
Abstract
Renewable energies can play an important role reversing the current fossil fuels dependence. Among these, biomass is finding more uses consolidating itself as the energy of the future. Current trend is focused on the manufacture of new blends able to achieve a better use of this biomass. The aim of this paper was to assess the potential as fuel of a series of blends consisting of wheat straw and poplar wood fertilized in organic way. Different poplar clones were fertilized with two organic amendments derived from sewage plants. Thus, the effect of clones and fertilization on the thermal behavior of the blends was studied. For this purpose, fuel and thermogravimetric analysis as well as combustion characteristic indexes were used. Results denoted acceptable fuel analysis values. Thermogravimetric profiles showed three mass losses related to volatiles (550 K and 650 K) and char (700 K) liberation. The greatest mass release for blends occurred for the first stage. In particular, the blend consisting of AF8 poplar clone without fertilizer together with straw was the one that experienced this greater release. In the same way, thermal indexes warned of better thermal behavior when fertilizer was not applied; being, again, the blend mentioned above, the one that achieved the best indexes values. Thus, fertilization decreased the thermal performance of wheat straw–poplar wood blends.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
It is a fact that the world needs to reduce the dependence on fossil fuels through a renewable and sustainable energy supply. Renewable energies can play an important role reversing the current situation. This is so since these cover many sources that can help to maintain the equilibrium of different ecosystems [1]. This energy, among other advantages, can help to reduce greenhouse gas emissions, since when produced and utilized in a sustainable way, the use of biomass for energy offsets fossil fuel greenhouse gas emissions, reason why it is known as a carbon neutral emission energy compared with fossil fuels [2]. Nevertheless, it should not be neglected to point out that biofuels are also associated with adverse environmental/health effects (NOx, SOx, HCl, PM, PAH, etc.) [3,4,5]. Even if fossil fuels are much worse, biofuels are not free of negative side effects.
Biomass may be used for a wide variety of energy needs. It can have a positive effect on degraded land by adding organic matter to the soil (fertilization associated with crops, leaf litter, use of ashes as fertilizer, etc.) as well as it is considered as a way to create new employment opportunities in rural areas in development countries contributing to the social aspect of sustainability [6]. However, at present, generating energy from biomass is rather expensive due to both technological limits related to lower conversion efficiencies, and logistic constraints [7].
Today, energy crops are one of the most biomass sources used. The state of the art in southern European countries justifies the study of these energy crops as local renewable energy sources (RES). With them, it could reduce the dependency on external sources as well as the environmental impacts produced by the current mix of forms of energy production [8]. For these crops, fast-growing species are desirable. These species have been grouped into two categories: perennial rhizomatous grasses (PRGs) and fast growing woody species [9]. In this work, authors have worked with blends of both materials. Although it is true that certain authors [10, 11] have studied the thermal properties of straw-coal mixtures, there is no manuscripts related to poplar wood and wheat straw combinations. Besides, poplar clones were fertilized with organic amendment, fact that enhances the novelty of this paper.
Poplar (Populus sp.) was the woody species selected. It is one of the forest species most widely employed in North-western and central Europe in terms of energy production [12, 13]. The advantages of the agricultural production of it as a short rotation energy crop include its high ecological interest as well as its low fertilizer doses required and comparatively low biomass production costs [14, 15]. In addition, poplars have several advantages already checked [16], whereas the main disadvantages is the high requirement for water [17]. However, poplar could be an alternative energy crop worthy of consideration by the agricultural sector from an economic point of view and in terms of its compatibility with other crops [12]. In fact, in 2010, the planted area of poplar in Spain was 116,000 ha. Likewise, in Castilla y León, autonomous region in which this work was carried out, was a 65% of the plantations of this species (75,000 ha) [18].
Related to perennial grasses, there has been increasing interest in their use as energy crops in the USA and Europe since the mid-1980s. The characteristics which make perennial grasses attractive for biomass production are their high yield potential, the high contents of lignin and cellulose of their biomass and their generally anticipated positive environmental impact [19]. Authors of this paper selected wheat (Triticum vulgare) as perennial grass. Despite the advantages denoted by PGRs [20, 21], straw of this species is considered a waste from the agricultural production process. The main barrier to the growing of PRG for biomass are the high production costs [22]. This material, however, has thermal values that can make its use attractive [23, 24]. This fact acquires even more value when the high quantities of wheat grown in Spain are known. The main cereals cultivated in this country are barley, rye, oats, and wheat. In 2017, more than 6 million hectares were cultivated in Spain with cereals, of which a third are associated with wheat; being Castilla y Léon the main autonomous region producer of this cereal [25]. Knowing this data, as well as the upward evolution of the surface and production of cereals in Spain [26], wheat straw is a raw material that can meet the objectives that are outlined below.
In comparison to coal, straw ignition temperatures occur at relatively lower temperatures; the high volatile content of straw means that a large proportion of combustion takes place in the gas phase; correct secondary combustion air provision is therefore essential for efficient combustion. Low ash deformation temperatures in straw also means that straw ash becomes either sticky or molten at normal furnace operating temperatures. Increasing of ash softening, slagging, particulate matter formation, or high-temperature corrosion are some problems derived from the use of straw in combustions. They are especially relevant in small scale combustion appliances (< 100 kW) due to a high share of straw can cause operational problems when the combustion system is not designed properly. The furnace, boiler, and particularly the super heater regions have to be specially designed to cope with these problems to minimize the risk of corrosion, passage blockage, and tube failure [27].
