
Abstract
Cellulosic ethanol production from non-detoxified furfural residues produced at different operating conditions from sugarcane bagasse was investigated. Simultaneous saccharification and fermentation (SSF) technique and preconditioned industrial strains of Saccharomyces cerevisiae, i.e., EthanolRed® and CelluX™4, were used for fermentation. The highest furfural yield of 69% (11.44 g/100 g of dry bagasse) was achieved at 170 °C and 0.5 wt.% H2SO4 (170–200 °C and 0–1 wt.% H2SO4), with corresponding ethanol yields of 77–95% (9.57–11.58 g/100 g of dry bagasse). The mass of ethanol produced reflected conversion of about 50% of cellulose in raw biomass due to cellulose degradation during furfural production. No production conditions could be found where both furfural and ethanol yields were maximized, indicating an unavoidable compromise between the two co-products. Furfural production conditions that provided an acceptable compromise between furfural and ethanol during co-production from sugarcane bagasse were 170 °C and 0.25 wt.% H2SO4, resulting in furfural mass of 7.64 g/100 g of dry bagasse and ethanol mass of 9.86 and 10.91 g/100 g of dry bagasse when using EthanolRed® and CelluX™4, respectively.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Fossil-based fuels are regarded as major contributors to greenhouse gas emissions and the resulting adverse phenomena, i.e., global warming and climate change [1,2,3,4]. Among the alternatives available, furfural conversion to jet and diesel fuels has potential to partially replace petroleum-derived fuels and drive furfural market growth [5, 6]. Furfural is a platform chemical, and majority of furfural is currently used to produce furfuryl alcohol [5, 7]. Other furfural applications are in the manufacturing of plastics, pharmaceuticals, agrochemical products and non-petroleum–derived chemicals [8, 9].
In theory, any material containing a large amount of pentose (five carbon) sugars, such as arabinose and xylose, can serve as a raw material for furfural production [9,10,11]. However, furfural production is not economically viable without a low-cost feedstock [9]. Lignocellulosic material can be converted to furfural and a variety of biobased chemicals/fuels such as ethanol, butanol, xylose, glucose and levulinic acid [9, 12]. Conversion of lignocellulosic materials to value-added products at high selectivity and yield at an economical cost that is comparable to fossil-derived products is challenging [13]. Since furfural is solely produced from the pentosan component of lignocellulose, co-production of cellulosic ethanol from cellulose-rich furfural residues (FRs) has been proposed as a potential pathway to improve the value extracted from the lignocellulose feed of the furfural process [9, 14].
Furfural is generally produced using the one-stage process at industrial scale employing steam stripping in either batch or continuous operation directly from the lignocellulosic biomass feedstock [15,16,17]. One-stage furfural production by industrial processes is conducted at temperatures of 153–240 °C with acid dosages up to 15 wt.% of dry feed or under autocatalytic hydrolysis conditions in the same temperature range of 153–240 °C from 40 to 120 min [9, 11]. These furfural process conditions are somewhat similar to those applied during lignocellulose pretreatment for ethanol production, e.g., dilute acid (0.1–6.0 wt.% H2SO4 in solution) pretreatment at a temperature of 121–220 °C with residence time range of 1–300 min [18, 19].
Alternatively, furfural may also be produced from lignocelluloses in a two-stage process, where the hemicelluloses are first extracted from the lignocelluloses, followed by conversion of hemicellulose sugars to furfural in a separate processing unit [16, 20]. While the one-stage furfural production requires fewer process units and is therefore associated with lower capital costs [21], the two-stage process offers the advantage of maximizing the furfural and ethanol yields in separate process units, providing opportunity to reach higher yields in a co-production scenario [22]. However, due to more complex processing requirements (higher capital costs), the two-stage furfural production method is presently not applied for industrial furfural production [16, 20]. Since the one-stage furfural process is used industrially, utilization of furfural residues as feedstock for ethanol production offers an opportunity for second-generation ethanol production at commercial scale [11, 23].
The possibility of furfural and ethanol co-production has been investigated in previous studies, with focus mainly on fermentation of furfural residues obtained from industrial furfural residues produced at severe conditions [24, 25]. Harsh furfural production conditions promote pseudo-lignin formation which inhibits both enzymes and yeast; thus, washing and delignification of the FR is usually required prior to fermentation to render the solids more digestible [26, 27]. Washing and delignification of FR requires large amounts of water and reagents, which need to be treated downstream to meet environmental regulations [23, 24]. However, few studies show that detoxification alone is sufficient for fermentation of FR from less severe furfural conditions process [11, 21]. Other detoxification steps include the use of adsorbents and ultrafiltration, but these measures have similar drawbacks to washing and delignification. Alternatively, pressing of solid residues will decrease the concentrations of inhibitors, and process water requirements are thus also reduced [23, 28].
Furthermore, fermentation yeast strains with higher inhibitor tolerance have been genetically engineered to deal with yeast inhibition challenges as a preferred solution to detoxification of FR. The genetic and metabolic capabilities of engineered industrial yeast strains to tolerate certain levels of inhibitors are promoted when they are preconditioned by exposure of the inoculum to inhibitors similar to the fermentation media prior to fermentation [29, 30]. The probability of yeast cell survival in a stressful environment is also increased by ensuring a higher initial biomass concentration [29,30,31].
