
Abstract
The aim of this work was to explore the possibility of the application of cloud point extraction (CPE) method in micelle media to recovery betaine from beet molasses. Response surface method was employed to assess the effects of surfactant concentration, molasses concentration, incubation time, pH, electrolyte concentration, mixing time, and surfactant type on efficiency of betaine recovery from beet molasses. Also, a mathematical model was developed to predict the effect of each variable and their interactions on the efficiency of betaine recovery. The model showed that best surfactant was Triton X-114 and under the optimum conditions, betaine recovery from beet molasses was achieved up to 80% when three CPE steps with total of 1.5% (w/v) of surfactant were used. Subsequently, betaine was recovered nearly 100% from surfactant rich phase after adjusting pH at 2.5 and re-incubation at 40 °C. The results showed that the proposed method is suitable for extraction of betaine from beet molasses.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Glycine betaine (N,N,N-Trimethylglycine) is a small zwitterionic quaternary ammonium compound which first was isolated from sugar beet (Zwart et al. 2003). Betaine is an important source of methyl group which is known as methyl donor in transmethylation reactions in organisms (EFSA 2013). In human blood, high concentration of homocysteine is a risk factor for cardiovascular disease, betaine as an excellent methyl group donor converts homocysteine to methionine so lowers the heart disease risk. Because the body cannot synthesize methyl groups and lack of methyl groups in the diet is the only dietary deficiency known to be directly carcinogenic, therefore, aconstant dietary intake of methyl groups is essential (Clyton 2001). Also, betaine is an osmoprotectant which enables plants to tolerate salt and drought stress (Ibrahim and Aldesuquy 2003; Chen and Murata 2011). In animal, betaine is converted to acetate in rumen which is used for milk fat synthesis, therefore, milk yield increased by betaine supplementation in dairy cows (Peterson et al. 2012; Ratriyanto et al. 2009).
Common sources of betaine are sugar beets and their by- products such as molasses (Ratriyanto et al. 2009). In the final process in sugar factory (crystallization process), the sucrose-to nonsucrose (S/NS) ratio reaches a point where the further crystallization of such low-purity syrup is almost impossible, This syrup(run off) is called molasses that must be separated from the process. Molasses is usually produced at about 4 to 5% on beet (OB). It contains about 50% sugars and 80% dry substance (Asadi 2007) and is a highly attractive because of its low price and its high annual production (Akdag and Calık 2015).
Beet molasses is a source of betaine and usually containing 3–8% (w/w) of betaine on a dry solids basis (Filipcev et al. 2015). At present time, betaine is extracted from molasses by chromatography. The column contains a polystyrene sulphonate cation exchange resin in alkali metal form. The dry matter of separated fractions is low, so it must be evaporated. This is a time and cost consuming process. In addition, chromatography equipments are sophisticated instruments and so expensive (Heikkila et al. 1995).
In the last decade, the use of cloud point extraction in the field of separation science received remarkable attention (Bingjia et al. 2007). Simplicity, low cost equipment requirements, non flammable, non volatile and less toxic surfactants, moderate extraction conditions and friendliness to the environment (Chen et al. 2011; Silva et al. 2009) and no solvent (Hung et al. 2007; Wei et al. 2008) are the advantages of this method. This simple technique enables to achieve a much higher concentration of analyte than in the case of conventional extraction, because the micellar phase volume is about 10–100-fold less than the volume of an aqueous phase (Pourreza et al. 2011).
Based on the above-mentioned reasons, CPE is in agreement with green chemistry (Pourreza and Zareian 2009). Above a certain temperature, namely, cloud point, aqueous solutions of surfactant turn cloudy and separate into a dilute aqueous phase and surfactant rich phase (Chen et al. 2011). This clouding phenomenon is caused by the decreased solubility of a surfactant in aqueous media as a result of weakening of hydrogen bonding between a water molecule and the hydrophilic moiety of the surfactant due to heating (micelle formation). By allowing the solution to settle at a temperature above the cloud point, phase separation takes place. The smaller phase contains most of the surfactant and usually sinks to the bottom. Any analyte solubilized in the hydrophobic core of the micelles will separate from the solution (Zarei 2007).
So far, many food components have been extracted using cloud point extraction such as proteins, aminoacids (Ghouasa et al. 2014) antioxidant from olive mill wastewater (Gortzi et al. 2008), carotenoids from orange juice (Katsoyannos et al. 2012), and polyphenols (antioxidant)from wine sludge (Chatzilazarou et al. 2010).
