
Abstract
In this work, biomass-derived furfural has been selectively oxidized to 2(5H)-furanone using aqueous hydrogen peroxide as the green oxidant. Among various homogeneous acid catalysts screened for the transformation, trifluoroacetic acid (TFA) was found to be the most suitable candidate that afforded up to 52% isolated yield of 2(5H)-furanone under mild conditions (RT, 1 h). In addition, succinic acid was recovered in nearly 20% yield from the aqueous layer. The organic solvent-free, gram-scale reaction was optimized on temperature, the molar ratio of H2O2 and furfural, and the amount of TFA used.

Grapical abstract
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
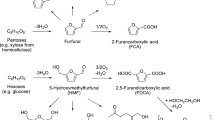
Over the past several years, the synthesis of carbon-based chemicals from renewable biomass has gained traction from both economic and environmental perspectives [1, 2]. The chemical-catalytic route that transforms the oxygen-rich and functionally diverse biopolymers into simple organics that can supplement petrochemicals or be used as their functional substitutes has received serious interest from the academic and industrial communities alike [3]. Furfural, synthesized by the acid-catalyzed dehydration of the pentosans present in the hemicellulose fraction of lignocellulosic biomass, is a well-recognized renewable chemical in the biorefinery domain with substantial commercial potential for several of its derivatives [4, 5]. Chemocatalytic oxidation of furfural leads to important renewable compounds such as 2-furoic acid, maleic acid (MA), and succinic acid (SA) [6]. Both MA and SA can also be sourced from other biomass-derived chemicals and have huge commercial potential as a renewable monomer for polymeric applications [7, 8]. However, the selective oxidation of furfural to 2-furanone (a mixture of two isomers 2(5H)-furanone, 1, and 2(3H)-furanone, 2) is relatively less explored, possibly because they are highly reactive and behave as transient intermediates for thermodynamically stable products [9]. As a renewable chemical intermediate, 1 can be used to synthesize a wide variety of products of commercial significance, including butyrolactone and tetrahydrofuran [10, 11]. Various derivatives of 1 have found applications as fuels and fuel additives, solvents, aroma chemicals, antifouling agents, and biologically important compounds [12,13,14,15]. Recently, 1 has been employed as feedstock for the synthesis of novel, biorenewable surfactants [16].
The preparation of 1 has been attempted by the lactonization of 3-alkenoic acid [17], aerobic oxidation followed by lactonization of 2-butene-1,4-diol [18], and photooxidation of 2,3-dihydrofuran [19]. However, the processes suffer from one or more issues, such as the use of expensive reagents, intricate setup, demanding reaction conditions, and poor yields. Given the bulk availability, inexpensiveness, and renewable origin, furfural could prove to be the most suitable feedstock for producing 2-furanone. In compliance with the principle of green chemistry, aqueous hydrogen peroxide or molecular oxygen are frequently employed as inexpensive and eco-friendly oxidants for the oxidation of biomass-derived renewable chemicals, including furfural [20, 21]. Aqueous hydrogen peroxide is particularly interesting in this regard since it is commercially available in various concentrations, does not require overpressure of oxygen gas, works under milder reaction conditions, and affords higher selectivity towards specific products [22]. Xiang et al. reported 44.8% yield (70 °C, 1 h) of 1 using 30% H2O2 and magnesium hydroxide [23]. The highest-yielding synthesis of 1 from furfural involves the use of performic acid as an oxidant that formed in situ by reacting 30% H2O2 solution with formic acid [24, 25]. The reaction was conducted at 60 °C in an aqueous-organic biphasic reaction, and 1 was isolated in 62% yield along with around 20% combined yield of SA and MA. Among the various organic solvent studied, 1,2-dichloroethane performed best. Apart from the use of chlorinated solvent, the process also mandated using an excess of Na2SO4 (anhydrous) to remove water. In other reports, the combination of formic acid and hydrogen peroxide led to lower (ca. 42–48%) yields [26, 27]. In some cases, the stoichiometric amount of an inorganic base or excess of a drying agent was used, leading to waste generation [28, 29]. Besides, the recovery of formic acid is rather challenging due to its thermal instability [30, 31]. The use of heterogeneous acid catalysts has also been examined; however, the selectivity of 1 remained poor [32]. In 2019, Zvarych et al. reported the targeted synthesis of 1 from furfural using H2O2 as the oxidant and acetic acid as the catalyst. The reaction required 24 h to complete at a reaction temperature around 60 °C and 1 was obtained in 71% yield [33].
