
Abstract
Polymer matrix composites are used in automobile, structure and aerospace industries due to their light weight and high strength. The present research has an aim to reinforce locally developed silica nanoparticles and glass fibers in unsaturated polyester to produce polymer-based hybrid composites. Composites were synthesized by hand lay-up method with 1, 2, 3 and 4 wt% of silica sand nanoparticles and glass fiber. Mechanical tests like tensile, impact and micro-hardness were performed on the obtained polymer hybrid composites. The results of mechanical properties of the hybrid polymer matrix composites revealed an increasing trend. The SEM analysis was performed on the developed and fractured tensile testing samples. The SEM analysis showed the presence of silica nanoparticles in the samples and pulling action of fibers were seen under fractured tensile tests. The pulling actions of fibers from polymer matrix delayed the fractured mechanism and enhanced the mechanical properties. Silica nanoparticles filled the cavities generated during tensile test and extensive enhancement was revealed in tensile as well as impact energy. Toughness of the hybrid composite was also enhanced as a result. The thermal properties of the hybrid polymer composites were analyzed using thermogravimetric analysis. Thermal stability of the composite has been marginally increased with increasing wt% of reinforcement.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Several modern technologies require materials, with unique combinations and superior properties than a material with limited performance. Fiber reinforced composites are such materials, which have revolutionized the conception of high strength. Composite materials are formed by an amalgamation of two or more separate materials. The combination of two or more materials is defined as composite, a solid material, in which specific components keep their separate identities [1]. Ajay et al. [2] reinforced glass/polyester laminates by different sizes of fillers and studied the mechanical properties of the developed composites. The results showed that the composites have very good load bearing capacity with the addition of fillers. A research was conducted to inspect the outcome of silica on different properties possessed by polyester composites reinforced with natural fiber. Composites were made by silica and without silica through adding 100% recyclable reinforcement as natural fibers in polyester medium [3]. Outcomes showed an increase in tensile strength of silica-based composites and found to be 1.5 times better as compared to composites which were made without silica. Tensile modulus of a composite made with silica was also 1.8 times better as compared to a composite which were made without silica. Composites impact energy was also studied and found to be 1.36 J which was 1.8 times greater than the composite without silica. Inceoglu et al. [4] studied the effect of clay addition in glass fiber in polymer-based composites. The result showed that ultimate tensile strength, elastic modulus and rupture modulus of unsaturated polyester have been enhanced by adding clay to maximum 5 wt%. The tensile and flexural properties were decreased above 5 wt% of clay. Kornmann et al. [5] also reported while studying the effect of clay addition in glass fiber that the stiffness of material and cracking resistance has been improved by increases in clay loading. Though, being brittle is a disadvantage to nanocomposites in limiting their application. Hulugappa et al. [6] used graphite, silicon carbide as fillers in plain weave woven glass fabric reinforced epoxy (G-E) composite. Hand layup process and compressed hot press were used to develop composites and the mechanical properties were studied. The results showed that the mechanical properties increased by increasing filler contents and tensile strength were increased from 305 MPa to 404.2 MPa. Bazli et al. [7] studied the viscoelasticity and morphology of nanocomposites developed by adding nanoclay in silicone rubber (SR) and ethylene propylene diene monomer (EPDM). The SR contents during the curing process increased vulcanization rate and cross-linking density of the blends. Maxwell model showed a good fitting between tensile properties of samples and that of experiments. Suttivutnarubet et al. [8] utilized zirconocene/MAO catalytic system to develop polyethylene/coir dust hybrid filler by in situ polymerization and produced biocomposites. Catalytic activities were decreased as increasing coir dust contents. The SEM analysis showed that the presence of PE/coir dust filler in natural rubber showed more compatibility as compared to pure coir dust. Onuegbu et al. [9] used 0–40 wt% snail shell powder with particles sizes of 0.150, 0.30, and 0.42 µm and talc of particle size, 0.150 µm to prepare polypropylene composites. The mechanical properties such as tensile modulus, flexural strength and impact strength were improved by increasing filler contents. The composites reinforced with talc showed brittleness by increasing the filler contents. Datta et al. [10] used a laboratory two-roll mill to prepare natural rubber vulcanized composites with 15, 25, 45, and 85 wt% of titanium dioxide loadings. The results of natural rubber-based composites showed an improvement in mechanical properties as well as thermal stability as compared with addition of titanium dioxide loading. Zhong et al. [11] chemically grafted accelerator ethylene thiourea (ETU) onto the surface of silane modified silica and obtained ETU-modified silica (silica-s-ETU). Silica-s-ETU was homogeneously dispersed into styrene-butadiene rubber (SBR) and found that SBR/silica-s-ETU nanocomposites showed excellent mechanical properties. Tangudom et al. [12] used bagasse ash silica (BASi) and precipitated silica (PSi) as filler in natural rubber (NR) and styrene-butadiene rubber (SBR) to achieve hybrid composites. It was found that BASi showed better tensile strength and wear properties as co-reinforcing filler with PSi for SBR and NR/SBR compounds. Hassanajili et al. [13] used unmodified (Si-Un) and commercially modified with octylsilane (Si–OS) and polydimethylsiloxane with 5, 10, and 15 wt% as fillers to prepare polyurethane (TPU) nanocomposites. Nanocomposites containing treated nanoparticles showed much better thermal stability as compared to untreated particles. Tufan et al. [14] prepared wood-plastic composites (WPCs) using different types of fillers such as mixtures of carpenter waste and recycled high-density polyethylene (R-HDPE). It was found that wood-waste flour filled composites showed better mechanical properties as compared to particle board waste flour. Wang et al. [15] prepared flame-retarded expanded polystyrene (EPS) foams by reinforcing ammonium polyphosphate (APP) and nano-zirconia (nano-ZrO2) using phenolic resin binder. An improvement in compressive and flexural strengths has been observed. Flame-retardant properties have been increased by adding a little amount of nano-ZrO2 into the APP flame-retarded EPS foams. Harsha et al. [16] reinforced neat polyetherimide (PEI) with glass fibers, carbon fiber and solid lubricant and studied the tribological properties. The results showed that friction and wear properties were reduced with increases in temperature and at elevated temperature carbon fibers have shown less wear rate.
Going through the literature review, it is found that there is an insufficient research on using local sand and reinforcements with glass fibers in unsaturated polyester composites. This research work has an aim to investigate the effects of silica sand nanoparticles and glass fibers addition in unsaturated polyester-based hybrid composites. It also focuses on the mechanical and thermal properties of the developed hybrid polymer composites.
Experimental
The development of silica sand nanoparticles used in this research has been explained in our previous research works [17, 18]. Glass fiber, unsaturated polyester resin, fine methyl ethyl ketone peroxide (MEKP) and cobalt acetate were purchased from Qartaba market, Lahore, Pakistan. The hand layup process was used to develop the hybrid composites with a mold in the form of plain container, made up of galvanized steel. Mold was made just like a tray with the dimensions of 12 inch length, 6 inch width and 1 inch height. The mold was washed carefully with hot water to remove dirt, grease and finger marks, and it was completely dried and has been reserved for easy removal of product. Glass fibers and silica sand nanoparticles were reinforced in unsaturated polyester resin. Varying amounts of finely ground silica sand nanoparticles (1, 2, 3 and 4 wt%) were added to unsaturated polyester resin, respectively, keeping, the quantity of unsaturated polyester resin constant. Nano-silica sand particles were preheated before using as reinforcement in unsaturated polyester matrix to reduce the agglomeration of nanoparticles. Weighing of polyester and silica sand was performed using digital balance. Proper mask, glasses and gloves were used to handle unsaturated polyester resin and silica nanoparticles. Mixture was stirred thoroughly while adding cobalt acetate (accelerator) and MEKP (hardener). Accelerator and hardener were added in the ratio of 1:1 wt% to the mixture of unsaturated polyester and silica sand. Mixture was poured onto the mold with the help of brush. After pouring mixture on mold surface, chopped glass fiber was applied to mold with top and bottom layers of unsaturated polyester sand mixed mixture. Hand rolling process was carried out by a steel roller to ensure uniform thickness and compaction. After achieving uniform thickness, one layer of woven glass fiber was placed on chopped glass fiber layer with top and bottom layers of unsaturated polyester resin. Hand rolling process was used again to achieve maximum compaction and uniform thickness. As the whole process was being carried out in an open environment there was a large possibility of entrapping air on the surface and inside to some extent. Therefore, great care was taken to ensure that no air bubble exists during curing process. The hybrid composite combinations were left at room temperature for curing process for 24 h. Tensile and impact test samples of the composites were prepared according to ASTM D 638-97 and ASTM 6110 D (08.03), respectively. Universal Tensile testing machine of (5kN) Lloyd Instrument, LR5 K was used to perform tensile tests. Three tensile tests were performed for each wt% sample of reinforcement to check the repeatability of the test. The fracture surfaces of tensile samples were analyzed using scanning electron microscopy (SEM, Jeol Company). The thermal properties of the polymer hybrid composites have been observed using TGA (Q600SDT, TA Instruments, USA). In TGA analysis nitrogen environment with flow rate of 100 mL/min and heating rate of 10 °C/min was used. The microhardness testing of the hybrid composites were performed using Vickers hardness machine (Shimadzu, Japan, model HMV-ZE) with diamond pyramid indenter (136º angel between opposing faces) using 50 g load for 10 s.