With these materials, combustion of straw–poplar blends was done. TGA (thermogravimetric analysis) has been extensively used by several researchers for investigation on basic combustion property of solid fuels [28]. In fact, non-isothermal thermogravimetric analysis (TGA) is proved to be one of the best methods for the study and understanding of the kinetics and it has been extensively used at low heating rates and temperatures up to 1173 K [29]. This analysis is also very useful from a fundamental viewpoint, and for comparison between samples [30, 31].
With all, the aim of this paper was to assess the potential like a biofuel of a new composition consisting of a poplar wheat straw blends. In the same way, it is intended to analyze the effect of the fertilizer/clones in the thermal performance of the different mixtures.
2 Material and methods
2.1 Raw materials
Four different clones were employed. These clones were called UNAL, I-214, AF-2, and AF-8. The last ones are related to Populus × interamericana UNAL, Populus × euramericana I-214, Populus × euramericana AF-2, and Populus × euramericana AF-8 respectively. The plot from which these clones were obtained was fertilized with a dehydrated sludge from the León (Spain) sewage treatment plant (this treatment was called BIOSOLIDS) and with a second treatment, name as MUD, consisting of a liquid organic sludge from the wastewater treatment plant of a dairy industry. Agronomic results as well as treatments composition have been already published [32]. There are several references that have studied the effect of the fertilization with this organic fertilizers or similar, from a more succinct investigation with pine as a protagonist [33] to a detailed analysis of the effects of this type of fertilizer on plants and soil [34].
Poplar samples were obtained from the tree branches until achieve a quantity of 300 g of wood for each clone-treatment combination. When sampling each tree, the branches selected were at a distance of not less than 150 cm (to ensure that they were not new branches).
Related to wheat straw, it was provided in bales by a local farmer. Afterwards, it was washed and air drying to eliminate impurities and possible sources of cross contamination. The material had an average size of 12 cm in length and 7 mm in diameter. It was pointed out that all straw corresponded to Tritucum vulagre species and that there were no traces of cross contamination.
Blends were named according to Table 1.
2.2 Treatments
The selected raw material was subjected to a series of treatments to obtain an adequate size and diameter. Both samples (poplar and straw) were dried outdoors for 72 h. Poplar branches were chipped using a Viking® GB 370. The resulting chips were milled with a Fritsch® P-19 mill until get a 1-mm particle sizes. For its part, wheat straw was reduced in size using a rotating straw chopper Spain-Yulong® XQJ2000. Once samples had the correct diameter, a Servolift® laboratory blender was used to make the mixture. This apparatus gave a final sample completely mixed and without altering the physical and chemical properties of the raw material introduced. A straw–poplar ratio (in mass) of 80–20 was employed. Authors have worked with this ratio (20–80) to maximize the amount of straw without penalizing the data of ash fusibility in the boiler. A minimum percentage of wood is needed in previous studies in amount of straw close to 20% [35]. Furthermore, previous studies made by the same research group concluded that it was the most suitable combination. In fact, this previous results are in patenting process. It has been already registered with the OEPM (Oficina Española de Patentes y Marcas). Once mixed, samples were taken for subsequent analyses. These samples were taken according to the standard UNE-EN ISO 18135:2018.
2.3 Elemental, proximate, and calorific value analysis
Biofuel properties of straw–wood blends were determined by elemental and proximate analysis as well as the calorific value. While the moisture content was determined by the stove drying method (UNE-EN ISO 18134-2:2017), the higher heating value (HHV) was measured at a constant volume employing an adiabatic oxygen bomb calorimeter (UNE-EN 14918:2011). A set of standardized rules were also used to obtain the rest of the parameters. Below, there is list with this information: volatiles (UNE-EN ISO 18123:2016); ash content (UNE-EN ISO 18122:2016); carbon, hydrogen, and nitrogen (UNE-EN ISO 16948:2015); and sulfur (UNE-EN ISO 16994:2017).
2.4 Thermogravimetric analysis (TGA)
The thermobalance is the key instrument when carrying out the thermogravimetric analysis. In particular, a TA Instruments® model SDT2960 thermobalance was used. Employing this instrument, measurements can be taken of the heat fluxes, DSC (differential scanning calorimetry), as well as the changes of weight, TGA (thermal gravimetric analysis). All these characteristics allow an identification of exothermic and endothermic stages.
To carry out thermogravimetric analysis, it is necessary to reduce even more the diameter of the samples. Therefore, a Retch® MM200 ball mill was used for this task. With it, particle sizes around 125 μm were obtained. Milled samples weighing around 7 mg were placed in a pottery crucible and heated 10 K min−1 from ambient to 1000 K. This heating was carried out under an air flow of 100 ml min−1 (at a gauge pressure of 1 atm) to carry out the combustion process. Then, derivative thermogravimetric curves (burning profiles) were obtained.
