
Abstract
Engineered cementitious composites (ECCs) possessing strain-hardening behavior have been developed utilizing supplementary cementitious materials and fibers. The developed ECCs exhibit excellent performance in terms of mechanical and thermal properties and are highly durable. However, the latest trend is to use industrial waste materials (IWMs), as alkali-activated materials, in the development of ECCs. In this paper, a state-of-the-art review on the development of sustainable-ECCs utilizing IWMs is presented. The formulations of binders and fibers, used in the production of ECCs, are described. The effect of mixture composition on the mechanical properties, such as compressive and tensile strength, and durability of ECCs is discussed. In addition, the importance of micromechanics modeling for producing a strain-hardened ECC is presented. Further, the engineering applications of ECCs in structural and repair fields are discussed along with suggestions for future research.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The environmental drawbacks of CO2 emission during the manufacture of cement are of great concern due to the limitations imposed on greenhouse gas emission [1]. In 2016, the European Cement Association (CEMBUREAU) [2] estimated that the world cement production was about 4.65 billion tons, whereas it was only 10 million tons in 1900. Generally, the cement production contributes to about 5% of the total worldwide CO2 emission [3]. As a result, many attempts were made to shift to next generation of green and environment-friendly binders. The cement-less composites are the promising green and ecofriendly materials that result in energy conservation and reduction in the CO2 emission, compared to the conventional Portland cement.
Over the last two decades, alkali-activated binders (AABs) are being developed to be used as a binder in place of ordinary Portland cement (OPC). In principle, alumino-silicate materials, such as fly ash (FA), ground-granulated blast furnace slag (GGBFS), metakaolin (MK), rice husk ash (RHA) and silica fume (SF), can be synthesized by mixing them with an alkaline solution [4]. Industrial waste materials (IWMs) containing alumino-silicate materials may also be used for this purpose. AABs exhibit superior mechanical and thermal properties compared to the Portland cement [5]. However, they have lower tensile and bending strength that may lead to a catastrophic failure of the structure. Therefore, the brittle and ceramic-like nature of AABs is the main drawback that limits their usage in structural applications [6].
The ductility of AAB can, however, be improved by the inclusion of fibers. Strain-hardening cementitious composite (SHCC), also known as engineered cementitious composite (ECC), is a fiber-reinforced composite which exhibits a metal-like strain-hardening behavior [7, 8]. With the inclusion of 2% or less fiber by volume, ECC displays a tensile strain ductility in the order of 3–5% [9]. One example of ECC is slag-based composite with polyethylene fiber (PVA), which is reported to have a very high tensile ductility and tensile strength of up to 7.5% and 13.06 MPa, respectively [9]. It was reported that PVA fibers performed satisfactorily in alkali-activated ECC with a tensile ductility similar to that of a cement-based composite [10]. Based on published work [4, 11,12,13,14], the low calcium fly ash-based alkali-activated composite was reported to exhibit excellent mechanical properties, namely compressive strength, tensile strength and tensile strain in a magnitude of 60 MPa, 4.7 MPa and 4.3%, respectively. In addition, it is highly advantageous in terms of cost and environmental protection.
In this paper, a state-of-the-art review on the properties of ECCs prepared utilizing alkali-activated binders with various types of fibers is presented. The mechanical properties, mainly compressive and tensile strength, along with the strain-hardening behavior are discussed. In addition, the micromechanics modeling of ECC, which is an important stage in the design of structures is discussed. Finally, the durability of ECC and its engineering applications in structural concrete and as a repair material are summarized.
2 Engineered Cementitious Composites (ECCs)
2.1 Overview
Since the early 1990s, when ECC was invented by Li [15], many attempts have been made to obtain a strain-hardening composite that conforms to the ductility characteristics and sustainability considerations of a ductile material. These two factors, namely ductility and sustainability, are the key for developing ECCs. Generally, a new methodology is applied to the design of ECC that adopts the relationship between the microstructure processing, properties and performance of the constituent materials [16, 17]. The application of science and technology for the optimization of properties is the reason behind the term “engineered” that is given to ECC. Therefore, ECC offers multifunctional properties [18, 19], such as self-healing [20,21,22,23], self-sensing [24, 25], self-cleaning [26, 27] and cracking behavior [28].
In general, ECC could be classified as an ultra-ductile fiber-reinforced cementitious composite in which the tensile ductility of about 5% can be achieved which is 500 times more than that of conventional fiber-reinforced concrete [29]. However, the main difference between ECC and the classical fiber-reinforced composite (FRC) is the application of micromechanical design [30]. Therefore, the interaction between the matrix, fiber and interface plays a vital role in the ductile behavior of ECC.
Two key techniques are used in the design formulation of ECC: the utilization of IWMs for sustainability considerations and the randomly oriented short fibers for ductility requirements. The proper formulations of these techniques along with micromechanics design result in an effective composite with desired mechanical, ductility and durability properties. The development of such a binder should lead to an improvement in the infrastructure durability and material greenness. The subsequent sections discuss the formulations of ECC and relevant production methodologies.
2.2 Fibers for Strain Hardening of ECC
Several types of fibers, such as polypropylene (PP), polyvinyl alcohol (PVA), polyethylene (PE) and steel (see Fig. 1), were used to develop a strain-hardening ECC [31, 32]. Among these types, PVA is widely used as fiber reinforcement in ECC in order to improve its strength and ductility and control cracking. PVA fibers possess high strength and elastic modulus that makes them suitable to be used in high-performance fiber-reinforced cementitious composites [33]. Currently, several types of PVA fibers are available, as shown in Fig. 2. Despite the positive effects of fibers, some drawbacks, such as increase in porosity and shrinkage and reduced compressive strength, are reported if they are used in excess quantity [34]. Table 1 and Fig. 3 present the physical and mechanical properties of the fibers commonly used in ECC.

Geometry and size of some fibers (steel, PVA and glass) [4]

Types of PVA fibers (K-PVAF and N-PVAF are PVA fibers coated with 1.2% oil, S-PVAF and G-PVAF are untreated-PVA fibers modified with hydrophobic silica and nanoscale graphite, respectively.) [35]

Properties of fibers commonly used in ECC (adopted from Zhang et al. [45])
To overcome the drawbacks associated with mono-type fibers, some attempts were made in hybridizing them [47], such as PVA/steel [48, 49], PVA/PET [41] and PVA/basalt [50]. Wang et al. [50] studied the effect of utilizing different fibers, such as steel and basalt, in conjunction with PVA fibers. A large volume of fly ash was used along with calcium sulfate as an admixture to accelerate the hydration of the matrix. It was reported that incorporation of fibers and fly ash improved the mechanical properties of the ECC. The blend of steel and PVA fibers improved the ultimate tensile strength and a marginal increase in the flexural strength. However, the tensile strain and deflection capacities were decreased. A combination of PVA and basalt fibers improved the tensile strength; however, the premature strength capacity of PVA resulted in a reduction in tensile and flexural strength. A noticeable improvement in the properties of ECC was observed due to the use of PVA fibers with calcium sulfate. Moreover, the mechanical properties of ECC are influenced by the orientation and distribution of fibers. Lu and Leung [51] investigated this factor and correlated it with the thickness of the structural member.
Ali et al. studied the feasibility of developing ECC with hybrid fibers, including PVA and shape memory alloy (SMA) fibers [46]. It was reported that the inclusion of SMA fibers increased the impact resistance and tensile strength of ECC. Consequently, the developed ECC possessed a potential for application in structures exposed to impact or explosive loadings.
The advantages and drawbacks of ECC produced with commonly used fibers are listed in Table 2.
2.3 Alkali-Activated Binders (AABs)
ECC can be produced using alkali-activated binders (AABs), such a binder is also denoted as engineered geopolymer composite (EGC) [11, 65,66,67]. The AABs cover a variety of materials whose differences depend on the origin and composition of the precursor material [68] and alkaline materials used. The synthesis of these binders involves a chemical reaction between alumino-silicate materials, natural or artificial and alkaline materials. Generally, such a reaction yields an activated compound with binding property similar to that of calcium silicate hydrate gel [69]. Industrial byproducts, such as fly ash, GGBFS, silica fume, etc., have been used to produce AABs. Table 3 shows the chemical composition of precursor materials commonly used in the synthesis of AABs. The process of developing AAB is sometimes called geopolymerization as alumina and silica in the precursor material react with the alkaline materials to form an alumino-silicate gel [70]. Thus, the silica and alumina content in the precursor material and the concentration of the alkaline activators influence the physical and chemical properties of the resulting AAB [71].
The widely used precursor material is fly ash, which is composed of fine particles that are collected from coal-fired power plants [76]. The improved mechanical behavior and environmental effects of fly ash makes it desirable for developing AAB. Type-F fly ash is more preferred than Type-C since the former has more alumina and silica than the latter. Among many factors affecting the properties of AAB, the chemical composition of the precursor material, type and concentration of alkaline activators, as well as curing temperature and duration are considered the most influencing ones. Another commonly used precursor material is GGBFS which is a byproduct of the steel making process from the iron ore [77].
Nematollahi et al. [37] formulated a geopolymer composite with fly ash using four different activator combinations, including Na-based and K-based solutions and powder form of Ca-based activator. PVA fibers with a volume fraction of 2% were added to the geopolymer matrix. In addition to fly ash, nanosilica was also used in developing the ECC. It was reported that all the mixtures showed deflection hardening behavior, regardless of the type of activator used. In another study by Xu et al. [13], PVA fibers and SiO2 nanoparticles and fly ash were used to develop sustainable EGC. Ling et al. [67] developed an EGC by partially substituting fly ash with GGBFS. Although the strength-related properties were enhanced, the ductility was decreased [66].
In most of ECC formulations, a superplasticizer is used to achieve the desired fresh properties and to ensure uniformity of fiber dispersion. In a study conducted by Choi et al. [63], an alkali-activated slag-based composite was developed. They used GGBFS with alkali activator and PE fibers, a superplasticizer and a viscosity-modifying agent. In another study, Choi et al. [61] investigated the rheological and mechanical properties of the composite that was produced using GGBFS with PVA fibers. Due to the higher drying shrinkage of the conventional ECC and also shrinkage differences between concrete and fibers, other admixtures, such as shrinkage-reducing admixture and expansive agent, were used. Gao et al. [64] designed ECC with water-binder ratio, sand-binder ratio and fly ash content of about 0.25–0.33, 0.33–0.45 and 65%, respectively, along with a chemical admixture.
Generally, geopolymer binders that are used in the production of ECC require large quantities of chemical liquid activators and heat curing [78], which are the two main drawbacks for its applications in engineering applications. However, a study was carried out by Nematollahi et al. [39] who tried to develop a geopolymer composite that used a solid activator instead of alkaline solutions with heat curing. In another work, Nematollahi and Sanjayan [73] developed air-cured EGC that utilizes solid activators without heat curing. The developed geopolymer matrix composed of a ternary system of slag and fly ash with a powder solid activator. In addition, 2% volume fraction of PVA fibers was added. The ultra-high-ductile behavior of a slag-based composite was studied by Choi et al. [63]. GGBS and powder alkali activator along with 1.75% PE fibers by volume were used.
Further progress has been made in the development of greener ECC utilizing cement-less binders. Al-Majidi et al. [4] developed a ternary blend of geopolymer binder composed of FA, GGBFS and silica fume. They used different fibers, namely steel, PVA and glass, to reinforce the alkali-activated matrix. A binary system of silica fume and kaolin was used by Okoye [72] to produce geopolymer concrete with sodium silicate and sodium hydroxide. Palm oil fuel ash (POFA) [79], an agricultural waste material, was utilized by Salami et al. [74, 80] for producing engineered geopolymer composite (POFA-EGC). POFA, fine aggregate, alkaline activators, superplasticizer and PVA fibers were used in developing the POFA-EGC. Recently, Tuyan et al. [81] developed a geopolymer utilizing waste clay brick powder (WCBP).
The ECC formulations were used as alternative to OPC and they were developed using proper alkali activators to obtain the desired mechanical and durability properties. In addition, they are reported to be highly beneficial in terms of lower cost with positive environmental effect. Fibers, mainly PVA, were used to produce a strain-hardening composite. Also, chemical admixtures were sometimes added to obtain the desired fresh properties.
2.4 Other ECC Formulations Using Industrial Waste Materials
In addition to fly ash and slag, other waste materials including recycled fine-powder (RFP) [82], recycled concrete fines [83], crumb rubber [7, 84], recycled glass [85] and iron ore tailings (IOTs) [12] were used as precursor materials in the development of ECC. Table 4 presents a summary of sources and properties of the IWMs that were utilized in producing sustainable ECC having low environmental impact and high strength as well as high ductility. A study was conducted by Huang et al. [12] to formulate ECC using OPC, fly ash (Class F), iron ore tailings (as aggregate) and PVA fibers. Industrial wastes constituted about 89% of total volume of solids and the unit weight of the developed material was less than 1850 kg/m3, which is a limit for lightweight concrete.
Ismail et al. [100, 101] partially replaced fly ash with slag, metakaolin (MK) and silica fume (SF) in the development of ECC. In addition, crushed granite sand (CS) was replaced with microsilica sand. It was reported that the developed ECC has good abrasion and impact resistance; therefore, incorporation of MK, SF and CS resulted in a cost-effective ECC. Recently, Yu et al. [82] used recycled fine-powder (RFP) to produce sustainable ECC. RFP was collected from the waste concrete and clay bricks and it was substituted with cement in different proportions. Additionally, silica fume, GGBFS and PE fibers were used. A series of experiments, including isothermal calorimetry and thermo-gravimetric analysis were carried out and it was reported that RFP had an accelerating effect on hydration and pozzolanic reactions. It was also reported that the incorporation of RFP decreased the autogenous shrinkage of the developed ECC.
Nanosilica was used to produce self-compacting ECC [102, 103]. It was reported that ECC with 2% PVA and 1.89% nanosilica resulted in a self-compacting concrete with desired properties. Mohammed et al. [104] concluded that the desired tensile properties of self-consolidated ECC could be achieved with 2% PVA and 1.3% nanosilica. Xu et al. [105] explored the effect of titanium dioxide (TiO2) nanoparticles on the fiber/matrix interface and tensile strength of ECC. It was reported that as the weight of TiO2 was increased, the site-effect and dilution became more pronounced. Therefore, the authors suggested that the optimum binder replacement of TiO2 is 5% in order to avoid the degradation of the mechanical properties of ECC. Xu et al. [48] demonstrated the feasibility of developing ECC incorporating multi-walled carbon nanotubes with hybridization of PVA and steel fibers. The authors reported that incorporation of carbon nanotubes enhanced the initial cracking fracture toughness and other essential mechanical properties.
The effect of seawater (with a soluble chloride content of 0.288%), used as a mixing water, on the properties of ECC was investigated by Jiangtao [106]. It was reported that seawater had a negligible effect on the strength, toughness and ductility of ECC. In addition, the developed ECC was used to cast beams without steel reinforcement and tested under flexural load. It was reported that the flexural capacity of ECC beams was similar to that of normal RCC beams with 0.57% reinforcing steel.
Zhang et al. [7] developed a lightweight ECC using air entraining agent (AEA) and lightweight filler (LWF), such as crumb rubber. It was reported that incorporation of AEA improved the pore structure, thus enhancing the compressive and tensile strength of ECC. In contrast, addition of LWF decreased the compressive and tensile strength; however, the compressive strength was still more than 60 MPa. Moreover, the micromechanics investigation exhibited a multiple-cracking behavior of the developed ECC which resulted in increased ductility. Crumb rubber was used as 20% replacement of sand in a study carried out by Noorvand [84]. The same observations were reported regarding its adverse influence on the compressive strength and positive effect on the ductility. Aslani et al. [85, 91] utilized hollow glass microspheres (HGMs) along with carbon nanofibers (CNFs) to produce lightweight ECC (LW-ECC). It was reported that HGM marginally decreased the mechanical properties of the ECC while CNF increased the fire resistance of the composite. Zhou et al. [107] utilized fly ash cenospheres (FAC) as a filler in ECC. The density of produced ECC was 38.7% less than that of normal weight ECC. It was concluded that an increase in the quantity of FAC had an undesirable influence on the strength-related properties; however, the ductility was slightly affected.
Zhang et al. [108] studied the effect of adding bacteria cells on the properties of ECC [108]. The bacterial clusters were mixed with water and added to PVA-ECC. There was an improvement in the properties of bacterial-ECC; however, the tensile strain capacity decreased slightly. The fracture toughness of the bacterial-ECC was more than that of the control ECC. Richard and Krithika [109] also concluded that the intrusion of bacteria resulted in an improvement in the mechanical and durability properties of bacterial-ECC.
3 Properties of ECC
3.1 Mechanical Properties
This section presents a review on the mechanical properties of ECC. The effects of the IWMs and fibers on the compressive strength, tensile strength and ductility are discussed. Generally, ECC exhibited a larger tensile strain capacity with multiple-cracking behavior compared with conventional concrete and ultra-high-performance concrete (UHPC), as illustrated in Fig. 4 [110]. Yu et al. [32] reported that the basic properties of ECC including compressive strength, tensile strength and tensile strain capacity were in the range of 20–150 MPa, 4–20 MPa and 3–12%, respectively.

