
Abstract
Modified polyester fibers are considered as a significant part of the polyester produced throughout the world due to the new properties and also reduced undesirable properties, compared to non-modified polyester fibers. In this study, the modification of polyester fiber properties was evaluated for its superabsorbency. The fibers obtained superabsorbency by their treatment with a special latex prepared by inverse emulsion polymerization. Different polymer latexes based on acrylic acid, sodium acrylate, acrylamide (AM) and 2-acrylamide-2-methyl propane sulfonic acid were prepared using inverse emulsion polymerization. Chemical bond (or hydrogen bond) was formed between the functional groups of the fiber surface and functional groups present in the polymer latex by heating. The modified fibers were characterized by swelling, mechanical, morphological, and thermal measurements. The effect of several modifications of parameters such as latex type, AM content in latex, aquatic-organic phase ratios of latex, modification time and modification temperature on the swelling properties of fibers were investigated. Water absorption of the unmodified fiber was 1.5 g/g which increased up to 75 g/g, significantly. This considerable development in hydrophilic characteristics of polyester fibers has led to water blocking of the fiber. Such modification did not have adverse effects on the tensile properties or thermal resistance of the polyester fiber.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The polyester (PES) [especially, polyethylene terephthalate (PET)] as special type of synthetic fibers has a distinct position compared to other types. Despite the very good and valuable characteristics of polyester fibers, some of their weak features limit their applications; as being hydrophobic, low humidity absorption, high dirt absorption, limited durability, weak anti-static characteristics and consequently uncomfortable nature of polyester clothes from a physiological perspective (due to low water absorption, water passage and body perspiration) [1].
One important and common method for the modification of polyester characteristics is their modification following its production, which is surface modification of the polyester fibers, without considerable changes in its bulk. In this group of modification methods, the controlled degeneration of this fiber surface has different applications. One of the most common methods in the surface controlled degeneration is alkaline hydrolysis of polyester fibers [2]. In this method, the reaction must be controlled such that degeneration happens only on the fiber surface and does not penetrate inside it; otherwise, the strength is weakened and the fibers become brittle. This state demands an intensive control of reaction mechanism and imposes further limitations of the procedure [3–5]. In addition, even in controlled state, the fiber surface is gradually degenerated with the development of the reaction. This condition results in generating holes, weakening the surface and consequently diameter and strength of the fibers reduction after hydrolysis reaction [2, 6, 7].
The enzyme hydrolysis is another method for the modification of a surface through the controlled denegation of polyester fibers (PET) [4, 8]. In such reactions, some factors such as big size of the enzyme molecules, compact fiber structure, and hydrophobic nature of polyester fibers can limit the modification operation only to the surface of fibers, despite the hydrolysis reaction in an aquatic environment [6, 9, 10]. Therefore, the produced active functional groups are only limited to the surface of fibers. This issue can minimize the modification of the fiber properties, especially in terms of water and color absorption. Nowadays, in addition to the above points, some methods such as plasma, corona and laser, because of their reduced water consumption and chemical materials have attracted more attention [11–13]. Although these methods have bio-adaptability and other advantages, they suffer from some shortcomings. For example, in these methods, the main cause of change in fiber properties is irregularities over the fiber surface, which is evolved during the process. This phenomenon can cause some weaknesses in the structure of polyester fibers and consequently reduce tension force, elongation, and erosion of the products appearing at high-flux ripples [13, 14].
Another highly common way for providing fibers with new properties or improving their weakness is the graft polymerization of different vinyl monomers such as acrylamide and acrylic acid onto the fiber surface [15–17]. However, the main problem of such methods is homopolymerization of vinyl monomers, in competition with the main reaction, namely graft copolymerization of these monomers over the fiber surface, which can lead to some changes including unwanted production of by-products, wastage of the primary material, reduced reactions yield and consequently, small impact of the reaction on improving the fiber properties [18].
Inverse emulsion polymerization is likely useful especially in situations that involve polymerization of highly water soluble monomers. Acrylic microgels, thickeners and flocculants are commercially prepared by inverse emulsion polymerization method in recent years [19, 20]. Preparation of thickeners with this method has been gradually replaced by traditional solution polymerization worldwide. In this type of polymerization process, one of the most different polymers is used with different applications. Inverse emulsion polymerization product is called latex and can be used directly; although after polymerization polymer would be often separated, dried and used in powder form [21, 22]. Microgels which have three-dimensional cross-linked structures have the capacity for swelling and improving the thickening properties of aqueous systems, particularly formulations of surface coatings, drugs, cosmetics and foods [23].
