
Abstract
In general, the friction and wear property of lubricating grease has great influence on the usability of bearings. Copper oxide (CuO) was added in the base grease to prepare composite grease, followed by the investigation of anti-fraction properties to analyze the role of CuO and identify the optimum content. CuO nanoparticles were characterized first by series of techniques, including surface area and micropore analysis, particle size analysis, X-ray diffraction (XRD) analysis, atomic force microscope (AFM) scanning, infrared and Raman spectroscopic analysis. Composite greases were prepared by added CuO nanoparticles into the base grease, then examined via AFM and infrared spectrum. The friction and wear property of composite greases was investigated by friction test on a four-ball friction test machine. Scanning electron microscope (SEM) and three-dimensional (3D) profilometer were utilized to observe the wear surface and helped to unravel the anti-friction mechanism. The formation of oil films on wear surface was identified and investigated by Raman spectrum and 3D morphology height, demonstrating the anti-friction effect. When CuO content was 0.60 wt%, only a small number of furrows were observed on the wear surface. The composite grease showed the lowest average friction coefficient and wear scar diameter, which were 30% and 13% lower than the base grease, respectively. According to 3D morphology scanning and Raman spectrum, CuO-contained oil films were detected on the wear surface. This lowered furrow number and the roughness of wear surface, demonstrating the great role of CuO in the enhanced anti-friction property of composite grease.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Constant improvement of the product is the only solution to the increasing higher market requirement for modern industry. In the mechanical industry, the lubricating system becomes a vital part, which demands novel lubricating medium with higher efficiency and quality. Lubricating greases exhibit better anti-friction, anti-wear and self-repairing properties are developed, resulted in well-improved performance of related mechanical equipment (Vengudusamy et al. 2019; Alves et al. 2019). In recent years, scholars from all over the world have demonstrated that the introduction of nanomaterials into the base grease can effectively improve the anti-friction performance of composite greases, because of nanomaterials have unique physical and chemical properties (Tao et al. 2018; Torres et al. 2018; He et al. 2018). Graphene, which has emerged as a new nanofiller been used as additives to prepare composite grease, the influence of graphene layer number on the anti-fraction property of composite greases was investigated.
Prashant Nagare and Hari Kudal used graphite powder as an extreme anti-wear additive on the tribological performance of lithium grease was identified by conducting tests and signal to noise ratio analysis was done to identify the levels for optimum wear scar diameter, therefore, to identify significant factor which affects wear scar diameter and the optimum wear scar diameter was predicted (Nagare and Kudal 2018). Jin Zhang and Jitai Li used mechanical exfoliation method prepared graphene with layer number less than seven, which were used as a friction-reducing additive to a lithium-based grease and found out that When the graphene was added to a lithium-based grease, the lubrication and anti-wear properties of the grease were improved, as quantified by friction coefficient and wear scar measurements (Zhang et al. 2018). Nanometals (Cu, Fe, Co, Ag, etc.), featured by low shear stress, high tenacity and low melting point, have received much attention as grease additives. Fatima Leonor Guzman Borda and others investigates the tribological behavior of mineral and synthetic ester base oils additivities with copper nanoparticles using a tribometer with pin-on-disk and four-ball configuration, the results show that the nano-additive in mineral oil reduced the friction coefficient and improved anti-wear characteristics at both concentrations tested, especially at 0.3%wt (Borda et al. 2018). Juozas Padgurskas and others performed tribological investigations on mineral oil containing Fe, Cu and Co nanoparticles and their combinations, tests showed that each set of nanoparticles significantly reduced the friction coefficient and wear (up to 1.5 times) of friction pairs (Padgurskas et al. 2013). Igor E. Uflyand and others obtained metal-polymer nanocomposites containing metal nanoparticles as lubricant additives carried out in the perspective of their tribological behavior using a pin-on-disc tribometer, the results shows at an optimum concentration of NPs, the coefficient of friction is the lowest (Uflyand et al. 2018).With similar lubricating mechanism, metal oxides, including TiO2, Fe3O4, ZnO, Co3O4 and Al2O3, are also researched as additives (Sanukrishna et al. 2018; Kedzierski, 2015). Among the rare-earth compounds studied, the most widely used elements