Industrial fermentation yeasts can successfully convert sugars liberated from detoxified FR to ethanol using either separate hydrolysis and fermentation (SHF) or simultaneous saccharification and fermentation (SSF) [11, 21, 27]. Both enzymatic hydrolysis and fermentation occur in a single process unit when SSF is employed, which reduces associated capital expenses [32]. Another advantage offered by the SSF technique is less inhibition of cellulase by accumulation of sugars [32].
The relationship between furfural and ethanol produced when the one-stage furfural production from lignocellulose is combined with ethanol production from unwashed furfural residues using the SSF method is not clearly outlined in literature. Reducing the severity of the one-stage furfural production step may result in increased ethanol yields since there will be less yeast inhibitors and has potential to improve overall technical and economic outcome, although furfural yield may be reduced. Digestibility and inhibitor concentration levels in industrial furfural residues also need to be studied to provide a reflection of whether they can be utilized for ethanol co-production without detoxification. Therefore, the aim of this study was to evaluate the effects of one-stage furfural production conditions on the yields of both furfural and ethanol production (from FR) when using the SSF technique without washing (detoxification) or delignification of FR prior to hydrolysis-fermentation.
2 Materials and methods
2.1 Materials
Sugarcane bagasse was sourced locally from sugar mills (KwaZulu-Natal, South Africa). Sulphuric acid (98 wt.% H2SO4) and sodium hydroxide pellets (98 wt.% NaOH) of analytical grade were supplied by Scienceworld (South Africa). Sugarcane bagasse is a lignocellulosic material with potential to improve the overall economics of the sugar mills through production of biochemicals and biofuels. The composition of sugarcane bagasse used was 36% cellulose, 23% hemicellulose, 24% lignin, 4% ash and 6% extractives. Furfural and FR were produced at different conditions using a 2-L Büchiglasuster® pressure reactor that has article no. 45.30148.2200, serial no. 4864 and order no. 53472. Cellic CTec2® and Cellic HTec2® enzymes from Novozymes were used for enzymatic hydrolysis of furfural residues. Industrial FRs were obtained from Sezela Illovo sugar mill (South Africa) and RCL. Frozen stock culture of EthanolRed® and CelluX™4 yeast (Saccharomyces cerevisiae) provided by Lesaffre (Leaf Technologies, France) were used as fermentation microbial yeast strains.
2.2 Experimental design
A face-centred central composite design (CCD) considering temperature and sulphuric acid concentration as independent factors was employed to investigate a range of furfural production conditions and their impacts on ethanol production from residues [33, 34]. A temperature range of 170–200 °C and sulphuric acid concentration range of 0–1.0 wt.% as listed in Table 1 were selected, based on previous reports and industrial experience [11, 15, 21, 35]. The experiments were conducted in random order with duplication of the centre point. Analysis of variance (ANOVA) was performed using Statistica® 13.2 software, and p values below 0.05 were considered to indicate significant effects. Preferred co-production conditions were predicted using the response desirability profiling in Statistica® 13.2 software, giving equal weighting to furfural yield (g/100 g dry bagasse) and ethanol yield (g/100 g dry bagasse) as response variables to be maximized, in response to variations in furfural production conditions [36]. The lowest furfural and ethanol yields (g/100 g dry bagasse) obtained in the experiments were allocated as desirability values of zero, and the highest furfural and ethanol yields (g/100 g dry bagasse) were taken as desirability values of one. The response variables (furfural and ethanol yields) were transformed into desirability values between 0 and 1, and each of the individual desirability values from each of the responses were combined into a single desirability index value (D), geometric mean values computation according to Eq. 1 [36].
2.3 Furfural production experiments
Sugarcane bagasse was contacted with sulphuric acid in a heated 2-L Büchiglasuster® pressure reactor until the target temperature was reached. Furfural vapours were continuously removed from the system through an open valve connected to an outlet pipe immersed in an ice bath to condense the furfural vapour stream. Each experiment was conducted for 90 min with initial solids loading of 20 wt.% [15, 35]. Furfural vapour product was extracted at 7 mL/min on average to ensure that 80% of liquid was extracted from the reactor at the end of each experiment based on preliminary studies. Condensed furfural vapour product samples were analysed for furfural, xylose, acetic acid, formic acid and glucose by high-performance liquid chromatography (HPLC) (described in the “Analysis” section). The solid residues were pressed, to partially remove the absorbed liquids and reduce the yeast inhibition effects of compounds contained in the liquid [32]. The mass of all the remaining solids was measured to determine solids yield and its composition for mass balance calculations. Equations 2 and 3 were used to calculate furfural yield (FF yield) and the combined severity factor (CSF), where theoretical FF is the theoretical yield of furfural (0.727 g furfural/g xylan) [15, 37], t is the residence time in minutes, TH is the reactor hydrolysis temperature (°C), TR is the reference temperature set at 100 °C and pH was the acidity in the reactor at the end of hydrolysis. CSF is defined to combine the effects of time, temperature and acid dosage in a single function whose value can be correlated to the corresponding products such as ethanol yield [28].
2.4 Ethanol production from furfural residues
Yeast culture was prepared from a frozen mixed culture in media containing yeast extract (10 g/L), peptone (20 g/L) and dextrose (50 g/L) at 30 °C until optical density of 25 at 600 nm was reached after 48 h [38]. The yeast culture was then preconditioned for 24 h by the addition of 3 wt.% hydrolysate to the same flask every 12 h until 6 wt.% was reached [28]. The hydrolysate used for preconditioning was obtained from pressing FR produced at the highest severity in furfural experiments. The yeast preconditioning prior to inoculation was conducted to prevent yeast cell death when exposed to synergistic effects of the inhibitors available in the pressed solids [29, 38, 39].
