
Abstract
An effective alloying system for providing improved mechanical and technological properties of model cast Al–Cu alloys (Al-4.6%Cu-0.4%Mn-0.2%Ti), using magnetohydrodynamic (MHD) melt mixing, has been chosen in this research. It was shown that MHD treatment provides a non-dendritic (globular) ingot structure and can be applied to ensure thixotropy in the mass production of high-precision cast parts. Small additives of alloying elements that modify both grain structure (Mn, Zr) and reinforcing phases (Sn, In, Sc) were used. It is shown that the most effective alloying elements which improved the strength characteristics of the alloy are Sn and In. The introduction of 0.1–0.2% Sn or In followed by heat treatment led to a 50% increase in its yield strength, a 15% increase in the tensile strength. Sn and In modified the decomposition kinetics, providing a high density of precipitate and slow coalescence of nano-sized particles of the strengthening θ′-phase, which resulted in higher strength characteristics of the alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High-strength aluminum casting alloys are of great interest for today’s engineering. Such alloys include those based on the Al–Cu system and are widely used in aircraft industry. The alloys are precipitation-hardened via formation of the high-density distribution of strengthening nanoscale particles in the matrix during the aging of supersaturated solid solutions. The key alloying element of these alloys is copper, due to its capability of forming a supersaturated solid solution of Cu in Al in the process of quenching from the homogeneous solid solution.
The main hardening occurs during the decomposition of the supersaturated solid solution via the formation of the nanoscale lamellar strengthening metastable θ′-phase of the Al2Cu composition along the (100) plane. The degree of hardening depends on the volume fraction of the hardening phase, which, in turn, is determined by the concentration of Cu, as well as the modes of homogenization, quenching and aging. Additional hardening of alloys is achieved by introducing small amounts of elements that can modify the strengthening phases.
Ag was incorporated in the high-strength Al–Cu–Mg–Mn–Ti alloy as such a modifier, which facilitated the replacement of the θ′-phase by a high-strength highly dispersed lamellar ω-phase formed along the (111) plane (Stroganov 1985). Cd was also introduced into the high-strength Al–Cu–Mn–Ti alloy as a modifier that accelerated the nucleation of the strengthening θ′ phase and inhibited its coalescence (Polmear 2006). Cadmium is known as one of the most toxic heavy metals; therefore, alloys containing Cd are environmentally harmful and hazardous for humans, while the addition of silver to alloys raises their cost considerably.
Enhancing the strength of alloys based on the Al–Cu system without additional alloying with silver and cadmium is of high relevance for industrial production. The principal methods of influencing the structure that determines the strength of alloys are microalloying, heat treatment and melting process. Alloying elements can both alter the grain structure and serve as modifiers of the strengthening phase.
The combined effect of the new smelting technology that relies on magnetohydrodynamic (MHD) melt mixing and additional alloying on the structure and properties of the Al–Cu alloy is examined in this paper.
Materials and method
Table 1 presents the composition of the base alloy for research A0. The alloy was smelted in an electric resistance furnace, and magnetodynamic installation MDH-6 was used for subsequent melt treatment of the alloy (Dubodelov et al. 2015; Polishchuk et al. 1989). The melt in the working area of MDH-6 installation channel was acted upon by magnetic fields of 0.17–02 T. The currents were of about 0.17–0.2 kA. In this case vibration with a frequency of 100 Hz was generated in the melt. Pressure in molten metal has caused melt flow in the working area with speed up to 0.2 m/s under conditions of counterflows, vortexes near the working area.
The experimental alloys were additionally alloyed and smelted in electric resistance furnace equipped with a device for electromagnetic mixing of a pulsating magnetic field. Cylinder-shaped specimens of 230 mm length and 25 mm diameter were cast into a metal mold (the cooling rate was 102 °C/s).
When choosing alloying elements to increase the strength of the base experimental alloy, it was taken into account that alloying with Zr, Sc transition metals promote the formation of refractory intermetallic compounds, and intermetallic compounds Al3Zr, Al3Sc are effective cast structure modifiers. Dispersed particles of these phases formed during the decomposition of supersaturated solid solutions are able to harden the matrix. Sn and In, like Cd, are fusible elements, which have minor solubility in Al. Addition of these elements can intensify the nucleation and coalescence of the strengthening metastable θ′-phase during the decomposition of the supersaturated solid solution. (Banerjee et al. 2010; Bourgeois et al. 2012; Nie and Muddle 2008; Ringer et al. 1995; Sankaran and Laird 1974; Silcock and Flower 2002; Silcock et al. 1954). Therefore, Sc, Zr, Sn, and In were selected as additional alloying elements.
These elements were incorporated into the alloy as standard Al-Ti-B and Al-2wt%Sc master alloys. Finely dispersed ligatures Al-4wt%Mn and Al-5wt%Zr were prepared using MHD technology.
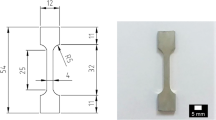
Phase transformations in alloys were studied relying on resistometric, calorimetric methods and Vickers hardness measurements. Calorimetric analysis was carried out using DSC 404 F1 Pegasus® from NETZSCH in the dynamic mode with the heating rate of 20°/sec in the temperature range of 20–780 °C. The temperature intervals of the phase transformations were determined by measuring the temperature coefficient of resistivity αt = 1/ρ0 × dρ/dT during continuous heating with the rate of 3 °C/min in the temperature range of 20–500 °C. Mechanical tests were performed using UMM-5 tensile machine on a series of three cylinder-shaped specimens of each studied alloys with the working part of ∅4 mm and l0 = 20 mm at the strain rate ε′= 2 × 10−3 c−1. The structures of the alloys were examined with NEOPHOT-2 conventional optical microscope and JEM-2000FXII transmission electron microscope.
Results and discussion
Effects of MHD melt treatment and casting temperature on the alloy structure
To determine the optimal melt processing conditions, the effect of casting temperature of the base alloy A0 on the microstructure of the cast alloy was investigated. The melt was treated in a furnace with the electromagnetic mixing of a pulsating magnetic field for 5 min. The melt treatment temperature and casting temperature Tc were above the liquidus temperature and amounted to 740 °C, 720 °C and 660 °C.
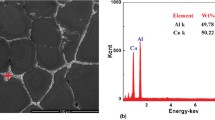
Metallographic study has shown that the alloys are crystallized with the formation of a copper-depleted solid solution (dark sections), a copper-enriched solid solution (light areas) and the Al2Cu phase in the interdendritic space (Fig. 1). A globular rather than dendritic microstructure is only formed at the casting temperature of 720 °C (Fig. 1b). Thus, MHD processing provides a non-dendritic (globular) ingot structure and can be applied to ensure thixotropy in the mass production of high-precision cast parts.