Mechanical behavior of ECC compared to conventional concrete and ultra-high-performance concrete (UHPC) [110]
3.1.1 Effect of Industrial Waste Materials
Several studies on ECCs incorporating IWMs have been reported in the literature, toward the development of sustainable composites. Table 5 presents the mechanical properties of some environment-friendly ECCs, incorporating IWMs. The range of compressive strength and tensile strain capacity of ECCs, including the ones utilizing IWMs, is depicted in Fig. 5 [17].

Range of properties of ECCs (adopted from Li [17] with some modifications)
The effect of agro-wastes, such as RHA and POFA, on the properties of ECC has been investigated by few researchers. Righi et al. [111] investigated the utilization of RHA, as a cement replacement at different levels (10%, 20% and 30%), in ECC. It was reported that ECC with 30% RHA exhibited tensile strength and strain capacity of 2.26 MPa and 1.3%, respectively. In addition, Costa et al. [92] reported that ECC with 30% RHA exhibited a compressive strength of 48 MPa. Altwair et al. [112] studied the mechanical properties of ECC incorporating high volume of POFA (40% as a replacement of cement). The compressive strength and flexural strength of the developed ECC was 30 MPa and 9.57 MPa, respectively.
Siad et al. [113] investigated the properties of ECC admixed with LSP. Cement and FA were partially replaced with LSP at different levels (5%, 10% and 20%). It was reported that ECC with 20% LSP exhibited a compressive strength of 28.3 MPa. Turk and Demirhan [115] investigated the use of LSP as a replacement of silica sand. They concluded that the ECC with higher quantity of LSP exhibited enhanced flexural strength and tensile ductility. In addition, Turk and Nehdi [86] reported that high dosages of LSP (used as a replacement of silica sand) increased the fracture toughness of ECC. Al-Gemeel et al. [99] developed ECC with hollow glass microspheres (HGMs) and hybrid fibers (1.25% PVA and 0.75% steel fiber). It was reported that incorporation of HGMs decreased the compressive and flexural strength of ECC. Same observations were also reported by Aslani et al. [85, 91]. The properties of ECC mixtures admixed with recycled fine-powder (RFP), as a supplementary cementitious material, were investigated by Yu et al. [82]. They reported that the compressive strength and tensile strength were 85 MPa and 13.86 MPa, respectively, at an RFP content of 25%.
Salami et al. [80] demonstrated the potential of developing POFA-based ECC. POFA, fine aggregate, alkaline activators, superplasticizer and PVA fibers were utilized in developing ECC. The developed ECC exhibited a low strength at an early age and this was associated with high SiO2/Al2O3 ratio in the POFA matrix and high volume of POFA that contains unreacted particles. However, after 14 days, as the geopolymer reaction progressed, a more hardening gel of AAB was formed resulting in a gradual decrease in the strength. The authors also investigated the influence of added water and superplasticizer (SP) on the compressive strength of POFA-based ECC. Although the fresh properties were significantly enhanced with the addition of SP, adding 10% water without SP resulted in the best compressive strength compared to adding SP alone or a combination of SP and water. The reduction in the strength was attributed to the excess amount of SP, which in turn adversely affected the compressive strength, and it could also be due to the active solid ingredient of SP which decreased the geopolymerization reaction.
The effect of compositions of fly ash on the properties of ECC was extensively reported in the literature. Huang et al. [12] investigated the mechanical properties of lightweight ECC. It was reported that the use of fly ash cenospheres (FAC) slightly decreased the compressive strength. However, there was an improvement in the tensile ductility. Depending on the quantity of fly ash and FAC, the developed composite exhibited a 28-day compressive strength of 25.0–47.6 MPa and tensile first cracking strength of 2.5–3.6 MPa while the ultimate tensile strength was 4.8–5.9 MPa. In another study by Ohno and Li [118], fly ash from different sources having different chemical compositions, mainly in the composition of CaO, was studied. The authors used a combination of two types of fly ash that was classified as Type-F fly ash. It was reported that the compressive and tensile strength were in the range of 17.4–27.6 MPa and 2.9–3.4 MPa, respectively. Kan et al. [119] investigated the calcium content and fineness of fly ash on the mechanical properties of ECC. They reported that the fineness of FA affects its chemical activity while the concentration of calcium increased the compressive strength.
The influence of different activator combinations on the mechanical properties of EGC was discussed by Nematollahi et al. [58]. It was reported that Na-based activator combination was highly beneficial in terms of lower cost, higher compressive strength (63.7 MPa and 30.8 MPa for two Na-based solutions), and superior uniaxial tensile behavior (4.7 MPa and 3.9 MPa for two Na-based solutions), as shown in Fig. 6. The authors also reported, in a separate study [37], that the Na-based activator combination exhibited a good matrix fracture properties compared to other activator combinations. The elastic modulus, fracture toughness and crack tip toughness were 8.5 GPa, 0.436 MPa m1/2 and 0.0224 kJ/m2, respectively. In addition, the developed composite exhibited a superior flexural ductility, as shown in Fig. 7. With regard to the fresh properties, K-based activator exhibited higher slump and lower viscosity than Na-based activator [11].

Tensile stress–strain response of Na-based EGC [58]

a Ductility index of ECC b extremely high ductile behavior of typical Na-based composite specimen in bending [37]
The effect of water-curing period on the mechanical properties of ECC was experimentally examined by Zhu et al. [120]. ECCs were produced with 50%, 70% and 80% fly ash replacing cement. Five different curing conditions, namely room storage and laboratory storage after water-curing for different days, were evaluated. It was reported that the compressive strength and flexural strength increased as the water-curing period increased and total curing age was extended, as shown in Fig. 8. The higher quantity of fly ash is advantageous in lowering the negative influence of water-curing time on the strength of ECC. It was reported that ECC with 70% fly ash and seven-day water curing exhibited good mechanical properties and ductility. In another study, Nematollahi et al. [39] used polyethylene (PE) fiber-based ECC with two different curing regimes: ambient temperature (23 ± 3 °C for 24 h) and heat (60 °C for 24 h). It was reported that the compressive strength of air (ambient) cured specimens was more than that of heat-cured specimens. A similar trend of results was obtained in the tensile performance where the heat-cured composites exhibited lower tensile strength (3.3 MPa) compared to that of ambient curing (4.2 MPa), and this was attributed to the fiber-matrix interface properties.