All SSF experiments were conducted at 10 wt.% solids loading using the various pressed FR from the furfural experiments [32, 40]. FRs were fed at 5 wt.% at the beginning, and a further 5 wt.% on dry basis was added after 24 h [32]. A 250-mL Erlenmeyer flask was used as a bioreactor and was capped by cotton wool and aluminium foil [22]. NaOH was added to adjust the pH to 5, and a 0.05-M citrate buffer was also added into the media to maintain the pH at 5. During sampling, pH was checked and adjusted by the addition of NaOH as it decreased to the formation of organic acids. Cellic CTec2® and Cellic HTec2® from Novozymes were contacted with furfural residue in the flask for 2 h prehydrolysis, prior to yeast inoculation with starting absorbency of 2 at 600 nm. The total protein content of enzymes used per gram of FR was 26 mg, where 19 and 7 mg of proteins were from Cellic CTec2® and Cellic HTec2®, respectively, based on preliminary tests (data not shown) and previous reports [28]. Yeast extract (10 g/L) and peptone (20 g/L) were added into the SSF flasks to provide nutrition for the yeast. SSF experiments were allowed to run for 120 h at 37 °C and stirring speed of 150 rpm [40]. A temperature of 37 °C was considered as a compromise between temperatures suitable for enzymatic hydrolysis (50 °C) and fermentation (30 °C) [28, 41]. Liquid samples were taken from SSF flasks at different times (0, 16, 24, 40, 48, 64, 72, 88, 112 h) with final samples collected after 120 h. Concentrations of sugars, furfural, HMF (5-hydroxymethylfurfural), acetic acid, formic acid and ethanol were determined by HPLC analysis (described in Section 2.5). Vacuum filtration was used to separate the liquid from solid residues at the end of the experiments. The fermented solid residues were then washed twice in 50-mL tubes using demineralized water filled to the 50-mL mark. Furthermore, the lab FR and those from Sezela Illovo furfural plant and RCL (produced using 10-bar steam and bagasse impregnated with 3 wt.% H2SO4/dry bagasse) were enzymatically hydrolysed at 10% solids loading to check their digestibility using 38 and 14 mg of proteins from Cellic CTec2® and Cellic HTec2®, respectively. Enzymatic hydrolysis duration was 96 h, and the FRs were initially fed at 5 wt.% followed by additional 5 wt.% on dry basis after 24 h. Inhibitor concentration levels in industrial FR were also evaluated. Fermentation of pressed FR from Sezela Illovo were fermented using M2n, previously known as MH1000 [42], while pressed FRs from RCL were fermented using CelluX™4 and EthanolRed using the same procedure as lab FRs.
2.5 Analysis
The compositions of feedstock and solid residues were determined using the standard procedures for biomass compositional analysis developed by NREL [43, 44]. A Thermo Separations Product (TSP) high-performance liquid chromatography (HPLC) was used to determine the concentrations of furfural, hydroxymethylfurfural (HMF), glucose, cellobiose, xylose, arabinose, acetic acid, formic acid, ethanol and glycerol [43, 44]. The HPLC (Thermo Separations Product) was a Dionex (Dionex, CA, USA) 3000 System equipped with a Grace® (Hichrom, Berkshire, UK) Prevail Carbohydrate ES Column (250 × 4.6 mm) and a Varian® evaporative light-scattering detector. HPLC column temperature (80–85 °C) and HPLC grade water were used as a mobile phase for analysis of the compounds, viz., furfural, hydroxymethylfurfural (HMF), glucose, cellobiose, xylose, arabinose, acetic acid, formic acid, ethanol and glycerol [43, 44].
3 Results and discussion
3.1 Effects of temperature and acid dosage on furfural production from sugarcane bagasse
The experimental conditions and results obtained for one-stage furfural production from sugarcane bagasse are summarized in Table 2. The statistical analysis of the results demonstrated that temperature and sulphuric acid had significant effects on furfural yield (g/100 g raw material) in the investigated range (170–200 °C, 0–1.0 wt.% H2SO4), as confirmed by ANOVA reported in Table S1 of the supplementary data. This finding agrees well with literature as Mesa et al. [11] and Sánchez et al. [45] also reported significant effects of temperature and acid loading on furfural yield. The hydrolysis and dehydration processes of hemicellulose sugars to form furfural and degrade furfural depend on the temperature and catalysts used [11, 45]; thus, furfural yield was significantly affected.
Overall, furfural yield was in the range of 13–69%, where maximum furfural yield was obtained at 170 °C and 0.5 wt.% H2SO4 in 90 min as reported in Table 2. Furfural yields as high as 68% were also obtained in other studies in shorter residence time at 180 °C with the addition of 3% of acetic acid and 20 mM of FeCl3 [37]. Other studies have reported lower furfural yields of 53% when using sugarcane bagasse feed at 175 °C and H2SO4 dosage of 1.25 wt.% on dry feed [11]. The higher furfural yield obtained in this study can be attributed to the longer residence time of 90 min compared to 40 min in previous studies [11] where 53% furfural yield was achieved. Higher furfural yields of up to 78% were reported at lower temperatures (134 °C) and longer residence times (300 min) [46], because furfural degradation reactions are reduced at lower temperatures and acid concentrations [34, 35]. The lowest furfural yield of 13% was obtained at 170 °C without sulphuric acid addition, which is comparable to 11% furfural yield achieved in previous studies [47] under similar conditions (170 °C, 90 min without acid). Furfural yield is generally lower in the absence of additional acidic catalyst [11, 16, 21]. Higher furfural yields were generally favoured at lower temperatures (170 °C) with the addition of acid (0.5 wt.% H2SO4). However, the use of higher acid dosages beyond 0.5 wt.% reduced furfural yield, due to the dominance of furfural degradation reactions [34, 35].