The effect of MHD treatment of the melt and the casting temperature Tc on the microstructure of A0 alloy: Tc = 730–740 °C (a); Tc = 720 °C (b); Tc = 660 °C (c)
Effect of alloying on the structure of alloys
The change in the dendritic structure of cast alloys depending on the content of alloying elements is shown in Fig. 2. A globular structure is observed in the basic experimental aluminum alloy A0 after melt treatment (Fig. 2a). Signs of a dendritic structure appear after incorporating Sc and Zr into this alloy, i.e., a globular-dendritic structure is observed (Fig. 2b). The cell size is nearly halved (Fig. 2b). The introduction of Sn and In into the alloy induces the formation of a dendritic structure (Fig. 2c, d).

The effect of alloying on the nature of dendritic liquation in alloys: A0 (a), A2 (b), A3 (c), A4 (d)
Determination of heat treatment modes of alloys
To eliminate dendritic liquation (microsegregation) that appears during dendritic crystallization, homogenization annealing was used. When choosing the homogenization temperature, it was taken into account that the temperature of homogenization should be within the range (527–547 °C). The upper temperature was chosen below the eutectic temperature of 547 °C to prevent local reflow, while the lower temperature should be above 527 °C, at which the ultimate solubility of Cu in aluminum solid solution is 5%. The examination of the alloy structure after homogenization according to standard procedure showed the presence of reflow along grain boundaries.
To specify the homogenization regimes, an analysis of changes in thermal effects during continuous heating and cooling of the alloy in the temperature range of 20–780 °C for two heating and cooling cycles was made (Fig. 3). A low-temperature melting peak at the temperature of 538 °C, which correlates with the observed reflow along grain boundaries after heating above 535 °C, was detected using the differential scanning calorimetry (DSC) method.

DSC scans recorded during two heating and cooling cycles of the A0 alloy in the temperature range of 20–780 °C
Relying on the results obtained, a two-stage homogenization procedure: annealing at 510 °C for 2 h + 530 °C for 10 h was proposed, which allowed the reflow along the grain boundaries to be prevented. The effect of alloying elements on grain sizes was analyzed after homogenization of the alloys according to the above two-stage regime (Fig. 4).

