
Abstract
A series of Na-montmorillonite (Na+-MMT) modified acrylic impact modifiers (mAIM) were prepared by seeded emulsion polymerization. These mAIM modifiers were characterized by XRD. A 0.24 nm of increased interlayer distance of Na+-MMT was an indication of polymer chains intercalation within interlayer spacing. The notched Izod impact tests proved that the impact strength of the PVC/AIM composites prepared by melt blending was 43 J/m, markedly higher than the impact strength of pure PVC. Furthermore, with increasing content of AIM, the composites exhibited changes from brittle fracture to ductile fracture, with the impact strength increasing from 200 to about 1,000 J/m. The impact strength of PVC/mAIM also showed the same trend, although there were drops in some values. The impact strength of PVC/mAIM composites decreased with the increases in Na+-MMT content, but the yield strength and modulus of the composites increased with higher Na+-MMT content. The result also showed that the tensile strength of mAIM with 2 wt % Na+-MMT is lower than that of mAIM with 0.8 and 1 wt % contents, but still sufficiently large in comparison to the tensile strength of mAIM with 0 wt % Na+-MMT. The dynamic mechanical analysis (DMA) result showed that the glass transition temperature (T g) of mAIM did not show obvious changes and the elasticity of mAIM was reduced with the additional Na+-MMT content.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
In the past decades, the polymer-layered silicate nanocomposites (PLSNs) have attracted considerable attention and numerous studies have shown that they can improve the stiffness and the toughness [1–4] of the materials, enhance gas barrier properties [5] and thermal stability [6], and reduce flammability [7, 8] compared with those of the pure polymer or conventional composites.
There are several different routes to produce polymer nanocomposites. The first method is melt intercalation compounding. The polymers, modified clay, and additives were extruded together or processed on a two-roll mill above the melting temperatures of the polymers to form intercalated or exfoliated polymers/clay nanocomposites [9–13]. The second method was in situ emulsion polymerization, in which the layered silicate could swell within the liquid monomer (or a monomer solution) so that polymer was able to form in between some proper intercalated sheets [14, 15]. The last is solution blending in which an organic-modified clay was dispersed in the polymers and dissolved in an organic solvent to form an intercalated polyolefin/clay nanocomposite [16–18]. Although solution blending can obtain well-dispersed nanocomposites, it is not fit for industrial production because it is not environmental friendly whereas melt intercalation method is just an easy processing technique which is more favorable to the industry. Under some circumstances, the preparation techniques based on aqueous systems, namely in situ emulsion polymerization, are also important to produce intercalated and exfoliated nanocomposites for many laboratory and industrial applications. Seeded emulsion polymerization has been extensively used by researchers because this method is an easy procedure for the synthesis of favorable intercalated and exfoliated structure nanocomposites. Many workers report on the use of Na+-montmorillonite to prepare nanocomposites on account of its hydrophilic nature and good dispersion in water while, the others use modified Na+-montmorillonite termed as organic montmorillonite (OMMT) to fulfill compatibility [19–21].
Therefore, in this paper, we prepared a series of mAIM modifiers which comprised dispersed Na+-MMT and reacted butyl acrylate (BA) and methyl methacrylate (MMA) monomers by emulsion polymerization, and analyzed the properties of mAIM modifiers and considered the interaction of each phase.