3.2 Effects of furfural production conditions on the formation of organic acids
Furfural production is generally accompanied by the formation of acetic acid, generated from acetyl groups contained in hemicelluloses of lignocellulosic materials. The effects of furfural reactor temperature and acid dosage on the average acetic acid concentration in the furfural product stream are shown in Fig. 1a. The lowest amount of acetic acid (4.36 g/L) was formed at the least severe furfural production conditions (170 °C and 0% H2SO4), while acetic acid formation remained stable at 6.9–7.9 g/L at the other investigated conditions (Fig. 1a), which is similar to the trend reported by García-Domínguez et al. [48]. The least severe conditions were therefore not sufficient for complete liberation of the acetyl groups from the hemicelluloses [48, 49]. The variations in acetic acid concentrations from 6.9 to 7.9 g/L may be attributed to the differences in vapour stripping capabilities of the furfural reactor when operated at different temperatures.

Effects of sulphuric acid dosage and temperature on a acetic acid and b formic acid concentration in furfural product
The extent of formic acid formation (5.52–6.51 g/L) was larger at higher temperatures (185–200 °C) in the presence of sulphuric acid (Fig. 1b). Higher concentration of formic acid (5.52–6.51 g/L) at higher temperatures in the presence of sulphuric acid (Fig. 1b) is explained by degradation of sugars and furfural degradation to formic acid through the hydrolytic fission of the aldehyde group of furfural [17]. The low cellulose content (< 12 wt.%) of solid residues of furfural production process (provided in Table 3) at higher temperatures in the presence of sulphuric acid supports the occurrence of cellulose degradation to glucose and subsequently to formic acid and levulinic acid [15, 50, 51].
3.3 Effects of furfural production conditions on ethanol co-production from residues
The solid residues obtained from furfural production suffered significant degradation of cellulose of up to 89% of cellulose present in raw bagasse removed by the most severe process conditions as reported in Table 3, which limits ethanol co-production from furfural residues in a sequential biorefinery. The cellulose content was generally higher for FR produced without the addition of acid, and this concurs with compositional analysis of autohydrolysis industrial FR (Table 4). However, at the most, 22% of cellulose in raw bagasse was preserved in residues produced with the addition of catalyst, except for residues produced at 170 °C and 0.5 wt.% H2SO4, where FRs contained 53% wt.% cellulose (~ 80% cellulose recovery) (Table 3, run 5). Traditional furfural technologies that use sulphuric acid (1.5 wt.%) as catalyst operated at 175 °C for 120 min end up with FRs that contain about 15 wt.% cellulose [11]. This study shows that the severity of the furfural process with 90 min residence at temperature of 170 °C with the addition of 0.5 wt.% H2SO4 preserved the cellulose fraction as indicated by the resulting FR that had 53% cellulose (Table 3). Similar studies also reported that FR produced at 175 °C and 1.25 wt.% H2SO4 in a furfural process with 40 min residence time contained 48 wt.% cellulose, showing ability of the acid-catalysed furfural process to preserve cellulose at shorter residence time of 40 min [11]. In addition to the degradation of cellulose, the presence of yeast inhibitors also affected the final ethanol yields.
The use of inhibitor-resistant yeast resulted in higher ethanol yields even from FRs obtained at higher severities where maximum furfural was obtained. For instance, ethanol yield was 96% when using CelluX™4 to ferment FRs from which maximum furfural yield of 69% was obtained but only reached 77% when EthanolRed® was employed as shown in Fig. 2. The use of highly inhibitor-resistant yeast allows for improved yeast performance even under stressful environments [29, 31]. Ethanol yields were higher (68–95%) at lower severities (CSF 1.49–2.94), whereas ethanol yield decreased to 13–63% at higher severities (CSF 3.38–4.25) as shown in Fig. 2. In the case of highly inhibitory FRs from CSF of 3.88, fermentation using EthanolRed® yeast strain resulted in 13% ethanol yield (2) due to yeast cell death caused by inhibitors as evidenced by glucose accumulation of 6 g/L. Furthermore, FRs from CSF of 3.88 were the only batch in which 50% of the glucose released by enzymatic hydrolysis remained unused (Table 3).

Ethanol yield from sugars released by enzymatic hydrolysis of furfural residues produced at different combined severity factors (CSF) when using EthanolRed® and CelluX™4
The yeast dealt with the inhibition caused by organic acids by increasing its redox capacity available, as demonstrated by an increase in glycerol production (Table 3). It is estimated that 13–18% of the glucose released from FRs during SSF was utilized for the formation of by-products such as glycerol, which is higher than typical glycerol formation of 4–10% of glucose [52], indicating an increase in cytosolic redox balancing to provide metabolic capacity for the detoxification of organic acids [53]. Although the SSF cultures were maintained at pH of 5 to minimize the toxicity of organic acids [29, 31], yeast inhibition above certain thresholds of these acids is inevitable regardless of pH [29, 30].