Therefore, the present study, by utilizing a facile operation and cross-linked hydrophilic polymer, attempted not only to resolve above-given problems in usual modification methods, but also to enhance the properties of polyester fibers more effectively than previous methods. Cross-linking is one of the most important procedures for modification of polymer networks [24, 25]. We used epoxy type cross-linker, poly(ethylene glycol)diglycidyl ether (PEGDGE), to prepare cross-linked microgels via inverse emulsion polymerization method.
In this study, polyester fibers were modified by microgel latex, synthesized by inverse emulsion polymerization, for the first time. In this method, the polyester fibers were immersed in polymer latex containing the hydrophilic copolymers. A chemical reaction (or hydrogen bond) was formed between them by heating. Such reactions produced modified polyester fibers with high hydrophilic capabilities, wettability and induced superabsorbency imparted to fiber. On the other hand, in this method, the polymerization reaction of hydrophilic monomers took place separated from the fiber production; also, without their presence, the fiber structure remained intact and immune to any harm and their surface and mechanical properties were not weakened, unlike the degenerative methods. Also, there was no need to control the reaction and prevent it from further developments. The modified fibers were characterized by swelling, morphology, thermal, and mechanical measurements.
Experimental
Materials
Acrylic acid (AA, Merck, Germany), acrylamide (AM, Merck, Germany) and 2-acrylamide-2 methyl propane sulfonic acid (AMPS, Fluka, Switzerland) as monomers, and 2,2′-azobis-isobutyronitrile (AIBN, Fluka, Switzerland, after recrystallization in ethanol as initiator) were used as received. Poly(ethylene glycol) diglycidyl ether (PEGDGE, Sigma–Aldrich) was employed as the cross-linking agent. Sorbitan monooleate (Span80, HLB = 4.3) and polyethylene glycol sorbitan monooleate (Tween80, HLB = 15) were purchased from Merck and used as emulsifier. Other materials of analytical quality were obtained from Merck.
Synthesis
Poly(NaA-AM-AA) latex production
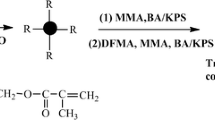
The latex poly(NaA-AM-AA) or, poly(NaA-AA) and poly(NaA-AA-AMPS) with aquatic to organic phase ratio of 0.55 (molar ratio of 54:40:6) was prepared in a four-mouth glass reactor with 250 mL capacity, equipped with an agitator, a condenser and a nitrogen inlet gas and injection inlet pump. The constant phase was composed of 59.8 % (w/w) liquid paraffin, along with a mixture of 4.2 % (w/w) Span 80 and Tween 80 emulsifiers (usually 75:25 ratio). It was added to the reactor after 30 min of stirring by a magnetic stirrer. Then, the aqueous phase, including 5.8 % (w/w) AA, was neutralized with 2.5 % (w/w) sodium hydroxide, and combined with 4.3 % (w/w) AM (or AMPS), 23 % (w/w) distilled water and 0.2 % (w/w) PEGDGE. Then, it was added into the constant phase at 45 mL/h feeding velocity. Throughout this stage, the whole materials were kept mixing by an agitator at 350 rpm velocity. After the formation of the inverse emulsion, including 64 % constant phase and 36 % aqueous phase, this emulsion was heated up to 75 °C, and after reaching this temperature, 0.2 % (w/w) AIBN initiator was added and the reaction was carried out, and the system was maintained in this state for up to 1 h and 30 min. The final reactive product was used at the following stages of the process, as a viscous poly(NaA-AM-AA) latex.
Polyester fibers modification by poly(NaA-AM-AA) polymer latex
Initially, the polyester fibers were cut into pieces by 20 cm length and then they were immersed in acetone for 15 min to remove the probable impurities absorbed by the fibers within this period. The washed fibers were placed in an oven of 40 °C for 30 min to dry completely. Later, they were completely immersed in the polymer latex poly(NaA-AM-AA), so the fibers were fully coated with the polymer. At the next stage, the fibers were kept at different temperatures and different time periods to form the desired chemical reaction between the polyester fibers and polymer latex. In the next step, the product was washed with acetone for several times to remove the impurities (oil, water, emulsifier and, etc.) and also the non-reactive polymer latexes. Finally, the modified fibers were transmitted to 50 °C oven for 2 h to dry completely.
Characterization methods
Evaluation of swelling and hydrophilic properties
First, the modified fibers were cut into pieces of 0.01 g weight. The cut fibers were put into a container containing 5 mL distilled water to become fully swelled at the atmospheric temperature. Next, all fiber samples were removed and their water was dripped away by hanging them for a fixed time until dripping stopped. Instead of hanging the fibers, a centrifuge machine could be used. In both methods the results are very similar. Afterward, the fiber weight was measured and their swelling degrees were calculated in terms of g/g as a hydrophilic symbol using the following equation:
where P is degree of swelling in g/g, M i is initial weight of the dry fibers before swelling in g, and M f is final weight of the fibers after swelling in g [18].