Polyvinyl chloride (PVC) is an important commercial polymer. However, PVC is not widely applicative because of its low thermal stability and brittleness. Therefore, several methods have been found to toughen PVC. For example, PVC is blended with synthetic modifiers and inorganic nanoparticles. In our earlier research [22], a modifier with core–shell structure was introduced to enhance the impact resistance of the PVC by melt blending. The dispersed rubber phase has a significant effect on the enhancement of impact strength of the PVC. The impact strength of about 1,000 J/m is an indication of ductile fracture. Yet this research did not focus on modulus value of the blends. Sterky et al. [23] studied the influence of processing techniques and procedures on the morphology and mechanical properties of polyvinyl chloride (PVC) nanocomposites. They indicated that the whole properties of samples are not satisfactory because of the lack of compatibility between the clay particles and polymer matrix. Wan et al. [24] prepared three kinds of PVC/MMT nanocomposites by melt blending of PVC with Na+-MMT and two organically modified MMTs. They found that the stiffness and impact strength of all the nanocomposites were improved within 0.5–3 wt % of MMT content compared with that of pure PVC, although the values of notched Izod impact strength were all below 40 J/m, which were not good enough for the industrial application. Madaleno et al. [25] revealed that PVC/Na+-MMT nanocomposites have better thermal stability than PVC/OMMT nanocomposites and PVC. They also found that the mechanical properties of the PVC/MMT nanocomposites are superior to unfilled PVC, even though there is no mention of the impact strength.
As a result, we not only prepared new mAIM modifiers but also investigated the effect of mAIM on PVC. The process parameters and interplaying factors for the process were examined in detail with the help of XRD analysis, DMA analysis and the mechanical test.
Experimental
Materials
The Na+-MMT (Na+-montmorillonite) with a cation exchange capacity (CEC) of 92.6 meq/100 g was purchased from Japan. Butyl acrylate (BA) and methyl methacrylate (MMA) were provided by Jilin Chemical Industry Co. (China) without further purification. Sodium dodecyl sulfate (SDS) was provided by Austrian Nick Synthetic Chemical Co., of an industrial grade product. Potassium persulfate (K2S2O8, KPS), AP, was provided by Beijing Fine Chemical Reagent Factory. Aluminum chloride (AlCl3), AP, was provided by Beijing Beihua Fine Chemicals Co., China. Polyvinyl chloride (PVC) (SG-5) was provided by Siping Haohua Chemical Co., China. ACR-201 was an industrial grade acrylate resin commercially available, and was provided by Jilin Chemical Industry Co., China. Calcium stearate, industrial grade, was provided by Zhanshi Chemical Industry Co., Shijiazhuang, China. Tribasic lead sulfate, industrial grade, was provided by Huitong Chemical Industry Co., Shijiazhuang, China.
Synthesis of mAIM composites
A series of mAIM modifiers were synthesized by seeded emulsion polymerization. All the reactions were carried out in a 1-L stirred tank glass reactor equipped with a jacket, reflux condenser, sampling device, nitrogen inlet, two feeding inlets and a stainless steel anchor stirrer equipped with two blade impellers rotating at 400 rpm. The materials are listed in Table 1.
First, different amounts of Na+-MMT were dried in an oven at 60 °C for 12 h and dispersed in an SDS solution to a certain proportion by mechanical stirring until there was no evidence of agglomeration. Next, the monomer (BA) and the initiator (KPS) solution were added into the SDS solution, and the core growth-stage of polymerization was then maintained for 1 h at 70 °C.
In the next step, the MMA monomer was introduced into the emulsion and started the polymerization of the shell growth-stage.
Finally, the obtained latex was coagulated through stirring with aluminum chloride (AlCl3) solution, and the precipitated materials were then filtered, washed, and dried in an oven at 60 °C for 12 h to obtain mAIM modifiers.
Synthesis of PVC/mAIM resin
The synthesized mAIM particles were mixed with PVC resin and definite quantities of additives. The recipe comprised of 100 parts of PVC resin, 2 parts of ACR-201, 2 parts of tribasic lead sulfate, 1 part of calcium stearate and different parts of mAIM modifiers. All components were first premixed in a high-speed mixer and then processed on a laboratory two-roll mill between 170 and 175 °C for 3–5 min. The composites thus prepared were molded into sheets of 1 and 3 mm thickness by compression molding at 190 °C and pressure of 20 MPa for 5 min, followed by cooling to room temperature at 10 MPa pressure. After that, the 1-mm thick plates were cut into dumbbell-shaped samples for tensile testing, and the 3-mm thick plates were made of standard notched impact samples according to GB/1043-93.