Results and discussion
Tensile properties of polymer matrix hybrid composites
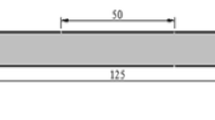
The prepared tensile samples according to ASTM are shown in Fig. 1a and the fractured tensile sample is shown in Fig. 1b. It was found that all the fractured tensile samples were broken within the gauge length.

a Prepared tensile samples and b fractured tensile samples
Figure 2 shows the evaluated tensile strength of hybrid composite with 4 wt% of silica sand reinforcement and glass fibers and Fig. 3 shows the overall behavior in tensile properties of hybrid composites. Figure 2 shows that increasing percentage of reinforcement first affects ductile behavior and increases the toughness behavior of the composite. Increasing percentage of reinforcements increases tensile strength and maximum strength has been achieved by addition of 4 wt% silica sand nanoparticles and glass fibers as shown in Fig. 3. It was also observed during tensile test that the delayed fracture was due to pulling and fracturing mechanism of the fibers. When the tensile tests started, fibers distended from the polymer matrix and during this process, small cavities were generated while being filled by silica nanoparticles. This mechanism of pulling fibers out from the matrix and filling of cavities by silica nanoparticles caused delay in fracture process. Graphite and silicon carbide were used by Hulugappa et al. [6] with woven glass fabric in epoxy. He found that 10 wt% silicon carbide showed better mechanical properties. He has used woven glass fabric and silicon carbide and reinforcement but in our case short fibers and silica sand nanoparticles were utilized. Similar work was also performed by Tangudom et al. [12] but they used bagasse ash silica (BASi) and precipitated silica (PSi) as fillers in natural rubber (NR) and styrene–butadiene rubber (SBR).

Tensile curve for 4 wt% of reinforcements

Tensile strength of hybrid polymers composites
Hardness of polymer matrix hybrid composites
The purpose of incorporating silica sand nanoparticles into the polymer matrix is to enhance its resistance against deformation. The nano-silica sand particles possess exceptional hardness when utilized as reinforcement and has been confirmed by Ahmad et al. [18]. The results of microhardness test showed that increasing percentage of silica sand nanoparticles increased the hardness of hybrid composite due to dispersion of silica nanoparticles homogeneously in unsaturated polyester resin, along with glass fibers which made the surface of hybrid composite harder. The hard surface of the polymer composites did not allow indenter to go deep in the polymer matrix. The microhardness results are shown in Fig. 4.