2.5 Combustion characteristic indexes (CCI)
These indexes are another tool to predict in a fast way the quality of certain material as biofuel. Other authors [11, 36,37,38,39] have already verified the reliability of these CCI. The indexes calculated in this research work were the following ones:
2.5.1 Ignition temperature (T e) and ignition index (D i)
The ignition temperature (Te) is defined as follows [36]. The protocol followed to estimate this parameter appeared in [40]. Meanwhile, the ignition index (Di) represents the ignition capacity of a fuel so that, the higher the Di, the easier the fuel ignition occurs. This index was determined by the following equation [41]:
where (dw dt−1)max is the maximum combustion rate (%min−1), tp is the time (min) at which the largest peak occurs, and te is the ignition time (min).
2.5.2 Devolatilization index (D)
This parameter, related to the release of volatiles during combustion, was estimated through this expression:
Tmax is the temperature at which DTGmax is achieved (K), ΔT is the difference between Tmax and Te (K).
2.5.3 Combustion characteristic index (S)
This index represents the energy required to burn a fuel [42]. The S was calculated according to:
where (dw dt−1)mean is the average combustion, Te is the ignition temperature (K) and Tf is the burnout temperature (K).
This index, also called combustion characteristic factor (CCF), is the most used to compare the fuel capacity of different materials.
3 Results and discussion
3.1 Chemical analysis and properties of selected straw–wood blends
Fuel analysis is shown in Table 2. Apart from the results of the blends, properties of wheat straw are in the same table. If readers want to see the values for poplar wood raw material, they are published in [32].
During combustion, high values of carbon and hydrogen are desirable. In addition, high content in sulfur and chlorine are not advisable. A high content in sulfur can originates SOx during the combustion and high chlorine values are probably related with fouling problems; not in vain, certain current studies are intended to eliminate these problems that occur in boilers [43]. Furthermore, moisture, ash, and volatile matter (VM) content values are relevant. While moisture and ash content is detrimental (the more water more energy is consumed in evaporating it, and ashes are inert material that does not provide energy), volatile matter facilitates combustion. Finally, yet importantly, values of higher heating value (HHV) are a fast way to know the thermal behavior of the samples. HHV is related to the heat released once a material is combusted.
Analyzing, jointly, the results obtained, the first information to be highlighted is that there is a homogeneity within the blends. Nonetheless, some nuances are detailed.
In isolation, wheat straw has a slightly higher carbon content comparing it with the same raw material than other authors [37, 44]. With the same references as point of comparison, the raw employed in this work has a lower sulfur and chlorine content. This fact is especially important when they are used to make the blends, since the problems associated with these two elements will be minimized. Volatile matter as well as HHV are, probably, the most important parameters to characterize a material as a fuel. Straw employed in this work as a HHV higher than the same raw material data used in other investigation researches [11, 45]. Thus, the values of this parameter are superior to those of biomass sources that have been regularly employed, such as corn, rape straw [46], or sugar cane [47] among others. Not in vain values are so close to lignocellulosic biomass [48, 49]. Wheat straw volatile matter (75.6%) are in the line with other references [50]. Ash content (4.43%) is higher compared with wood biomass [51]. The values associated with this straw make it an optimal feedstock to proceed with mixing with wood biomass. According to the fuel analysis values, the biomass residue.
As blends are concerned, analysis had a list of changes comparing it with raw material (wheat straw and poplar [32]). Addition of straw increased the ash content and reduced the average values of VM and HHV. This decrease in HHV is less than 1 MJ kg−1 with respect to wood. Therefore, with the addition of this straw, the energy potential of the wood has been slightly decreased. Not in vain, with these average values of 19 MJ kg−1, values are still far from conventional fuels [45], they are very close to wood with a higher lignin content, like pine [52] or eucalyptus [53] and, even, similar to densified material [54]. Besides, if we compare our samples with coal blends [11], better fuel analysis is observed. This may be, probably, to a better quality of the straw employed and above all, to the use of a raw straw material with higher HHV.
To finish with the interpretation of the results of this analysis, it is necessary to emphasize that the moisture content is acceptable [55] to advise a densification of the samples. If the HHV results are compared with pellets, it is appreciated how these are in line with wood pellet [51] or even higher than those denoted by other pellet from biomass residues [56]. However, if a densification (like pelletization) was done with the blends here presented, water would be needed in order to guarantee the process.
3.2 Thermal properties of blends
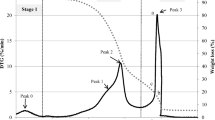
Wheat straw DTG profile is represented in Fig. 1. In the same way, DTG curves related to blends combustion are depicted in Figs. 2, 3, and 4. The profiles associated poplar wood combustion can be seen in [32].

Wheat straw DTG profile. This straw was an 80% approximately of the blends total composition

Blends DTG profiles under without poplar fertilization (CONTROL)

Blends DTG profiles for poplar BIOSOLIDS treatment

Blends DTG profiles for poplar MUD treatment
Without considering the mass loss during the dewatering process (350 K), the DTG curves related to blends showed three mass losses or peaks clearly differentiated (550, 650, and 700 K). The most relevant characteristics of these peaks appear in Table 3. In order to understand each stage, it is important to know what material (straw or wood) is influencing each weight loss. For this, it is necessary to compare our profiles with the DTG curves of the untreated material. Due to this fact, it is so difficult to compare these document blend stages with referenced in literature. However, weight losses listed here are so close to those identified by other authors [48, 57] in combustion profiles. These stages are quite far from the other thermal process like pyrolysis [58] or gasification [59].