Characterization and measurements
X-Ray diffraction
X-Ray diffraction (XRD) analysis on the samples was performed to evaluate the layer spacing of the Na+-MMT, using a Japan Science D/max 2200PC apparatus with monochromatic CuKα radiation (λ = 0.1544 nm) and an acceleration voltage of 40 kV at room temperature. The range of the diffraction angle was 2θ = 4°–9° with a scanning rate of 1°/min. The (001) basal spacing of the clay (d) was calculated using the Bragg equation:
where λ is the wavelength of the X-ray and θ is the scattering half angle.
Mechanical characterization
The mechanical properties of the composites were measured with tensile and impact tests. Tensile properties were evaluated according to the ASTM D638 on an Instron Tester (model 3365) at a crosshead speed of 50 mm/min at 23 °C. Five specimens of each sample type were evaluated, and their results were averaged to obtain mean values. The notched Izod impact tests on the specimens were carried out according to the ASTM D256 on a pendulum-type impact tester (AJU-22, Chengde Testing Instruments, China) at temperature of 23 °C. At least five specimens were used for each sample type hence we could report the average.
Dynamic mechanical analysis
Dynamic mechanical analysis (DMA) was used to analyze the relaxation behavior of mAIM. A Netzsch DMA242 (Germany) was used to measure the dynamic mechanical properties of the samples at 1 Hz. The samples were heated from −60 to 10 °C at a heating rate of 3 K/min. Sample dimensions were typically 20 mm in length, 4.2 mm in width, and 1.2 mm in thickness.
Results and discussion
XRD analysis of mAIM
The XRD patterns of Na+-MMT and mAIM samples are shown in Fig. 1. The characteristic peak of the pure Na+-MMT powder clay appears at 2θ = 7.08° which corresponds to an interlayer space of d = 1.25 nm. The characteristic peak of all mAIM modifiers appears at about 2θ = 5.94° which corresponds to an interlayer space of d = 1.49 nm. The interlayer space is enlarged, indicating that the layered Na+-MMT is swollen within the liquid BA monomer solution, and the polymer formation occurs between the intercalated sheets. The intercalation of the polymer chains increases the interlayer spacing of Na+-MMT. Furthermore, the identical characteristic peak of all mAIM modifiers proves that all Na+-MMT layers change the original crystalline structure and intercalate uniformly.

XRD patterns of Na+-MMT and mAIM with different Na+-MMT contents
Mechanical properties of PVC/mAIM composites
Figure 2 shows the notched Izod impact strength of PVC/AIM composites and PVC/mAIM composites, of which the modifiers presence are within 0–12 phr and the core–shell ratio is all 80:20. The notched impact strength of the PVC without filler is about 43 J/m. The AIM modifiers with 0 wt % Na+-MMT enhance the mechanical properties of PVC significantly. Moreover, the notched impact strength of PVC/AIM composites is further improved with increasing AIM content. When AIM content changes from 9 to 10 phr, the result shows enormous increases in notched impact strength, which is increasing from 293 to 1,151 J/m. Samples are so flexible that they cannot break completely, and at the tip of the notch there appears a white deformation zone. The composites show a ductile fracture with such characteristics. Subsequently, with the amount of AIM in the range of 10–12 phr, the composites show a continuous increase in notched impact strength, but this trend is not noticeable. Moreover, the impact strength of PVC/mAIM composites also shows the same trend, although the value generally decreases compared with PVC/AIM composites. Thus, we can assume that the toughening effect is basically relying on the rubber toughening mechanism, and the good properties in the notched impact strength of the composites are results of the larger amount of the rubber phase, because Na+-MMT has no unsaturated chemical groups and cannot react with the monomers. So, the Na+-MMT acts with a rigidity effect.

