compared to neat glass fiber/epoxy composites.
References
Shen HS (2009) A comparison of buckling and postbuckling behavior of FGM plates with piezoelectric fiber reinforced composite actuators. Compos Struct 91:375–384
Suresh S, Mortensen A (1998) Fundamentals of functionally graded materials: processing and thermomechanical behaviour of graded metals and metal-ceramic composites. The Institute of Materials, IOM Communications Ltd, London
Ilschner B (1996) Processing-microstructure-property relationships in graded materials. J Mech Phys Solid 44:647–656
Wang Y, Ni Q, Zhu Y, Natsuki T (2013) Development of functionally graded vapor-grown carbon-fiber/polymer materials. Polym Compos 34:1774–1781
Kieback B, Neubrand A, Riedel H (2003) Processing techniques for functionally graded materials. Mater Sci Eng A 362:81–105
Chung H, Das S (2006) Processing and properties of glass bead particulate-filled functionally graded nylon-11 composites produced by selective laser sintering. Mater Sci Eng A 437:226–234
Jordan J, Jacob KI, Tannenbaum R, Sharaf MA, Jasiuk I (2005) Experimental trends in polymer nanocomposites—a review. Mater Sci Eng A 393:1–11
Bafekrpour E, Yang CH, Natali M, Fox B (2013) Functionally graded carbon nanofiber/phenolic nanocomposites and their mechanical properties. Compos A 54:124–134
Paul DR, Robeson LM (2008) Polymer nanotechnology: nanocomposites. Polymer 49:3187–3208
Bafekrpour E, Yang CH, Fox B (2013) Bending behavior of step-wise graded carbon nanofiber/polymer nanocomposites. Int J Adv Eng Appl 6:47–52
Wang Y, Ni QQ, Zhu Y, Natsuki T (2014) Fabrication of functionally graded nano-TiO2-reinforced epoxy matrix composites. Polym Compos 35:557–563
Jumahat A, Soutis C, Mahmud J, Ahmad N (2012) Compressive properties of nanoclay/epoxy nanocomposites. Procedia Eng 41:1607–1613
Ullah Khan S, Iqbal K, Munir A, Kim JK (2011) Quasi-static and impact fracture behaviors of CFRPs with nanoclay-filled epoxy matrix. Compos A 42:253–264
Meniawi M, Mahmoud K, Megahed M (2016) Positron annihilation spectroscopy and mechanical properties studies for epoxy matrices reinforced with different nanoparticles. J Polym Res 23:1–12
Agwa MA, Megahed M, Megahed AA (2017) Enhancement of water barrier properties and tribological performance of hybrid glass fiber/epoxy composites with inclusions of carbon and silica nanoparticles. In press, Polym Adv Technol
Chan M, Lau K, Wong T, Ho M, Hui D (2011) Mechanism of reinforcement in a nanoclay/polymer composite. Compos B 42:1708–1712
Rafiq A, Merah N, Boukhili, Al-Qadhi M (2017) Impact resistance of hybrid glass fiber reinforced epoxy/nanoclay composite. Polym Test (In press)
Miyamoto Y (2000) Development of functionally graded materials by HIP. Mater Sci Res Int 6:3–8
Krumova M, Klingshirn C, Haupert F, Friedrich K (2001) Microhardness studies on functionally graded polymer composites. Compos Sci Technol 61:557–563
Butcher RJ, Rousseau CE, Tippur HV (1999) A functionally graded particulate composite: preparation, measurements and failure analysis. Acta Metall Sin (English Lett) 47:259–268
Wang M, Porter D, Bonfield W (1994) Processing, characterisation, and evaluation of hydroxyapatite reinforced polyethylene. Br Ceram Trans 3:91–95
Pompe W, Worch H, Epple M, Friess W, Gelinsky M, Greil P, Hempel U, Scharnweber D, Schulte K (2003) Functionally graded materials for biomedical applications. Mater Sci Eng A 362:40–60
Bafekrpour E, Simon G, Habsuda J, Naebe M, Yang CH, Fox B (2012) Fabrication and characterization of functionally graded synthetic graphite/phenolic nanocomposites. Mater Sci Eng A 545:123–131
Tsotra P, Friedrich K (2003) Electrical and mechanical properties of functionally graded epoxy-resin/carbon fibre composites. Compos A 34:75–82
Siddhartha Patnaik A, Bhatt A (2011) Mechanical and dry sliding wear characterization of epoxy–TiO2 particulate filled functionally graded composites materials using Taguchi design of experiment. Mater Des 32:615–627
McCarthy MA, Lawlor VP, Stanley WF, McCarthy CT (2002) Bolt-hole clearance effects and strength criteria in single-bolt, single-lap, composite bolted joints. Compos Sci Technol 62:1415–1431
Agwa MA, Taha I, Megahed M (2017) Experimental and analytical investigation of water diffusion process in nano-carbon/alumina/silica filled epoxy nanocomposites. In press, Int J Mech Mater Des
Bian L, Xiao J, Zeng J, Xing S (2012) Effects of seawater immersion on water absorption and mechanical properties of GFRP composites. J Compos Mater 46:3151–3162
Agarwal G, Patnaik A, Sharma R (2014) Thermo-mechanical properties and abrasive wear behavior of silicon carbide filled woven glass fiber composites. Silicon 6:155–168
Ferreira J, Borrego LP, Costa JD, Capela C (2013) Fatigue behaviour of nanoclay reinforced epoxy resin composites. Compos B 52:286–291
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Funding
No funding was received for this work.
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Megahed, A.AW., Megahed, M. Fabrication and characterization of functionally graded nanoclay/glass fiber/epoxy hybrid nanocomposite laminates. Iran Polym J 26, 673–680 (2017). https://doi.org/10.1007/s13726-017-0552-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-017-0552-y