To investigate water absorption in saline solutions, NaCl solution of 9.0 % (w/w) was produced and the fiber swelling was measured using this solution in accordance with the above explained method.
FTIR/ATR analysis
To determine the variations in the chemical bond over the fiber surface, FTIR analysis was conducted using FTIR/ATR, by means of a spectrophotometer (Equinox55 model, Germany).
Mechanical properties and tensile strength
Mechanical properties including Young’s modulus, tensile strength, and toughness which show variations in the fiber’s tensile were studied by a Santam tensile device (STM20- model, Iran) and a tension velocity of 20 mm/min was obtained. At least five tests were repeated for each sample and the average results were recorded.
Thermomechanical analysis
Dynamic mechanical thermal analysis (DMTA) of the fiber samples was performed with a Polymer Laboratories instrument (England) with a length of 5 mm. The experiments were carried out in the temperature range of 16–250 °C at a heating rate of 5 °C/min and a frequency of 1 Hz.
Analysis of thermal properties
DSC analysis
Differential scanning calorimetry was conducted by a Mettler-Toledo DSC (Switzerland) which was between 10 and 400 °C at the heating rate of 10 °C/min under a nitrogen atmosphere.
TGA thermogram
Thermogravimetric analysis (TGA) was performed using a TGA-PL (PL1500, England) device, under the nitrogen atmospheric temperature of 600 °C and then, at air atmospheric temperature of up to 750 °C with 10 mL flow and 10 °C/min heating rate for the fiber samples.
Morphological and elemental analysis
A Cambridge scanning electron microscopy (S360 model) was used. This device was equipped with an energy dispersive X-ray (EDX) detector (INCA model, Oxford Instruments) and it performed the morphological study of the fibers to confirm the presence of Na and its dispersal on the modified samples. SEM-EDX test can show the fiber’s surface image to the nanoscale. This test determines the type and distribution of various elements on the surface of the fibers as well. The samples were coated with a thin layer of palladium-gold alloy to become conductive.
The samples used in FTIR-ATR, TGA, SEM-EDX, DSC, and DMTA tests, were immersed in distilled water and their sol components were completely removed.
Results and discussion
FTIR/ATR analysis
Figure 1 shows the FTIR/ATR spectra for a non-modified polyester fiber and also a polyester fiber modified with poly(NaA-AM-AA) (molar ratio of 54:40:6). Although, in such spectra, a variety of peaks related to the functional groups on the polyester fibers and polymer latex are overlapped, some of the main peaks in the spectra could be identified as the following.

FTIR/ATR spectra of: a non-modified polyester fibers and b modified polyester fibers by poly(NaA-AM-AA) latex
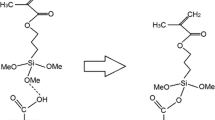
The peaks present across the wavelength of 1711 cm−1 were related to the vibration of the group C = O and those in 1013, 870, and 721 cm−1 were related to the cyclic group in the polyester structure [15, 26]. In the spectrum related to the modified fibers, the peaks of C = O (amide (and C = O (COOH(could overlap with the C = O polyester groups and increase the surface of the sub-peak in the spectrum of the modified fibers. This issue indicated the increased number of such groups in the modified fibers. However, a small new bond appeared around 1540 cm−1, corresponding to carbonyl imide group beside the sharp carbonyl bond, which could confirm the chemical reaction conducted in Scheme 1 [27]. Further, the peak in 1093 cm−1 area confirmed COOH groups [16, 28]. The broad peak formed in the area over 2500 cm−1 and a strong peak formed in the area 2921 cm−1, which were not observed in the non-modified fiber spectrum, were likely related to the formation of the hydrogen bond between (NH2) groups in the polymer latex with the (C = O) groups on the polyester fibers. These hydrogen bonds resulted in the shift of peaks related to (C = O) and (NH2) groups toward lower wavelengths, which could confirm the reaction in Scheme 2 [17].

Depicted reaction between polyester fiber and latex containing acrylamide

Hydrogen bonding between polyester fiber and latex containing acrylamide
Morphology
Figure 2 shows scanning electron microscopy (SEM) related to the polyester fibers in both non-modified and modified states by the latex poly(NaA-AM-AA) (molar ratio of 54:40:6). As could be seen in this figure, poly(NaA-AM-AA) latex uniformly coated the fibers following a chemical reaction with the functional groups. Also, due to the presence of a number of hydrophilic functional groups, the network structure had higher capability in water absorption.