Effect of mAIM content on the notched impact strength of PVC/mAIM composites
The notched Izod impact strength of the PVC/mAIM composites with the core–shell ratio of 80:20 and the mAIM content of 11 phr is shown in Fig. 3. The Na+-MMT content is changing from 0 to 2 wt %. Thus, it is clear that the impact strength of PVC/mAIM composites decreases with the increasing Na+-MMT content. The maximum of the impact strength was 1,254 J/m at which the Na+-MMT content was 0 wt %. When the Na+-MMT content is in the range of 0.2–0.6 wt %, the notched impact strength of the composite is all above 1,000 J/m, indicating a ductile fracture, although composites show a continuous decrease in notched impact strength. In general, Na+-MMT is dispersed in the polymer matrix in tactoid form, instead of single platelets. The slight decrease of impact strength is attributed to the reinforcement effect of Na+-MMT and the suppressed effect of random low content of Na+-MMT tactoids. Afterward, when Na+-MMT content reaches 0.8 wt %, the notched impact strength of the PVC/mAIM composites shows a sharp decline and the mode of failure changes from ductile to brittle fracture. This significant transition could be attributed to the more efficient distribution of Na+-MMT tactoids, which have a strong effect on the composite, within the confines of the cooperative motions of the rubber particles. With further increasing amounts of Na+-MMT, the notched impact strength of the composites is slightly decreased, although its value still remains above 200 J/m as a result of the toughness effect of the rubber phase.

Effect of Na+-MMT content on the notched impact strength of PVC/mAIM composites
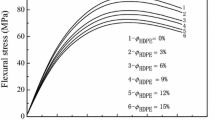
The tensile strength and Young’s modulus are important characters of the composites, because they indicate the limit of final strength in most applications. Figure 4 shows the tensile strength and the Young’s modulus of PVC/mAIM composites, of which the core–shell ratio is fixed at 80:20 and Na+-MMT content is 0.4 wt %. The tensile strength of the PVC/mAIM composites decreases with increasing mAIM content. This phenomenon conforms to the result of the impact strength of the composites which is shown in Fig. 2. However, the overall downward trend is not obvious. The tensile strength values of all the composites are about 45 MPa. The sample with 9 phr mAIM shows a slight increases in stiffness compared to that of the sample with 8 phr mAIM, while others show a continuous decrease in stiffness with the increasing mAIM content. There is no remarkable difference in Young’s modulus between the maximum and minimum of mAIM contents.

Effect of mAIM content on the tensile strength and Young’s modulus of PVC/mAIM composites
Figure 5 shows the tensile strength and the Young’s modulus of PVC/mAIM composites, of which the core–shell ratio is fixed at 80:20 and the mAIM content is 11 phr. The Na+-MMT content is changing from 0 to 2 wt %. It is clear that the whole trend of tensile strength of the PVC/mAIM composites increases with the addition of Na+-MMT content. For example, the tensile strength of the composites increases from 40.86 to 42.67 MPa when MMT of zero content is increased to 0.4 wt %. Comparing the downward trend of impact strength of PVC/mAIM composites with the specimen having Na+-MMT is shown in Fig. 3, where the increasing trend of the tensile strength is attributed to the reinforcement effect of Na+-MMT. However, Fig. 5 also shows that the tensile strength of mAIM with 2 wt % Na+-MMT is lower than that of mAIM with 0.8 and 1 wt %, but it is still large in comparison to the tensile strength of mAIM with zero content of Na+-MMT. That is because the existence of too high Na+-MMT content could have a detrimental effect on the dispersion of Na+-MMT layers, due to high aggregation of Na+-MMT. The main change of the Young’s modulus of the PVC/mAIM composites shows upward trend with adding Na+-MMT content except PVC/mAIM of having 2 wt % Na+-MMT, which is well in accordance with the changing trend in tensile strength.