In the present work, the application potential of micelle-mediated extraction has been evaluated for extraction of betaine from beet molasses. The effects of pH, type and concentration of surfactant, electrolyte concentration, amount of molasses, and equilibrium time have has been studied in order to establish optimum conditions.
Materials and methods
Materials
All chemicals used were of analytical. The molasses sample were supplied by Hegmatan sugar factory in Hamedan city and maintained in the refrigerator (4 °C) till use. Sodium chloride (NaCl), Hydrochloric acid (HCl), Sodium sulfate (Na2SO4), and Betaine were purchased with high purity from Merck company. The molasses was containing sucrose, 50%; ash, 14.3%; betaine, 6%; and water, 20% (w/v). Working solutions (5–50% (w/v)) were obtained by dissolving appropriate amount of the molasses in water and diluting to 100 mL in volumetric flask. A solutions of Triton X-114 (Tx-114),Triton X-100 (Tx-100), sodium dodecyl sulfate (SDS) and cetyltrimethyl ammonium bromide (CTAB) were prepared by dissolving 15 g of each surfactant (purchased from Merck company) in water and diluting to 100 mL in volumetric flask to give a 15% (w/v) of their solutions. Hydrochloric acid and sodium hydroxide solutions (0.1 mol L−1) were used for adjusting pH of the samples. A sodium chloride solution 20% (w/v) was prepared by dissolving 20 gr of NaCl in water diluting to 100 mL in volumetric flask.
Analytical methods
The pH measurement was done by a Metrohm Swiss Made pH meter. A Heidolph Unimax 2010 shaker was utilized for mixing the samples. Heating the solutions performed in a Wise bath thermostatic water bath made by Korean Daihan Scientific Company. A centrifuge with 10 mL calibrated centrifuge tubes (Hettich, Germany) was used to accelerate the phase separation process. Determination of betaine concentration in samples was carried by using a HPLC with diode-array spectrophotometer and ODS2 C18 column (250 mm × 4.6 mm internal diameter). The mobile phase was containing 13 mM sodium heptane sulfonate (purchased from Merck company) and 5 mM Na2SO4 in distilled water that adjusted to pH 3.7 with diluted H2SO4 solution. The HPLC mobile phase was delivered by an isocratic pump at a flow rate of 0.8 mL min−1.
Cloud point extraction
1 mL of molasses solution of given concentration [5–50% (w/v)] under the conditions dictated by experimental design (Table 1), specified volume of 15% (w/v) surfactant solution (Tx-114, Tx-100, SDS, and CTAB) were transferred into a 10 mL centrifuge test tube so that its final concentration would be in the range of (0.5-5% (w/v)). A required volume of 20% (w/v) sodium chloride solution was added until its final concentration would be in the range of 1–15% (w/v). Then the solution was diluted to approximately 8 mL with distilled water, after that by using of sodium hydroxide or hydrochloric acid the pH of the solution was adjusted in the range of (2–10). Then, final volume was completed to the mark with distilled water. The solution was shaken in the shaker with 150 rpm in the range of 10–50 min. Afterwards the tube was left to stand in thermostat water bath during a given time 20–100 min at 40 and 90 °C for Triton X-114 and Triton X-100, respectively. In the case of SDS, there was no need to heat for clouding. SDS solutions in this study needed to ice bath to be clouded. In the case of CTAB solutions clouding did not occurred. Separation of aqueous phase and surfactant rich phase was accomplished by centrifugation for 5 min at 3500 rpm. After centrifugation the tube was cooled in ice bath to increase the viscosity of surfactant rich phase. The aqueous phase was sampled and injected to HPLC to determine the amount of remained betaine. This CPE procedure was repeated for second and third times under the same conditions in the aqueous phase containing the un-extracted betaine. Calculation of extracted betainein surfactant rich phase was according to following equation:
where %ER is the efficiency of betaine recovery, C0 is initial betaine in sample and C is the remained betaine in aqueous phase.
Experimental design
There are two types of variables in multivariate optimization procedure: responses and factors. Responses are dependent variables; their values depend on levels of the factors. The statistical experimental design methods can take into account the factor interactions, while the number of required experimental tests is limited. One of the statistical tools of experimental design is Response Surface Method (RSM),which is able to optimize the operational factors and moreover construct a descriptive mathematical model for the process (Zarei et al. 2015).