We anticipated that trifluoroacetic acid (TFA) could be a superior alternative to formic acid for the selective oxidation of furfural due to its strong Brønsted acidity (pKa = 0.23), thermal and chemical stability, availability in the anhydrous form, and recyclability by distillation [34]. TFA is known to react with aqueous H2O2 forming trifluoroperacetic acid (TFPAA), a more powerful oxidant than H2O2 itself [35]. The synthesis of phenol derivatives from benzaldehydes containing electron-donating substituents has been reported using a combination of TFA and aqueous H2O2 [36]. Interestingly, metal-free oxidation of biomass-derived levulinic acid into succinic acid has also been reported using TFA as an acid catalyst and H2O2 as a clean oxidant [37].
The Baeyer-Villiger oxidation of furfural by H2O2 produces 2-hydroxyfuran as an intermediate that quickly equilibrates 1 and 2. Further oxidation of 1 forms maleic acid (MA), whereas the oxidation of 2 leads to succinic acid (SA) (Scheme 1). The acid-promoted degradation of furfural into intractable products is also routinely encountered.

Selective oxidation of furfural to 2-furanone and succinic acid by 30% H2O2 in TFA
2 Experimental procedures
2.1 Preparation of 2(5H)-furanone (1)
Trifluoroacetic acid (5 mL, 6.26 eq.) was taken in a 50-mL round-bottomed flask fitted with a magnetic stir rod and placed in a water bath. Aqueous H2O2 (30%, 4 mL) was added slowly over 15 min while stirring in a water bath at RT. Then, furfural (1.00 g, 10.42 mmol) was added dropwise, and the solution was stirred continuously for 1 h. The reaction’s progress was monitored by thin-layer chromatography (TLC) (silica gel, diethyl ether) and stopped as soon as the furfural spot disappeared (visualized by the KMnO4 stain). After the reaction, the colorless solution was transferred into a separatory funnel and extracted with diethyl ether (3 × 10 mL). The diethyl ether layers were combined and washed with saturated NaCl solution. The diethyl ether extract was dried over anhydrous Na2SO4 and evaporated in a rotary evaporator under reduced pressure to get 1 as a light-yellow liquid. The liquid was passed through a plug of silica gel (60–120 mesh) using diethyl ether as the eluent. Evaporation of diethyl ether in a rotary evaporator produced 1 as a colorless oil (0.455 g, 52%).
2.2 Isolation of succinic acid
After extracting 1, the aqueous TFA layer was placed in a pre-heated (50 °C) oil-bath, and a pinch of 10% Pd/C was added to decompose the unreacted H2O2. After the decomposing of H2O2 was complete, the solution was filtered and carefully evaporated in a rotary evaporator under reduced pressure. The sticky white solid was dissolved in diethyl ether, dried over anhydrous Na2SO4, and evaporated to give succinic acid (0.242 g, 20%) as a white crystalline solid. The 1H-NMR spectrum and the melting point of the solid matched with the literature data.