Hardness of hybrid polymer composites
SEM analysis of polymer matrix hybrid composite
Scanning electron microscopy (SEM) results indicated the distribution and strengthening mechanism by silica sand nanoparticles and glass threads in unsaturated polyester resin as shown in Fig. 5a. This figure shows the presence of glass fibers embedded in polymer matrix and these fibers provide strengthening mechanism to polymer in all directions. During tensile test the glass fibers are stretched and protruded from the polymer matrix (Fig. 5b). Figure 5b clearly shows the pulling length of fibers from polymer matrix and pulling mechanism is in longitudinal directions. Some of the fibers, still embedded in matrix, need more energy and stretching forces to pull out from the matrix. This mechanism coincides with the starting point of tensile test, and until and unless all fibers are pulled out from the polymer matrix the process can delay fracture mechanism of hybrid polymer composites. In Fig. 5c, distribution of fibers and silica nanoparticles is evident in filling the cavities generated during tensile test. Some interstitial spaces are generated during the tensile test and during this action, silica nanoparticles present in the polymer matrix fill the spaces and cause delay in fracture mechanism as discussed by Ahmad et al. [18]. Some of the filling interstitial places are shown in Fig. 5c. This whole mechanism of pulling action of fibers and filling interstitial places by silica nanoparticles has caused delay in fracturing polymer composites. This development of hybrid polymer composites is more suitable for safety point of view because delaying in fracture formation provides some time to evacuate easily from that place.

a, b, c SEM and fracture analysis of hybrid polymer composites
Impact strength of polymer matrix hybrid composites
The impact strength behavior of polymer hybrid composites is shown in Fig. 6. An increasing trend of impact strength was seen with increasing wt% of reinforcements in polymer matrix. Increasing behavior in strength is due to the presence of glass fibers and silica nanoparticles. The fibers bear the load and increase the impact strength of the polymer composites. When impact force is applied to composites, the tensile force causes fibers to pull out from matrix and bear more energy until they break. This pulling and breaking mechanism of fibers from polymer matrix delays the fracture in impact test and causes polymer to bear more energy. Such pulling action of fibers from matrix is shown in SEM analysis of hybrid composites. When impact energy is applied to hybrid composites, protrusion of the fibers from polymer matrix occurs and delays mechanism as discussed by Ahmad et al. [18].

Impact strength of polymer hybrid composites
TGA analysis of polymer hybrid composites
Figure 7 shows TGA analysis of 1 wt% reinforcements and a change in slope of red line has been observed after 11 min at around 20 °C. Weight loss of about 98.25% has been noticed and confirmed by a hump in pink line in the curve at this temperature. After that the slope of the curve remains constant up to 334 °C and then a deviation in slope occurs after 26 min. A weight loss of about 100.5% has been noticed. Above this temperature, Fig. 7b (red) becomes constant which is an indication of the residue. Figure 8 shows TGA analysis of 4 wt% reinforcements and a change in slope of Fig. 8b (red) has been observed after 11 min at around 34 °C. A weight loss of about 96.32% has been noticed and confirmed by a hump in Fig. 8a (blue) in the curve at this temperature. After that the slope of the curve remains constant up to 360 °C and then a deviation in slope occurs after 27 min. A weight loss of about 99.18% has been noticed. Above this temperature, Fig. 8b (red) becomes constant which is an indication of the residue. From TGA analysis it was found that with increase in wt% of reinforcements, the polymer hybrid composites become stable. It has also been observed that for 4 wt% of reinforcements, the slope of the curve shifts to high temperature of 360 °C.

TGA analysis for 1 wt% of reinforcement in hybrid composites

TGA analysis for 4 wt% of reinforcement in hybrid composites
Conclusion
Polymer hybrid composites reinforced with silica nanoparticles and glass fibers were successfully prepared using hand lay-up technique. Study of micrograph obtained from SEM analysis revealed that silica sand nanoparticles and glass fibers are evenly distributed in unsaturated polyester resin. Tensile strength of polymer hybrid composite increased with increase in wt% of silica nanoparticles and glass fibers and maximum strength was found to be 78 MPa with addition of 4 wt% of both reinforcements. Vickers hardness of hybrid composite increased with an escalation in weight percentage of nanoparticles and glass fibers and maximum hardness was found to be 4.7 HV by adding 4 wt% of silica sand nanoparticles and glass fibers. TGA results showed that percentage of weight loss decreases with increase of 4 wt% silica sand nanoparticles and glass fibers and becomes stable above 360 °C.
