
Abstract
The features of the InAs, InSb, GaAs, and GaSb ultra-smooth surface have been investigated using chemical–mechanical polishing with the (NH4)2Cr2O7–HBr–CH2(OH)CH2(OH)-etching solutions. The etching rate of the semiconductors has been measured as a function of the solution saturation by organic solvent (ethylene glycol). It was found that mechanical effect significantly increases the etching rate from 1.5 to 57 µm/min, and the increase of the organic solvent concentration promotes the decrease of the damaged layer-removing rate. According to AFM, RS, HRXRD results, the treatment with the (NH4)2Cr2O7–HBr–ethylene glycol solutions produces the clean surface of the nanosize level (Ra < 0.5 nm).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
The surface roughness has a significant influence on the wear resistance, contact rigidity, and corrosion resistance of substrates. The processed surface state of semiconductor affects the electrophysical properties and stability of the devices which are manufactured on their basis.
Atomically clean and smooth surfaces can be generated by chemical–mechanical polishing (CMP), which focuses on near-the-surface volume of a bulk crystal and provides control over the surface features (e.g. roughness) with sub-nanometer precision. The surface obtained after such treatment allows producing of structures with nanoscale features, super-lattices, or multiple quantum wells, making it a versatile substrate preparation technique for nanofabrication.
In comparison with chemical-dynamic polishing (CDP), chemical–mechanical polishing includes chemical and mechanical effects on the substrate surface (Meng 2017; Lin 2012). Mechanical grinding leads to brittle fracture of surfaces, since III–V semiconductors are brittle. In Pashchenko et al. (2015), the comparative analysis of the GaAs CDP and CMP with the Br2–HBr solutions has been made. The etching pets formed on the GaAs (111) В face when the CDP method was used. In the case of CMP, etching solution is characterized as polishing, and in the case of CDP, it was selective.
Non-abrasive CMP of GaSb in Br2–C2H6(OH)2 etching compositions has been described in Papis (2001). The etching rate is 9 µm/min and the surface is muddy when the Br2 concentration is high (1:30). Etching rate decreases to 2 µm/min when the component ratio is 1:100. In this case, a mirror-like surface was formed. The increase of the ethylene glycol concentration in the solution causes the increasing of the treated surface roughness within 3–8.8 nm.
The InSb-polished surface contains the antimony oxides Sb2O3 and Sb2O5 (Vangala et al. 2006). The surface roughness (Ra) is 0.51–0.95 nm.
The etching rate dependence versus mixture composition has been described in (Hartnagel et al. 1973). The features of InSb CMP in the H2O2(40%)–C4H6O6(20%) solution and ZrO suspension have been described in Eminov (2011). The etching rate and surface roughness increase when the abrasive grain size and pH of solution were increased (Marinescu et al. 2006). However, in Matovu et al. (2013), it was shown that the use of the non-abrasive CMP in рН 10–12 etchant produces the decrease of damaged layer remove, in comparison with low pH solution. Thus, the authors note the insignificant influence of abrasive particles on the polishing rate.
In our research, we have used non-abrasive CMP. It has helped to avoid the rough influence of abrasive particles on the surface and to improve the subsurface integrity and the quality of the surface state obtained after CPM process. We explore the efficiency of chemical–mechanical polishing using for treatment the InAs, InSb, GaAs, and GaSb crystal surfaces In this context, the primary objectives of this research are (1) to investigate the InAs, InSb, GaAs, and GaSb chemical–mechanical polishing peculiarities with the (NH4)2Cr2O7–HBr–ethylene glycol (EG)-etching solutions, (2) to establish the mechanical influence on the character of the etching process, and (3) to reveal the etchant saturation influence on the chemical-etching parameters.
Experimental
The interaction between (NH4)2Cr2O7–HBr–EG-etching composition and InAs, InSb, GaAs, and GaSb semiconductors has been described for the first time in this work. The (NH4)2Cr2O7–HBr–EG bromine-emerging etchants were developed in our laboratory. We have tried to investigate the etching composition with similar characteristics for all crystals.