3 Results and discussion
Initially, the oxidation of furfural was attempted using 30% H2O2 alone without employing any acid catalyst. The progress of the reaction was monitored by TLC (silica gel, diethyl ether) and allowed to run until the quantitative conversion of furfural was achieved. When the reaction was carried out in excess of 30% H2O2 (6 eq.), the conversion of furfural was low (< 10%) even after 24 h at RT. When the reaction temperature was increased to 60 °C, the furfural conversion was complete within 12 h. However, the lactone 1 was isolated by extracting the aqueous reaction mixture using diethyl ether in only a 19% yield. The 1H-NMR spectral analysis of the product showed that the 1 formed almost exclusively [38]. A mixture of over-oxidized solid products, including SA, MA, and their corresponding anhydrides, was recovered from the aqueous layer after distilling out the volatiles under reduced pressure. An acid catalyst of some sort is customarily used in combination with H2O2 for the Baeyer-Villiger type oxidation of aromatic aldehydes. Therefore, various homogeneous acid catalysts were screened to explore their effectiveness in catalyzing the oxidation of furfural. The reaction conditions and yield of 1 for the acid catalysts examined are tabulated in Table 1. All the reactions were performed in triplicate, and the average yield is reported. The experiments ensured complete conversion of furfural to avoid complications in the purification of products and obtain the highest yield of products.
The use of mineral acid catalysts such as methanesulfonic acid (MSA, entry 1) provided a better yield of 1 compared to the control reaction. The improvement in yield may be explained by the milder reaction conditions used for the catalytic reaction that led to lesser decomposition of 1. When phosphotungstic acid (H3PW12O40), a Keggin heteropoly acid, was used as a solid acid catalyst, 1 was obtained in 25% yield when the reaction was conducted at 60 °C for 4 h. Higher loading of the catalyst allowed the reaction to complete at lower temperatures; however, no significant improvement in the yield of 1 was observed. The reaction was also carried out using triethylammonium hydrogen sulfate [Et3NH][HSO4] as an inexpensive, Brønsted acidic ionic liquid catalyst. The lactone 1 was isolated in a 38% yield under similar reaction conditions. In our case, the use of formic acid (85%) provided 40% yield of 1 after 4 h at 60 °C, and acetic acid provided 42% of 1 after 6 h at 60 °C. When TFA was used as the solvent (Table 1, entry 4), the conversion of furfural was complete within 1 h at room temperature, and the yield of 1 was found to be around 52%. The use of an organic solvent such as 1,2-dichloroethane gave 54% of 1, an only marginal improvement over the organic solvent-free reaction.
Since TFA provided the best selectivity and yield of 1, the reaction was further optimized on temperature, the molar ratio of H2O2 and furfural, and the amount of TFA used. In a typical procedure, the reaction was conducted by dissolving 1 g of furfural in a mixture of 5 mL of TFA and 4 mL of 30% H2O2 and stirring the homogeneous reaction mixture in a water bath at room temperature. The reaction was studied by TLC, and FTIR and complete conversion of furfural were observed after 1 h. The reaction mixture was extracted with diethyl ether. The diethyl ether layer was dried and evaporated under reduced pressure to yield the crude product, which was purified by column chromatography. The reaction afforded 1 in 52% isolated yield. The unreacted H2O2 was first decomposed with a catalytic amount of 10% Pd/C, and the aqueous TFA was then distilled to get 20% SA as a white crystalline solid. The aqueous reaction mixture (after extracting 2-furanone) was distilled at atmospheric pressure and resubmitted for the next cycle without any attempt to separate water from TFA. The reaction was completed in 24 h at RT, and 2-furanone was obtained in a 33% yield. The result can be explained by the dilution of TFA. Novel ways are being developed to recover TFA in sufficient purity from the industrial effluents [39, 40]. Quantitative conversion of furfural was achieved within 3 h at 90 °C; however, 1 was isolated in 22% yield. The isolated yield of SA from the aqueous layer increased to 35%. The result can be explained by over-oxidation of 1 into SA at elevated temperatures.
When the reaction was conducted at lower temperatures (ca. 0 °C), the reaction kinetics slowed down and took >4 h to complete; however, no significant improvement in the yield of 1 was observed. Yet, noticeably more (ca. 30%) SA was isolated from the aqueous layer. The results may be explained by further oxidation of 1 during the extended course of the reaction. The higher combined yield of 1 and SA may be due to the less acid-promoted decomposition of furfural into intractable products. The presence of less TFA leads to a lower concentration of TFPAA in the reaction mixture, which is considered as the active oxidizing agent. Therefore, the kinetics of the reaction got slowed down with lower selectivity of 1. The yield of SA remained nearly unaltered.