were La and Ce. Such compounds can be used either individually as lubricant additives or in other NPs such as TiO2. Their lubrication mechanisms primarily include the formation of a tribo-film or an adsorption film. In particular, the tribological properties of the rare-earth compounds CeVO4, Y2O3, La(OH)3, and LaF3 NPs used as FMs in lubricants have been widely studied (Li et al. 2015a, 2015b, 2014). The size, morphology, surface functionalization, and concentration of nanoparticles are among the most influential factors on the tribological properties of nano-lubricants, therefore, the influence of particle size, morphology and concentration on the anti-fraction property of composite greases have been thoroughly investigated (Ahmed et al. 2018; Diana et al. 2018; Asrul et al. 2013). Through various research it seems that nanoparticles can effectively improve the anti-friction performance, however, it is unfortunately impossible to determine the correlations between composition, size, morphology and others, which in several respects impedes the development of a scientifically ground approach to structuring these nanomaterials and predicting their promising properties. Several aspects of their tribological behavior have not yet been fully understood which requires new groups of researchers are involved in this field of nanomaterials science.
Lithium grease is a vital part for the mechanical industry and CuO is a metal oxide which is not rare and can be easily mass produced, the aim of this paper is to investigate the anti-friction property of lithium grease contained with CuO nanoparticles. CuO nanoparticles were characterized by surface area and micropore analysis, particle size analysis, XRD analysis, AFM scanning, infrared and Raman spectroscopic analysis. The friction and wear property of composite greases was studied by friction test using a four-ball friction test machine. SEM, 3D profilometer and Raman spectroscopic analysis were utilized to observe the wear surface and helped to unravel the anti-friction mechanism.
Experimental methodology
Materials and preparation method
Changcheng #2 general lithium lubricating grease was selected as the base grease for nano-additives addition, basic physical and chemical indicators of base grease were worked cone penetration of 280 mm, dropping point of 200 °C, and water washout of 1.60%. The preparation of nano-CuO contained grease was undertaken following a procedure. First, all apparatus and equipment for the experiment were cleaned with alcohol to eliminate the influence of impurities. A certain weight of nano-CuO was measured using an electrical balance (AUW220D, Shimadzu) then mixed with 200 g base grease them into a beaker. Subsequently, ultrasonic dispersion (KQ2200DV, Kunshan Ultrasonic Instrument Company) and mechanical agitation (lasted for 15 min) were carried out at the same time to facilitate the mixing of nano-CuO and grease. Finally, the grease contained with nano-CuO was put into a three-roll grinder (S65, Changzhou Longxin Chemical Company) and ground for three times. Six different contents of CuO were investigated in this study. According to different weight of nano-CuO added into the grease, the calculated CuO content was 0.15 wt%, 0.30 wt%, 0.45 wt%, 0.60 wt%, 0.75 wt% and 0.90 wt%. The corresponding specimen was labeled as A1 ~ A6 and a plain grease without additives was labeled as A0.
Materials characterization
CuO nanoparticles were chosen as the nano-additives and characterized in the following ways. Micropore analysis on CuO nanoparticles was carried out by a BET surface area and micropore analyzer (3H-2000PM, Beishide Instrument Technology (Beijing) Co. Ltd.). Particle size analysis was performed by SZ-100 particle analyzer (HORIBA, France). Morphology and structure of the sample particle were investigated by AFM (Nanite AFM, Nanosurf, Switzerland). Small angle diffraction analysis was conducted by D8 Advance powder X-ray diffractormeter (XRD) (Bruker, German). Infrared and Raman spectroscopy were measured via Nicolet iS10 infrared spectrometric analyzer (Thermo Fisher, USA) and LabRAM HR Evolution Raman spectrometer (HORIBA, France), respectively.
Friction and wear test
A level-type four ball friction and wear test machine (MRS-10P, Yihua Tribology Testing Technology Co., Ltd.) was applied to carry out friction test on grease samples. Four Gcr 15 steel balls (diameter of 12.7 mm, Rockwell hardness of 64 ~ 66) were used in the test. Three of them were fixed in the bottom, one was rotated on its axis in the upper side and contact to three bottom balls in point contact form, the test setup was shown in Fig. 1. The friction test was conducted according to a standard GB3142-82 with conditions as follows: The balls rotated at a speed of 1200r/min under a fixed load of 392 N at a temperature of 75℃ for 60 min. Before the test, all steel balls were ultrasonically cleaned with alcohol for 15 min. All tests were repeated for three times at same conditions to ensure a reliable test data.