While the yeasts were able to handle the inhibition caused by organic acids through metabolic conversion to remove them from the culture broth, the yeast could only remove limited amounts of the furans (furfural and HMF) present in the FR (Table 3). Specifically, the starting concentrations of HMF in SSF cultures increased in the CSF range of 1.50–2.94, and the HMF levels were below HPLC detection limits above CSF range of 1.50–2.94, possibly due to HMF degradation to levulinic and formic acids [35, 51]. The yeasts’ capability to convert furfural and HMF to their corresponding alcohols, furfuryl alcohol and hydroxymethyl furfuryl alcohol, which are less inhibitory [31, 54], was demonstrated by the complete removal of furfural from SSF flasks, while much reduced concentrations of HMF remained at the end of each run.
In addition to organic acids and furans, pseudo-lignin formed at higher severities (CSF > 2.94) also contributed towards yeast inhibition and the corresponding low ethanol yields from sugars of 13–68%. The additional lignin formed at higher severities (CSF > 2.94) constituted 45–52% of furfural residues mass (Table 3). Higher severity conditions are associated with elevated temperatures (≥ 185 °C) and acid concentrations (≥ 0.5 wt.% H2SO4); therefore, the furfural and sugar degradation reactions that form pseudo-lignin are favoured at higher severities [55]. Dilute acid pretreatment at higher severities has been shown to result in pseudo-lignin formation, which is known to cause enzymatic and microbial inhibition [55]. Other studies report that even at low severities (160 °C, 0.1 M H2SO4, 2.5 min), certain amounts of pseudo-lignin can form and deposit onto cellulose, thereby reducing cellulose accessibility to enzymes and yeast inhibition [56].
While low severity conditions (CSF < 2.94) preserve cellulose and result in higher ethanol mass produced (13.02–17.32 g/100 g raw bagasse), the corresponding furfural yields were below 35% (Table 3), which is less than 50% furfural yields achieved at industrial scale [9]. The extent of pentose sugar conversion to furfural at low severities which correspond to conditions that maximize ethanol yield is low [35, 46]. Higher furfural yields are recommended in furfural and ethanol co-production biorefineries to achieve higher furfural production rates and sales [9], considering that cellulosic ethanol is also cost intensive and tends to need subsidy [11, 13].
As part of the study, industrial FRs were successfully enzymatically hydrolysed and converted to ethanol without the need for detoxification and delignification. Glucan conversion of the autocatalysed industrial FRs was 79%, and the glucan conversion of the acid-catalysed industrial residues was higher with values of at least 89% (Table 4). While the acid-catalysed residues were more digestible, their lower cellulose content (44%) resulted in similar amounts of sugars available for ethanol production compared to autocatalysed FRs, which had higher cellulose content (57 wt.%) (Table 4). The industrial acid-catalysed FRs were produced at less severe conditions in comparison to traditional furfural process [11]. Thus, the industrial FR from acid-catalysed process could be digested and converted to ethanol without the need for delignification to render them digestible [25,26,27]. Higher severity conditions (CSF > 2.94) resulted in larger amount of acid-insoluble material compared to lignin in raw bagasse (Table 3). The less severe acidic conditions applied in this study reduced the formation of pseudo-lignin, thus avoiding the associated inhibition of enzymatic hydrolysis and microbial conversions [27, 55].
Industrial furfural residual solids produced by autocatalytic process caused less inhibition to yeast cells in comparison to solids from acid-catalysed furfural process. Initial concentration levels of acetic and formic acid in 5% acid-catalysed solids reached up to 9.2 and 1.8 g/L, respectively, whereas the acetic and formic acid concentration levels only reached 1.0 and 0.9 g/L in autocatalysed furfural residues, respectively (Table 4). Both formic and acetic acid reduce yeast cell performance and may cause yeast cell death at certain thresholds [29, 31], but formic acid causes greater toxicity than acetic acid [39]. In general, less severe furfural processes are preferred when considering ethanol co-production, since less severe furfural processes result in low concentration levels of yeast inhibitors—provided that an acceptable furfural yield can be maintained under these less severe conditions.
3.4 Optimum feedstock conversion to furfural and ethanol
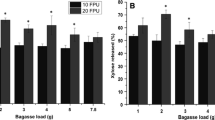
The preferred conditions for furfural and ethanol co-production result in a compromise of the yields of the two products. The preferred furfural and ethanol co-production conditions based on desirability plot results were 170 °C and 0.25 wt.% H2SO4, where furfural produced is 7.64 g/100 g of dry feed (~ 50% yield) with ethanol reaching 9.86 and 10.91 g/100 g of dry feed when using EthanolRed® (~47% yield) and CelluX™4 (~57% yield), respectively, as shown in Fig. 3. Detailed desirability plots are provided in Fig. S1–S2 of supplementary data file. The highest furfural produced was 11.44 g/100 g of dry raw biomass and was obtained at medium severity conditions under acid catalysis (170 °C and 0.5 wt.% H2SO4, CSF = 2.94), whereas the highest mass of ethanol produced (17.19–17.32 g/100 g dry raw bagasse) using EthanolRed® and CelluX™4 was obtained from residues produced by autohydrolysis (CSF = 2.33) at 200 °C. Higher severity conditions (CSF > 2.94) degraded cellulose; thus, the overall mass of ethanol produced from raw bagasse to ethanol was 1.30–11.58 g/100 g of raw dry bagasse. Studies report that cellulose degradation during furfural process can reach 40 to 50% [13]; thus, ethanol mass produced indicating utilization of 50% of cellulose available in the raw bagasse is reasonable.