The amount of TFA plays a pivotal role in the selectivity of 1. The reaction was slow at room temperature when the catalytic amount of TFA (0.5 mL/1 g furfural) was used (Table 1, entry 8). Therefore, the reaction had to be conducted at elevated temperatures to achieve a quantitative conversion of furfural. The reaction was completed within 3 h at 60 °C, providing a 44% yield of 1. In excess TFA (5 mL of TFA for 1 g of furfural), the reaction completed within 1 h at RT and provided a maximum 52% isolated yield of 1. At higher amounts of TFA (> 5 mL), no noticeable improvement in the yield of 1 was observed. The results may be explained by the fact that higher amounts of TFA lead to the higher equilibrium concentration of TFPAA, the active oxidizing species in this reaction, allowing the reaction to complete faster under the mild condition with improved selectivity towards 1.
The effect of the amount of H2O2 on the selectivity and yield of 1 was then examined. While 30% H2O2 worked best for the reaction, lower concentrations of H2O2 slowed down the reaction and did not complete even after several hours of reaction at RT.
The reactions using lower amounts of H2O2 provided a noticeable lower yield of 1. For 1 g of furfural, 4 mL of 30% H2O2 (3.76 eq.) was found to be the optimal amount that allowed the reaction to complete within 1 h at RT, providing up to 52% yield of 1. Any higher quantities of H2O2 allowed the reaction to complete faster but lowered the yield of 1 due to over-oxidation (Fig. 1). Lower quantities of H2O2 did not allow complete conversion of furfural. This can be due to the auto decomposition of H2O2 during reaction leaving lesser than the required amount of H2O2 available for the oxidation reaction.

The effect of H2O2 equivalence on the yield of 2(5H)-furanone (1)
The mixture of furfural, TFA, and aqueous 30% H2O2 formed a homogeneous and monophasic reaction medium. The oxidation reaction was also attempted in an aqueous-organic biphasic reaction medium using a suitable organic solvent. Chlorinated solvents like chloroform and 1,2-dichloroethane were chosen for their insolubility in water, chemical inertness, and convenient recovery by distillation. The idea was to extract 1 into the organic layer as soon as it forms in the aqueous layer and shield it from further oxidation or decomposition. However, the use of the solvent did not provide any significant advantage on the selectivity or yield of 1. Since the reaction kinetics slowed down, the reaction had to be conducted at elevated temperatures (ca. 50 °C). The result may be justified by the fact that TFPAA has decent solubility in chlorinated solvents, and therefore, the shielding of 1 from further oxidation was not very effective. Besides, the requirement of the higher reaction temperature in a biphasic reaction media accelerated the decomposition of 1.
It was found that the reaction temperature plays a crucial role on the selectivity and yield of 1 (Fig. 2). Under optimized quantities of TFA and 30% H2O2 (i.e., 5 mL TFA and 4 mL 30% H2O2 per gram of furfural), the reaction was completed within 1 h at RT. Elevated temperatures made the reaction faster but lowered the selectivity of 1, leading to enhanced formation of SA. The result may be explained by the more likelihood of over-oxidation of 1 at elevated temperatures. Interestingly, when the reaction was conducted at lower temperatures (ca. 10 °C), the reaction took >4 h to complete, but the selectivity of 1 did not improve significantly. The result may be explained by the fact that the over-oxidation of 1 happens even at lower temperatures, and longer reaction time leads to the accumulation of SA over time.

Effect of reaction temperature on the yield of 2(5H)-furanone (1)
The oxidation reaction was also attempted in the presence of a drying agent like anhydrous Na2SO4. However, no noticeable improvement in the yield of 1 was observed. Besides, the use of drying agents makes the isolation of SA challenging.