Response surface method was used to determine optimum processing condition in order to maximize betaine recovery from beet molasses using cloud point extraction. A response surface reduced quadratic model was used for designing the optimal experiments for cloud point extraction of betaine from beet molasses using seven operating factors: surfactant concentration (A) (0.5–5% (w/v)), molasses concentration (B) (5–50% (w/v)), incubation time in water bath (C) (20–100 min), pH (D) (2–10), salt concentration (E) (1–15% (w/v)), mixing time (F) (10–50 min) and type of surfactant (G) (4 types), and the efficiency of betaine recovery (%ER) is as response in this experimental design. Fifty nine combinations with different operational condition were described including five replications of the points which are presented in Table 1. The application of this experimental design reduced the development time of methods and provided less ambiguous extraction condition, hence facilitating data interpretation (Shah et al. 2011).
Results and discussion
In this study, all operational factors (7 factors) were varied and their effects on the efficiency of betaine recovery in each run were investigated. The effect of seven factors in cloud point extraction of betaine from beet molasses were assessed. These factors and their ranges were mentioned above. The fifty nine tests were performed and analysis of variance (ANOVA) for Response Reduced Quadratic Model is presented in Table 2.
As indicated in Table 2, values of “Prob > F”(P value) less than 0.01 indicate the model and model terms (variants) are significant. In this case E (salt concentration), G (type of surfactant), AC (interaction of surfactant concentration versus incubation time), EG (interaction of salt concentration versus type of surfactant), D2 (pH in square term) and E2 (salt concentration in square term) were significant in model terms. Values of >0.1 indicate that the model terms are not significant. So mixing time (F) and molasses concentration (B) were insignificant, so in this table were eliminated. Residual variance represents contributions from two factors, namely, lack of fit and pure experimental error. The lack of fit variance represents contributions other than contributions from first order terms, while the pure experimental error variance is calculated by considering the variation between observations at equivalent experimental conditions run in random sequence (Fermin and Corzo 2005). The lack of fit in this model was not significant (P value > 0.05). Regression analysis showed that a mathematical function exists for the response variable “ER” (efficiency of betaine recovered) in terms of seven independent process variables (Eq. 2) and the data can be modeled by a second order polynominal equation and the selected method was stepwise method:
where” ER” indicates efficiency of betaine recovery, G1, G2, G3 show SDS, TX-114 and TX-100 surfactant type, respectively. The equation explains the 0.81% (Adj R2 = 0.8128) variability was in betaine extraction. “Pred R-squared” represents of how good the model predicts a response value. In this study the “Pred R-squared” of 0.751 is in reasonable agreement with “Adj R-aquared” of 0.812. “Adeq precision” measures the signal to noise ratio and a ratio greater than 4 is desirable. In this model this ratio is 14.283 which indicates an adequate signal. The overall performance of the model is expressed by R2 (R-squared) as degree of correlation between the observed and predicted values (Zarei et al. 2015). For this model, R2 and “Adj R2” were 0.854 and 0.812, respectively, which suggests that the model can be used for predicting the process behavior at the design space.
To evaluate the adequacy of the model graphically, diagnostic plots could be utilized. Most of the plots display residuals, which show the difference between experimental and predicted responses. In this software, normal probability, residuals versus predicted, residuals versus run, and actual versus predicted are widely used to evaluate the adequacy of the model. The normal probability plot indicates whether the residuals follow a normal distribution, in which case the points will follow a straight line. The plot, that it has definite pattern like an “S-shaped” indicates that a transformation of the response may provide a better analysis. The plot of residuals versus run is a plot of the residuals versus the experimental run order. It checks for lurking variables that may have influenced the response during the experiment. The plot should show a random scatter. (Rezaei-Vahidian et al. 2017). The diagnostic plots for efficiency of recovery of betaine (%ER) model were demonstrated in Fig. 1. As can be seen from the figure, diagnostic plots approve well adequacy of the efficiency of betaine recovery model.