Friction pair used in the friction test
Wear surface characterization
The wear surface of steel balls was observed and investigated via metallographic microscope, 3D profilometer (NANOVEA ST400) and SEM (FEI Quanta 650 FEG), Raman spectrometer was used to identify the chemical component on wear surface. The oil film deposited on wear surface was qualitatively analyzed by comparing the wear scar depth before and after cleaning, the procedure was as follows. First, the tested steel ball was soak in alcohol and ultrasonically cleaned for 20 min, then the wear scar depth was measured by 3D profilometer. After the measurement, the steel ball was put into petroleum ether for 24 h and ultrasonically cleaned for 20 min. Finally, the wear scar depth was measured again.
Results and discussion
Nanomaterials characterization
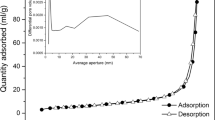
High performance surface area and micropore analyzer (Beishide, 3H-2000PS2) were applied to measure CuO nanoparticles. The results showed specific surface area is 19.8477 m2/g, total pore volume is 0.0760 ml/g and average pore diameter is 15.3166 nm. The adsorption–desorption isotherm and pore size distribution curves of CuO nanoparticles are shown in Fig. 2. The adsorption–desorption curve showed typical H3 hysteresis loop, adsorption capacity of gas gently increased at the relative pressure (P/P0) achieved 0.1, meanwhile, when the relative pressure (P/P0) within the range of 0.8–1 the adsorption capacity of gas rapidly increased, demonstrating the material contains plenty of mesopores. This made the sample had relatively large specific surface area yet smaller particle size. A large number of mesopores in the materials led to less contact area between adjacent particles, which prevented them from agglomeration. At the same time, CuO nanoparticles were more easily to contact with the grease matrix.