SEM images of: (a1, a2) non-modified polyester fibers and (b1, b2) modified polyester fibers by latexes of poly(NaA-AM-AA)
Table 1 shows the dispersion percentage of different atoms on the non-modified polyester fiber surfaces and also the modified polyester fibers by the latex poly(NaA-AM-AA) (molar ratio of 54:40:6). The results from this analysis confirmed the presence of Na element over the modified polyester fiber surface. However, this element was not present over the non-modified polyester fiber surface, showing the chemical reaction (or hydrogen bond) occurred between the polyester fiber surface and the latex poly(NaA-AM-AA).
Figure 3 shows the elemental map of Na (Na Map) from the modified fiber surface by poly(NaA-AM-AA) (molar ratio of 54:40:6). This figure also shows the distribution of sodium over the modified fiber surface. In addition, this figure demonstrates the uniform dispersion of this element over the entire surface of the modified fibers as an important element of the polymer latex, which confirms the uniform reaction and also widespread and uniform coverage of the polymer latex over the polyester fiber surface.

Elemental map of Na (Na Map) related to the modified polyester fibers by latexes of poly(NaA-AM-AA)
TGA analysis
Figure 4 shows the thermogravimetric curve (TGA) for two samples of polyester fibers: non-modified and those modified by poly(NaA-AM-AA) (molar ratio of 54:40:6). As it could be seen from the diagrams, there were two main degeneration stages relevant to the non-modified fibers: one in the thermal range of 360–520 °C, in which over 80 % of the polymer was degraded (as thermal decomposition temperature, T d), and another from 520 to 750 °C, in which the remaining parts of the polymer were degraded [17, 29]. However, in the diagram related to the modified polyester fibers, there were two additional stages in temperature range of 50–360 °C; the first stage was related to dehydration in the fibers by about 6 % of its initial weight due to the absorption of the humidity present in the environment; this stage could not be seen in non-modified fibers diagram. The second stage was possibly related to the degradation of poly(NaA-AM-AA) and loss of H2O, CO2 molecules through its polymer backbone [30–32]. Polyester surface modification by polymer latex increased the thermal stability of the polyester fibers. For example, the initial temperature of the degeneration of the fibers after modification by poly(NaA-AM-AA) changed from 360 to roughly 400 °C. In addition, the material remained at 520 °C and increased from 18 % before modification to 35 % afterward. All these phenomena showed the improved thermal stability of the polyester fibers following modification by polymer latex. On the other hand, char yield in the modified state was increased by 9 % more than the non-modified state (from 0.08 % in non-modified state to 9.09 % in modified state), which could confirm the considerable improvement of polyester fibers’ thermal stability following the modification by the above-given method.

TGA curves of: a non-modified polyester fibers and b modified polyester fibers of poly(NaA-AM-AA) latex
DSC analysis
Figure 5 shows the DSC curve for the non-modified polyester fibers and the polyester fibers modified by poly(NaA-AM-AA) (molar ratio of 54:40:60). As can be seen in the diagram, the temperature of fiber’s glass transition (T g) after the surface modification was reduced from 80.07 to 77.83 °C. A reduction was also seen in the temperature melting (T m) of the modified fibers; it decreased from 252 °C prior surface modification to 248.70 °C [33]. Overall, the change of the fibers’ T g and T m temperatures after being modified by the polymer latex, showed the reaction between polymer latex and polyester fibers and their strong interaction. The fibers’ recrystallization temperature also changed up to 10 °C after modification; i.e., it increased from 201.97 °C prior modification to 212.90 °C following fibers’ surface modification. The change in the fibers’ recrystallization temperature after modification was another reason which showed the intensity of the interaction between polymer latex and polyester fibers’ surface.

DSC curves of: a non-modified polyester fibers and b modified polyester fibers by poly(NaA-AM-AA) latex
Tensile strength analysis
Figure 6 shows the tensile strength diagrams for two samples of polyester fibers: non-modified and those modified by poly(NaA-AM-AA) (molar ratio of 54:40:6). The Young’s modulus and toughness of the modified fibers were increased compared to the non-modified fibers. This increase could be seen by a further resolution in stress–strain diagram (Young’s modulus) related to the modified fibers, indicating that using modification method of the polymer latexes, gained from inverse emulsion polymerization, and the reaction between the fiber surface and such latexes by heating, not only did not reduce the fibers’ strength (unlike some previous modification methods, such as alkaline hydrolysis, laser, corona, plasma), but also their tensile strength increase; this is because of the formation of a polymer coating of the fibers. Following the fiber modification, the strength-at-break increased from 2.27 to 2.34 GPa and toughness increased from 0.60 to 0.62 GPa. Other data related to the polyester fibers’ mechanical properties, prior and post modification by polymer latex poly(NaA-AM-AA) (molar ratio of 54:40:6) are presented in Table 2. All data show the significant improvement of the fibers’ tensile strength.