4 Conclusion
In summary, biomass-derived furfural has been selectively oxidized into 2(5H)-furanone providing up to 52% isolated yield by 30% H2O2 as the oxidant in the TFA medium under mild conditions. The gram-scale reaction worked without organic solvent or additives. Succinic acid was isolated from the aqueous layer in around 20% yield after the volatiles were distilled out. The use of a catalytic amount of TFA provided a 44% isolated yield of 2(5H)-furanone.
References
Florentino G, Ripa M, Ulgiati S (2017) Chemicals from biomass: technological versus environmental feasibility. A review. Biofuels Bioprod Biorefin 11:195–214. https://doi.org/10.1002/bbb.1729
Wu L, Moteki T, Gokhale AA, Flaherty DW, Toste FD (2016) Production of fuels and chemicals from biomass: condensation reactions and beyond. Chem 1:32–58. https://doi.org/10.1016/j.chempr.2016.05.002
Serrano-Ruiz JC, West RM, Dumesic JA (2010) Catalytic conversion of renewable biomass resources to fuels and chemicals. Annu Rev Chem Biomol Eng 1:79–100. https://doi.org/10.1146/annurev-chembioeng-073009-100935
Mariscal R, Maireles-Torres P, Ojeda M, Sadaba I, Lopez Granados M (2016) Furfural: a renewable and versatile platform molecule for the synthesis of chemicals and fuels. Energy Environ Sci 9:1144–1189. https://doi.org/10.1039/C5EE02666K
Li X, Jia P, Wang T (2016) Furfural: a promising platform compound for sustainable production of C4 and C5 chemicals. ACS Catal 6:7621–7640. https://doi.org/10.1021/acscatal.6b01838
Gupta NK, Fukuoka A, Nakajima K (2018) Metal-free and selective oxidation of furfural to furoic acid with an N-heterocyclic carbene catalyst. ACS Sustain Chem Eng 6:3434–3442. https://doi.org/10.1021/acssuschemeng.7b03681
Bechthold I, Bretz K, Kabasci S, Kopitzky R, Springer A (2008) Succinic acid: a new platform chemical for biobased polymers from renewable resources. Chem Eng Technol 31:647–654. https://doi.org/10.1002/ceat.200800063
Wojcieszak R, Santarelli F, Paul S, Dumeignil F, Cavani F, Gonçalves RV (2015) Recent developments in maleic acid synthesis from bio-based chemicals. Sustainable Chem Processes 3:9. https://doi.org/10.1186/s40508-015-0034-5
The SciFinder search on 2(5H)-furanone and succinic acid refined by ‘biomass’ as the research topic displayed 318 and 2391 literature references, respectively
Shiramizu M, Toste DF (2013) Expanding the scope of biomass-derived chemicals through tandem reactions based on oxorhenium-catalyzed deoxydehydration. Angew Chem Int Ed 52:12904–12909. https://doi.org/10.1002/anie.201307564
Li X, Li Y, Wang T (2019) Effect of oxide supports on Pt-Ni bimetallic catalysts for the selective hydrogenation of biomass-derived 2(5H)-furanone. Catal Today 319:93–99. https://doi.org/10.1016/j.cattod.2018.03.053
Song Q, Zhao J, Zhang G, Peruch F, Carlotti S (2020) Ring-opening (co)polymerization of γ-butyrolactone: a review. Polymer J 52:3–11. https://doi.org/10.1038/s41428-019-0265-5
Rossi R, Lessi M, Manzini C, Marianetti G, Bellina F (2017) Synthesis and biological properties of 2(5H)-furanones featuring bromine atoms on the heterocyclic ring and/or brominated substituents. Curr Org Chem 21:964–1018. https://doi.org/10.2174/1385272821666170111151917