Preferred furfural conditions for furfural and ethanol co-production indicated by desirability values and mass of furfural and ethanol (EthanolRed® and CelluX™4) produced per 100 g of raw bagasse
4 Conclusions
Conditions that maximized furfural yield resulted in low ethanol mass produced per mass of raw feedstock due to yeast inhibition caused by organic acids, furans, pseudo-lignin and cellulose degradation. The use of more inhibitor-resistant yeast allowed achieving higher ethanol yields in comparison to yeast with low inhibitor tolerance. Higher ethanol yields were achieved from FRs produced at low severities, but corresponding furfural yields were below industrial yields. Conditions suitable for optimal co-production of furfural and ethanol (170 °C and 0.25 wt.% H2SO4) resulted in a yield compromise of both products. Subsequent studies focused on economic impact of furfural and ethanol yield are required to determine overall profitability. Future studies should explore various conditions for the two-stage furfural process that produce digestible solids with minimal cellulose degradation to allow high yields of ethanol and furfural.
References
Panahi HSK, Dehhaghi M, Kinder JE, Ezeji TC (2019) A review on green liquid fuels for the transportation sector: a prospect of microbial solutions to climate change. Biofuel Res J 23:995–1024. https://doi.org/10.18331/BRJ2019.6.3.2
Tabatabaei M, Mortaza A, Valijanian E et al (2020) A comprehensive review on recent biological innovations to improve biogas production, part 1: upstream strategies. Renew Energy 146:1204–1220. https://doi.org/10.1016/j.renene.2019.07.037
Machineni L (2020) Lignocellulosic biofuel production: review of alternatives. Biomass Convers Biorefinery 10:779–791. https://doi.org/10.1007/s13399-019-00445-x
Ho MC, Ong VZ, Wu TY (2019) Potential use of alkaline hydrogen peroxide in lignocellulosic biomass pretreatment and valorization – a review. Renew Sust Energ Rev 112:75–86. https://doi.org/10.1016/j.rser.2019.04.082
Biddy MJ, Scarlata C, Christopher K (2016) Chemicals from biomass: a market assessment of bioproducts with near-term potential
Bohre A, Dutta S, Saha B, Abu-omar MM (2015) Upgrading furfurals to drop-in biofuels: an overview. ACS Sustain Chem Eng 3:1263–1277. https://doi.org/10.1021/acssuschemeng.5b00271
Dalvand K, Rubin J, Gunukula S, Clayton Wheeler M, Hunt G (2018) Economics of biofuels: market potential of furfural and its derivatives. Biomass Bioenergy 115:56–63. https://doi.org/10.1016/j.biombioe.2018.04.005
Chen H, Qin L, Yu B (2015) Furfural production from steam explosion liquor of rice straw by solid acid catalysts (HZSM-5). Biomass Bioenergy 73:77–83. https://doi.org/10.1016/j.biombioe.2014.12.013
Cai CM, Zhang T, Kumar R, Wyman CE (2014) Integrated furfural production as a renewable fuel and chemical platform from lignocellulosic biomass. J Chem Technol Biotechnol 89:2–10. https://doi.org/10.1002/jctb.4168
Lavarack BP, Griffin GJ, Rodman D (2002) The acid hydrolysis of sugarcane bagasse hemicellulose to produce xylose, arabinose, glucose and other products. Biomass Bioenergy 23:367–380
Mesa L, Morales M, González E, Cara C, Romero I, Castro E, Mussatto SI (2014) Restructuring the processes for furfural and xylose production from sugarcane bagasse in a biorefinery concept for ethanol production. Chem Eng Process Process Intensif 85:196–202. https://doi.org/10.1016/j.cep.2014.07.012
Lee CBTL, Wu TY (2020) A review on solvent systems for furfural production from lignocellulosic biomass. Renew Sust Energ Rev 137:110172. https://doi.org/10.1016/j.rser.2020.110172
Rosales-Calderon O, Arantes V (2019) A review on commercial-scale high-value products that can be produced alongside cellulosic ethanol. Biotechnol Biofuels 12:1–58. https://doi.org/10.1186/s13068-019-1529-1
Farzad S, Mandegari MA, Guo M, Haigh KF, Shah N, Görgens JF (2017) Multi-product biorefineries from lignocelluloses: a pathway to revitalisation of the sugar industry? Biotechnol Biofuels 10:1–24. https://doi.org/10.1186/s13068-017-0761-9
Zeitsch KJJ (2000) The chemistry and technology of furfural and its many by-products
Dashtban M, Technologies A, Dashtban M (2012) Production of furfural: overview and challenges. J Sci Technol For Prod Process 2:44–53
Danon B, Marcotullio G, De Jong W (2013) Mechanistic and kinetic aspects of pentose dehydration towards furfural in aqueous media employing homogeneous catalysis. Green Chem:1–16. https://doi.org/10.1039/b000000x
Cardona CA, Quintero JA, Paz IC (2010) Production of bioethanol from sugarcane bagasse: status and perspectives. Bioresour Technol 101:4754–4766. https://doi.org/10.1016/j.biortech.2009.10.097
Steinbach D, Kruse A, Sauer J (2017) Pretreatment technologies of lignocellulosic biomass in water in view of furfural and 5-hydroxymethylfurfural production- a review. Biomass Convers Biorefinery 7:247–274. https://doi.org/10.1007/s13399-017-0243-0