Adsorption–desorption isotherm and pore size distribution of CuO nanoparticles
Figure 3a showed the size distribution curve of CuO nanoparticles, the size of most CuO nanoparticles are 105.70–531.17 nm. It is clear that CuO nanoparticles with size of 220.19 nm accounted for 18.9% of all particles, the average CuO size was 250.4 nm, demonstrating that the small size and uniform size distribution of selected CuO. CuO nanoparticles were dispersed in alcohol, then dropped on a wafer and dried for AFM scanning, the scanning area was 10 μm × 10 μm and results were shown in Fig. 3b. Two nanoparticles, a and b, were identified in the image, with the length and thickness less than 500 nm and 20 nm, respectively, which was well agreed with the particle size distribution curve. Figure 3c showed the SEM image of CuO nanoparticles, the CuO nanoparticles as can be observed has different shapes, but most of them are circular structures.

a Size distribution curve and b AFM scanning image of CuO nanoparticles and c SEM image of CuO nanoparticles
Figure 4a shows XRD spectrum of CuO nanoparticles. The position of characteristics diffraction peaks (2θ = 32.508°, 35.417°, 35.543°, 38.708° and 38.902°) were basically the same with CuO standard card. The characteristics diffraction peaks at 32.508°, 35.417°, 35.543°, 38.708°and 38.902° were correspond to (110) (11-1) (111) (20-2) and (020) crystal face, respectively. Moreover, diffraction peaks indicated (202) (11-3) (022) and (220) crystal face could also be clearly identified and showed strong diffraction intensity, demonstrating the CuO nanoparticles had distinct crystal form and the characteristics diffraction peaks are compared with standard card, and almost every peak is identical to the standard card, so the purity of the crystal is very high. In addition, all peaks showed relatively large half-width, demonstrating small size of the CuO particle, which was in good agreement with the size distribution in Fig. 3a.

a XRD. b Infrared spectrum and c Raman spectrum of CuO nanoparticles
Figure 4b shows infrared spectrum of CuO nanoparticles at 500–4000 cm−1. Two characteristic absorption peaks at 521.72 and 1382.86 cm−1 were identified, which represented the bending vibration peak of -OH and stretching vibration peak of C–OH, respectively.
Figure 4c shows Raman spectrum of CuO nanoparticles. In general, CuO has 12 kinds of optical-phonon vibration model, 4Au + 5Bu + Ag + 2Bg, three of which (Ag + 2Bg) show Raman activity. As can be seen from Raman spectrum, peaks at 274, 317 and 594 represented the vibration of Ag, Bg(1) and Bg(2) of CuO, respectively, proving the high purity of the sample.
Lubricating grease characterization
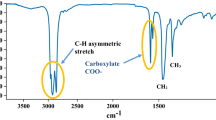
Figure 5 shows infrared spectrum of six samples with different CuO content at 500–4000 cm−1. The characteristic peaks of base grease (A0) were identified in the infrared spectrum of greases with additives, as shown in Fig. 5a. Meanwhile, for CuO-contained greases (sample A1–A6), the characteristic peaks of CuO were easily detected. Figure 5b shows the partial enlarged infrared spectrum of sample A1–A6, the characteristic peak at 1376 cm−1 observed from each curve was supposed to the stretching vibration peak of C–OH. This was corresponded to the characteristic peak of CuO nanoparticles at 1382.86 cm−1, proving the uniform dispersion of CuO in the base grease.

Infrared spectrum of lubricating greases with different CuO content
To observe the fiber structure of lubricating grease and CuO dispersion, trace of grease was spread evenly on the wafer as the sample for AFM scanning and the image was shown in Fig. 6. Densely grouped structure, formed by the interaction of grease fibers, was observed on the sample surface. When large numbers of grease fibers were linked together, hollow spaces were formed inside the grease matrix, which not only facilitated the uniform distribution of nanoparticles, but also enhanced the bonding between fibers and nanoparticles.

AFM scanning image of lubricating grease
Friction and wear property analysis
Friction test results analysis
The test friction coefficient was measured by test machine, the average friction coefficient was calculated from different parallel test, the detailed information could be seen in Sect. 1.3. Figure 7a, b show the real-time and fitted curve of friction coefficient vs time for different CuO-contained greases. Figure 7c shows the average friction coefficient. As can be seen from Fig. 7, the friction coefficient of base grease (A0) continuously increased and reached to the maximum at around 1000 s, then decreased in the following time, the average friction coefficient was 0.119 (A0). When CuO nanoparticles were added into the base grease, most of the obtained composite greases (A1, A2, A3, A5 and A6) showed unstable friction coefficient before 750 s. The average friction coefficient was 0.113 (A1), 0.105 (A2), 0.102 (A3), 0.093 (A5) and 0.102 (A6). At the beginning of test, the friction process was in unstable stage, after a period of time, it entered into stable stage and the friction coefficient decreased to stable level. In general, the friction coefficient changed from high to low and finally became stable. Notedly, the average friction coefficient of CuO-contained greases was lower than that of the base grease, demonstrating the positive role of CuO nanoparticles in the lubricating property improvement of lithium base grease.