I. Effenberger, T. Hoffmann, R. Jonczyk, W. Schwab, Novel biotechnological glucosylation of high-impact aroma chemicals, 3(2H)-and 2(5H)-furanones. Sci Rep 10943 (2019). https://doi.org/10.1038/s41598-019-47514-9
Lima CGS, Monteiro JL, De Melo Lima T, Paixao MW, Correa AG (2018) Angelica lactones: from biomass-derived platform chemicals to value-added products. ChemSusChem 11:25–47. https://doi.org/10.1002/cssc.201701469
Gassama A, Ernenwein C, Hoffmann N (2010) Synthesis of surfactants from furfural derived 2[5H]-furanone and fatty amines. Green Chem 12:859–865. https://doi.org/10.1039/B924187F
Yan J, Wang H, Yang Z, He Y (2019) An efficient catalytic sulfonyloxylactonization of alkenoic acids using hypervalent iodine(III) reagent. Syn Lett 16:2669–2672. https://doi.org/10.1055/s-0029-1217977
Xie X, Stahl SS (2015) Efficient and selective cu/nitroxyl-catalyzed methods for aerobic oxidative lactonization of diols. J Am Chem Soc 137:3767–3770. https://doi.org/10.1021/jacs.5b01036
Chen Y-Z, Wu L-Z, Peng M-L, Zhang M-L, Zhang D, Zhang L-P, Tung C-H (2016) Synthesis of α, β-unsaturated γ-lactones via photooxygenation of 2, 3-dihydrofurans followed by ferrous ion-catalyzed gem-dehydration. Tetrahedron 62:10688–10693. https://doi.org/10.1016/j.tet.2006.08.085
Teong SP, Li X, Zhang Y (2019) Hydrogen peroxide as an oxidant in biomass-to-chemical processes of industrial interest. Green Chem 21:5753–5780. https://doi.org/10.1039/C9GC02445J
Araji N, Madjinza DD, Chatel G, Moores A, Jerome F, Vigier KDO (2017) Synthesis of maleic and fumaric acids from furfural in the presence of betaine hydrochloride and hydrogen peroxide. Green Chem 19:98–101. https://doi.org/10.1039/C6GC02620F
Teong SP, Li X, Zhang Y (2019) Hydrogen peroxide as oxidant in biomass-to-chemical processes with industrial interest. Green Chem 21:5753–5780. https://doi.org/10.1039/c9gc02445j
Xiang X, Zhang B, Ding G, Cui J, Zheng H, Zhu Y (2016) The effect of Mg(OH)2 on furfural oxidation with H2O2. Catal Comm 86:41–45. https://doi.org/10.1016/j.catcom.2016.08.013
Li X, Lan X, Wang T (2016) Highly selective catalytic conversion of furfural to γ-butyrolactone. Green Chem 18:638–642. https://doi.org/10.1039/C5GC02411K
Li X, Lan X, Wang T (2016) Selective oxidation of furfural in a bi-phasic system with homogeneous acid catalyst. Catal Today 276:97–104. https://doi.org/10.1016/j.cattod.2015.11.036
Kortet S, Claraz A, Pihko PM (2020) Catalytic enantioselective total synthesis of (+)-lycoperdic acid. Org Lett 22:3010–3013. https://doi.org/10.1021/acs.orglett.0c00772
Khotavivattana T, Khamkhenshorngphanuch T, Rassamee K, Siripong P, Vilaivan T (2018) Diverted total synthesis of melodorinol analogues and evaluation of their cytotoxicity. Tetrahedron Lett 59:2711–2715. https://doi.org/10.1016/j.tetlet.2018.06.005
Song L, Yao H, Zhu L, Tong R (2013) Asymmetric total syntheses of (−)-penicipyrone and (−)-tenuipyrone via biomimetic cascade intermolecular Michael addition/cycloketalization. Org Lett 15:6–9. https://doi.org/10.1021/ol303071t
Shi Y-H, Wang Z, Shi Y, Deng W-P (2012) Facile and highly diastereoselective synthesis of 3-aminooxindoles via AgOAc-catalyzed vinylogous Mannich reaction. Tetrahedron 68:3649–3653. https://doi.org/10.1016/j.tet.2012.02.046