Effect of Na+-MMT content on the tensile strength and the Young’s modulus of PVC/mAIM composites
Dynamic mechanical properties
The ratio between loss modulus and storage modulus is defined as tanδ. Figure 6 shows the variation of tanδ with temperatures for composites with different contents of Na+-MMT. These scans are carried out around the glass transition temperature for all specimens in order to investigate the influence of Na+-MMT on the long-range modes of relaxation corresponding to the alpha transition.

Tanδ versus temperature with different contents of Na+-MMT
It can be seen from DMA curves that the glass transition temperature (T g) of mAIMs of about −35 °C has not significantly changed with increases in Na+-MMT content. Moreover, the peak intensity of tanδ decreases with the addition of Na+-MMT. Because tanδ correlates well with cohesive strength and the elasticity of PBA rubber, the composite with high value of tanδ has a good adhesive strength and elasticity. Thus, the downward trend in tanδ is an indication of highly suppressed mAIMs. The highly suppressed tanδ peak may also be an indicator of the formation of intercalated structure of the nanocomposites. The suppressed effect of Na+-MMT layers causes reduction in adhesive strength of mAIM, which affects the toughening effect of the rubber phase. This phenomenon corresponds with the result of impact strength of mAIM shown in Fig. 3.
Conclusion
A series of mAIM were prepared by seeded emulsion polymerization, and the properties of mAIM and PVC/mAIM were studied. The results indicated that mAIM is an effective toughening additive for PVC resin. The Na+-MMT in mAIM influenced the notched impact strength of PVC/mAIM. Another result showed the good properties in impact strength of the composites by reason of the toughening effect of the rubber phase. When the mAIM core–shell ratio was 80:20 and Na+-MMT content was 0.4 wt %, the addition of mAIM content at the transition point from brittle to ductile fracture (BDT) was kept at 10 phr, and the notched impact strength was about 1,000 J/m. When the amount of mAIM was fixed at 11 phr, the content of Na+-MMT at BDT was 0.6 wt %. The tensile strength and Young’s modulus of all PVC/mAIM composites showed no sign of change with the increases in mAIM content, though with higher addition of Na+-MMT, it was shown that Na+-MMT acts as a reinforcement effect. Furthermore, by taking the impact and the tensile properties of PVC/mAIM into account, we must pay more attention to the dynamic mechanical properties of the composites influenced by Na+-MMT, as a positive approach. It is concluded that, mAIM has had a significant effect on PVC in most aspects.
References
Sirapanichart S, Monvisade P, Siriphannon P, Nukeaw J (2011) Poly(methyl methacrylate-co-butyl acrylate)/organophosphate-modified montmorillonite composites. Iran Polym J 20:803–811
Ayatollahi MR, Shokrien MM, Shadlou S, Kefayati AR, Chitsazzadeh M (2011) Mechanical and electrical properties of epoxy/multi-walled carbon nanotube/nanoclay nanocomposites. Iran Polym J 20:835–843
Giannelis EP (1996) Polymer layered silicate nanocomposites. Adv Mater 8:29–35
Lan T, Kaviratna PD, Pinnavaia TJ (1995) Mechanism of clay tactoid exfoliation in epoxy-clay nanocomposites. Chem Mater 7:2144–2150
Shi H, Lan T, Pinnavaia TJ (1996) Interfacial effects on the reinforcement properties of polymer-organoclay nanocomposites. Chem Mater 8:1584–1587
Gilman JW (1999) Flammability and thermal stability studies of polymer layered-silicate (clay) nanocomposites. Appl Clay Sci 15:31–49