3.2.1 Stage 1
This stage begins at over 450 K and ends at 600 K. It is due to straw–wood combination. Hence, weight loss in this stage is related to the emission of volatiles from cellulose and hemicellulose. Cellulose and hemicellulose that come from both wood and straw, although straw is the one that makes the peaks narrower and more pronounced. The release of these volatiles and their ignition leading to char formation [57, 60, 61]. In many clones, except for MUD fertilization, two peaks are appreciated. The explanation may be due to the different nature of cellulose and hemicellulose for the case of wood and straw. For straw, components are released before. Besides, authors [61] have demonstrated that small amounts of volatiles from lignin component may also be given off in this stage.
The highest DTG values appears in control plot. It is worth highlighting the D blend DTGmax value 70.96%min−1. In the consulted references [11, 62], such a high value has not been found. This means that practically all the mass is released in this peak. During stages 2 (0.96%min−1) and 3 (1.257%min−1), there is practically no loss of mass (Table 3). The G (63.06%min−1) and I (32.19%min−1) blend values are also relevant.
With MUD fertilizer, values are lower. This is due to MUD eliminates the effect of straw in the DTG profiles. It should be remembered that the narrow and pronounced peaks correspond to straw, since these are seen in the profile of this material (Fig. 1) and not in the wood in isolation [32].
3.2.2 Stage 2
With a temperature range of 600–700 K, the nature of this phase is, for most cases, exclusive of straw. A weight loss takes place due to both devolatilization and reaction between char and volatiles from previous stages derived from straw [63]. The UNAL and AF2 clones experiment a more pronounced peak without fertilization. In this case, an overlap of stages 2–3 occurs at this temperature (Fig. 2). What means that all the mass that should be released at higher temperatures (stage 3) is released at lower values? Something, the latter, which can be very beneficial to not have to incur a greater energy expenditure. In the same sense, noting the DTG profile of straw in an isolated way (Fig. 1), it can be seen how this peaking of the peaks has to be due to poplar content of the mixtures since straw does not appear in this range.
3.2.3 Stage 3
This third stage (670–740 K) is associated with the char oxidation. Char oxidation is related with lignin [64] and, to a greater extent, with CaCO3 decomposition [65]. The I214 clone is the one with more homogeneity for all the treatments. With fertilization, the thermal behavior of the clones for this stage is quite similar; something that something that does not remain with the control. Without fertilization, all the VM ignition occurs during stage 2 for the UNAL and I214 clones. AF8 clone without fertilization has practically no volatile emission peak. This fact is attributed to the fact that for this D blend practically all the mass was already released in stage 1. For the AF8 clone, there is practically no mass left to be released at elevated temperatures. Analyzing all the profiles (Figs. 1, 2, 3, and 4), it is seen how the application of fertilizer (independently of which) causes the oxidation of the char for this clone to occur at higher temperatures, something that does not happen with the control.
The blends’ final mean values related to burnout residue are much higher than those presented by straw alone, virtually all straw mass (99.90%) when it is burned alone.
When comparing the results with analogous blends of other authors, there are no blends elaborated with wood biomass and straw, so the comparison must be carried out with materials of a similar nature. One of these materials can be the blend of wheat straw and coal [11]. In the DTG profiles of the coal mixtures, unlike our results, only two peaks are observed (apart from dewatering). This is because the release of volatiles, in the case of coal, occurs only in one stage (750 K). In addition, the effect of straw is more pronounced in straw–wood blends. Hazelnut husk-lignite coal blends are other possibility analyzed [66]. Although the range of temperatures in which degradation of hemicellulose and cellulose matches (about 550 K), the same is not yet true for the rest of DTG profiles for the two blends. While with straw blends, there were two more emission peaks (650 and 700 K), for the hazelnut husk-lignite coal blends only one peak more is showed. This second peak is up to 873 K and is mainly due to the release of volatile matter in coal that burns slowly over the whole temperature range together with the char.
If a comparison is made with a fossil fuel such as coal, the differences are noticeable. While in our blends, there were three emission peaks, in the specific case of coal shows only one major peak over a wide temperature range (480–850 K) that corresponds to the release of carbon-containing volatile matter from coal [67].
DTG profiles are so similar to the curves derived from mixed biomass pellet made from oil palm and para-rubber tree residue [68]. Being corresponded, the temperature ranges the typical degradation of hemicellulose (433–633 K), cellulose (513–663 K), and lignin (453–1173 K) [69]. Authors who have worked with coal-pone blends [70] have also identified these three weight losses. Besides, Fitzpatrick et al. [71] studied the co-combustion of coal and pine wood in a fixed bed combustor and they observed synergy in organics emissions from the coal/pine blends, with lower emissions than would be expected on an additive basis. However, it has to be considered that in fixed bed combustion, the particles are larger and they would be close together and synergistic effects would be therefore observed.
3.3 CCI results
Values obtained for the indexes are listed in Table 4.
The lower the Te value is, the easier the thermal degradation. Thus, low values of this parameter will be pursued. The different stages have different average values for this parameter 520, 630, and 700 K for stages 1, 2, and 3 respectively. A homogeneity in the data is noticeable. Blends’ values are very similar to those of straw.