Akiya N, Savage PE (1988) Role of water in formic acid decomposition. AICHE J 44:405–415. https://doi.org/10.1002/aic.690440217
Yasaka Y, Yoshida K, Wakai C, Matubayasi N, Nakahara M (2006) Kinetic and equilibrium study on formic acid decomposition in relation to the water-gas-shift reaction. J Phy Chem A 110:11082–11090. https://doi.org/10.1021/jp0626768
Peng X, Chen L, Yan Z (2018) Sulfonic polymer catalysts for converting of furfural to high-value chemicals. Energy Sources, Part A 40:2342–2353. https://doi.org/10.1080/15567036.2018.1488018
Zvarych V, Nakonechna A, Marchenko M, Khudyi O, Lubenets V, Khuda L, Kushniryk O, Novikov V (2019) Hydrogen peroxide oxygenation of furan-2-carbaldehyde via an easy, green method. J Argic Food Chem 67:3114–3117. https://doi.org/10.1021/acs.jafc.8b06284
Lopez SE, Salazar J (2013) Trifluoroacetic acid: uses and recent applications in organic synthesis. J Fluor Chem 156:73–100. https://doi.org/10.1016/j.jfluchem.2013.09.004
Venier CG, Squires TG, Chen Y-Y, Hussmann GP, Shei JC, Smith BF (1982) Peroxytrifluoroacetic acid. A convenient reagent for the preparation of sulfoxides and sulfones. J Org Chem 47:3773–3774. https://doi.org/10.1021/jo00140a040
A.D. Natu, A.S. Burde, R.A. Limaye, M.V. Paradkar, Acceleration of the Dakin reaction by trifluoroacetic acid. J Chem Res 38 (2014) 381–382. https://doi.org/10.3184/174751914X14014814873316
Dutta S, Wu L, Mascal M (2015) Efficient, metal-free production of succinic acid by oxidation of biomass-derived levulinic acid with hydrogen peroxide. Green Chem 17:2335–2338. https://doi.org/10.1039/C5GC00098J
Nasman J-AH, Pensar KG (1985) An improved one-pot preparation of 2-furanones. Synthesis 8:786–788. https://doi.org/10.1055/s-1985-31349 (The 1H & 13C-NMR spectral data of 2(5H)-furanone, 1 match with those in the literature)
Tripathi NK, Kishor Mishra B, Tiwari A, Choubey ON (2016) Trifluoroacetic acid recovery from industrial aqueous effluent. IORS J Appl Chem 9:70–72. https://doi.org/10.9790/5736-0911017072
Mahajan YS, Shah AK, Kamath RS, Salve NB, Mahajani SM (2008) Recovery of trifluoroacetic acid from dilute aqueous solutions by reactive distillation. Sep Purif Technol 59:58–66. https://doi.org/10.1016/j.seppur.2007.05.027
Acknowledgments
The authors want to thank Mangalore University, Karnataka, and TIFR, Hyderabad, for helping in the NMR and HPLC data collection.
Funding
This study was financially supported by the Council of Scientific and Industrial Research (CSIR), India, under Scheme 02(0301)/17/EMR-II.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
ESM 1
The 1H-NMR spectrum of the crude reaction mixture, NMR spectra (1H, 13C) of the isolated products (i.e., 2-furanone and succinic acid), and HPLC data of the aqueous reaction mixture (before and after extraction of 2-furanone) are provided in the supporting information. (PDF 363 kb)
Rights and permissions
About this article

Cite this article
Bhat, N.S., Kumar, R., Jana, A. et al. Selective oxidation of biomass-derived furfural to 2(5H)-furanone using trifluoroacetic acid as the catalyst and hydrogen peroxide as a green oxidant. Biomass Conv. Bioref. 13, 1029–1034 (2023). https://doi.org/10.1007/s13399-021-01297-0
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-021-01297-0