Friction coefficient of greases vs time: a real-time curve, b fitted curve. c Average friction coefficient of different greases
When the CuO content was 0.6 wt% (A4), the composite grease showed relatively stable friction coefficient in the whole test, only slight fluctuation was detected. Therefore, A4 entered into the stable friction stage faster than the rest samples. Figure 7c shows the average friction coefficient of greases in the time range of 0–3600 s and 750–3600 s. Most greases showed lower friction coefficient in 750–3600 s than that in 0–3600 s, but the grease contained 0.6 wt% (A4) was quite stable in the whole test, no apparent increase or decrease was detected. The average friction coefficient of A4 was 0.083, 30% lower than that of the base grease. Therefore, the optimum content of CuO nanoparticles was set as 0.60 wt% at current test conditions.
The wear scar diameter of steel ball and the anti-friction performance is closely related in the friction test. Figure 8 shows the wear scar image of one of bottom steel balls after friction test for different greases, the wear scar diameter was measured. With the CuO content increased from 0 to 0.60 wt%, the average friction coefficient decreased from 0.119 to 0.089, the wear scar diameter decreased gradually from 0.561 to 0.489 mm. Further increase of CuO content resulted in larger average friction coefficient and wear scar diameter. Specifically, the grease contained with highest CuO content (0.90 wt%) had the largest average friction coefficient of 0.103 and wear scar diameter of 0.577 mm. The grease with 0.60 wt% of CuO showed the lowest friction coefficient (0.083) and wear scar diameter (0.489 mm), proving the best effect on anti-friction performance. The wear scar diameter of greases with high CuO content (0.75 wt% and 0.90 wt%) was larger than that of base grease, which was supposed as the result of agglomeration of excessive additives.

Wear scar radius of steel ball for different greases
Wear surface analysis
Figure 9 shows 3D scanning image of wear surface for different greases. The wear scar had rough surface with furrows clearly be observed, the partial enlarged view of furrows was shown in Fig. 9(B6). The wear surface of A0, A2 and A6 exhibited irregular shape, indicating that the grease sample could not fully infiltrated into the wear surface of steel ball, which led to non-uniform friction and less self-repairing regions. However, the wear surface of A4 had relatively regular shape with uniformly distributed furrows, proving that the grease could be evenly dispersed in the whole wear surface. As a result, more stable friction process was found, which was in good agreement with the friction coefficient curve of A4.

3D scanning image of wear surface for different greases
The wear surface roughness (sa) is expressed by the arithmetic average height of wear surface of steel ball after friction test. According to Fig. 10a, b, the height difference between peak and bottom (sz) in the selected area of wear surface was indicated as the maximum height difference, which was shown in Fig. 10c. The wear surface roughness of A0-A6 was 2.058, 1.919, 1.879, 1.742, 1.642, 1.874 and 1.909, respectively. The maximum height difference of A0–A6 was 23.455, 21.745, 21.236, 19.775, 19.699, 20.429 and 21.299 μm, respectively. The two parameters decreased with the increment of CuO content from 0 to 0.60 wt%, then increased with higher CuO content. From the above, it was obvious that the introduction of CuO nanoparticles could effectively enhance the anti-friction performance of grease, the optimum CuO content was 0.60 wt%.

Wear surface roughness and maximum height difference of different greases
Figure 11 shows SEM images of wear surface for different greases used in the friction test, which contain more microstructure details. The steel ball used base grease (A0) showed quite rough wear surface, on which were densely distributed and large sized furrows, as well as some pits, this was the typical characteristics of friction and wear behavior. As the CuO content increased from 0 to 0.60 wt% (A1–A4), less furrows were detected from the wear surface of steel ball, demonstrating the outstanding anti-friction property of CuO nanoparticles. However, further increase of the CuO content (A5–A6) created more furrows with larger depth on the wear surface, which was clearly observed from the partial enlarged view of A5 (Fig. 11 (B5)). This was deduced as the results of excessive CuO nanoparticles. The above-mentioned had suggested that CuO nanoparticles could effectively enhance the anti-friction property of grease the optimum content was 0.60 wt%.