As regards to Di, the higher this value, the easier it will combust a material. In view of the results, it can be seen how the ease of ignition during the first stage is greater than in the rest of the stages. Note that when fertilizer is applied, the ease of ignition is greater in stage 3 than in stage 2, something that does not happen in the absence of fertilizer. Likewise, it is worth highlighting the magnitude of the D blend value (0.1149%min−3). This value is, by far, the highest obtained for this parameter, which warns us of the good ignition of the sample (something that we had already seen with the DTG profiles).
The interpretation of Df index is analogous to the previous one. The main difference is that this attributes greater importance to the final part of the peak and not to the ignition temperature. The same D blend during stage 1 remains with the highest value.
D index is related to the release of volatiles. By increasing D, the temperature at which these volatiles are released decreases. Without fertilization, it is impossible to obtain certain trend; however, with treatment, it is stage three which presents higher values for all combinations. Something that leads us to affirm that the release of volatiles is undertaken more easily in this last phase. In addition, in the case of straw alone, the values are never as high as in the blends. On the contrary, in it, the highest values are found in the first stage, something logical if we think that in the herbaceous biomass, the volatiles are released at lower temperatures.
S index values are important to determine the ignition performance of certain material in a fast way. If values are greater than 2 × 10−7, it is accepted as the good general burning performance of the material [38]. With this reference, it can be affirmed that the absence of fertilization improves the thermal behavior of the blends. The highest S value is achieved, once again, for D blend (8.1429 × 10−7 ((%−1)2 K−3)). The application of fertilizer decreases the values of this index, especially with MUD treatment, with which lower values are obtained than straw. The combination G is the only one that resembles the values obtained during the control. Most of the values obtained for S are superior, even to coal [38] or coal gange [72]. Likewise, when we compare the values obtained here with coal-wheat straw blends [11] or others with this fossil fuel [38], our results continue being higher. Trend that remains when a comparison is established with other materials employed in the literature. Material such as sludge (sewage sludge [73] or pre dried dyeing sludge [74]) or microalgae biomass [75]. These abnormally high values of our blends are associated with the volatile content. There is a direct relationship between the content of these elements and the value of S.
It should be mentioned that the information of these parameters should not be treated in isolation, but as a complement to DTG profiles and fuel analysis.
4 Conclusions
Novel blends consisting of wheat straw and poplar wood have been studied for biofuel purposes. Poplar wood was derived from plots that were fertilized with organic amendment. Fuel analysis denoted acceptable values for the blends, being these parameters clearly influenced by wheat straw high VM content as well as HHV of this raw material. DTG combustion blends’ profiles showed three mass losses. These three stages were related to easy (550 K) and difficult (650 K) volatile matter liberation together with the complete ignition of char (700 K). MUD fertilization eliminated wheat straw effect during the first stage. Combustion characteristic indexes warned that fertilizer application worsened blends’ thermal behavior; being the D blend the one that stand out from the rest. Once analyzed the blends and known the most accurate blend, it would be advisable to carry out a densification process (peletization or similar) and see the viability of the same in the market. Likewise, it is recommended to carry out a chemical compositions on Ash Fusibility Characterization of future pelleted blends.
References
Tumuluru JS, Wright CT, Hess JR, Kenney KL (2011) A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels Bioprod Biorefin 5:683–707. https://doi.org/10.1002/bbb.324
Zanchi G, Pena N, Bird N (2012) Is woody bioenergy carbon neutral? A comparative assessment of emissions from consumption of woody bioenergy and fossil fuel. GCB Bioenergy 4:761–772
Gadi R, Kulshrestha UC, Sarkar AK, Garg SC, Parashar DC (2011) Emissions of SO2 and NOx from biofuels in India. Tellus Ser B Chem Phys Meteorol 55:787–795. https://doi.org/10.3402/tellusb.v55i3.16370
Díaz-Ramírez M, Sebastián F, Royo J, Rezeau A (2014) Influencing factors on NOX emission level during grate conversion of three pelletized energy crops. Appl Energy 115:360–373. https://doi.org/10.1016/J.APENERGY.2013.11.011