Effect of water-curing period on strength of ECC: a compressive strength; b flexural strength, (A: Air curing; W3: Water curing for 3 days; W7: Water curing for 7 days; etc.) [120]
Silica sand is generally used in the development of ECC; however, the amount, size and roughness of the sand influences the properties of ECC. A study by Wu et al. [121] investigated the effect of morphological parameters of sand on the properties of ECC. It was reported that a decrease in the roughness and sphericity of natural sand improved the strength-related properties as well as the strain capacity of ECC. Therefore, the authors concluded that the utilization of natural sand in ECC will lead to environmental and economic benefits.
A study was conducted by Guan et al. [122] to produce an economical ECC. High volume of ordinary river sand, with a maximum particle size 20 times that of silica sand, was used. It was reported that at a sand/binder ratio varying from 0.36 to 0.75, the compressive strength and tensile strength of ECC were not significantly affected. In addition, ECC prepared with river sand exhibited a tensile strain capacity of 9% and pseudo strain hardening (PSH) of more than 30. Therefore, the authors reported that the developed ECC meets the requirements of ultra-high ductile composite with an advantage of 10% reduction in the cost. Siad et al. [123] also tried to replace silica sand with crumb rubber. The experimental results indicated that the mechanical properties decreased while the ductility increased. In addition, the incorporation of crumb rubber along with metakaolin and FA exhibited better transport properties. Noorvand [84] reported that the inclusion of 20% crumb rubber in ECC mixtures resulted in a low strength (15.1 MPa). The authors attributed the adverse effect of crumb rubber on the strength of ECC to its defect-like behavior through the poor bonding with the cementitious matrix.
Li and Yang [83] explored the feasibility of utilizing RCF as an alternative to silica sand in ECC. They reported that RCF could be used to produce an ECC with compressive strength and ductility of 52.96 MPa and 1.64%, respectively. In addition, Lee et al. [88] utilized 100% RCF as a replacement of sand in ECC mixtures. The produced ECC exhibited compressive and tensile strength of 43.35 MPa and 7.16 MPa, respectively. Bang et al. [97] utilized bottom ash aggregate as a partial replacement of sand (substitution rate of 10%, 20 and 30%). It was reported that 10% of bottom ash can be effectively used in producing ECC where the compressive strength, tensile strength and tensile capacity are 33.12 MPa, 4.0 MPa and 3.3%, respectively. In addition, ECC with IOTs, as fine aggregates, was studied by Huang et al. [12, 98]. It was reported that the IOTs with appropriate size range enhanced the mechanical properties of ECC compared with the commonly used silica sand. The developed ECC showed a compressive strength, tensile strength and tensile capacity of 47 MPa, 5.8 MPa and 2.8%, respectively.
The influence of water-binder and sand-binder ratio on the mechanical properties of ECC was investigated by Gao et al. [64]. Different mixtures were produced using OPC, quartz sand, fly ash, low-alkali cement, superplasticizer and PVA fiber. As expected, the compressive strength of ECC decreased with an increase in the water-binder ratio (the compressive strength was 23.70 MPa, 16.40 MPa and 11.30 MPa corresponding to water-binder ratio of 0.25, 0.33 and 0.41, respectively). Similarly, the tensile strength decreased with an increase in the water-binder ratio. On the other hand, the compressive strength increased with an increase in the sand-binder ratio. However, the tensile strength decreased with an increase in the sand-binder ratio as the fine aggregate increased the porosity of matrix leading to internal defects and internal microcracks. Consequently, the ultimate tensile strain decreased due to a reduction in the tensile strength. Choi et al. [63] confirmed that an increase in the water-to-binder ratio adversely affected the compressive strength and tensile strength. However, a decrease in the water-to-binder ratio necessitated addition of a high-range water-reducing admixture (HRWRA) in order to achieve the desired rheological properties. Choi et al. [61] investigated this issue by studying the rheological and mechanical properties of alkali-activated composite that was produced using GGBS along with PVA fibers. They also used a viscosity-modifying agent (VMA) in the mixtures to ensure adequate interfacial properties since the water-to-binder ratio was 0.25. It was reported that low viscosity and high ductility can be obtained by using a water-to-binder ratio of 0.4 and 1.3% PVA fibers by volume.
Generally, ECC exhibits a large shrinkage deformation. Gao et al. [64] conducted research to decrease the shrinkage deformation associated with ECC by adding expansive agent and shrinkage-reducing agent. The compressive strength of ECC increased with an increase in the quantity of expansive agent but it was adversely affected by the proportion of shrinkage-reducing agent. The reasons for this phenomenon were attributed to two mechanisms of these admixtures, where the first lead to the formation of more ettringite (i.e., when the concrete is restrained, the ettringite is forced to fill the pores yielding more compactness) and the second is related to the formation of more pores in the matrix. However, both expansive agent and shrinkage-reducing agent decreased the tensile strength of ECC.
3.1.2 Effect of Fibers on Properties of ECC
Fibers are the most important constituent of ECC. They play a vital role in the tensile ductility and crack width control of ECC [45]. Nematollahi et al. [39] examined the effect of PVA and PE fiber on the strength-related properties of ECC. It was reported that the compressive strength of PVA-ECC (48.7 MPa) was slightly more than that of PE-ECC (44.3 MPa). The authors reported that this may be attributed to the less damaging effect of the PVA fibers due to their low aspect ratio compared to PE fibers. In addition, the PE-ECC exhibited an ultimate tensile strength of 4.2 MPa, which is marginally less than that of PVA-ECC (4.6 MPa). Two studies carried out by Choi et al. [61, 63] investigated the effect of fiber type (PVA and PE) on the mechanical properties of GGBFS-based ECC. It was reported that PE-ECC exhibited a significant improvement in the compressive strength of around 2.9 times that of PVA-ECC. In addition, it was concluded that the ratio of tensile strength to compressive strength of the PE-ECC was 19.8%, which is almost double that of normal concrete. Moreover, the PE-composite had a tensile strain capacity and tensile strength of 7.5% and 13.06 MPa, respectively.
Al-Majidi et al. [4] explored the effect of different types of fibers, namely steel, PVA and glass fibers on the properties of ECC. The improvement in the compressive strength was attained by using composite steel fibers. The improvement was in the range of 15–25 MPa, depending on the aspect ratio, shape and volume fraction of fibers, compared to mixtures without fibers. On the other hand, utilizing glass or PVA fibers resulted in an insignificant enhancement in the compressive strength (42 MPa and 34 MPa for PVA and glass fiber composites, respectively). The early-age tensile strength (at 7 days) of the PVA-ECC (2.13 MPa) was more than that of steel fiber-ECC (0.85 MPa and 1.3 MPa for 6 mm and 13 mm fiber length, respectively) and glass fiber (1.7 MPa). The improvement in the strength was mainly attributed to the development of early interfacial bond between the PVA fibers and the binder. At 28 days, the tensile strength of ECC with steel fiber, and PVA and glass fiber composites improved by 95%, 65% and 77%, respectively, compared to the 7-day strength.
Xu et al. [13] studied the influence of fiber content and its influence on the mechanical properties of ECC. Different quantity (3%, 5% and 7%, by weight) of PVA fiber was used to prepare ECC. The composites were prepared using nanosilica and fly ash as binder materials. It was reported that the compressive strength improved due to the addition of fibers. The compressive strength was 41.3, 42.4 and 43.6 MPa with fiber content of 3%, 5% and 7%, respectively. However, the workability of ECC with 7% fibers decreased significantly; therefore, improved fresh and hardened properties were obtained with 5% fibers. Gao et al. [64] studied the effect of PVA fiber content on the mechanical properties of ECC. It was reported that the compressive strength decreased as more fiber volume was added. In fact, the increase in the quantity of fibers resulted in entanglement with each other making them easy to bend under compression. However, with increasing volume of fiber, the tensile strength and ultimate tensile strain capacity (1.547 MPa and 1.265%, respectively) was noted at 2% PVA. This was attributed to the role of fibers in restraining the propagation of cracks and redistribution of the load transfer between the matrix and fibers.
Table 6 presents a summary of type of binder, activator, fiber and curing regime on the properties of ECC. Generally, the compressive strength, tensile strength and tensile strain capacity of ECC is in the range of 17–47 MPa, 3–6 MPa and 3.3–4.3%, respectively, [12, 67, 118].
3.2 Micromechanics-Based Investigations
The ductility and fracture behavior is of primary importance to ECC since the fiber-binder interaction plays a vital role in its strain-hardening behavior. Consequently, micromechanics studies are used to understand the macro-scale observations of the tensile ductility of ECC composites [9]. Theoretically, two criteria are to be fulfilled in order to attain the strain-hardening response, first is strength-based condition (or stress performance index), and second is energy-based condition (or energy performance index) [9, 126]. The micromechanical properties of ECC were evaluated using techniques, such as SEM and AFM [35], X-ray micro-computed tomography (μCT) [127] and single-fiber pullout test [35, 124].
Nematollahi et al. [9] evaluated the properties of matrix fracture and fiber/matrix interface of ECC. These properties were evaluated to examine the effects of three variables: type of alkaline activator (Na- and K-based), water-to-binder ratio (0.2 and 0.23) and fiber surface (virgin and oil-coated PVA fibers). It was reported that the Na-based activator increases the ductility of fly ash-based matrix, whereas the fracture properties decreased due to an increase in the water-to-binder ratio to 0.23. With regard to the fiber/matrix interface properties, the oil-coated fiber-based composites exhibited a significant lower chemical bond strength than the composites with the virgin fiber. Another detailed study was conducted by Kanda and Li [126] to experimentally evaluate and practically design the strain-hardening behavior of ECC. The authors suggested values of 1.3 and 2.7 for the stress and energy performance indices, respectively.
The surface condition of PVA fibers has a significant influence on the mechanical properties of ECC. Recently, Ding et al. [35] explored the effects of surface treatment on the behavior of ECC, based on the micromechanics theory. The PVA fibers were treated with three different agents, namely oil, hydrophilic silica and nanoscale graphite. Single-fiber pullout and tensile tests were carried out to assess the bridging capacity of the treated fibers. It was reported that the nanoscale graphite coating exhibited better hydrophobicity, larger surface roughness and higher tensile ductility. In addition, SEM and AFM images showed a rough surface after treatment with hydrophilic silica and nanoscale graphite, as shown in Fig. 9. However, with regard to the single-fiber pullout test (Fig. 10), oil-coated PVA fibers exhibited better chemical bond energy compared to PVA subjected to other treatments. Arain et al. [128] examined the modification of PVA fibers using different oiling agents. The results of single-fiber pullout test and SEM analysis showed an enhancement in the fiber/matrix interface with a reduction in the chemical debonding energy. Meanwhile, the flexural tests proved that there was an increase in the toughness and cracking strength of ECC incorporating 2% PVA. In another study, Fahad et al. [129] demonstrated that ECC with treated-PVA had a tensile ductility and tensile stress of 2% and 3.9 MPa, respectively, which is far more than that of ECC with untreated-PVA (< 1% and 2 MPa, respectively).

SEM and AFM images of ECC with treated-PVA fiber a oil b hydrophilic silica and c nanoscale graphite [35]

Single-fiber pullout test: a specimen and test setup, b typical response curves of PVA fibers [35]
4 Durability of ECC
The ductility of a cementitious composite is mainly dependent on the interaction between the cementitious matrix and the fibers [77]. In these materials, crack initiation is a function of matrix toughness and the crack-bridging ability of the fiber. Therefore, ductility is the backbone of producing a highly durable composite. In principle, ECC maintains a ductile behavior due to its strain-hardening response under loading. However, this is true if only the performance conditions in terms of strength and energy criteria are satisfied. Failure to satisfy these conditions may result in tension softening response under tensile loading.
Several studies have been conducted on the durability of ECC [18, 130]. Generally, alkali-activated ECCs exhibit superior properties in terms of high strength, low creep and shrinkage, and good chemical resistance [74]. Salami et al. [74, 80] studied the durability of POFA-EGC in sulfate environment. It was reported that specimens exposed to 5% MgSO4 solution exhibited better durability than those exposed to 5% Na2SO4. Puertas et al. [131] reported on the durability of alkaline PE-composites. It was indicated that the shrinkage of slag-based ECC was more than that of fly ash-composites.
The transport properties (permeability, diffusion and absorption) of ECC were investigated by Sahmaran and Li [132], and Yildirim et al. [133]. Sahmaran and Li [132] reported that ECC possess good resistance to aggressive species, such as water, chloride, oxygen, etc., and this was attributed to the finely distributed microcracks (i.e., multiple cracks of self-limiting width). Yildirim et al. [133] concluded that the self-healing property of ECC effectively contributed to its low transport properties. Wagner et al. [134] evaluated the water permeability of ECC. This study focused on the permeation measurements of ECC that had already cracked under service-loading. It was reported that the rate of flow of water was directly related to the crack pattern. In addition, Wagner et al. [135] investigated and modeled the water absorption of cracked ECC. It was reported that the ECC possessed a higher sorption coefficient and this was attributed to the presence of fibers that introduced higher macro-pores. Lepech and Li [136] investigated the water permeability of ECC under uniaxial tension. It was reported that ECC with 1.5% tensile deformations displayed six times lower permeability than normal reinforced mortar. Liu and Tan [137] evaluated the permeability of PVA-ECC at elevated temperature. It was reported that due to interfacial transition zone between the fibers and matrix, the permeability of ECC was more than that of mortar without fibers. In addition, it was highlighted that PVA at elevated temperature, less than the melting point of PVA, significantly contributed to the impermeability of ECC.
The water absorption and sulfate resistance of ECC were evaluated by Xu et al. [13]. It was reported that incorporation of 5% PVA fiber (by weight) decreased the water absorption by 60% compared with the specimens without fibers. The expansion of ECC with 5% PVA immersed in 5% MgSO4 solution was 0.071% which is much less than the threshold value of 1.5%. Further, a significant pore refinement was noted in ECC due to the inclusion of nanosilica and PVA fibers. The porosity and average pore diameter in 5% PVA-ECC specimens were 43.1% and 0.717 μm, respectively.
Sahmaran et al. [138] studied the chloride transport properties of ECC under combined static and environmental loadings. The ECC beam specimens were subjected to bending deflection while they were immersed in NaCl solution. It was reported that microcracks were less than 50 μm and the depth of chloride penetration was less than that in the normal mortar specimens. Moreover, ECC exhibited a behavior of self-healing that resulted in decreasing the chloride diffusion, as shown in Fig. 11 [138].