(NH4)2Cr2O7–HBr–EG etchant compositions with different EG concentration were used for investigation of the InAs, InSb, GaAs, and GaSb chemical–mechanical polishing. The aqueous solutions of the 26 mass% (NH4)2Cr2O7 (reagent grade) and 42 mass. HBr (extrapure grade) and CH2(OH)CH2(OH) (ethylene glycol and reagent grade) were used as initial components of etching solution.
The basic solution was prepared using (in vol%) 11(NH4)2Cr2O7–49HBr–40EG. The solutions were left for 2 h, and then, it was diluted by some quantity of the viscosity modifier (0–95 vol%). The substrates were polished at T = 293 K with feed rate of the etchant of 3 ml/min during 2–3 min.
The CMP operation was performed on a special etching polisher, which was covered with cambric tissue.
The etching rate changes were defined comparing the difference of the crystal thickness before and after CMP. The thickness measurements were carried out using the electronic indicator TESA DIGICO 400 with an accuracy of 0.02 µm.
The surface morphology after etching was investigated in the white light by metallographic analysis using the МІМ-7 microscope with eTREK DCM800 digital camera with increasing from 25× to 1600×.
Geometric parameters of semiconductor polished surfaces were studied through scanning probe microscope NanoScope III a Dimension 3000 TM (Digital Instruments, USA) using atomic force microscopy (AFM) in periodic contact mode (tapping mode) on air.
Raman scattering measurements were performed at 293 K in the back-scattering geometry with a Horiba Jobin Yvon T64000 triple spectrometer equipped with an Olympus BX-41 confocal microscope. The excitation light source was the 488.0 nm line of an Ar+/Kr+ ion laser. Power on the sample surface was kept below 1 mW.
The investigation of the structural properties was carried out with the help of PANalytical X’Pert Pro MRD XL (X’Pert, PANalytical B.V., Almelo, The Netherlands) equipped with a 1.8 kW X-ray tube with CuKα source of radiation (λ = 0.154056 nm) and vertical line focus. For high-resolution X-ray diffraction (HRXRD) measurements, W/Si parabolic mirror, a standard four-bounce Ge (220) monochromator with a beam divergence of 18 arcsec, and three-bounce (220) channel cut Ge analyzer with a beam divergence of 12 arcsec, were used. The incident beam was collimated by 1 × 10 mm slit.
Results
We have studied the series of (NH4)2Cr2O7–HBr–EG etchant compositions which produced the polishing crystal surface in the case with CDP (Levchenko et al. 2017). However, in this solution, CMP produced the formation of the unpolishing (with film) surface. That is why we have used the basic solution (BS) with the composition (in vol%): 11(NH4)2Cr2O7–49HBr–40EG, which promoted polishing effect.
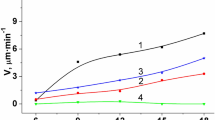
The mechanical influence and chemical interaction between etchant and crystals significantly increase the etching rate from 1.5 to 2.1 µm/min (at CDP with BS) to the next values (µm/min): for InAs—47, for GaAs—37, for InSb—57, and for GaSb—43 (at CMP). The polishing surface quality is not changes and the CMP rate decreases to 0.8–1.3 µm/min when the EG concentration is increased from 0 to 95% in the composition of BS (Fig. 1).

InAs (a), GaAs (b), InSb (c), and GaSb (d)-etching rate dependencies versus the solvent concentration in BS
We assume that an increase of EG concentration in the etchant composition produces the increase of the solution viscosity. This causes the deceleration of the etchant components receipt rate to the surface and the removal of the reaction products from substrate.
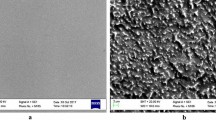
The semiconductor surface obtained after CMP in BS and BS solvent was smooth and mirror-like (Fig. 2).

GaSb surface morphology after CMP with the а BS, b BS:EG = 80:20
The quality of polished surface is not changed and it is independent of the EG dilution degree in the BS. After chemical treatment, the microstructure and roughness of the crystal surface were researched using AFM (Fig. 3).