Grain structure of alloys after homogenization: A0 (a), A2 (b), A3 (c), A4 (d)
During homogenization, besides the elimination of Cu concentration heterogeneity in the solid solution, the alloy aging occurs, which is associated with the growth and coalescence of Al6Mn, Al3X (X = Ti, Zr) refractory particles. These particles inhibit the processes of normal grain growth, and the grain structure of the alloy eventually forms. The aging temperature is much lower than the homogenization temperature and does not affect grain growth.
The largest grain size of the α-solid solution (~ 120 μm) is observed in the base alloy A0 (Fig. 4a). The maximum grain refinement (up to 25–30 μm) occurs after alloying of the base alloy with Sc and Zr (A2 alloy, Fig. 4b) because intermetallic compounds Al3Zr and Al3Sc are effective modifiers of the cast structure.
The temperature of MHD treatment of the alloys, mean grain size, the dendritic parameter, mean sizes dmax and dmin of θ′ particles, their precipitation density Nv are presented in Table 2.
The degree of homogeneity of the solid solution after homogenization and its ability to decompose was determined by analyzing the change in the temperature coefficient of electrical resistivity αT = 1/ρ0 × dρ/dT during continuous heating in the temperature range of 20–500 °C. The curves obtained are shown in Fig. 5. In the initial state, after casting, mild changes αT = f(T) are observed. The minimum that indicates the supersaturation of the matrix with copper appears on the curve αT = f(T) after homogenization at 510 °C for 2 h + 530 °C for 10 h. Peak parameters, minimum temperature Tmin, its width ΔT and amplitude ΔαT characterize the kinetics of Al2Cu phase precipitation during dynamic aging at continuous heating.

The change in the temperature coefficient of electrical resistivity αt = 1/ρ0 × dρ/dT during continuous heating at the rate of 3°/min of the A0 alloy in the initial state and after homogenization
To choose the isothermal aging regimes, hardness isochrones in the temperature range of 100–230 °C were studied. The isochrones were plotted for 5 and 10 h of aging (Fig. 6).

The change in the hardness of the A0 alloy during isochronous aging for 5 and 10 h in the temperature range of 100–230 °C
The analysis of the data obtained allowed the optimal aging mode to be selected: 190 °C for 10 h.
Study of the mechanical properties of the alloys
The mechanical properties of the alloys after MHD treatment, homogenization, water quenching and aging at the temperature of 190 °C are presented in Table 3.
The results of the mechanical tests performed show that the additional alloying with transition metals (Sc and Zr) facilitates the formation of the finest grains (alloy A2, Fig. 4b), which provides a 25% increase in the yield strength as compared to the base alloy A0, while its tensile strength and ductility are reduced. Sn and In proved to be the most effective alloying elements that improve the strength characteristics of the alloy. The incorporation of 0.1–0.2% Sn or In followed by heat treatment led to a 50% increase in the yield strength, 15%—in the tensile strength, whereas the specimen ductility reduced by half as compared to that of the base experimental alloy A0.
To determine the mechanism of the Al–Cu alloy hardening that results from the incorporation of Sn and In, TEM examinations of aged A0, A3 and A4 alloys were carried out (Fig. 7).