Tensile strength diagrams of: (a) non-modified polyester fibers and (b) modified polyester fibers by latexes of poly(NaA-AM-AA) A stress–strain (%) and B Young’s modulus (MPa)
Dynamic mechanical thermal analysis
Figure 7 shows DMTA thermograms (modulus versus temperature and tan δ versus temperature) of polyester fibers before and after modification by latexes of poly(NaA-AM-AA) (molar ratio of 54:40:6). As it is presented in this figure, modifier polymers of poly(NaA-AM-AA), in the case of modified fibers, act as a reinforcement or filler. These polymers have coated fiber surface and can exist (in accordance with SEM image), with regular arrangement, in the space between polyester fibers. This makes modified polyester fibers similar to the reinforced polymers in the sense of mechanical properties. Therefore, the modulus versus temperature curve of modified fibers, shifted upwards (further modules) [34, 35]. Increased modulus for modified fibers at the temperatures below T g is much more than temperatures above T g. This phenomenon is probably due to the presence of a polymer reinforcing agents. In other words, since the reinforcing agents in modified fibers are made of polymers, with increasing temperature (at temperatures above T g) modulus and their strength are reduced, as fibers. Thus, fiber modification by polymer latexes, increases the modulus and the strength of a fiber more at temperatures under T g, and would not change the T g temperature and modulus at temperatures above T g in an effective manner. This issue is obviously clear in the diagram of tan δ versus temperature. As presented in this graph, the curve of tan δ for modified and non-modified polyester fibers, are very close to each other, and only in the modified fibers, the curve is slightly wider and tan δ has increased slightly due to the presence of polymer hydrogels. These results (significant increase in modulus, especially in glassy area, and minor changes of tan δ), confirm the results of the mechanical properties test (the Young’s modulus sharp increase and strength-at-break/toughness minor change). In addition, slight changes in T g and T m (observed in DSC test), which are due to the reaction between the fiber surface and polymer latex, was observed here.

DMTA curves of: (a) non-modified polyester fibers and (b) modified polyester fibers by latexes of poly(NaA-AM-AA): A modulus and B tan (δ)
Effect of latex type on swelling capacity of modified polyester fibers
Table 3 shows the impact of the polymer latex type and different monomers in such latexes on improving the hydrophilic and swelling properties of the modified polyester fibers. The modification reaction temperature in all cases was 100 °C and reaction time was 1 h. Swelling capacity of the unmodified polyester was 1.5 g/g and the modified polyester by poly(NaA-AA) (with aquatic to organic phase ratio of 0.55 and molar ratio of 90:10) latex had water absorbency of 10.1 g/g. The next used latex for modification was poly(NaA-AA-AMPS) (with aquatic to organic phase ratio of 0.55 and molar ratio of 78.75:8.75:12.5), which had water absorbency of 12.7 g/g. The difference between these two latexes was the incorporation of AMPS in the second latex. AMPS is a strong acid which easily dissociates in water to increase water absorbency. It is usually used as a comonomer in the synthesis of acrylic hydrogel to improve water absorbency and salt resistance.
The third latex used for polyester fiber modification was poly(NaA-AM-AA) (with aquatic to organic phase ratio of 0.55 and molar ratio of 54:40:6). Swelling capacity of the modified polyester fibers by this latex was significantly increased to 67.8 g/g. This huge swelling enhancement can be attributed to the chemical structure of this latex. The difference between this latex, poly(NaA-AA), and poly(NaA-AA-AMPS) was in the presence of acrylamide in the third latex. The acrylamide monomer had the group (NH2) with a high capability to form hydrogen bond with the functional groups present on the polyester fiber surface, i.e., CO groups. Schematically, such reaction is shown in Scheme 2. In addition, this (NH2) group occurs in aminolysis chemical reaction with fiber’s surface ester functional group which leads an imide group through formation of a new amide linkage [27]. Scheme 1 shows the possible reaction between polyester fibers and latex containing acrylamide in their structure. Latex, which has acrylamide in its structure, has higher tendency for chemical reaction with fibers. This issue was simply observed in FTIR/ATR spectrum related to the modified fibers. The limited modification of the fibers’ humidity absorption when using the polymers without AM can also emanate from limited hydrogen bonds produced due to the presence of the functional groups COOH in AA monomer or (CONH-R) in AMPS monomer. Such chemical reactions between fibers and polymer latexes are very influential for the characteristics of the products.