The instantaneous corrosion rate in an alkali-activated slag binder prepared with carbon fibers (1 and 3%) was evaluated by Alcaide et al. [60]. Two types of exposures were used for corrosion measurements, accelerated carbonation and chloride immersion (akin to marine environment). It was reported that the incorporation of carbon fibers increased the corrosion levels in both carbonation and chloride media. The authors attributed the accelerated corrosion in ECC due to the fact that carbon fibers are noble than steel and thus they decrease the electrical resistivity of composite medium.
The corrosion resistance of ECC was also evaluated by Sahmaran et al. [139]. In their study, corrosion was accelerated by impressing a constant anodic potential on steel in reinforced ECC specimens. It was reported that ECC extended the propagation of corrosion period, and this was attributed to its enhanced ductility and micro-cracking behavior. Miyazato and Hiraishi [140] concluded that micro-cell corrosion is formed in ECC and that the corrosion rate, chloride penetration and carbonation depth were generally lower than that in normal concrete.
Liu et al. [90] studied the feasibility of developing an ECC that possessed improved performance under freezing–thawing cycles. Instead of using high-volume fly ash (FA), ECC was developed using a binary system comprising FA and GGBFS. It was reported that ECC with 30% FA and 40% GGBFS offered improved frost resistance. The damage at the interface between ECC and concrete under freeze–thaw exposure was studied by Tian et al. [141]. The composite specimens were immersed in 3.5% NaCl solution for four days and then to 25 freeze–thaw cycles. The results indicated a significant degradation of the interfacial bonding strength between ECC and concrete. However, it was suggested that this negative effect could be minimized by controlling the strength of ECC and the degree of surface roughness of the substrate. This observation was also reported by Tian et al. in their later publication [142].
The durability of ECC prepared with non-processed rice husk ash (RHA) along with PP fibers was studied by Costa et al. [92] and Righi et al. [111]. Although the inclusion of RHA increased the total pores, it led to an increase in the tortuosity by limiting the flow of water through the matrix [92]. Further, it was reported that the presence of RHA restricted the shrinkage of ECC [90] causing a decrease in the cracks.
5 Structural Applications of ECC
5.1 Structural Behavior
Generally, ECC exhibited a good flexural and shear behavior compared to the normal concrete, and this is mainly attributed to its strain hardening. The flexural and shear behavior of ECC beams was experimentally investigated by Meng et al. [143]. They reported that the flexural behavior and ductility of ECC beams were improved and even beams without stirrups failed in flexure rather than in shear, as shown in Fig. 12.

Failure behavior of plain and ECC beams; RC: Reinforced concrete; RECC: Reinforced engineered cementitious composite; RC-NS: Reinforced concrete with nanosilica; RECC-NS: Reinforced engineered cementitious composite with nanosilica; PECC: Plain engineered cementitious composite [143]
Sui et al. [144] studied the fatigue performance of ECC under cyclic loading at four different levels of fatigue loading. It was reported that the ECC specimens exhibited a ductile failure after fatigue stress. In addition, PVA-ECC exhibited a higher fatigue life than PE-ECC, where the latter had a good fatigue performance under low stress levels. Meng et al. [145] also investigated the performance of steel-reinforced PVA-ECC beams under constant amplitude fatigue loading. It was reported that ECC beams exhibited shorter fatigue life compared to normal RC beams. The authors attributed this behavior to the higher stiffness degradation of the ECC beams.
5.2 Recent Applications
The structural applications of ECC is still limited. The main obstacles for the limited application of ECC is the absence of code of practices and data on its long-term performance [146]. However, some attempts have been made by the engineering research community to develop sustainable ECC due to the pressing concerns toward a greener construction material with considerable ductility. Since ECC exhibits improved flexural and shear properties compared to the normal concrete, it can be used as a repair or retrofitting material and in new RC structures.
To negate the high cost of ECC, an attempt was made by Qiao et al. [147] to cast U-shaped ECC beams with core RC, as shown in Fig. 13. The failure was characterized by concrete crushing and debonding was not observed. Compared to normal RC beams, the U-shaped ECC-RC composite beams exhibited improved flexural behavior in terms of ductility and load-bearing capacity.

Details of U-shaped ECC-RC composite beam: a cross section, b longitudinal view of the specimen and test setup [147]
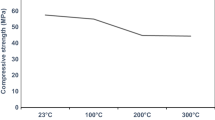
The repair and retrofitting of existing RC structures necessitates the development of a new system that satisfies both structural and serviceability requirements. ECC may offer such a requirement, and therefore, some research has been conducted in this regard [148]. The bond between the existing concrete and ECC at elevated temperatures was evaluated by Gao et al. [149] using slant shear and splitting tensile tests. The ECC was used to strengthen the existing normal concrete, and the repaired component was exposed to two different schemes, firstly by heating the substrate concrete and then reinforced by ECC, secondly by applying the strengthening system (concrete/ECC) and exposing to temperature. It was reported that the critical temperature was 200 °C and for a temperature of more than this, the slant shear and splitting tensile strength decreased. Therefore, ECC can be successfully used in repairing existing damaged concrete structures or those that are exposed to elevated temperature.
ECC was used as a protective layer in concrete wind turbine towers for crack control purposes by Jin and Li [150, 151]. Under flexure testing, the ECC coating-layer restricted the initiation of cracks and the beam failed in a ductile manner, as shown in Fig. 14. In addition, the results of fatigue loading showed that the fatigue life of ECC is 50 times that of conventional concrete at flexural fatigue stress of 4 MPa. Therefore, tight crack openings and longer fatigue life of ECC can effectively enhance the durability of wind turbine towers. Huang et al. [152] investigated the feasibility of utilizing ECC as a strengthening material for RC beams subjected to static and fatigue loading. Different thickness of ECC (40 mm and 50 mm) was applied at the tensile zone of RC beams. It was reported that the strengthening layers of ECC contributed well to the enhancement of the load-carrying capacity and fatigue life of the beams. In addition, the retrofitted beams showed less strain localization and stress concentration in the steel reinforcement.

Hybrid ECC/concrete beam: a flexural test setup, b load–deflection response [150]
ECC was used as an external strengthening solution of shear deficient RC beams [153]. It was applied at the longitudinal opposite sides of RC beams and two different layer thicknesses (20 mm and 40 mm) were studied. It was reported that the ECC layers enhanced the shear behavior of the retrofitted beams and the load-bearing capacity was increased by 89%.
The protection of RC beams against reinforcement corrosion using a repaired layer of ECC (25 mm and 50 mm) was assessed by Al-Majidi et al. [146]. Both the structural performance, using the flexural testing, and corrosion resistance, using induced accelerated corrosion (Fig. 15), were evaluated. It was reported that the overlay enhanced the corrosion resistance in terms of mass loss of the reinforcing steel (5.5% in case of 50 mm overlay thickness) compared to unrepaired beams (8.5%). In addition, both repaired and control beams exhibited a similar behavior in flexure; however, the ultimate loading capacity of repaired beams was noticeably increased, irrespective of the layer thickness. Another study was carried out by Zhang et al. [52,53,54] utilizing geopolymeric composite composed of GGBFS and metakaolin with PP fibers as a protective coating in structures exposed to marine environment. The field results confirmed the experimental outcomes that the proposed composite configuration exhibited excellent anti-corrosion properties and chemical stability under marine conditions.