AFM of the InAs (a), GaAs (b), InSb (c), and GaSb (d) surface after CMP with the BS:EG = 80:20
The InAs and InSb surface roughness after CMP with the polishing solution has the next values of Ra: for InAs—0.2 nm, for GaAs—0.1 nm, for InSb—0.3 nm, and for GaSb—0.4 nm. Obtained results confirm that the CMP with the (NH4)2Cr2O7–HBr– EG solutions promotes the formation of the semiconductors super-smooth-polished surface.
HRXRD studies of InAs, InSb and GaAs, and GaSb semiconductors were performed after cutting and CMP. Measured and theoretical values of lattice parameters are given in Table 1. The good fit of the experimental and theoretical values of the lattice parameters indicates that there are no stresses in the samples under study. According to different references, the small deviation of the experimental data has the same order as deviation of the theoretical values of the lattice constants (Vurgaftman 2001; Bassignana 1997). It may be caused by the ingot purity, growth methods, and precision of the experimental technique.
Structural studies were conducted using the analysis of the rocking curves of symmetric reflections (Fig. 4).

Rocking curves for symmetrical reflex (004) from the InAs, measured after: (1)—CMP and (2)—cutting
The presence of an excited layer caused by the process of cutting the ingots onto the plate causes the broadening of the rocking curves. CMP causes decrease thickness of the damaged layer. This confirmed due to significant reduced the full-width at half-maximum (FWHM) of the symmetrical diffraction profiles. The obtained values have good agreement with ~ 12 arcsec FWHM for GaSb (100) crystal which are represented in Martinez (2013). The slight difference between our results and the data of the semiconductor wafer manufacturers (typically, ~ 8 arcsec) is caused by defects of the bulk crystal.
It needs to note that the excited layer has more influence on FWHM of rocking curves than changing of the lattice parameters (see Table 1). The lattice parameters of InSb substrate with the smallest initial FWHM were the same before and after CMP. It can be explained by the fact that the damage layer during the cutting process provides the greater degree of the disorientation than the deformation.
Figure 5 presents Raman spectra of the GaSb (112), GaAs (111), InAs (001), and InSb (112) crystal surface, which were obtained at room temperature, before treatment and after CMP. The sample spectra are normalized to the intensity of the LO phonon mode and shifted for clarity. The intensity and ratio between the TO and LO Raman peaks can be used to probe the structural quality or disorder of investigated crystals.

Raman spectra of InAs (a), InSb (b), GaAs (c), and GaSb (d) surface before (1) and after (2) CMP with (NH4)2Cr2O7–HBr–CH2(OH)CH2(OH) solution
Intensive LO (InAs) peak at 236.2 cm−1 and ТO (InAs) peak at 217 cm−1 are present in the InAs spectra (Fig. 5a). The peak at 217 cm−1 is forbidden in the back-scattering geometry for the (001) crystal orientation and it is related to the existence of local structural inhomogeneities or an insignificant crystal deviation from the experiment geometry. The decrease of related intensity of ТO (InAs) peaks of an etched sample indicates about improvement structural quality of the crystal surface. Figure 5b shows the Raman spectra of InSb crystals before and after CMP treatment. The 178 and 187 cm−1 peaks are corresponded to TO and LO phonons of InSb crystal. In the Raman spectra of initial InSb, crystal is present additional at 150 cm−1 matched with the A1g peak of elemental Sb (Zhou et al. 2011). The Raman peak at 110 cm−1 is attributed to the 2TA second-order Raman processes. Chemical etching produces the disappearance of the registered lines.
Raman spectra of GaAs (111) (Fig. 5c) have two peaks at ~ 267.1 and ~ 290.6 cm 1, which are caused by the inelastic scattering of LO and TO phonons of GaAs crystal. Treatment process of GaAs crystal leads to a significant increasing of intensity and decrease of half-width of the allowed in experiment geometry TO (GaAs) peaks.