Effect of treatment temperature and treatment time of polyester fiber modification using poly(NaA-AM-AA) latex
Figure 8 shows the effect of modification temperature on the swelling properties of polyester fibers modified by poly(NaA-AM-AA) latex. Initially, by an increase in temperature, water absorption was increased. This trend could be seen up to 100 °C. However, by a further increase in temperature, the fibers’ swelling capacity was reduced. Swelling capacity enhancement can be attributed to the grafting of microgel onto the fibers during heat treatment. Increased temperature caused an increase in the grafting efficiency of microgel onto the fibers. With further increase of temperature, undesirable reaction can be probably carried out such as cross-linking which could lower swelling. Figure 9 shows the effect of modification time on swelling capacity of the modified fibers by poly(NaA-AM-AA). Swelling capacity of the modified fibers was increased with heating time enhancement up to 60 min. Then, it had a downward trend with modification time enhancement. The main cause of the trends was related to the behavior of the polymers containing monomer acrylamide such as poly(NaA-AM-AA), because the heating of these polymers at the high temperatures enabled two chemical reactions taking place, including the formation of a ring through inter-molecular reaction and the reaction between the functional groups present on the adjacent polymer chains known as post-cross-linking (Scheme 3) [30, 36, 37]. Occurrence of these both reactions at temperatures over 100 °C reduced the swelling properties of the modified fibers. For example, the formation of a loop due to the loss of a group of (NH2) in each reaction reduced the possible formation of a chemical bond (or hydrogen bond) between the polymer latex and polyester fiber surface.

Effect of reaction temperature on swelling capacity of modified polyester fibers by poly(NaA-AM-AA) latex

Effect of reaction time on swelling capacity of modified polyester fibers by poly(NaA-AM-AA) latex

Proposed thermal promoted cyclization and post-cross-linking of microgel-containing acrylamide
Effect of acrylamide content on swelling capacity of modified polyester fibers by poly(NaA-AM-AA) latex
Based on the experimental data and also the FTIR/ATR spectrum related to the modified fiber using poly(NaA-AM-AA), the linking between polymer latex and the polyester fibers could be the reaction (hydrogen bond or chemical reaction) between NH2 group of monomer acrylamide and the functional groups on the fibers. Therefore, in a series of tests, the effect of acrylamide monomer percentage in the polymer latexes over the modified hydrophilic and swelling properties was investigated. Figure 10 depicts the swelling capacity of the modified polyester versus acrylamide content in the latex. Swelling capacity of acrylamide-free latex was 10.2 g/g, which was increased with enhancing acrylamide content up to 40 %. By an increase in the percentage of AM monomer, the occurrence possibility of the chemical reaction and the formation of the hydrogen bond between the polyester fibers and polymer latex was increased, which led to the stability of a higher rate of polymer on the fibers. As a result, considerable improvement in the content of swelling properties up to 40 % AM was observed.

Effect of AM monomer content in polymer latex on swelling properties of the modified polyester fibers
Swelling reduction was observed with the increase of AM content by more than 40 %, which can be attributed to the different nature of acrylamide and sodium acrylate. Sodium acrylate can be dissociated in water to create mobile ions which is a main driving force for swelling enhancement. Therefore, decreased ionizable groups with the increase of AM content led to swelling reduction.
Effect of aqueous to organic phase ratio on modified polyester fibers by poly(NaA-AM-AA) latex
Table 4 shows the effect of aqueous phase to organic phase ratio on swelling properties of the modified polyester fibers by poly(NaA-AM-AA) (molar ratio of 54:40:6). Swelling capacity of the modified fibers was reduced with an increase in the ratio of aqueous phase to organic phase. Solid content was increased by an increase in the concentration ratio of aqueous phase to organic phase; therefore, swelling capacity was expected to increase with increasing the reaction possibility between microgels in the latex and fiber; but there remains another parameter. Molecular weight of the polymers was reduced in emulsion polymerization with the increase of monomer concentration. As a result, modification by latex which had higher solid content but lower molecular weight caused a drop in fibers induced absorbency efficiency. The data in Tables 3 and 4 show that swelling and hydrophilic properties of the fibers modified by poly(NaA-AM-AA) (with the ratio of aquatic to organic phase 0.45 and molar ratio of 54:40:6), have increased by about 50 times. While in similar studies, that polyester fibers were modified by grafting with poly(acrylic acid), the swelling capacity increased only by about 10 times (in the highest degree of grafting) [18].
Saline absorbency
Swelling properties of these fibers were investigated in saline solution. These studies showed a considerable reduction in the swelling properties and the fibers’ water absorption was reduced from 75.5 to 24.2 g/g due to the behavior of cross-linked polymer structure with hydrophilic monomers. Such combinations generally contain the ionizable parts which become discretized in the presence of an environment with high electrolyte stability and create high concentration of the mobile ions inside the network [38]. The difference in ion concentration between the swelled cross-linked polymer structure and external solvent mainly causes osmotic pressure difference. This pressure is the main cause of the swelling and water absorption in such polymers. However, by an increase in ions’ concentration in the external ions, this pressure is reduced. This phenomenon reduces water absorption potential in the cross-linked hydrophilic polymers and swelling and hydrophilic properties of the modified fibers.