Adequacy diagnostic plots a normal probability and b Residuals versus run
Study on the effect of operational factors and the process optimization
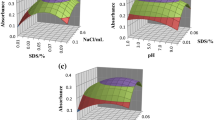
Based on the response surface reduced quadratic model, the effect of seven factors on the efficiency of betaine recovery was investigated. In this work, the surfactant CTAB did not cloud in the presence of sodium chloride, so the effect of the factors has been explained for three other surfactant types. Mixing time and molasses concentration had no effect in this study. Type of surfactant, salt concentration and pH in square term had important effect. Surfactant concentration versus incubation time in water bath and surfactant type versus salt concentration had interaction effect. The effect of pH on recovery of betaine is presented in Fig. 2a. It demonstrates that the maximum recovery of betaine for all surfactant types happened at pH 6. It shows that in this pH, betaine is more hydrophobic, therefore, it could be solubilized in surfactant. This is in agreement with the results of several studies about the effect of pH on the extraction of ionizable organics, which have shown that the neutral (uncharged) forms of such organics are extracted into surfactant rich phase much more strongly than the ionized forms. Thus the pH should be adjusted that the neutral form of analyte is present prior to conducting the CPE step (Quina and Hinze 1999). By increasing or decreasing of pH, the recovery of betaine was decreased. Figure 2b shows that in TX-114 and TX-100 by increasing the salt concentration from 1 to 15% (w/v), the recovery of betaine was decreased and maximum recovery for these two kinds of surfactant happened when the salt concentration was 1% (w/v). About SDS surfactant by increasing the salt concentration up to 10% (w/v), the recovery was increased and then by increasing the salt concentration up to 15% (w/v), the recovery was decreased. In Fig. 2, three lines for each surfactant are seen which the middle one is the main and two other ones are upper and lower bounds, which show confidence limits.

Effect of pH (a) and salt concentration (b) on recovery of betaine using of different surfactants
According to Fig. 3, it was observed for TX-114 (Fig. 3a), the maximum recovery of betaine occurred when the surfactant concentration were in ranges 0.5–1.4% (w/v) and 3.4–5.0% (w/v). Incubation time for these ranges of surfactant concentration were 20–49 and 88–100 min respectively. In these ranges of surfactant concentration, by increasing the surfactant concentration the incubation time needed to obtain the same percent of the recovery of betaine was decreased. For TX-100 (Fig. 3b), the maximum recovery was obtained when the surfactant concentration was in the ranges of 0.5–1% (w/v) and 4.5–5% (w/v). Incubation times for these ranges of surfactant concentration were 20–35 and 95–100 min, respectively. In these ranges of surfactant concentration, by increasing the surfactant concentration the incubation time needed to obtain the same percent of the recovery of betaine was decreased. Maximum recovery of betaine with SDS surfactant (Fig. 3c) was achieved when the concentration of this surfactant was in the range of 0.5–0.85% (w/v) and the incubation time for this range of surfactant concentration was 20–30 min. Again in this range of surfactant concentration, by increasing the surfactant concentration the incubation time was decreased.

Response surface graph of the variation of recovery as function of surfactant concentration and incubation time, when TX-114 (a), TX-100 (b), SDS (c) were used as micelle media
Here, optimization of the process means to find the value of the operating factors to reach maximum recovery of betaine from beet molasses based on response surface reduced quadratic model. The optimization was performed using the related numerical facilities of the applied software. The goals of variables were set” in the range “and the goal of response “ER” was set at maximize. Under the settings, software predicted 41.97% of ER in first extraction. So that, the optimum value of surfactant concentration, molasses concentration, incubation time, pH, salt concentration, mixing time, and surfactant type were 0.5% (w/v), 27.5% (w/v), 20 min, 6.1, 30 min, and TX-114, respectively. To evaluate accuracy of the model prediction, further confirmatory experiments were performed so that at the optimum conditions, 49% of betaine recovery was obtained.
In order to reach higher values of betaine recovery a three-step CPE was applied under optimum conditions. After first clouding process, all betaine was not extracted from molasses solution and some betaine remained in aqueous phase. So the same clouding process was done on aqueous phase of first extraction containing the non- extracted betaine (second extraction). The efficiency of recovery of betaine increased to 68% in second extraction. The third clouding process was accomplished on aqueous phase obtained from the second clouding process, by which the efficiency of recovery of betaine increased to 80% after third extraction. Typical HPLC chromatograms of betaine are shown in Fig. 4. Figure 4a is the chromatogram of betaine standard solution (100 µg mL−1), Fig. 4b is the chromatogram of beet molasses without cloud-point extraction, and Fig. 4c is the chromatogram of stripped phase of beet molasses after cloud-point extraction. The separation and preconcentration effects of cloud-point extraction are clearly demonstrated in these figures. Subsequently, the betaine was recovered from surfactant rich phase after adjusting the pH to 2.5 and re-incubation at 40 °C to obtain two new phase: an aqueous phase which contains released betaine and surfactant rich phase which can be recycled in multi-stage extractions. Nearly 100% of the betaine was released from the surfactant rich phase into the new aqueous phase at pH 2.5.