Altaher M, Andrews G, Gibbs B et al (2015) Particulate emissions from a 350 kW wood pellet heater
Hoogwijk M, Faaij A, van den Broek R, Berndes G, Gielen D, Turkenburg W (2003) Exploration of the ranges of the global potential of biomass for energy. Biomass Bioenergy 25:119–133. https://doi.org/10.1016/S0961-9534(02)00191-5
Caputo AC, Palumbo M, Pelagagge PM, Scacchia F (2005) Economics of biomass energy utilization in combustion and gasification plants: effects of logistic variables. Biomass Bioenergy 28:35–51
Gasol CM, Gabarrell X, Anton A, Rigola M, Carrasco J, Ciria P, Rieradevall J (2009) LCA of poplar bioenergy system compared with Brassica carinata energy crop and natural gas in regional scenario. Biomass Bioenergy 33:119–129. https://doi.org/10.1016/J.BIOMBIOE.2008.04.020
Clifton-Brown JC, Breuer J, Jones MB (2007) Carbon mitigation by the energy crop, Miscanthus. Glob Chang Biol 13:2296–2307. https://doi.org/10.1111/j.1365-2486.2007.01438.x
Demirbas A (2003) Sustainable cofiring of biomass with coal. Energy Convers Manag 44:1465–1479. https://doi.org/10.1016/S0196-8904(02)00144-9
Wang C, Wang F, Yang Q, Liang R (2009) Thermogravimetric studies of the behavior of wheat straw with added coal during combustion. Biomass Bioenergy 33:50–56. https://doi.org/10.1016/J.BIOMBIOE.2008.04.013
Ciria M, Mazón MP, Carrasco JE (2004) Poplar productivity evolution on short rotation during three consecutive cycles in extreme continental climate. In: 2nd World Conference on Biomass for Energy, industry and Climate Protection
Testa R, Di Trapani AM, Foderà M et al (2014) Economic evaluation of introduction of poplar as biomass crop in Italy. Renew Sust Energ Rev 38:775–780. https://doi.org/10.1016/j.rser.2014.07.054
Paine LK, Peterson TL, Undersander DJ, Rineer KC, Bartelt GA, Temple SA, Sample DW, Klemme RM (1996) Some ecological and socio-economic considerations for biomass energy crop production. Biomass Bioenergy 10:231–242. https://doi.org/10.1016/0961-9534(95)00072-0
Labrecque M, Teodorescu TI (2005) Field performance and biomass production of 12 willow and poplar clones in short-rotation coppice in southern Quebec (Canada). Biomass Bioenergy 29:1–9
Kole C, Joshi CP, Shonnard DR (2012) Handbook of bioenergy crop plants. CRC Press, Boca Raton
Imbert E, Lefevre F (2003) Dispersal and gene flow of Populus nigra (Salicaceae) along a dynamic river system. J Ecol 91:447–456. https://doi.org/10.1046/j.1365-2745.2003.00772.x
Observatorio Industrial del sector de la madera y del mueble (2010) El cultivo y utilización del chopo en España
Lewandowski I, Scurlock JMO, Lindvall E, Christou M (2003) The development and current status of perennial rhizomatous grasses as energy crops in the US and Europe. Biomass Bioenergy 25:335–361. https://doi.org/10.1016/S0961-9534(03)00030-8
Clifton-brown JC, Stampfl PF, Jones MB (2004) Miscanthus biomass production for energy in Europe and its potential contribution to decreasing fossil fuel carbon emissions. Glob Chang Biol 10:509–518
Lewandowski I, Clifton-Brown JC, Scurlock JMO, Huisman W (2000) Miscanthus: European experience with a novel energy crop. Biomass Bioenergy 19:209–227
Deimling S, Rohstoffe FN (2000) Leitfaden Bioenergie: Planung, Betrieb und Wirtschaftlichkeit von Bioenergieanlagen. Fachagentur Nachwachsende Rohstoffe
Jasinskas A, Zaltauskas A, Kryzeviciene A (2008) The investigation of growing and using of tall perennial grasses as energy crops. Biomass Bioenergy 32:981–987. https://doi.org/10.1016/J.BIOMBIOE.2008.01.025
Boehmel C, Lewandowski I, Claupein W (2008) Comparing annual and perennial energy cropping systems with different management intensities. Agric Syst 96:224–236. https://doi.org/10.1016/J.AGSY.2007.08.004
ESYRCE (2017) Encuesta sobre Superficies y Rendimientos de Cultivo. Minist Agric Aliment y Medio Ambient
Mapama (2016) Evolución de la superficie y producción de cereales en España. Minist Agric Aliment y Medio Ambient
Bin YY, Newman R, Sharifi V et al (2007) Mathematical modelling of straw combustion in a 38 MWe power plant furnace and effect of operating conditions. Fuel 86:129–142. https://doi.org/10.1016/J.FUEL.2006.06.023
Sahu SG, Sarkar P, Chakraborty N, Adak AK (2010) Thermogravimetric assessment of combustion characteristics of blends of a coal with different biomass chars. Fuel Process Technol 91:369–378
Saddawi A, Jones JM, Williams A, Wojtowicz MA (2009) Kinetics of the thermal decomposition of biomass. Energy Fuel 24:1274–1282
Arenillas A, Rubiera F, Arias B et al (2004) A TG/DTA study on the effect of coal blending on ignition behaviour. J Therm Anal Calorim 76:603–614
Rubiera F, Arenillas A, Arias B, Pis JJ (2002) Modification of combustion behaviour and NO emissions by coal blending. Fuel Process Technol 77:111–117