Silva JFL, Selicani MA, Junqueira TL et al (2017) Integrated furfural and first generation bioethanol production: process simulation and techno-economic analysis. Brazilian J Chem Eng 34:623–634. https://doi.org/10.1590/0104-6632.20170343s20150643
Avci A, Saha BC, Kennedy GJ, Cotta MA (2013) High temperature dilute phosphoric acid pretreatment of corn stover for furfural and ethanol production. Ind Crop Prod 50:478–484. https://doi.org/10.1016/j.indcrop.2013.07.055
Yoo CG, Kuo M, Kim TH (2012) Ethanol and furfural production from corn stover using a hybrid fractionation process with zinc chloride and simultaneous saccharification and fermentation (SSF). Process Biochem 47:319–326. https://doi.org/10.1016/j.procbio.2011.11.018
Shi X, Zhao B, Zhou H, Tian Y, Qiao Y, Ji B (2019) Direct saccharification and fermentation for high glucose and ethanol production from non-detoxified furfural residue without any pretreatment. Energy Technol Environ Sci 4:7844–7850. https://doi.org/10.1002/slct.201901367
Wang K, Yang H, Chen Q, Sun R cang (2013) Influence of delignification efficiency with alkaline peroxide on the digestibility of furfural residues for bioethanol production. Bioresour Technol 146:208–214. https://doi.org/10.1016/j.biortech.2013.07.008
Xing Y, Bu L, Sun D, Liu Z, Liu S, Jiang J (2016) Enhancement of high-solids enzymatic hydrolysis and fermentation of furfural residues by addition of Gleditsia saponin. FUEL 177:142–147. https://doi.org/10.1016/j.fuel.2016.03.024
Bu L, Tang Y, Xing Y, Zhang W, Shang X, Jiang J (2014) Comparison of hydrophilic variation and bioethanol production of furfural residues after delignification pretreatment. Biosci Biotechnol Biochem 78:1435–1443. https://doi.org/10.1080/09168451.2014.921556
Ji L, Zheng T, Zhao P, Zhang W, Jiang J (2016) Ethanol production from a biomass mixture of furfural residues with green liquor-peroxide saccarified cassava liquid. BMC Biotechnol 16:1–11. https://doi.org/10.1186/s12896-016-0278-5
Mokomele T, Sousa C, Balan V et al (2018) Ethanol production potential from AFEX™ and steam-exploded sugarcane residues for sugarcane biorefineries. Biotechnol Biofuels 11:1–21. https://doi.org/10.1186/s13068-018-1130-z
Watanabe K, Tachibana S, Konishi M (2019) Modeling growth and fermentation inhibition during bioethanol production using component profiles obtained by performing comprehensive targeted and non-targeted analyses. Bioresour Technol 281:260–268. https://doi.org/10.1016/j.biortech.2019.02.081
Wang X, Fai Y, Li Y et al (2017) Inhibitory effects of phenolic compounds of rice straw formed by saccharification during ethanol fermentation by Pichia stipitis. Bioresour Technol 244:1059–1067. https://doi.org/10.1016/j.biortech.2017.08.096
Xu K, Seo Y, Li J, Li C (2019) Resistance mechanisms and reprogramming of microorganisms for efficient biorefinery under multiple environmental stresses. Synth Syst Biotechnol J 4:92–98. https://doi.org/10.1016/j.synbio.2019.02.003
He J, Zhang W, Liu X, Xu N, Xiong P (2016) Optimization of prehydrolysis time and substrate feeding to improve ethanol production by simultaneous saccharification and fermentation of furfural process residue. J Biosci Bioeng 122:563–569. https://doi.org/10.1016/j.jbiosc.2016.04.012
Pabari RM, Ramtoola Z (2012) Application of face centred central composite design to optimise compression force and tablet diameter for the formulation of mechanically strong and fast disintegrating orodispersible tablets. Int J Pharm 430:18–25. https://doi.org/10.1016/j.ijpharm.2012.03.021
Yemiş O, Mazza G (2011) Acid-catalyzed conversion of xylose, xylan and straw into furfural by microwave-assisted reaction. Bioresour Technol 102:7371–7378. https://doi.org/10.1016/j.biortech.2011.04.050
Bamufleh HS, Alhamed YA, Daous MA (2013) Furfural from midribs of date-palm trees by sulfuric acid hydrolysis. Ind Crop Prod 42:421–428. https://doi.org/10.1016/j.indcrop.2012.06.008
Mesa L, Martínez Y, Barrio E, González E (2017) Desirability function for optimization of dilute acid pretreatment of sugarcane straw for ethanol production and preliminary economic analysis based in three fermentation configurations. Appl Energy 198:299–311. https://doi.org/10.1016/j.apenergy.2017.03.018
Mao L, Zhang L, Gao N, Li A (2012) FeCl3 and acetic acid co-catalyzed hydrolysis of corncob for improving furfural production and lignin removal from residue. Bioresour Technol 123:324–331. https://doi.org/10.1016/j.biortech.2012.07.058
Zhao M, Shi D, Lu X, Zong H, Zhuge B, Ji H (2019) Ethanol fermentation from non-detoxified lignocellulose hydrolysate by a multi-stress tolerant yeast Candida glycerinogenes mutant. Bioresour Technol 273:634–640. https://doi.org/10.1016/j.biortech.2018.11.053
Guo Z, Olsson L (2016) Physiological responses to acid stress by Saccharomyces cerevisiae when applying high initial cell density. FEMS Yeast Res 16:1–11. https://doi.org/10.1093/femsyr/fow072