Accelerated corrosion test: a test setup (5% sodium chloride solution); b specimen with 25 mm repair layer and c specimen with 50 mm repair layer [146]
Chen et al. [154] studied the suitability of utilizing ECC as a repair material. It was developed using cement, silica fume and PE fibers and applied on RC members with corroded steel. The steel reinforcement was fabricated with reduced cross section in order to simulate severely corroded steel bars. It was reported that the developed ECC restored 90% load-carrying capacity of the repaired beams. In a study conducted by Fakhri et al. [155], ECC was used as a protection cover to mitigate corrosion of steel reinforcement. It was reported that the rate of rebar mass loss decreased due to the application of ECC.
Another application of ECC is the encasement of steel beams in which the compression flanges were not restrained against the lateral torsional buckling. In this regard, Kabir et al. [156] examined the flexural performance and bond-slip behavior of steel beams encased with ECC. The encasing approach had three configurations: either casting ECC on the whole section of bare steel, or hybrid encasing of ECC and lightweight concrete, or even encasing only the compression flange. A bending test was performed on the composite beams, and it was reported that the flexural strength as well as the stability of the encased beams were enhanced due to the application of ECC. Further, bond-slip was not observed in fully encased beams even at the failure stage. However, some bond-slip was detected in partially encased beams at the failure load. Bai et al. [157] investigated the bond behavior between the H-shaped steel beams encased with ECC under the push-out test. Different variables were studied including the quantity of PVA, thickness of ECC thickness and the length of H-shaped steel. It was reported that an increase in the quantity of PVA fraction and ECC cover thickness increased the bond stress.
Few researchers studied the seismic behavior of ECC members [158,159,160]. Wu et al. [161] investigated the seismic response of ECC columns under the combined axial and cyclic loading. ECC columns exhibited better seismic response, on the basis of ductility and energy dissipation, than the traditional RC columns. Another study conducted by Zhang [162] confirmed the possibility of utilizing ECC in short columns under seismic loading. The authors reported that the plastic deformability in terms of lateral displacement and energy dissipation improved by 41–72% and 134–241%, respectively, compared to RC short columns. An attempt was made by Zhang [163] to enhance the load-carrying capacity of bridge columns by using precast ECC elements. The ECC was used as a jacketing system in the regions of plastic hinges. It was reported that the precast ECC improved the structural performance compared to conventional cast in situ RC columns. Deng et al. [164] carried out an experimental study to evaluate the bond between ECC and steel bars. They reported that the strength and thickness of ECC had a direct influence on the bond between the steel bars and ECC.
ECC can be used in place of conventional concrete at beam-column joints (BCJs) to overcome the problems of placing the former concrete due to congestion of steel reinforcement at those locations. Gou et al. [165] experimentally investigated the seismic performance of precast BCJs made of U-shaped ECC. They reported that the proposed ECC technique met the seismic requirements even when sufficient transverse reinforcement was not provided. The seismic behavior of ECC flexural members was also investigated and modeled by Tariq et al. [166]. Abouhussien et al. [167] examined the effect of varying the type of fibers (PVA, PPT and steel) in ECC beam-column joints that were subjected to cyclic loading. The experimental observations and acoustic emission (AE) readings indicated that the use of fibers resulted in insignificant effects on the signal characteristics of AE. Table 7 summarizes the recent applications of ECC in repair and retrofitting of structures.
6 Concluding Remarks and Recommendations for Future Research
This paper presents a state-of-the-art review on engineered cementitious composites (ECCs). Based on the literature review, the following conclusions are drawn and areas of future research are suggested:
-
(1)
Industrial waste materials were utilized in developing ECC with certain alkali activators to obtain the desired mechanical properties and durability characteristics. Binders, such as fly ash, GGBS and kaolin are highly beneficial in terms of lower cost and positive environmental effect.
-
(2)
Generally, the geopolymer-based composite exhibited compressive strength, tensile strength and strain capacity in the range of 17–47 MPa, 3–6 MPa and 3.3–4.3%, respectively.
-
(3)
The composition of ECC can be modified by incorporating some IWMs, such as recycled fine-powder, crumb rubber, recycled glass, iron ore tailings and the resulting composite satisfied the requirements of high strength and ductility. However, other IWMs, such as cement kiln dust, silico-manganese fume, red mud, etc., can be used to develop sustainable ECC.
-
(4)
Although many fibers were used to reinforce ECC, PVA fibers significantly enhanced its ductility.
-
(5)
The micromechanical methodology of designing ECC is the key factor in the transition of a cementitious composite from brittle to ductile composite. The micromechanical study is of primary importance for producing ECC of desired properties.
-
(6)
Although considerable research has been conducted on the mechanical properties, the durability aspects of ECC need to be further investigated. Generally, ECC with minimum cracking will result in good durability in terms of reduced chloride diffusion and improved corrosion resistance along with low cost of maintenance.
-
(7)
In most cases, ECC is successfully applied in thin members or for repair and retrofitting of existing structures.
-
(8)
ECC satisfying high strength, ductility and low maintenance requirements should be developed. A design methodology that can consider the micromechanical modeling and sustainability considerations should be adopted. In addition, experimental design needs to be effectively used to optimize the composition of ECC. Finally, for successful large-scale structural applications with engineering confidence, the long-term performance of ECC needs to be investigated.
References
Naqi, A.; Jang, J.G.: Recent progress in green cement technology utilizing low-carbon emission fuels and raw materials: a review. Sustainability 11(2), 537 (2019). https://doi.org/10.3390/su11020537
CEMBUREAU: European Cement Association (CEMBUREAU), figures of world cement production 2014 by region and main countries. http://www.cembureau.be/sites/default/files/Worldcementproduction2014byregionandmaincountries.pdf (2017). Accessed 2017
Worrell, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L.O.: Carbon dioxide emission from the global cement industry. Annu. Rev. Energy Environ. 26, 303–329 (2001). https://doi.org/10.1146/annurev.energy.26.1.303
Al-Majidi, M.H.; Lampropoulos, A.; Cundy, A.B.: Tensile properties of a novel fibre reinforced geopolymer composite with enhanced strain hardening characteristics. Compos. Struct. 168, 402–427 (2017). https://doi.org/10.1016/j.compstruct.2017.01.085
Provis, J.; Van Devente, J.: Geopolymers: structures, processing, properties and industrial applications. Woodhead Publishing, Cambridge (2009)
Natali, A.; Manzi, S.; Bignozzi, M.C.: Novel fiber-reinforced composite materials based on sustainable geopolymer matrix. Proc. Eng. 21, 1124–1131 (2011). https://doi.org/10.1016/j.proeng.2011.11.2120
Zhang, Z.; Yuvaraj, A.; Di, J.; Qian, S.: Matrix design of light weight, high strength, high ductility ECC. Constr. Build. Mater. 210, 188–197 (2019). https://doi.org/10.1016/j.conbuildmat.2019.03.159
Singh, M.; Saini, B.; Chalak, H.D.: Performance and composition analysis of engineered cementitious composite (ECC)—a review. J. Build. Eng. 26, 100851 (2019). https://doi.org/10.1016/j.jobe.2019.100851
Nematollahi, B.; Qiu, J.; Yang, E.H.; Sanjayan, J.: Microscale investigation of fiber-matrix interface properties of strain-hardening geopolymer composite. Ceram. Int. 43(17), 15616–15625 (2017). https://doi.org/10.1016/j.ceramint.2017.08.118
Il Choi, J.; Il Song, K.; Song, J.K.; Lee, B.Y.: Composite properties of high-strength polyethylene fiber-reinforced cement and cementless composites. Compos. Struct. 138, 116–121 (2016). https://doi.org/10.1016/j.compstruct.2015.11.046
Nematollahi, B.; Sanjayan, J.; Shaikh, F.U.A.: Strain hardening behavior of engineered geopolymer composites: effects of the activator combination. J. Aust. Ceram. Soc. 51(1), 54–60 (2015)
Huang, X.; Ranade, R.; Zhang, Q.; Ni, W.; Li, V.C.: Mechanical and thermal properties of green lightweight engineered cementitious composites. Constr. Build. Mater. 48, 954–960 (2013). https://doi.org/10.1016/j.conbuildmat.2013.07.104
Xu, S.; Malik, M.A.; Qi, Z.; Huang, B.T.; Li, Q.; Sarkar, M.: Influence of the PVA fibers and SiO2 NPs on the structural properties of fly ash based sustainable geopolymer. Constr. Build. Mater. 164, 238–245 (2018). https://doi.org/10.1016/j.conbuildmat.2017.12.227
Görhan, G.; Aslaner, R.; Şinik, O.: The effect of curing on the properties of metakaolin and fly ash-based geopolymer paste. Compos. Part B Eng. 97, 329–335 (2016). https://doi.org/10.1016/j.compositesb.2016.05.019
Li, V.C.: From micromechanics to structural engineering—design of cementitious composites for civil engineering applications. J. Struct. Mech. Earthq. Eng. 10, 37–48 (1994)
Li, V.C.; Lepech, M.D.; Wang, S.; Weimann, M.; Keoleian, G.A.: Development of green engineered cementitious composites for sustainable infrastructure systems. Adv. Mater. Res. 1020, 3–8 (2014). https://doi.org/10.4028/www.scientific.net/AMR.1020.3
Li, V.C.: Engineered Cementitious Composites (ECC): Bendable Concrete for Sustainable and Resilient Infrastructure. Springer, Berlin (2019)
Li, V.C.: High-performance and multifunctional cement-based composite material. Engineering 5(2), 250–260 (2019). https://doi.org/10.1016/j.eng.2018.11.031
Tang, Z.; Li, W.; Hu, Y.; Zhou, J.L.; Tam, V.W.Y.: Review on designs and properties of multifunctional alkali-activated materials (AAMs). Constr. Build. Mater. 200, 474–489 (2019). https://doi.org/10.1016/j.conbuildmat.2018.12.157
Ma, H.; Herbert, E.; Ohno, M.; Li, V.C.: Scale-linking model of self-healing and stiffness recovery in Engineered Cementitious Composites (ECC). Cem. Concr. Compos. 95, 1–9 (2019). https://doi.org/10.1016/j.cemconcomp.2018.10.006
Zhu, Y.; Zhang, Z.; Chen, X.; Zou, D.; Guan, X.; Dong, B.: Non-destructive methods to evaluate the self-healing behavior of engineered cementitious composites (ECC). Constr. Build. Mater. 230, 116753 (2020). https://doi.org/10.1016/j.conbuildmat.2019.116753
Yang, Y.; Lepech, M.D.; Yang, E.H.; Li, V.C.: Autogenous healing of engineered cementitious composites under wet-dry cycles. Cem. Concr. Res. 39(5), 382–390 (2009). https://doi.org/10.1016/j.cemconres.2009.01.013
Zhang, Z.; Zhang, Q.; Li, V.C.: Multiple-scale investigations on self-healing induced mechanical property recovery of ECC. Cem. Concr. Compos. 103, 293–302 (2019). https://doi.org/10.1016/j.cemconcomp.2019.05.014
Hou, T.; Lynch, J.P.: Tomographic imaging of crack damage in cementitious structural components. In: 4th International Conference on Earthquake Engineering, Paper No. 162. (2006)
Liu, C.; Liu, G.; Ge, Z.; Guan, Y.; Cui, Z.; Zhou, J.: Mechanical and self-sensing properties of multiwalled carbon nanotube-reinforced ECCs. Adv. Mater. Sci. Eng. (2019). https://doi.org/10.1155/2019/2646012