Paniagua S, Escudero L, Escapa C, Coimbra RN, Otero M, Calvo LF (2016) Effect of waste organic amendments on Populus sp biomass production and thermal characteristics. Renew Energy 94:166–174. https://doi.org/10.1016/j.renene.2016.03.019
Phillips R, Fisher JT, Mexal JG (1986) Fuelwood production utilizing Pinus eldarica and sewage sludge fertilizer. For Ecol Manag 16:95–102
Singh RP, Agrawal M (2008) Potential benefits and risks of land application of sewage sludge. Waste Manag 28:347–358. https://doi.org/10.1016/J.WASMAN.2006.12.010
Funcia I (2014) Predicción del comportamiento de compuestos inorgánicos en parrillas de combustion. Universidad de La Rioja
Nie Q, Sun S, Li Z (2001) Thermogravimetric analysis on the combustion characteristics of brown coal blends. Combust Sci Technol 7:72–76
Demirbas A (2004) Combustion characteristics of different biomass fuels. Prog Energy Combust Sci 30:219–230. https://doi.org/10.1016/J.PECS.2003.10.004
Parshetti GK, Quek A, Betha R, Balasubramanian R (2014) TGA–FTIR investigation of co-combustion characteristics of blends of hydrothermally carbonized oil palm biomass (EFB) and coal. Fuel Process Technol 118:228–234
Plis A, Lasek JA, Zuwała J, Yu CC, Iluk A (2016) Combustion performance evaluation of Posidonia oceanica using TGA and bubbling fluidized-bed combustor (batch reactor). J Sust Min 15:181–190. https://doi.org/10.1016/J.JSM.2017.03.006
Li X, Ma B, Xu L, Hu ZW, Wang XG (2006) Thermogravimetric analysis of the co-combustion of the blends with high ash coal and waste tyres. Thermochim Acta 441:79–83. https://doi.org/10.1016/J.TCA.2005.11.044
Xie J, He F (1998) Catalysed combustion study of anthracite in cement kiln. J Chin Ceram Soc 26:792–795
Wang S, Jiang XM, Han XX, Liu JG (2009) Combustion characteristics of seaweed biomass. 1. Combustion characteristics of Enteromorpha clathrata and Sargassum natans. Energy Fuel 23:5173–5178
Romeo LM, Gareta R (2009) Fouling control in biomass boilers. Biomass Bioenergy 33:854–861. https://doi.org/10.1016/j.biombioe.2009.01.008
García R, Pizarro C, Lavín AG, Bueno JL (2012) Characterization of Spanish biomass wastes for energy use. Bioresour Technol 103:249–258
Channiwala SA, Parikh PP (2002) A unified correlation for estimating HHV of solid, liquid and gaseous fuels. Fuel 81:1051–1063. https://doi.org/10.1016/S0016-2361(01)00131-4
Tortosa Masiá AA, Buhre BJP, Gupta RP, Wall TF (2007) Characterising ash of biomass and waste. Fuel Process Technol 88:1071–1081. https://doi.org/10.1016/J.FUPROC.2007.06.011
Yin C-Y (2011) Prediction of higher heating values of biomass from proximate and ultimate analyses. Fuel 90:1128–1132. https://doi.org/10.1016/j.fuel.2010.11.031
Jenkins BM, Baxter LL, Miles TR, Miles TR (1998) Combustion properties of biomass. Fuel Process Technol 54:17–46. https://doi.org/10.1016/S0378-3820(97)00059-3
Miranda MT, Arranz JI, Rojas S, Montero I (2009) Energetic characterization of densified residues from Pyrenean oak forest. Fuel 88:2106–2112. https://doi.org/10.1016/J.FUEL.2009.05.015
Bridgeman TG, Jones JM, Shield I, Williams PT (2008) Torrefaction of reed canary grass, wheat straw and willow to enhance solid fuel qualities and combustion properties. Fuel 87:844–856. https://doi.org/10.1016/J.FUEL.2007.05.041
ECN (2018) Phyllis2 - Database for biomass and waste. https://www.ecn.nl/phyllis2/. Accessed 19 Jul 2018
Hassan EM, Steele PH, Ingram L (2009) Characterization of fast pyrolysis bio-oils produced from pretreated pine wood. Appl Biochem Biotechnol 154:3–13. https://doi.org/10.1007/s12010-008-8445-3
Lu K-M, Lee W-J, Chen W-H, Liu SH, Lin TC (2012) Torrefaction and low temperature carbonization of oil palm fiber and eucalyptus in nitrogen and air atmospheres. Bioresour Technol 123:98–105. https://doi.org/10.1016/J.BIORTECH.2012.07.096
Shang L, Nielsen NPK, Dahl J, Stelte W, Ahrenfeldt J, Holm JK, Thomsen T, Henriksen UB (2012) Quality effects caused by torrefaction of pellets made from scots pine. Fuel Process Technol 101:23–28. https://doi.org/10.1016/J.FUPROC.2012.03.013
Stelte W, Holm JK, Sanadi AR, Barsberg S, Ahrenfeldt J, Henriksen UB (2011) Fuel pellets from biomass: the importance of the pelletizing pressure and its dependency on the processing conditions. Fuel 90:3285–3290. https://doi.org/10.1016/J.FUEL.2011.05.011
Granada E, Eguía P, Comesaña JA, Patiño D, Porteiro J, Miguez JL (2013) Devolatilization behaviour and pyrolysis kinetic modelling of Spanish biomass fuels. J Therm Anal Calorim 113:569–578. https://doi.org/10.1007/s10973-012-2747-y
Haykırı-Açma H (2003) Combustion characteristics of different biomass materials. Energy Convers Manag 44:155–162. https://doi.org/10.1016/S0196-8904(01)00200-X