In the case of GaSb polished substrate, an intense peak at 225.4 cm−1 and a weak peak at 234.5 cm−1 are observed (Fig. 5d), which are corresponding to inelastic scattering of TO (GaSb) and LO (GaSb). Only TO mode is allowed for (112) oriented material, and LO mode is forbidden. However, a small peak of GaAs (LO) mode is also observed here, probably due to a slight substrate misorientation or imperfection. In the Raman spectrum of the initial GaSb crystal, the broad band about 150 cm−1 is observed and attributed to the A1g mode due to Sb–Sb bond vibration (Carles 1984). Similar to GaAs crystals after CMP etching, the significant increase in intensity of TO (GaSb) and disappearance of Sb–Sb bond vibration is observed.
In addition, in the case of all crystals, impurities (clusters) were not detected on the surface obtained after treatment. According to Raman scattering and XRD measurements of the semiconductor surface before and after CMP, we can conclude that the etching process promotes the formation of the more organized surface structure.
Conclusions
It was found that mechanical effect of CMP promoted the increase of the crystal dissolution rate, in comparison with CDP. It was shown that the solution saturation by the EG caused the decrease of the etching rate (v = 0.8–57 nm), but the surface state did not change. It was defined that CPM produces the etching process and the formation of the mirror-like and ultra-smooth surface of InAs, GaAs, InSb, and GaSb crystals with Ra = 0.1–0.4 nm. Raman spectra showed that the treatment with (NH4)2Cr2O7–Br–EG etchants produced clean surface (without film). HRXRD results indicate about the decrease of the damaged layer thickness when the cut substrates were chemical-mechanically polished.
References
Bassignana IC et al (1997) Setting limits on the accuracy of X-ray determination of Al concentration in AlGaAs/GaAs epitaxial layers. J Cryst Growth 172:25–36
Carles R et al (1984) Raman studies of non-stoichiometric amorphous GaSb films. Philos Mag B 49(1):63–71
Eminov SO (2011) Wet chemical etching of the In and (111) Sb planes of InSb substrates. Inorgan Mater 47(4):394–398
Hartnagel H et al (1973) A contribution to etch polishing of GaAs. J Mater Sci 8(7):1061–1063
Levchenko IV et al (2017) Features of the chemical polishing of InAs, GaAs, InSb and GaSb crystals in the (NH4)2Cr2O7–HBr–CH2(OH)CH2(OH) solutions [in Russian]. Voprosy khimii i khim tekhnologii 2(111):29–35
Lin Z-C et al (2012) A study of material removal amount of sapphire wafer in application of chemical mechanical polishing with different polishing pads. J Mech Sci Technol 26(8):2353–2364
Marinescu ID et al (2006) Handbook of lapping and polishing. Taylor & Francis Group, LLC CRC Press
Martinez R et al (2013) Towards the production of very low defect GaSb and InSb substrates: bulk crystal growth, defect analysis and scaling challenges. In: Proceedings of SPIE 8631: 86311N-1—86311N-8
Matovu JB et al (2013) Fundamental investigation of chemical mechanical polishing of GaAs in silica dispersions: material removal and arsenic trihydride formation pathways. ECS J Solid State Sci Technol. 2(11):P432–P439
Meng Q et al (2017) Operation limitation of CMP in back-thinning process of InSb IRFPAs. Opt Quant Electron 49(211):1–11
Papis E et al (2001) Chemical processing of GaSb related to surface preparation and patterning. In: Proceedings of SPIE, vol 4413, pp 82–88
Pashchenko HA et al (2015) Features of the GaAs wafers polishing by chemical–dynamic and non-contact chemical–mechanical methods [in Ukraininan]. Fiz i khim tv tila 16(3):560–564
Vangala SR et al (2006) Molecular beam epitaxy and morphological studies of homoepitaxial layers on chemical mechanical polished InSb (100) and InSb (111) B substrates. J Vacc Sci Technol B 24(3):1634–1638
Vurgaftman I et al (2001) Band parameters for III–V compound semiconductors and their alloys. Appl Phys 89(11):5815–5875
Zhou X et al (2011) Optical properties of GaSb nanofibers. Nanoscale Res Lett 6(6):1–6
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Levchenko, I., Tomashyk, V., Stratiychuk, I. et al. Formation of the InAs-, InSb-, GaAs-, and GaSb-polished surface. Appl Nanosci 8, 949–953 (2018). https://doi.org/10.1007/s13204-018-0788-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13204-018-0788-7