Conclusion
The polyester fibers’ surface modification method using the hydrophilic polymer latexes derived from an inverse emulsion polymerization, specially the latexes containing acrylamide such as poly(NaA-AM-AA), and by heating is a more facile and effective practice than the previous polyester surface modification methods. Unlike the previous modification practices, this method does not require severe control of reactive conditions. It does not lead to a reduction in the fibers’ strength properties and is even more effective than the minterms of hydrophilic properties and water absorption by fibers. Modification of the polyester fibers by this method creates so many active functional groups such as COOH, COONa, and CONH3 on modified fibers. Meanwhile, no unwanted additional material is produced during the reaction and the initial material is not removed as well. In the current study, the robust interaction between polyester fibers and polymer latexes was confirmed by DSC, DMTA and FTIR/ATR tests. Swelling capacity of the modified fibers were considerably improved such that the swelling capacity of the fibers was 75.7 g/g while using poly(NaA-AM-AA) (molar ratio of 54:40:6). This value indicated 50 time improvement compared to the unmodified fibers. Tensile strength and TGA test confirmed considerable improvement in the fibers’ strength (increase in modulus) and thermal resistance. The modified fibers had the potential for use as water blocking materials for communication or power cables.
References
Natarajan S, Jeyakodi Moses J (2012) Surface modification of polyester fabric using polyvinyl alcohol in alkaline medium. Ind J Fibre Text Res 37:287–291
Kish MH, Nouri M (1999) Effects of sodium hydroxide and calcium hydroxide on polyester fabrics. J Appl Polym Sci 72:631–637
East GC, Rahman M (1999) Effect of applied stress on the alkaline hydrolysis of geotextile poly(ethylene terephthalate). Part 1. Room temperature. Polymer 40:2281–2288
Vertommen M, Nierstrasz VA (2005) Enzymatic surface modification of poly(ethylene terephthalate). J Biotechnol 120:376–386
Hsieh YL, Cram LA (1998) Enzymatic hydrolysis to improve wetting and absorbency of polyester fabrics. Text Res J 5:311–319
Eberl A, Heumann S, Brückner T (2009) Enzymatic surface hydrolysis of poly(ethylene terephthalate) and bis(benzoyloxyethyl) terephthalate by lipase and cutinase in the presence of surface active molecules. J Biotechnol 143:207–212
Ellison MS, Fisher LD (1982) Physical properties of polyester fibers degraded by aminolysis and by alkaline hydrolysis. J Appl Polym Sci 27:247–257
Villeneuve P, Muderhwa JM (2000) Customizing lipases for biocatalysis: a survey of chemical, physical and molecular biological approaches. J Mol Catal B Enzym 9:113–148
Guebitz GM, Cavaco-Paulo A (2008) Enzymes go big: surface hydrolysis and functionalization of synthetic polymers. Trends Biotechnol 26:32–38
Djordjević DM, Petronijevic ZB, Cvetkovic DM (2005) Polyester fabric modification by some lipases. Chem Ind CEQ 11:183–188
Gashti MP, Willoughby J, Agrawal P (2011) In: Hauser P (ed) Textile Dyeing, Surface and bulk modification of synthetic textiles to improve dyeability. InTech Open Access, Europe
Lau KS, Chan PW, Yeung KW (1997) Surface properties of polyester fabrics induced by excimer laser processing. J Mater Proc Technol 63:524–528
Kan CW (2008) Impact on textile properties of polyester with laser. Optics Laser Technol 40:113–119
Bhat NV, Benjamin YN (1999) Surface resistivity behavior of plasma treated and plasma grafted cotton and polyester fabrics. Text Res J 69:38–42
Abdolahifard M, Bahrami SH, Malek RMA (2011) Surface modification of PET fabric by graft copolymerization with acrylic acid and its antibacterial properties. ISRN Org Chem 2011:1–9
El-Naggar AM, Zohdy MH (2001) Reactivity ratios during radiation-induced grafting of comonomer mixtures onto polyester fabrics. Polym Int 50:1082–1088
Coskun R, Soykan C, Sacak M (2006) Adsorption of copper (II), nickel (II) and cobalt (II) ions from aqueous solution by methacrylic acid/acrylamide monomer mixture grafted poly(ethylene terephthalate) fiber. Sep Purif Technol 49:107–114