Burhenne L, Messmer J, Aicher T, Laborie M-P (2013) The effect of the biomass components lignin, cellulose and hemicellulose on TGA and fixed bed pyrolysis. J Anal Appl Pyrolysis 101:177–184. https://doi.org/10.1016/J.JAAP.2013.01.012
Sutton D, Kelleher B, Ross JRH (2001) Review of literature on catalysts for biomass gasification. Fuel Process Technol 73:155–173
Gani A, Naruse I (2007) Effect of cellulose and lignin content on pyrolysis and combustion characteristics for several types of biomass. Renew Energy 32:649–661. https://doi.org/10.1016/j.renene.2006.02.017
Kai X, Yang T, Huang Y et al (2011) The effect of biomass components on the co-combustion characteristics of biomass with coal. In: 2011 Second International Conference on Digital Manufacturing & Automation. pp 1274–1278
Calvo LF, Otero M, Jenkins BM, Morán A, Garcı́a AI (2004) Heating process characteristics and kinetics of rice straw in different atmospheres. Fuel Process Technol 85:279–291. https://doi.org/10.1016/S0378-3820(03)00202-9
Singh A (1996) A study of reaction kinetics for thermochemical conversion of rice straw. University of California, Davis
Sanchez-Silva L, López-González D, Villaseñor J, Sánchez P, Valverde JL (2012) Thermogravimetric–mass spectrometric analysis of lignocellulosic and marine biomass pyrolysis. Bioresour Technol 109:163–172. https://doi.org/10.1016/J.BIORTECH.2012.01.001
Zheng G, Koziński JA (2000) Thermal events occurring during the combustion of biomass residue. Fuel 79:181–192. https://doi.org/10.1016/S0016-2361(99)00130-1
Yıldız Z, Uzun H, Ceylan S, Topcu Y (2016) Application of artificial neural networks to co-combustion of hazelnut husk–lignite coal blends. Bioresour Technol 200:42–47. https://doi.org/10.1016/J.BIORTECH.2015.09.114
Buratti C, Barbanera M, Bartocci P, Fantozzi F (2015) Thermogravimetric analysis of the behavior of sub-bituminous coal and cellulosic ethanol residue during co-combustion. Bioresour Technol 186:154–162. https://doi.org/10.1016/J.BIORTECH.2015.03.041
Wattana W, Phetklung S, Jakaew W, Chumuthai S, Sriam P, Chanurai N (2017) Characterization of mixed biomass pellet made from oil palm and Para-rubber tree residues. Energy Procedia 138:1128–1133. https://doi.org/10.1016/J.EGYPRO.2017.10.218
Gunasee SD, Carrier M, Gorgens JF, Mohee R (2016) Pyrolysis and combustion of municipal solid wastes: evaluation of synergistic effects using TGA-MS. J Anal Appl Pyrolysis 121:50–61
Gil MV, Casal D, Pevida C, Pis JJ, Rubiera F (2010) Thermal behaviour and kinetics of coal/biomass blends during co-combustion. Bioresour Technol 101:5601–5608. https://doi.org/10.1016/j.biortech.2010.02.008
Fitzpatrick EM, Bartle KD, Kubacki ML, Jones JM, Pourkashanian M, Ross AB, Williams A, Kubica K (2009) The mechanism of the formation of soot and other pollutants during the co-firing of coal and pine wood in a fixed bed combustor. Fuel 88:2409–2417. https://doi.org/10.1016/J.FUEL.2009.02.037
Yuanyuan Z, Yanxia G, Fangqin C, Kezhou Y, Yan C (2015) Investigation of combustion characteristics and kinetics of coal gangue with different feedstock properties by thermogravimetric analysis. Thermochim Acta 614:137–148. https://doi.org/10.1016/J.TCA.2015.06.018
He C, Giannis A, Wang J-Y (2013) Conversion of sewage sludge to clean solid fuel using hydrothermal carbonization: Hydrochar fuel characteristics and combustion behavior. Appl Energy 111:257–266. https://doi.org/10.1016/j.apenergy.2013.04.084
Liu Y, Cao X, Duan X, Wang Y, Che D (2018) Thermal analysis on combustion characteristics of predried dyeing sludge. Appl Therm Eng 140:158–165. https://doi.org/10.1016/J.APPLTHERMALENG.2018.05.055
Paniagua S, Calvo LF, Escapa C, Coimbra RN, Otero M, García AI (2017) Chlorella sorokiniana thermogravimetric analysis and combustion characteristic indexes estimation. J Therm Anal Calorim 131:3139–3149. https://doi.org/10.1007/s10973-017-6734-1
Funding
This study received funds given by the Junta de Castilla y León (Project LE129A11). In addition, Sergio Paniagua received PhD fellowship (FPU14/05846) from the Spanish Ministry of Education, Culture and Sports.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Highlights
- A biofuel based on wheat straw–poplar wood blends has been elaborated
- Different poplar clones and two organic fertilizers were employed
- DTG profiles showed three stages related to volatiles and char liberation
- Organic fertilizer application worsened blends thermal behaviour
- D blend was the one that denoted the best ignition performance
Rights and permissions
About this article

Cite this article
Paniagua, S., García-Pérez, A.I. & Calvo, L.F. Biofuel consisting of wheat straw–poplar wood blends: thermogravimetric studies and combustion characteristic indexes estimation. Biomass Conv. Bioref. 9, 433–443 (2019). https://doi.org/10.1007/s13399-018-0351-5
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13399-018-0351-5