Unrean P, Khajeeram S, Laoteng K (2016) Systematic optimization of fed-batch simultaneous saccharification and fermentation at high-solid loading based on enzymatic hydrolysis and dynamic metabolic modeling of Saccharomyces cerevisiae. Appl Microbiol Biotechnol 100:2459–2470. https://doi.org/10.1007/s00253-015-7173-1
Boshoff S, Gottumukkala LD, Van Rensburg E, Görgens J (2016) Paper sludge (PS) to bioethanol: evaluation of virgin and recycle mill sludge for low enzyme, high-solids fermentation. Bioresour Technol 203:103–111. https://doi.org/10.1016/j.biortech.2015.12.028
Favaro L, Viktor MJ, Rose SH, Viljoen-Bloom M, van Zyl WH, Basaglia M, Cagnin L, Casella S (2015) Consolidated bioprocessing of starchy substrates into ethanol by industrial Saccharomyces cerevisiae strains secreting fungal amylases. Biotechnol Bioeng 112:1751–1760. https://doi.org/10.1002/bit.25591
Sluiter A, Hames B, Ruiz R, et al (2012) Determination of structural carbohydrates and lignin in biomass
Raman JK, Gnansounou E (2015) Furfural production from empty fruit bunch - a biorefinery approach. Ind Crop Prod 69:371–377. https://doi.org/10.1016/j.indcrop.2015.02.063
Sánchez C, Serrano L, Andres MA, Labidi J (2013) Furfural production from corn cobs autohydrolysis liquor by microwave technology. Ind Crop Prod 42:513–519. https://doi.org/10.1016/j.indcrop.2012.06.042
Vázquez M, Oliva M, Téllez-Luis SJ, Ramírez JA (2007) Hydrolysis of sorghum straw using phosphoric acid: evaluation of furfural production. Bioresour Technol 98:3053–3060. https://doi.org/10.1016/j.biortech.2006.10.017
Vallejos ME, Felissia FE, Kruyeniski J, Area MC (2015) Kinetic study of the extraction of hemicellulosic carbohydrates from sugarcane bagasse by hot water treatment. Ind Crop Prod 67:1–6. https://doi.org/10.1016/j.indcrop.2014.12.058
García-Domínguez MT, García-Domínguez JC, Feria MJ, Gómez-Lozano DM, López F, Díaz MJ (2013) Furfural production from Eucalyptus globulus: optimizing by using neural fuzzy models. Chem Eng J 221:185–192. https://doi.org/10.1016/j.cej.2013.01.099
Aguilar R, Ramírez JA, Garrote G, Vázquez M (2002) Kinetic study of the acid hydrolysis of sugar cane bagasse. J Food Eng 55:309–318. https://doi.org/10.1016/S0260-8774(02)00106-1
Li H, Wang X, Liu C, Ren J, Zhao X, Sun R, Wu A (2016) An efficient pretreatment for the selectively hydrothermal conversion of corncob into furfural: the combined mixed ball milling and ultrasonic pretreatments. Ind Crop Prod 94:721–728. https://doi.org/10.1016/j.indcrop.2016.09.052
Dussan K, Girisuta B, Haverty D, Leahy JJ, Hayes MHB (2013) Kinetics of levulinic acid and furfural production from Miscanthus × giganteus. Bioresour Technol 149:216–224. https://doi.org/10.1016/j.biortech.2013.09.006
Albers E, Larsson C, Liden G et al (1996) Influence of the nitrogen source on Saccharomyces cerevisiae anaerobic growth and product formation. Appl Environ Microbiol 62:3187–3195
Wang Z, Zhuge J, Fang H, Prior BA (2001) Glycerol production by microbial fermentation: a review. Biotechnol Adv 19(19):201–223
Hanly TJ, Henson MA (2014) Dynamic model-based analysis of furfural and HMF detoxification by pure and mixed batch cultures of S. cerevisiae and S. stipitis. Biotechnol Bioeng 111:272–284. https://doi.org/10.1002/bit.25101
Hu F, Jung S, Ragauskas A (2012) Pseudo-lignin formation and its impact on enzymatic hydrolysis. Bioresour Technol 117:7–12. https://doi.org/10.1016/j.biortech.2012.04.037
Shinde SD, Meng X, Kumar R, Ragauskas AJ (2018) Recent advances in understanding the pseudo-lignin formation in a lignocellulosic biorefinery. Green Chem 20:2192–2205. https://doi.org/10.1039/c8gc00353j
Acknowledgements
We thank the National Research Foundation (South Africa) and Sugar Milling Research Institute for the support. The Sugarcane Technology Enabling Programme for Bioenergy (STEP-Bio), a public-private partnership between the South African sugarcane processing industry and the Department of Science and Technology (DST) Sector Innovation Fund (SIF), is acknowledged for the partial support. We extend our gratitude to Novozymes for providing us with enzymes, Lesaffre (Leaf Technologies, France) for providing us with yeast strains, Sezela Illovo for providing us with furfural residues and technical advice, and RCL for providing us with furfural residues. Finally yet importantly, we also thank the Analytical Lab team of the Department of Process Engineering, Stellenbosch University.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ntimbani, R.N., Farzad, S. & Görgens, J.F. Furfural production from sugarcane bagasse along with co-production of ethanol from furfural residues. Biomass Conv. Bioref. 12, 5257–5267 (2022). https://doi.org/10.1007/s13399-021-01313-3
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-021-01313-3