References
Mueller DH, Krobjilowski A (2003) New discovery in the properties of composites reinforced with natural fibers. J Ind Text 33:111–130
Kumar KA, Mateen MA, Srinivasa NR (2015) A study on effect of filler on mechanical properties of GFRP composites. Int J Innov Res Sci Eng Technol 4:10669–10674
Gowthami A, Ramanaiah K, Ratna Prasad AV, Hema CRK, Mohana Rao K, Sridhar GB (2013) Effect of silica on thermal and mechanical properties of sisal fiber reinforced polyester composites. J Mater Environ Sci 4:199–204
Inceoglu AB, Yilmazer U (2003) Synthesis and mechanical properties of unsaturated polyester based nancomposites. Polym Eng Sci 43:661–669
Kormann X, Berglund LA, Sterte J, Giannelis EP (1998) Nanocomposites based on montmorillonite and unsaturated polyester. Polym Eng Sci 38:1351–1358
Hulugappa B, Achutha MV, Suresha B (2016) Effect of fillers on mechanical properties and fracture toughness of glass fabric reinforced epoxy composites. J Miner Mater Charact Eng 4:1–14
Bazli L, Khavandi A, Boutorabi MA, Karrabi M (2016) Morphology and viscoelastic behavior of silicone rubber/EPDM/cloisite 15A nanocomposites based on Maxwell model. Iran Polym J 25:907–918
Suttivutnarubet C, Jaturapiree A, Chaichana E, Praserthdam P, Jongsomjit B (2016) Synthesis of polyethylene/coir dust hybrid filler via in situ polymerization with zirconocene/MAO catalyst for use in natural rubber biocomposites. Iran Polym J 25:841–848
Onuegbu GC, Igwe IO (2011) The effects of filler contents and particle sizes on the mechanical and end-use properties of snail shell powder filled polypropylene. Mater Sci Appl 2:811–817
Datta J, Kosiorek P, Włoch M (2016) Effect of high loading of titanium dioxide particles on the morphology, mechanical and thermo-mechanical properties of the natural rubber-based composites. Iran Polym J 25:1021–1035
Zhong B, Jia Z, Luo Y, Jia D (2015) A method to improve the mechanical performance of styrene butadiene rubber via vulcanization accelerator modified silica. Compos Sci Technol 117:46–53
Tangudom P, Thongsang S, Sombatsompop N (2014) Cure and mechanical properties and abrasive wear behavior of natural rubber, styrene-butadiene rubber and their blends reinforced with silica hybrid fillers. Mater Des 53:856–864
Hassanajili S, Sajedi MT (2016) Fumed silica/polyurethane nanocomposites: effect of silica concentration and its surface modification on rheology and mechanical properties. Iran Polym J 25:697–710
Tufan M, Akbas S, Yurdakul S, Güleç T, Eryılmaz H (2016) Effects of different filler types on decay resistance and thermal, physical, and mechanical properties of recycled high-density polyethylene composites. Iran Polym J 25:615–622
Wang Z, Jiang S, Sun H (2017) Expanded polystyrene foams containing ammonium polyphosphate and nano-zirconia with improved flame retardancy and mechanical properties. Iran Polym J 26:71–79
Harsha AP, Wäsche R, Hartelt M (2017) Friction and wear studies of polyetherimide composites under oscillating sliding condition against steel cylinder. Polym Compos 38:48–60
Ahmad T, Kamran M, Bambang AW, Zahid Butt MT, Manzoor MU, Abbas Z (2015) The beneficiation of thal silica sand and the production of high grade silicon. J Faculty Eng Technol 22:81–90
Ahmad T, Ahmad R, Kamran M, Wahjoedi B, Shakoor I, Hussain F, Fahad Riaz F, Jamil Z, Isaac S, Ashraf Q (2015) Effect of Thal silica sand nanoparticles and glass fiber reinforcements on epoxy-based hybrid composite. Iran Polym J 24:21–27
Acknowledgements
The authors are thankful to the University of the Punjab for the financial support in conducting this research work.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ahmad, T., Raza, S.S., Aleem, E. et al. Improvement in mechanical and thermal properties of unsaturated polyester- based hybrid composites. Iran Polym J 26, 305–311 (2017). https://doi.org/10.1007/s13726-017-0520-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-017-0520-6