SEM images of wear surface of different greases
Anti-friction mechanism
Analysis on the wear surface was carried out to further unravel the anti-friction mechanism of CuO-contained samples. During the friction process, micro humps on the surface of friction pair were fell out, result from the extrusion and shearing between themselves. The exfoliated micro humps, which was acted as “the third phase” in the following friction test, continuously damaged the wear surface and created plenty of furrows and wear debris. As can be seen from the wear surface of A0–A4 (Fig. 11), higher CuO content resulted in better nanoparticles filling and fewer furrows on the wear surface, the maximum height difference was gradually reduced. However, further increment of CuO content (A4–A6) led to more damage to wear surface, which was because that excessive nanoparticles were heavily accumulated in the grease, even after the dispersion on wear surface, the co-action of nanoparticles and micro humps would create further damage to wear surface. As a result, abrasive wear became the main wear mechanism in the friction process, which hindered the repair capability of CuO on wear surface and led to poorer anti-fraction property of composite greases.
Figure 12 shows the Raman spectrum of wear surface after friction test. The characteristic peak at 270 cm−1 and 332 cm−1 was corresponded to the typical Ag and Bg peak of CuO, proving CuO nanoparticles were dispersed on the wear surface. It was deduced that oil film composed of CuO and grease was coated on the wear surface, which alleviated the wear degree in friction process.

Raman spectrum of the wear surface after the friction test
Analysis on the filling and repairing function of composite greases on the wear surface was conducted as follows. The oil film deposited on wear surface was qualitatively analyzed by comparing the wear surface depth before and after cleaning, which could be obtained from the 3D morphology scanning image, height distribution and height growth curve shown in Fig. 13. The maximum height and depth after fully washed were increased by 4.348 μm and 5.693 μm compared to that before wash, respectively, more furrows were observed on wear surface after fully washed. This phenomenon was created by the dissolving and rinsing of grease films on the wear surface under the action of petroleum ether. After fully washed, the main height distribution range enlarged to 12.5–15 μm, far higher than before washed (7.5–10 μm), this further demonstrated the influence of grease films. The above-mentioned analysis proving the existence of grease films on steel ball surface and the repairing capacity of composite greases, which turned the wear surface smoother and greatly enhanced the anti-friction performance.