Morgan AB (2006) Flame retarded polymer layered silicate nanocomposites: a review of commercial and open literature systems. Polym Adv Technol 17:206–217
Schartel B, Knoll U, Hartwig A, Putz D (2006) Phosphonium-modified layered silicate epoxy resins nanocomposites and their combinations with ATH and organo-phosphorus fire retardants. Polym Adv Technol 17:281–293
Lee JW, Lim YT, Park OO (2000) Thermal characteristics of organoclay and their effects upon the formation of polypropylene/organoclay nanocomposites. Polym Bull 45:191–198
Wang KH, Xu M, Choi YS, Chung IJ (2001) Effect of aspect ratio on melt extensional process of maleated polyethylene/clay nanocomposites. Polym Bull 46:499–505
Wang KH, Choi MH, Koo CM, Xu M, Chung IJ, Jang MC, Choi SW, Song HH (2002) Morphology and physical properties of polyethylene/silicate nanocomposite prepared by melt intercalation. J Polym Sci B, Polym Phys 40:1454–1463
Chen CH, Teng CC, Tsai MS, Yen FS (2006) Preparation and characterization of rigid poly(vinyl chloride)/MMT nanocomposites. II. XRD, morphological and mechanical characteristics. J Polym Sci B, Polym Phys 44:2145–2154
Matuana LM (2009) Rigid PVC/(layered silicate) nanocomposites produced through a novel melt-blending approach. J Vinyl Addit Technol 15:77–86
Usuki A, Kojima Y, Kawasumi M, Okada A, Fukushima Y, Kurauchi T, Kamigaito O (1993) Synthesis of nylon 6-clay hybrid. J Mater Res 8:1179–1184
Usuki A, Kawasumi M, Kojima Y, Okada A, Kurauchi T, Kamigaito O (1993) Swelling behavior of montmorillonite cation exchanged for ω-amino acids by ε-caprolactam. J Mater Res 8:1174–1178
Furuichi N, Kurokawa Fujita K, Oya A, Yasuda H, Kiso M (1996) Preparation and properties of polypropylene reinforced by smectite. J Mater Sci 31:4307–4310
Kurokawa Y, Yasuda H, Kashiwagi M, Oyo A (1997) Structure and properties of a montmorillonite/polypropylene nanocomposite. J Mater Sci Lett 16:1670–1672
Jeon HG, Jung HT, Lee SW, Hudson SD (1998) Morphology of polymer/silicate nanocomposites. Polym Bull 41:107–113
Salimi A, Mirabedini SM, Atai M, Mohseni M (2011) Oxidized polypropylene wax in polypropylene nanocomposites: a comparative study on clay intercalation. Iran Polym J 20:377–387
Prado L, Karthikeyan CS, Schulte K, Nunes SP, Torriani I (2005) Organic modification of layered silicates: structural and thermal characterizations. J Non-Cryst Solids 351:970–975
Wang SF, Lin ML, Shieh YN, Wang YR, Wang SJ (2007) Organic modification of synthesized clay-magadiite. Ceram Int 33:681–685
Wu G, Zhao J, Shi H, Zhang H (2004) The influence of core-shell structured modifiers on the toughness of poly(vinyl chloride). Eur Polym J 40:2451–2456
Sterky K, Jacobsen H, Jakubowicz I, Yarahmadi N, Hjertberg T (2010) Influence of processing technique on morphology and mechanical properties of PVC nanocomposites. Eur Polym J 46:1203–1209
Wan C, Qiao X, Zhang Y, Zhang Y (2003) Effect of different clay treatment on morphology and mechanical properties of PVC-clay nanocomposites. Polym Test 22:453–461
Madaleno L, Thomsen JS, Pinto JC (2010) Morphology, thermal and mechanical properties of PVC/MMT nanocomposites prepared by solution blending and solution blending + melt compounding. Compos Sci Technol 70:804–814
Acknowledgments
The project was supported by NSFC (51173020, 50803007, 51003007).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Wu, G., Yang, F., Tan, Z. et al. Synthesis of montmorillonite-modified acrylic impact modifiers and toughening of poly(vinyl chloride). Iran Polym J 21, 793–798 (2012). https://doi.org/10.1007/s13726-012-0088-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13726-012-0088-0