Structure and electron diffraction of the aged alloys: A0 (a), A3 (b), A4 (c). Dark-field images in streaks from the θ′-phase, zone axis [100]
Diffuse streaks in the [100] direction are present at the electron diffraction patterns (Fig. 7), which indicates the formation of coherent lamellar precipitations along the (100) plane. A metastable nanoscale strengthening θ′-phase is formed during aging and is precipitated continuously (homogeneously) in the matrix as disk-shaped particles. The cross-sections of these disks by the (110) plane is shown in dark-field images (Fig. 7a–c).
The particles of the θ′-phase in alloys with added Sn and In (A3 and A4, Fig. 7b, c) have a higher density of distribution and are much more dispersed than those in the base alloy A0 (Fig. 7a). The average dimensions of precipitation particles in the alloys A3 and A4 are 3–5 nm disks thickness, 150 nm diameter; respectively, for alloy A0: 15–20 nm disks thickness and d = 300 nm diameter. A significant difference in the spatial density of distribution and fineness of the θ′-phase is associated with the inhibition of coalescence during solid solution decomposition. In (Ringer et al. 1995; Totten et al. 2018), the mechanisms that account for the intensification of θ′-phase nucleation processes during the decomposition of Al–Cu alloys with small Sn additives were proposed. 3DAP and TEM studies have shown that the θ'-phase nucleates heterogeneously on Sn particles. Thus, both Sn and In particles are heterogeneous nucleation centers for the θ'-phase during the decomposition of supersaturated Al–Cu solid solutions. As a result, the higher density of the strengthening particles provides a significant increase in the yield strength of alloys with Sn and In additives (Table 2).
Conclusions
-
1.
It has been shown that the melt treatment of high-strength aluminum cast alloy based on Al–Cu system in MDH installation allows to obtain a non-dendritic globular structure. However, after incorporating 0.1–0.2% Sn or In into the alloy the dendritic structure of the cast alloy is formed at the identical regime of MHD melt treatment.
-
2.
The maximum grain refinement (up to 15–20 μm) is observed after incorporating Sc and Zr into the base alloy. The increase in the yield strength of the alloy is 25%, while the tensile strength decreases by 15%, and its ductility is halved as compared to that of the base alloy.
-
3.
The most effective alloying elements which improve the strength characteristics of the high-strength aluminum cast alloy based on Al–Cu system in which Cd is absent are Sn and In. The incorporation of 0.1–0.2% Sn or In followed by heat treatment leads to a 50% increase in the alloy yield strength and a 15% increase in the tensile strength. The ductility of the alloy is reduced to 5%. Sn and In modify the kinetics of the decomposition, providing high density of the precipitate and inhibiting the coalescence of nano-sized particles of the strengthening θ′-phase, which results in higher strength characteristics of the alloy.
Abbreviations
- MHD:
-
Magnetohydrodynamic treatment
- DSC:
-
Differential scanning calorimetry
- TEM:
-
Transmission electron microscopy
- 3DAP:
-
Atom probe tomography
References
Banerjee S, Robi PS, Srinivasan A, Lakavath PK (2010) Effect of trace additions of Sn on microstructure and mechanical properties of Al–Cu–Mg alloys. Mater Des 31:4007–4015
Bourgeois L, Dwyer C, Weyland M, Nie J-F (2012) The magic thicknesses of θ′ precipitates in Sn-microalloyed Al–Cu. Acta Mater 609(2):633–644
Dubodelov V, Fikssen V, Slazhniev M, Goryuk M, Skorobagatko Iu, Seredenko E, Yashchenko O (2015) Modernization of casting magnetodynamic equipment. In: 8th international conference on electromagnetic processing of materials, Cannes, France. https://hal.archives-ouvertes.fr/hal-01336201
Nie JF, Muddle BC (2008) Strengthening of an Al–Cu–Sn alloy by deformation-resistant precipitate plates. Acta Mater 56(14):3490–3501
Polishchuk V, Horn R, Tsin M, Dubodelov V, Pogorsky V, Trefniak V (1989) Magnetodynamic pumps for liquid metals. Naukova dumka, Kyiv
Polmear IJ (2006) Light alloys. From traditional alloys to nanocrystals. Linacre House, Oxford
Ringer SP, Hono K, Sakurai T (1995) Nucleation and growth of θ′ precipitation in Sn-modified Al–Cu alloys: APFIM/TEM observations. Appl Surf Sci 87–88(2):223–227
Sankaran R, Laird C (1974) Effect of trace additions Cd, In and Sn on the interfacial structure and kinetics of growth of θ′ plates in Al–Cu alloy. Mater Sci Eng 14(3):271–279
Silcock JM, Flower HM (2002) Comments on a comparison of early and recent work on the effect of trace additions of Cd, In, or Sn on nucleation and growth of θ′ in Al–Cu alloys. Scripta Mater 46(5):389–394
Silcock JM, Heal TJ, Hardy HK (1954) Structural ageing characteristics of Aluminum–Copper alloys. J Inst Met 82:239–248
Stroganov GB (1985) Vysokoprochnyye liteynyye alyuminiyevyye splavy. Metallurgiya, Moskva
Totten G E, Tiryakioglu M, Kessler O (2018) Encyclopedia of Aluminum and its alloys, two-volume set (Print) CRC Press Taylor and Francis Group. https://doi.org/10.1201/9781351045636
Acknowledgements
This work was carried out within the frame of budget project 055/16 of the G.V. Kurdyumov IMP of the N.A.S. of Ukraine.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Berezina, A.L., Monastyrska, T.O., Molebny, O.A. et al. Effect of microalloying with transition and post-transition metals on the aging of precipitation-hardened Al–Cu alloys. Appl Nanosci 10, 4773–4780 (2020). https://doi.org/10.1007/s13204-020-01322-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13204-020-01322-0