Buchenska J (1997) Modification of polyester fibers by grafting with poly(acrylic acid). J Appl Polym Sci 65:967–977
Hajighasem A, Kabiri K (2015) Novel crosslinking method for preparation of acrylic thickener microgels through inverse emulsion polymerization. Iran Polym J 24:1049–1056
Sobhanimatin MB, Pourmahdian S (2016) Study on the inverse emulsion copolymerization of microgels based on acrylamide/2-acrylamido-2-methylpropane sulfonic acid. Iran Polym J 25:405–413
Wutzel H, Richter FH, Li Y, Sheiko S, Klok HA (2014) Poly[N-(2-hydroxypropyl)methacrylamide] nanogels by RAFT polymerization in inverse emulsion. Polym Chem 5:1711–1719
Yoon DH, Jang JW, Cheong IW (2012) Synthesis of cationic polyacrylamide/silica nanocomposites from inverse emulsion polymerization and their flocculation property for papermaking. Colloid Surf A Physicochem Eng Asp 411:18–23
Hoffman AS (2012) Hydrogels for biomedical applications. Adv Drug Deliv Rev 64:3–12
Es-haghi H, Bouhendi H, Bagheri MG, Zohurian-Mehr MJ, Kabiri K (2013) An investigation into novel multifunctional cross-linkers effect on microgel prepared by precipitation polymerization. React Funct Polym 73:524–530
Kohestanian M, Bouhendi H (2015) Novel cross-linking mechanism for producing PAA microgels synthesized by precipitation polymerization method. Colloid Polym Sci 293:1983–1995
Donelli I, Taddei P, Smet PF, Poelman D, Nierstrasz VA, Freddi G (2009) Enzymatic surface modification and functionalization of PET: a water contact angle, FTIR, and fluorescence spectroscopy study. Biotechnol Bioeng 103:845–856
Bech L, Meylheuc Th, Lepoittevin B, Roger Ph (2007) Chemical surface modification of poly(ethylene terephthalate) fibers by aminolysis and grafting of carbohydrates. J Polym Sci, Part A: Polym Chem 45:2172–2183
Zhou Y, Fu S, Zhang L, Zhan H (2013) Superabsorbent nanocomposite hydrogels made of carboxylated cellulose nanofibrils and CMC-g-p(AA-co-AM). Carbohydr Polym 97:429–435
Ch Fang Ou, Ting Ho M, Rung Lin J (2003) Synthesis and characterization of poly(ethylene terephthalate) nanocomposites with organoclay. J Appl Polym Sci 91:140–145
Kabiri K, Mirzadeh H, Zohuriaan-Mehr MJ (2008) Undesirable effects of heating on hydrogels. J Appl Polym Sci 110:3420–3430
Bao Y, Ma J, Li N (2011) Synthesis and swelling behaviors of sodium carboxymethyl cellulose-g-poly(AA-co-AM-co-AMPS)/MMT superabsorbent hydrogel. Carbohydr Polym 84:76–82
Kabiri K, Azizi A, Zohuriaan-Mehr MJ, Bagheri Marandi G, Bouhendi H (2010) Poly(acrylic acid–sodium styrene sulfonate) organogels: preparation, characterization, and alcohol superabsorbency. J Appl Polym Sci 119:2759–2769
Santosa WLF, Porto MF, Muniz EC, Povh NP, Rubira AF (2001) Incorporation of disperse dye in N, N-dimethylacrylamide modified poly(ethylene terephthalate) fibers with supercritical CO2. J Supercrit Fluid 19:177–185
Pothana LA, Oommenb Z, Thomas S (2003) Dynamic mechanical analysis of banana fiber reinforced polyester composites. Compos Sci Technol 63:283–293
Wielagea B, Lampkea Th, Utschickb H, Soergel F (2003) Processing of natural-fibre reinforced polymers and the resulting dynamic-mechanical properties. J Mater Proc Technol 139:140–146
Aggour YA (2001) Spectroscopic and electrical studies for the influence of ion beam and X-ray irradiation on poly-2-(N-propenamido-2-methylpropanesulfonic acid) and its polymer complex with cobalt chloride. Polym Test 20:879–884
McNeill IC, Sadeghi SMT (1990) Thermal stability and degradation mechanisms of poly(acrylic acid) and its salts: part 1. Poly(acrylic acid). Polym Degrad Stabil 29:233–246
Brannon-Peppas L, Peppas NA (1991) Time-dependent response of ionic polymer networks to pH and ionic strength changes. Int J Pharm 70:53–57
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sabzevari, A., Kabiri, K. & Siahkamari, M. Induced superabsorbency in polyester fiber. Iran Polym J 25, 635–646 (2016). https://doi.org/10.1007/s13726-016-0454-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-016-0454-4