Zhao, A.; Yang, J.; Yang, E.H.: Self-cleaning engineered cementitious composites. Cem. Concr. Compos. 64, 74–83 (2015). https://doi.org/10.1016/j.cemconcomp.2015.09.007
Cassar, L.: Photocatalysis of cementitious materials: Clean buildings and clean air. MRS Bull. 29(5), 328–331 (2004). https://doi.org/10.1557/mrs2004.99
Zhu, Y.; Zhang, H.; Zhang, Z.; Dong, B.; Liao, J.: Monitoring the cracking behavior of engineered cementitious composites (ECC) and plain mortar by electrochemical impedance measurement. Constr. Build. Mater. 209, 195–201 (2019). https://doi.org/10.1016/j.conbuildmat.2019.03.132
Li, V.C.: On engineered cementitious composites (ECC). A review of the material and its applications. J. Adv. Concr. Technol. 1(3), 215–230 (2003). https://doi.org/10.3151/jact.1.215
Li, V.C.: Advances in ECC research. In: ACI Spec. Publ., pp. 373–400 (2002)
Pakravan, H.R.; Ozbakkaloglu, T.: Synthetic fibers for cementitious composites: a critical and in-depth review of recent advances. Construction and Building Materials, vol. 207, pp. 491–518. Elsevier, New York (2019). https://doi.org/10.1016/j.conbuildmat.2019.02.078
Yu, K.; Li, L.; Yu, J.; Wang, Y.; Ye, J.; Xu, Q.: Direct tensile properties of engineered cementitious composites: a review. Constr. Build. Mater. 165, 346–362 (2018). https://doi.org/10.1016/j.conbuildmat.2017.12.124
Thong, C.C.; Teo, D.C.L.; Ng, C.K.: Application of polyvinyl alcohol (PVA) in cement-based composite materials: a review of its engineering properties and microstructure behavior. Constr. Build. Mater. 107, 172–180 (2016). https://doi.org/10.1016/j.conbuildmat.2015.12.188
Nedeljković, M.; Luković, M.; van Breugel, K.; Hordijk, D.; Ye, G.: Development and application of an environmentally friendly ductile alkali-activated composite. J. Clean. Prod. 180, 524–538 (2018). https://doi.org/10.1016/j.jclepro.2018.01.162
Ding, C.; Guo, L.; Chen, B.; Xu, Y.; Cao, Y.; Fei, C.: Micromechanics theory guidelines and method exploration for surface treatment of PVA fibers used in high-ductility cementitious composites. Constr. Build. Mater. 196, 154–165 (2019). https://doi.org/10.1016/j.conbuildmat.2018.11.118
Lee, B.Y.; Cho, C.G.; Lim, H.J.; Song, J.K.; Yang, K.H.; Li, V.C.: Strain hardening fiber reinforced alkali-activated mortar: a feasibility study. Constr. Build. Mater. 37, 15–20 (2012). https://doi.org/10.1016/j.conbuildmat.2012.06.007
Nematollahi, B.; Sanjayan, J.; Uddin, F.; Shaikh, A.: Comparative deflection hardening behavior of short fiber reinforced geopolymer composites. Constr. Build. Mater. 70, 54–64 (2014). https://doi.org/10.1016/j.conbuildmat.2014.07.085
Pan, Z.; Wu, C.; Liu, J.; Wang, W.; Liu, J.: Study on mechanical properties of cost-effective polyvinyl alcohol engineered cementitious composites (PVA-ECC). Constr. Build. Mater. 78, 397–404 (2015). https://doi.org/10.1016/j.conbuildmat.2014.12.071
Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.H.: High ductile behavior of a polyethylene fiber-reinforced one-part geopolymer composite: a micromechanics-based investigation. Arch. Civ. Mech. Eng. 17(3), 555–563 (2017). https://doi.org/10.1016/j.acme.2016.12.005
Yu, K.; Yu, J.; Dai, J.; Lu, Z.; Shah, S.P.: Development of ultra-high performance engineered cementitious composites using polyethylene (PE) fibers. Constr. Build. Mater. 158, 217–227 (2018)
Yu, J.; Yao, J.; Lin, X.; Li, H.: Tensile performance of sustainable strain-hardening cementitious composites with hybrid PVA and recycled PET fibers. Cem. Concr. Res. (2018). https://doi.org/10.1016/j.cemconres.2018.02.013
Shaikh, F.U.A.: Review of mechanical properties of short fibre reinforced geopolymer composites. Construction and Building Materials, vol. 43, pp. 37–49. Elsevier, New York (2013)
Girgin, Z.C.: Effect of slag, nano clay and metakaolin on mechanical performance of basalt fibre cementitious composites. Constr. Build. Mater. 192, 70–84 (2018)
Singh, S.B.; Munjal, P.: Mechanical properties of PVA and polyester fibers based engineered cementitious composites. Recent Advances in Structural Engineering, vol. 1, pp. 715–728. Springer, Singapore (2019)
Zhang, D.; Yu, J.; Wu, H.; Jaworska, B.; Ellis, B.R.; Li, V.C.: Discontinuous micro-fibers as intrinsic reinforcement for ductile engineered cementitious composites (ECC). Compos. B Eng. 184, 107741 (2019)
Ali, M.A.E.M.; Soliman, A.M.; Nehdi, M.L.: Hybrid-fiber reinforced engineered cementitious composite under tensile and impact loading. Mater. Des. 117, 139–149 (2017). https://doi.org/10.1016/j.matdes.2016.12.047
Soufeiani, L.; Raman, S.N.; Zamin, M.; Jumaat, B.; Johnson, U.: Influences of the volume fraction and shape of steel fibers on fiber-reinforced concrete subjected to dynamic loading—a review. Eng. Struct. 124, 405–417 (2016). https://doi.org/10.1016/j.engstruct.2016.06.029
Xu, S.; Lyu, Y.; Xu, S.; Li, Q.: Enhancing the initial cracking fracture toughness of steel-polyvinyl alcohol hybrid fibers ultra high toughness cementitious composites by incorporating multi-walled carbon nanotubes. Constr. Build. Mater. 195, 269–282 (2019). https://doi.org/10.1016/j.conbuildmat.2018.10.133
Yu, J.; Chen, Y.; Leung, C.K.Y.: Mechanical performance of strain-hardening cementitious composites (SHCC) with hybrid polyvinyl alcohol and steel fibers. Compos. Struct. 226, 111198 (2019). https://doi.org/10.1016/j.compstruct.2019.111198
Wang, Q.; Yi, Y.; Ma, G.; Luo, H.: Hybrid effects of steel fibers, basalt fibers and calcium sulfate on mechanical performance of PVA-ECC containing high-volume fly ash. Cem. Concr. Compos. 97, 357–368 (2019). https://doi.org/10.1016/j.cemconcomp.2019.01.009
Lu, C.; Leung, C.K.Y.: Theoretical evaluation of fiber orientation and its effects on mechanical properties in Engineered Cementitious Composites (ECC) with various thicknesses. Cem. Concr. Res. 95, 240–246 (2017). https://doi.org/10.1016/j.cemconres.2017.02.024
Zhang, Z.; Yao, X.; Zhu, H.: Potential application of geopolymers as protection coatings for marine concrete II. Microstructure and anticorrosion mechanism. Appl. Clay Sci. 49(1–2), 7–12 (2010)
Zhang, Z.; Yao, X.; Zhu, H.: Potential application of geopolymers as protection coatings for marine concrete I. Basic properties. Appl. Clay Sci. 49(1–2), 1–6 (2010)
Zhang, Z.; Yao, X.; Wang, H.: Potential application of geopolymers as protection coatings for marine concrete III. Field experiment. Appl. Clay Sci. 67–68, 57–60 (2012)
Bernal, S.; De Gutierrez, R.; Delvasto, S.; Rodriguez, E.: Performance of an alkali-activated slag concrete reinforced with steel fibers. Constr. Build. Mater. 24(2), 208–214 (2010)
Li, W.; Xu, J.: Impact characterization of basalt fiber reinforced geopolymeric concrete using a 100-mm-diameter split Hopkinson pressure bar. Mater. Sci. Eng. A 513(C), 145–153 (2009)
Puertas, F.; Gil-Maroto, A.; Palacios, M.; Amat, T.: Alkali-activated slag mortars reinforced with AR glassfibre. Performance and properties. Mater. Construcción 56(283), 79–90 (2006)
Nematollahi, B.; et al.: Tensile strain hardening behavior of PVA fiber-reinforced engineered geopolymer composite. J. Mater. Civ. Eng. 27(10), 1–12 (2015)
Nematollahi, B.; Sanjayan, J.: Influence of type of fiber on tensile performance of one-part ‘dry-mix’ strain hardening geopolymer composite (SHGC). In: Proc. 11th fib Int. PhD Symp. Civ. Eng. FIB 2016 (2016)
Alcaide, J.S.; Alcocel, E.G.; Puertas, F.; Lapuente, R.; Garcs, P.: Carbon fibre-reinforced, alkali-activated slag mortars. Mater. Constr. 57(288), 33–48 (2007)
Choi, S.; Choi, J.; Song, J.; Yeon, B.: Rheological and mechanical properties of fiber-reinforced alkali-activated composite. Constr. Build. Mater. 96, 112–118 (2015)
Zhang, Z.; Zhang, Q.: Matrix tailoring of Engineered Cementitious Composites (ECC) with non-oil-coated, low tensile strength PVA fiber. Constr. Build. Mater. 161, 420–431 (2018)
Il Choi, J.; Lee, B.Y.; Ranade, R.; Li, V.C.; Lee, Y.: Ultra-high-ductile behavior of a polyethylene fiber-reinforced alkali-activated slag-based composite. Cem. Concr. Compos. 70, 153–158 (2016)
Gao, S.; Wang, Z.; Wang, W.; Qiu, H.: Effect of shrinkage-reducing admixture and expansive agent on mechanical properties and drying shrinkage of Engineered Cementitious Composite (ECC). Constr. Build. Mater. 179, 172–185 (2018)
Nematollahi, B.; Sanjayan, J.; Shaikh, F.U.A.: Matrix design of strain hardening fiber reinforced engineered geopolymer composite. Compos. Part B Eng. 89, 253–265 (2016)
Ohno, M.; Li, V.C.: An integrated design method of Engineered Geopolymer Composite. Cem. Concr. Compos. 88, 73–85 (2018)
Ling, Y.; Wang, K.; Li, W.; Shi, G.; Lu, P.: Effect of slag on the mechanical properties and bond strength of fly ash-based engineered geopolymer composites. Compos. Part B Eng. 164, 747–757 (2019)
Puertas, F.; Alonso, M.M.; Gismera, S.; Lanzón, M.; Blanco-Varela, M.T.: Rheology of cementitious materials: Alkali-activated materials or geopolymers. In: MATEC Web Conf., vol. 149 (2019)
Neupane, K.: Fly ash and GGBFS based powder-activated geopolymer binders: a viable sustainable alternative of portland cement in concrete industry. Mech. Mater. 103, 110–122 (2016)
Wardhono, A.; Gunasekara, C.; Law, D.W.; Setunge, S.: Comparison of long term performance between alkali activated slag and fly ash geopolymer concretes. Constr. Build. Mater. 143, 272–279 (2017)
Wu, Y.; et al.: Geopolymer, green alkali activated cementitious material: synthesis, applications and challenges. Construction and Building Materials, vol. 224, pp. 930–949. Elsevier, New York (2019)
Okoye, F.N.: Geopolymer binder: a veritable alternative to Portland cement. Mater. Today Proc. 4(4), 5599–5604 (2017)
Nematollahi, B.; Sanjayan, J.: Ambient temperature cured one-part engineered geopolymer composite: a sustainable alternative to engineered cementitious composite. In: 9th RILEM International Symposium on Fiber Reinforced Concrete - BEFIB 2016 (2016)
Salami, B.A.; Megat Johari, M.A.; Ahmad, Z.A.; Maslehuddin, M.: Durability performance of palm oil fuel ash-based engineered alkaline-activated cementitious composite (POFA-EACC) mortar in sulfate environment. Constr. Build. Mater. 131, 229–244 (2017)
Slaty, F.; Khoury, H.; Rahier, H.; Wastiels, J.: Durability of alkali activated cement produced from kaolinitic clay. Appl. Clay Sci. 104, 229–237 (2015)
Zhuang, X.Y.; et al.: Fly ash-based geopolymer: Clean production, properties and applications. J. Clean. Prod. 125, 253–267 (2016)
Sakulich, A.R.: Reinforced geopolymer composites for enhanced material greenness and durability. Sustain. Cities Soc. 1(4), 195–210 (2011)
Nematollahi, B.; Sanjayan, J.; Qiu, J.; Yang, E.H.: Micromechanics-based investigation of a sustainable ambient temperature cured one-part strain hardening geopolymer composite. Constr. Build. Mater. 131, 552–563 (2017)
Khankhaje, E.; et al.: On blended cement and geopolymer concretes containing palm oil fuel ash. Mater. Des. 89, 385–398 (2016)
Salami, B.A.; Megat Johari, M.A.; Ahmad, Z.A.; Maslehuddin, M.: Impact of added water and superplasticizer on early compressive strength of selected mixtures of palm oil fuel ash-based engineered geopolymer composites. Constr. Build. Mater. 109, 198–206 (2016)
Tuyan, M.; Andiç-Çakir, Ö.; Ramyar, K.: Effect of alkali activator concentration and curing condition on strength and microstructure of waste clay brick powder-based geopolymer. Compos. Part B Eng. 135, 242–252 (2018)
Yu, K.Q.; Zhu, W.J.; Ding, Y.; Lu, Z.D.; Tao Yu, J.; Xiao, J.Z.: Micro-structural and mechanical properties of ultra-high performance engineered cementitious composites (UHP-ECC) incorporation of recycled fine powder (RFP). Cem. Concr. Res. 124, 105813 (2019)