3D morphology, height distribution and height growth curve of the wear surface
Conclusions
In conclusion, a series of tests were performed on greases with different content of CuO nanoparticles. Surface area and AFM analysis on CuO nanoparticles showed the average particle size was 250.4 nm. Friction tests demonstrated that better lubricating performance was achieved for CuO-contained greases. When CuO content was 0.60 wt%, the composite grease showed the lowest average friction coefficient and wear scar diameter, which were 30% and 13% lower than the base grease, respectively. In addition, it also showed the best anti-friction property in the friction test, resulted from the smallest surface roughness and fewest furrows. 3D morphology scanning and Raman spectroscopic analysis on wear surface proved the existence of oil films, which was formed by the filling and repairing of composite grease, resulted in relatively smoother wear surface, as well as better anti-friction property. The use of metal containing nanomaterials as lubricant additives which is an active research field, the application of lithium grease containing CuO nanoparticles is widely, the possibility of mass production, and efficiency, which will make this material promising for future industrial applications.
References
Ahmed AMK, Peng F, Hussein YA (2018) Fuel economy in gasoline engines using Al2O3/TiO2, nanomaterials as nanolubricant additives. Appl Energy 211:461–478
Alves SM, Mello VS, Faria EA, Camargo APP (2019) Nanolubricants developed from tiny CuO nanoparticles. Tribol Int 100:263–271
Asrul M, Zulkifli NWM, Masjuki HH, Kalam MA (2013) Anti-fraction properties and lubricant mechanism of nanoparticle in engine oil. Proc Eng 68:320–325
Borda FLG, de Oliveira SJR, Lazaro LMSM, Leiróz AJK (2018) Experimental investigation of the tribological behavior of lubricants with additive containing copper nanoparticles. Tribol Int 117:52–58
Diana B, Ali E, Anirudha SV (2018) Approaches for achieving superlubricity in two-dimensional materials. ACS Nano 12(3):2122–2137
He Q, Li A, Guo Y, Liu S, Zhang Y, Kong L (2018) Anti-fraction properties of nanometer cerium oxide as additives in lithium grease. J Rare Earths 36(2):209–214
Kedzierski MA (2015) Effect of concentration on R134a/Al 2 O 3 nanolubricant mixture boiling on a reentrant cavity surface. Int J Refrig 49:36–48
Li Z, Hou X, Yu L, Zhang Z, Zhang P (2014) Preparation of lanthanum trifluoride nanoparticles surface-capped by tributyl phosphate and evaluation of their anti-fraction properties as lubricant additive in liquid paraffin. Appl Surf Sci 292:971–977
Li S, Qin H, Zuo R, Bai Z (2015a) Tribological performance of Mg/Al/Ce layered double hydroxides nanoparticles and intercalated products as lubricant additives. Appl Surf Sci 353:643–650
Li S, Qin H, Zuo R, Bai Z (2015b) Friction properties of La-doped Mg/Al layered double hydroxide and intercalated product as lubricant additives. Tribol Int 91:60–66
Nagare P, Kudal H (2018) A Taguchi Approach on influence of graphite as an anti-wear additive on the performance of lithium grease. Proc Manuf 20:487–492
Padgurskas J, Rukuiza R, Prosyčevas I, Kreivaitis R (2013) Anti-fraction properties of lubricant additives of Fe, Cu and Co nanoparticles. Tribol Int 60:224–232
Sanukrishna SS, Vishnu S, Krishnakumar TS, Jose Prakash M (2018) Effect of oxide nanoparticles on the thermal, rheological and tribological behaviours of refrigerant compressor oil: an experimental investigation. Int J Refrig 90:32–45
Tao C, Wang B, Barber GC, David Schall J, Lan H (2018) Tribological behaviour of SnO2 nanoparticles as an oil additive on brass. Lubr Sci 30(5):323–327
Torres H, Vuchkov T, Rodríguez Ripoll M, Prakash B (2018) Tribological behaviour of MoS2-based self-lubricating laser cladding for use in high temperature applications. Tribol Int 126:153–165
Uflyand IE, Zhinzhilo VA, Lapshina LS, Novikova AA, Burlakova VE, Dzhardimalieva GI (2018) Conjugated thermolysis of metal chelate monomers based on cobalt acrylate complexes with polypyridyl ligands and tribological performance of nanomaterials obtained. Chem Select 3(31):8998–9007
Vengudusamy B, Enekes C, Spallek R (2019) On the film forming and friction behaviour of greases in rolling/sliding contacts. Tribol Int 129:323–327
Zhang J, Li J, Wang A, Edwards BJ, Yin H, Li Z, Ding Y (2018) Improvement of the anti-fraction properties of a lithium-based grease by addition of graphene. J Nanosci Nanotechnol 18(10):7163–7169
Acknowledgements
This research project was supported by the development plan for academics in Huanshui, The Natural Science Foundation of the Henan Province (182300410169), and The Support project of scientific and technological innovation talents of universities in Henan Province (19HASTIT023).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
No potential conflict of interest was reported by the authors.
Rights and permissions
About this article

Cite this article
Zheng, B., Zhou, J., Jia, X. et al. Friction and wear property of lithium grease contained with copper oxide nanoparticles. Appl Nanosci 10, 1355–1367 (2020). https://doi.org/10.1007/s13204-019-01219-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13204-019-01219-7