Li, J.; Yang, E.: Macroscopic and microstructural properties of engineered cementitious composites incorporating recycled concrete fines. Cem. Concr. Compos. 78, 33–42 (2017)
Noorvand, H.; Arce, G.; Hassan, M.; Rupnow, T.: Investigation of the mechanical properties of engineered cementitious composites with low fiber content and with crumb rubber and high fly ash content. Transp. Res. Rec. 196, 195–203 (2019)
Aslani, F.; Wang, L.: Fabrication and characterization of an engineered cementitious composite with enhanced fire resistance performance. J. Clean. Prod. 221, 202–214 (2019)
Turk, K.; Nehdi, M.L.: Coupled effects of limestone powder and high-volume fly ash on mechanical properties of ECC. Constr. Build. Mater. 164, 185–192 (2018)
Yang, T.; Zhu, H.; Zhang, Z.; Gao, X.; Zhang, C.; Wu, Q.: Effect of fly ash microsphere on the rheology and microstructure of alkali-activated fly ash/slag pastes. Cem. Concr. Res. 109, 198–207 (2018)
Lee, S.W.; Oh, C.L.; Zain, M.R.M.; Yahya, N.A.; Rahman, A.A.: Mechanical performances of green engineered cementitious composites incorporating various types of sand. Key Eng. Mater. 821, 512–517 (2019)
Bapat, J.D.: Mineral Admixtures in Cement and Concrete. CRC Press, Boca Raton (2012)
Liu, Y.; Zhou, X.; Lv, C.; Yang, Y.; Liu, T.: Use of silica fume and GGBS to improve frost resistance of ECC with high-volume fly ash. Adv. Civ. Eng. 2018, 11 (2018)
Aslani, F.; Wang, L.; Zheng, M.: The effect of carbon nanofibers on fresh and mechanical properties of lightweight engineered cementitious composite using hollow glass microspheres. J. Compos. Mater. 53(17), 2447–2464 (2019)
de Costa, F.B.P.; Righi, D.P.; Graeff, A.G.; de Silva Filho, L.C.P.: Experimental study of some durability properties of ECC with a more environmentally sustainable rice husk ash and high tenacity polypropylene fibers. Constr. Build. Mater. 213, 505–513 (2019)
Safiuddin, M.; Salam, M.A.; Jumaat, M.Z.: Utilization of palm oil fuel ash in concrete: a review. J. Civ. Eng. Manag. 17(2), 234–247 (2011)
Payá, J.; Monzó, J.; Borrachero, M.V.; Tashima, M.M.: Reuse of aluminosilicate industrial waste materials in the production of alkali-activated concrete binders. Handbook of Alkali-Activated Cements, Mortars and Concretes, pp. 487–518. Woodhead Publishing Limited, Cambridge (2015)
Ahmad, S.; Hakeem, I.; Maslehuddin, M.: Development of UHPC mixtures utilizing natural and industrial waste materials as partial replacements of silica fume and sand. Sci. World J. 2014, 1–8 (2014)
Kim, H.K.; Lee, H.K.: Coal bottom ash in field of civil engineering: a review of advanced applications and environmental considerations. KSCE J. Civ. Eng. 19(6), 1802–1818 (2015)
Bang, J.W.; Ganesh Prabhu, G.; Il Jang, Y.; Kim, Y.Y.: Development of ecoefficient engineered cementitious composites using supplementary cementitious materials as a binder and bottom ash aggregate as fine aggregate. Int. J. Polym. Sci. (2015). https://doi.org/10.1155/2015/681051
Huang, X.; Ranade, R.; Ni, W.; Li, V.C.: Development of green engineered cementitious composites using iron ore tailings as aggregates. Constr. Build. Mater. 44, 757–764 (2013)
Al-Gemeel, A.N.; Zhuge, Y.; Youssf, O.: Use of hollow glass microspheres and hybrid fibres to improve the mechanical properties of engineered cementitious composite. Constr. Build. Mater. 171, 858–870 (2018)
Ismail, M.K.; Hassan, A.A.A.; Lachemi, M.: Performance of self-consolidating engineered cementitious composite under drop-weight impact loading. J. Mater. Civ. Eng. 31(3), 1–11 (2019)
Ismail, M.K.; Hassan, A.A.A.; Lachemi, M.: Abrasion resistance of self-consolidating engineered cementitious composites developed with different mixture compositions. ACI Mater. J. 116, 27–38 (2019)
Mohammed, B.S.; Achara, B.E.; Nuruddin, M.F.; Yaw, M.; Zulke, M.Z.: Properties of nano-silica-modified self-compacting engineered cementitious composites. J. Clean. Prod. 162, 1225–1238 (2017)
Achara, B.E.; Mohammed, B.S.; Liew, M.S.: Bond behaviour of nano-silica-modified self-compacting engineered cementitious composite using response surface methodology. Constr. Build. Mater. 224, 796–814 (2019)
Mohammed, B.S.; Achara, B.E.; Liew, M.S.; Alaloul, W.S.; Khed, V.C.: Effects of elevated temperature on the tensile properties of NS-modified self-consolidating engineered cementitious composites and property optimization using response surface methodology (RSM). Constr. Build. Mater. 206, 449–469 (2019)
Xu, M.; Bao, Y.; Wu, K.; Shi, H.; Guo, X.; Li, V.C.: Multiscale investigation of tensile properties of a TiO2-doped engineered cementitious composite. Constr. Build. Mater. 209, 485–491 (2019)
Jiangtao, Y.: Feasibility of using seawater to produce ultra-high ductile cementitious composite for construction without steel reinforcement. Struct. Concr. 20, 774–785 (2019)
Zhou, Y.; Xi, B.; Sui, L.; Zheng, S.; Xing, F.; Li, L.: Development of high strain-hardening lightweight engineered cementitious composites: design and performance. Cem. Concr. Compos. 104, 103370 (2019)
Zhang, Z.; Ding, Y.; Qian, S.: Influence of bacterial incorporation on mechanical properties of engineered cementitious composites (ECC). Constr. Build. Mater. 196, 195–203 (2019)
Richard, A.; Krithika, P.: An experimental investigation of self-healing property on ECC with PP and PVA fibers using bacteria under different exposure. Int. J. Innov. Technol. Explor. Eng. 8(7), 2278–3075 (2019)
Huang, B.; Yu, J.; Wu, J.; Dai, J.; Leung, C.K.: Seawater sea-sand Engineered Cementitious Composites (SS-ECC) for marine and coastal applications. Compos. Commun. (2020). https://doi.org/10.1016/j.coco.2020.04.019
Righi, D.P.; Bianchi, F.; Costa, P.; Graeff, Â.G.; Carlos, L.; Filho, S.: Tensile behaviour and durability issues of engineered cementitious composites with rice husk ash. Matéria (Rio Janeiro). (2017). https://doi.org/10.1590/s1517-707620170002.0182
Altwair, N.M.; Megat Johari, M.A.; Saiyid Hashim, S.F.: Flexural performance of green engineered cementitious composites containing high volume of palm oil fuel ash. Constr. Build. Mater. 37, 518–525 (2012)
Siad, H.; et al.: Influence of limestone powder on mechanical, physical and self-healing behavior of Engineered Cementitious Composites. Constr. Build. Mater. 99, 1–10 (2015)
Yu, J.; Wu, H.L.; Leung, C.K.Y.: Feasibility of using ultrahigh-volume limestone-calcined clay blend to develop sustainable medium-strength Engineered Cementitious Composites (ECC). J. Clean. Prod. 262, 121343 (2020). https://doi.org/10.1016/j.jclepro.2020.121343
Turk, K.; Demirhan, S.: The mechanical properties of engineered cementitious composites containing limestone powder replaced by microsilica sand. Can. J. Civ. Eng. 40(2), 151–157 (2013)
Siad, H.; Lachemi, M.; Şahmaran, M.; Hossain, K.M.A.: Potential for using waste recycled glass in engineered cementitious composites. Am. Concr. Institute, ACI Spec. Publ., vol. 2017-January no. SP 320, pp. 408–420 (2017)
Adesina, A.; Das, S.: Mechanical performance of engineered cementitious composite incorporating glass as aggregates. J. Clean. Prod. 260, 121113 (2020). https://doi.org/10.1016/j.jclepro.2020.121113
Ohno, M.; Li, V.C.: A feasibility study of strain hardening fiber reinforced fly ash-based geopolymer composites. Constr. Build. Mater. 57, 163–168 (2014)
Li Kan, L.; Xin Shi, R.; Zhu, J.: Effect of fineness and calcium content of fly ash on the mechanical properties of Engineered Cementitious Composites (ECC). Constr. Build. Mater. 209, 476–484 (2019)
Zhu, Y.; Zhang, Z.; Yao, Y.; Guan, X.; Yang, Y.: Effect of water-curing time on the mechanical properties of engineered cementitious composites. J. Mater. Civ. Eng. 28(11), 1–6 (2016)
Wu, H.L.; Yu, J.; Zhang, D.; Zheng, J.X.; Li, V.C.: Effect of morphological parameters of natural sand on mechanical properties of engineered cementitious composites. Cem. Concr. Compos. 100, 108–119 (2019)
Guan, X.; Li, Y.; Liu, T.; Zhang, C.; Li, H.; Ou, J.: An economical ultra-high ductile engineered cementitious composite with large amount of coarse river sand. Constr. Build. Mater. 201, 461–472 (2019)
Siad, H.; Lachemi, M.; Ismail, M.K.; Sherir, M.A.A.; Sahmaran, M.; Hassan, A.A.A.: Effect of rubber rggregate and binary mineral admixtures on long-term properties of structural engineered cementitious composites. J. Mater. Civ. Eng. 31(11), 1–15 (2019)
Nematollahi, B.; Qiu, J.; Yang, E.H.; Sanjayan, J.: Micromechanics constitutive modelling and optimization of strain hardening geopolymer composite. Ceram. Int. 43(8), 5999–6007 (2017)
Nematollahi, B.; Sanjayan, J.G.; Shaikh, F.U.A.: Influence of matrix related parameters on strain hardening behavior of engineered geopolymer composite (EGC). In: 27th Biennial National Conference of the Concrete Institute of Australia in conjunction with the 69th RILEM Week (2015)
Kanda, T.; Li, V.C.: Practical design criteria for saturated pseudo strain hardening behavior in ECC. J. Adv. Concr. Technol. 4(1), 59–72 (2006)
Lu, C.; Li, V.C.; Leung, C.K.Y.: Flaw characterization and correlation with cracking strength in Engineered Cementitious Composites (ECC). Cem. Concr. Res. 107, 64–74 (2018)
Arain, M.F.; Wang, M.; Chen, J.; Zhang, H.: Study on PVA fiber surface modification for strain-hardening cementitious composites (PVA-SHCC). Constr. Build. Mater. 197, 107–116 (2019)
Arain, M.F.; Wang, M.; Chen, J.; Zhang, H.: Experimental and numerical study on tensile behavior of surface modified PVA fiber reinforced strain-hardening cementitious composites (PVA-SHCC). Constr. Build. Mater. 217, 403–415 (2019)
Komara, I.; Tambusay, A.; Sutrisno, W.; Suprobo, P.: Engineered cementitious composites an innovative durable material: a review. ARPN J. Eng. Appl. Sci. 14(4), 822–833 (2019)
Puertas, F.; Amat, T.; Fernández-Jiménez, A.; Vázquez, T.: Mechanical and durable behaviour of alkaline cement mortars reinforced with polypropylene fibres. Cem. Concr. Res. 33(12), 2031–2036 (2003)
Şahmaran, M.; Li, V.C.: Engineered cementitious composites: Can composites be accepted as crack-free concrete? Transp. Res. Rec. 2164, 1–8 (2010)
Yildirim, G.; Keskin, Ö.K.; Keskin, S.B.I.; Şahmaran, M.; Lachemi, M.: A review of intrinsic self-healing capability of engineered cementitious composites: recovery of transport and mechanical properties. Constr. Build. Mater. 101, 10–21 (2015)
Wagner, C.; Villmann, B.; Slowik, V.; Mechtcherine, V.: Water permeability of cracked strain-hardening cement-based composites. Cem. Concr. Compos. 82, 234–241 (2017)
Wagner, C.; Villmann, B.; Slowik, V.; Mechtcherine, V.: Capillary absorption of cracked strain-hardening cement-based composites. Cem. Concr. Compos. 97, 239–247 (2019)
Lepech, M.D.; Li, V.C.: Water permeability of engineered cementitious composites. Cem. Concr. Compos. 31(10), 744–753 (2009)
Liu, J.; Tan, K.H.: Mechanism of PVA fibers in mitigating explosive spalling of engineered cementitious composite at elevated temperature. Cem. Concr. Compos. 93(July), 235–245 (2018)
Sahmaran, M.; Li, M.; Li, V.C.: Transport properties of engineered cementitious composites under chloride exposure. ACI Mater. J. 104(6), 604–611 (2007)
Sahmaran, M.; Li, V.C.; Andrade, C.: Corrosion resistance performance of steel-reinforced engineered cementitious composite beams. ACI Mater. J. 105, 243–250 (2009)
Miyazato, S.; Hiraishi, Y.: Transport properties and steel corrosion in ductile fiber reinforced cement composites. In: Proceedings of the 11th International Conference on Fracture, pp. 1500–5 (2005)
Tian, J.; et al.: Investigation of damage behaviors of ECC-to-concrete interface and damage prediction model under salt freeze-thaw cycles. Constr. Build. Mater. 226, 238–249 (2019)
Tian, J.; et al.: Investigation of interface shear properties and mechanical model between ECC and concrete. Constr. Build. Mater. 223, 12–27 (2019)
Meng, D.; Lee, C.K.; Zhang, Y.X.: Flexural and shear behaviours of plain and reinforced polyvinyl alcohol-engineered cementitious composite beams. Eng. Struct. 151, 261–272 (2017)
Sui, L.; Zhong, Q.; Yu, K.; Xing, F.; Li, P.; Zhou, Y.: Flexural fatigue properties of ultra-high performance engineered cementitious composites (UHP-ECC) reinforced by polymer fibers”. Polymers (Basel) 10(8), 892 (2018)
Meng, D.; Zhang, Y.X.; Lee, C.K.: Flexural fatigue behaviour of steel reinforced PVA-ECC beams. Constr. Build. Mater. 221, 384–398 (2019)
Al-Majidi, M.H.; Lampropoulos, A.P.; Cundy, A.B.; Tsioulou, O.T.; Al-Rekabi, S.: A novel corrosion resistant repair technique for existing reinforced concrete (RC) elements using polyvinyl alcohol fibre reinforced geopolymer concrete (PVAFRGC). Constr. Build. Mater. 164, 603–619 (2018)
Qiao, Z.; Pan, Z.; Xue, W.; Meng, S.: Experimental study on flexural behavior of ECC/RC composite beams with U-shaped ECC permanent formwork. Front. Struct. Civ. Eng. 13(5), 1271–1287 (2019)
Shang, X.; Yu, J.; Li, L.; Lu, Z.: Strengthening of RC structures by using engineered cementitious composites: a review. Sustainability 11(12), 3384 (2019)
Gao, S.; Zhao, X.; Qiao, J.; Guo, Y.; Hu, G.: Study on the bonding properties of Engineered Cementitious Composites (ECC) and existing concrete exposed to high temperature. Constr. Build. Mater. 196, 330–344 (2019)
Jin, Q.; Li, V.C.: Development of lightweight engineered cementitious composite for durability enhancement of tall concrete wind towers. Cem. Concr. Compos. 96, 87–94 (2017)
Jin, Q.; Li, V.C.: Structural and durability assessment of ECC/concrete dual-layer system for tall wind turbine towers. Eng. Struct. 196, 109338 (2019)
Huang, B.T.; Li, Q.H.; Xu, S.L.; Zhang, L.: Static and fatigue performance of reinforced concrete beam strengthened with strain-hardening fiber-reinforced cementitious composite. Eng. Struct. 199, 109576 (2019)
Wang, G.; et al.: Shear behaviors of RC beams externally strengthened with engineered cementitious composite layers. Materials (Basel) 12(13), 2163 (2019)
Chen, Y.; Yu, J.; Leung, C.K.Y.: Use of high strength Strain-Hardening Cementitious Composites for flexural repair of concrete structures with significant steel corrosion. Constr. Build. Mater. 167, 325–337 (2018)
Fakhri, H.; Ragalwar, K.A.; Ranade, R.: On the use of Strain-Hardening Cementitious Composite covers to mitigate corrosion in reinforced concrete structures. Constr. Build. Mater. 224, 850–862 (2019)
Kabir, M.I.; Lee, C.K.; Rana, M.M.; Zhang, Y.X.: Flexural and bond-slip behaviours of engineered cementitious composites encased steel composite beams. J. Constr. Steel Res. 157, 229–244 (2019)
Bai, L.; Yu, J.; Zhang, M.; Zhou, T.: Experimental study on the bond behavior between H-shaped steel and engineered cementitious composites. Constr. Build. Mater. 196, 214–232 (2019)
Hou, L.; Xu, R.; Chen, D.; Xu, S.; Aslani, F.: Seismic behavior of reinforced engineered cementitious composite members and reinforced concrete/engineered cementitious composite members: a review. Struct. Concr. 21(1), 199–219 (2020). https://doi.org/10.1002/suco.201800269
Li, X.; Zhou, X.; Tian, Y.; Li, M.: A modified cyclic constitutive model for engineered cementitious composites. Eng. Struct. 179, 398–411 (2019)
Deng, M.; Dong, Z.; Ma, P.: Cyclic loading tests of flexural-failure dominant URM walls strengthened with engineered cementitious composite. Eng. Struct. 194, 173–182 (2019)
Wu, C.; Pan, Z.; Su, R.K.L.; Leung, C.K.Y.; Meng, S.: Seismic behavior of steel reinforced ECC columns under constant axial loading and reversed cyclic lateral loading. Mater. Struct. Constr. 50(1), 78 (2017)
Zhang, Y.; Deng, M.; Dong, Z.: Seismic response and shear mechanism of engineered cementitious composite (ECC) short columns. Eng. Struct. 192, 296–304 (2019)
Zhang, R.; et al.: Cyclic response of RC composite bridge columns with precast PP-ECC jackets in the region of plastic hinges. Compos. Struct. 221, 1–10 (2019)
Deng, M.; Pan, J.; Sun, H.: Bond behavior of deformed bar embedded in Engineered Cementitious Composites under cyclic loading. Constr. Build. Mater. 197, 164–174 (2019)
Gou, S.; Ding, R.; Fan, J.; Nie, X.; Zhang, J.: Experimental study on seismic performance of precast LSECC/RC composite joints with U-shaped LSECC beam shells. Eng. Struct. 189, 618–634 (2019)
Tariq, H.; Jampole, E.A.; Bandelt, M.J.: Fiber-hinge modeling of engineered cementitious composite flexural members under large deformations. Eng. Struct. 182, 62–78 (2019)
Abouhussien, A.A.; Hassan, A.A.A.; Ismail, M.K.; AbdelAleem, B.H.: Evaluating the cracking behavior of ECC beam-column connections under cyclic loading by acoustic emission analysis. Constr. Build. Mater. 215, 958–968 (2019)
Liu, Y.; Zhang, Q.; Bao, Y.; Bu, Y.: Static and fatigue push-out tests of short headed shear studs embedded in engineered cementitious composites (ECC). Eng. Struct. 182, 29–38 (2019)
Hossain, K.M.A.; Attarde, S.; Anwar, M.S.: Finite element modelling of profiled steel deck composite slab system with engineered cementitious composite under monotonic loading. Eng. Struct. 186, 13–25 (2019)
Zhang, Z.; Hu, J.; Ma, H.: Feasibility study of ECC with self-healing capacity applied on the long-span steel bridge deck overlay. Int. J. Pavement Eng. 8436, 1–10 (2017)
Li, M.: Engineered cementitious composites for bridge decks. Advanced Composites in Bridge Construction and Repair, pp. 177–209. Elsevier, New York (2014)
Zhao, Y.; Jiang, J.; Ni, F.; Zhou, L.: Fatigue cracking resistance of Engineered cementitious composites (ECC) under working condition of orthotropic steel bridge decks pavement. Appl. Sci. 9(17), 3577 (2019)
Li, F.; Feng, Z.; Deng, K.; Yu, Y.; Hu, Z.; Jin, H.: Axial behavior of reinforced PP-ECC column and hybrid NSC-ECC column under compression. Eng. Struct. 195, 223–230 (2019)
Al-Gemeel, A.N.; Zhuge, Y.: Using textile reinforced engineered cementitious composite for concrete columns confinement. Compos. Struct. 210, 695–706 (2019)
Li, L.Z.; Bai, Y.; Yu, K.Q.; Yu, J.T.; Lu, Z.D.: Reinforced high-strength engineered cementitious composite (ECC) columns under eccentric compression: experiment and theoretical model. Eng. Struct. 198, 109541 (2019)
Yuan, F.; Chen, M.: Effect of matrix ductility on the compression behavior of steel-reinforced engineered cementitious composite columns. Adv. Struct. Eng. 22(10), 2250–2263 (2019)
Li, V.C.; et al.: On the emergence of 3D printable engineered, strain hardening cementitious composites (ECC/SHCC). Cem. Concr. Res. 132, 106038 (2020). https://doi.org/10.1016/j.cemconres.2020.106038
Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J.: Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 181, 108088 (2019)
Bao, Y. et al.: Three-dimensional printing multifunctional engineered cementitious composites (ECC) for structural elements. In: RILEM International Conference on Concrete and Digital Fabrication, Springer, New York, pp. 115–128 (2019)
Zhou, Y.; Fu, H.; Li, P.; Zhao, D.; Sui, L.; Li, L.: Bond behavior between steel bar and engineered cementitious composite (ECC) considering lateral FRP confinement: test and modeling. Compos. Struct. 226, 111206 (2019)
Mohammedameen, A.; Abdulkadir, C.: Performance of FRP confined and unconfined engineered cementitious composite exposed to seawater. J. Compos. Mater. (2019). https://doi.org/10.1177/0021998319857110
Ge, W.; et al.: Experimental study on flexural behavior of ECC-concrete composite beams reinforced with FRP bars. Compos. Struct. 208, 454–465 (2019)
Yuan, F.; Chen, M.; Pan, J.: Experimental study on seismic behaviours of hybrid FRP–steel-reinforced ECC–concrete composite columns. Compos. Part B Eng. 176, 107272 (2019)
Ge, W.J.; et al.: Flexural behavior of ECC-concrete hybrid composite beams reinforced with FRP and steel bars. J. Compos. Constr. 23(1), 1–20 (2019)
Pan, Y.; Wu, C.; Cheng, X.; Li, V.C.; He, L.: Impact fatigue behaviour of GFRP mesh reinforced engineered cementitious composites for runway pavement. Constr. Build. Mater. 230, 116898 (2020)
Bawono, A.A.; Lechner, B.; Yang, E.H.: Skid resistance and surface water drainage performance of engineered cementitious composites for pavement applications. Cem. Concr. Compos. 104, 103387 (2019)
Alam, B.; Yaman, İ.Ö.; Alam, B.: Fatigue performance of PVA fibre reinforced cementitious composite overlays. Int. J. Pavement Eng. 8436, 1–7 (2019)
Yang, G.; Yu, J.; Luo, Y.: Development and mechanical performance of fire-resistive engineered cementitious composites. J. Mater. Civ. Eng. 31(5), 1–10 (2019)
Li, B.; Xiong, H.; Jiang, J.; Dou, X.: Tensile behavior of basalt textile grid reinforced Engineering Cementitious Composite. Compos. Part B Eng. 156, 185–200 (2019)
Jiang, J.; Jiang, C.; Li, B.; Feng, P.: Bond behavior of basalt textile meshes in ultra-high ductility cementitious composites. Compos. Part B 174, 107022 (2019)
Al-Gemeel, A.N.; Zhuge, Y.; Youssf, O.: Experimental investigation of basalt textile reinforced engineered cementitious composite under apparent hoop tensile loading. J. Build. Eng. 23, 270–279 (2019)
Sridhar, R.; Prasad, D.R.: Damage assessment of functionally graded reinforced concrete beams using hybrid fiber engineered cementitious composites. Structures 20, 832–847 (2019)
Nehdi, M.L.; Ali, M.A.E.M.: Experimental and numerical study of engineered cementitious composite with strain recovery under impact loading. Appl. Sci. 9(5), 994 (2019)
Pourfalah, S.; Cotsovos, D.M.: Enhancing the out-of-plane behaviour of unreinforced masonry walls under impact loading through the use of partially bonded layers of engineered cementitious composite. Int. J. Prot. Struct. 11(2), 209–234 (2019)
Chen, Z.; Yang, Y.; Yao, Y.: Impact properties of engineered cementitious composites with high volume fly ash using SHPB test. J. Wuhan Univ. Technol. Mater. Sci. Ed. 27(3), 590–596 (2012)
Ding, Z.; Fu, J.; Li, X.; Ji, X.: Mechanical behavior and its influencing factors on engineered cementitious composite linings. Adv. Mater. Sci. Eng. (2019). https://doi.org/10.1155/2019/3979741
Li, Y.; Zhu, J.; Wang, Z.: Investigation on mechanical properties of masonry infill wall strengthened with ECC. KSCE J. Civ. Eng. 23(1), 295–306 (2018)
Pourfalah, S.; Cotsovos, D.M.; Suryanto, B.; Moatamedi, M.: Out-of-plane behaviour of masonry specimens strengthened with ECC under impact loading. Eng. Struct. 173, 1002–1018 (2018)
Struct, J.C.; Mohammed, B.S.; Aswin, M.; Liew, M.S.; Amila, N.; Abdullah, W.: Structural performance of RC and R-ECC dapped-end beams based on the role of hanger or diagonal reinforcements combined by ECC. Int. J. Concr. Struct. Mater. 13, 44 (2019)
Hossain, K.M.A.; Chu, K.: Confinement of six different concretes in CFST columns having different shapes and slenderness. Int. J. Adv. Struct. Eng. 11(2), 255–270 (2019)
Cai, J.; Pan, J.; Li, X.: Behavior of ECC-encased CFST columns under axial compression. Eng. Struct. 171(May), 1–9 (2018)
Yu, J.; et al.: Dynamic response of concrete frames including plain ductile cementitious composites. J. Struct. Eng. 145(6), 04019042 (2019)
Acknowledgements
The authors acknowledge the support provided by Civil & Environmental Engineering Department and the Center for Engineering Research, Research Institute, King Fahd University of Petroleum & Minerals, Dhahran, Saudi Arabia.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Bahraq, A.A., Maslehuddin, M. & Al-Dulaijan, S.U. Macro- and Micro-Properties of Engineered Cementitious Composites (ECCs) Incorporating Industrial Waste Materials: A Review. Arab J Sci Eng 45, 7869–7895 (2020). https://doi.org/10.1007/s13369-020-04729-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13369-020-04729-7