Typical chromatograms of betaine a standard solution (100 µg mL−1), b beet molasses sample before cloud-point extraction, and c same sample after cloud-point extraction
Conclusion
The CPE procedure offer an interesting and friendly enviroment alternative with respect to the other methods of extraction. Simplicity, low time,and equipment requirements are the other advantages of this method. Second order polynominal equation was established which can predict the recovery of betaine from molasse. Under optimum conditions for separation of betaine from beet molasse, and using three-steps CPE in aqueous phase containing the remained betaine, the extraction efficiency increased up to 80%. Also, the recovery of betaine from the surfactant rich phase was performed by using of an aqueous solution at pH 2.5, at room temperature. Therefore, the cloud point extraction method can be proposed as a clean and simple separation technique for extraction of betaine from molasses in sugar beet factories instead of expensive, sophisticated and time consuming chromatography process.
References
Akdag B, Calık P (2015) Recombinant protein production by sucrose-utilizing Escherichiacoli W: untreated beet molasses-based feeding strategy development. J Chem Technol Biotechnol 90:1070–1076
Asadi M (2007) Beet-sugar handbook. Wiley, London, pp 391–479
Bingjia Y, Li Y, Qiong H, Akita S (2007) Cloud point extraction of polycyclic aromatic hydrocarbons in aqueous solution with silicone surfactants. Chin J Chem Eng 15:468–473
Chatzilazarou A, Katsoyannos E, Gortzi O, Lalas S, Paraskevopoulos Y, Dourtoglou E, Tsaknis J (2010) Removal of polyphenols from wine sludge using cloud point extraction. J Air Waste Manag Assoc 60:454–459
Chen THH, Murata N (2011) Glycinebetaineprotects plants against abiotic stress: mechanisms and biotechnological applications. Plant, Cell Environ 34:1–20
Chen M, Xia Q, Liu M, Yang Y (2011) Cloud point extraction and reversed-phase high-performance liquid chromatography for the determination of synthetic phenolic antioxidants in edible oils. J Food Sci 76:98–103
Clyton P (2001) Betaine—a new “B vitamin”. Health Defence, pp 162–166
European Food Safety Authority (EFSA) (2013) Scientific opinion on the safety and efficacy of betaine (Betaine anhydrous and betaine hydrochloride) as a feed additive for all animal species based on a dossier submitted by VITAC EEIG. EFSA J 11:3210
Fermin WJ, Corzo O (2005) Optimization of vacuum pulse osmotic dehydration of cantaloupe using response surface methodology. J Food Process Preserv 29:20–32
Filipcev B, Simurina O, Hadnadev TD, Jevtic-Mucibabic R, Filipovic V, Loncar B (2015) Effect of liquid (Native) and dry molasses originating from sugar beet on physical and textural properties of gluten-free biscuit and biscuit dough. J Texture Stud 46:353–364
Ghouasa H, Haddoua B, Kamechea M, Louhibib L, Derrichea Z, Canselierc JP, Gourdonc C (2014) Cloud point extraction of α-amino acids. Sep Sci Technol 49:2142–2150
Gortzi O, Lalas S, Chatzilazarou A, Katsoyannos E, Papaconstandinou S, Dourtoglou E (2008) Recovery of natural antioxidants from olive mill wastewater using genapol-X 080. J Am Oil Chem Soc 85:133–140
Heikkila H, Hyoky G, Kuisma J (1995) Method for the recovery of betaine from molasses. EP 0345511 B1
Hung KC, Chen BH, Yu LE (2007) Cloud-point extraction of selected polycyclic aromatic hydrocarbons by nonionic surfactants. Sep Purif Technol 57:1–10
Ibrahim AH, Aldesuquy HS (2003) Glycine betaine and shikimicacid induced modification in growth criteria, water relation and productivity of droughted sorghum bicolor plants. Phyton 43:351–363
Katsoyannos E, Gortzi O, Chatzilazarou A, Athanasiadis V, Tsaknis J, Lalas S (2012) Evaluation of the suitability of low hazard surfactants for the separation of phenols and carotenoids from red-flesh orange juice and olive mill wastewater using cloud point extraction. J Sep Sci 35:2665–2670
Peterson SE, Rezamand P, Williams JE, Price W, Chahine M, Guire MA (2012) Effects of dietary betaine on milk yield and milk composition of mid-lactation holstein dairy cows. J Dairy Sci 95:6557–6562
Pourreza N, Zareian M (2009) Determination of orange ii in food samples after cloud point extraction using mixed micelles. J Hazard Mater 165:1124–1127
Pourreza N, Rastegarzadeh S, Larki A (2011) Determination of allura red in food samples after cloud point extraction using mixed micelles. Food Chem 126:1465–1469
Quina FH, Hinze WL (1999) Surfactant-mediated cloud point extraction: an environmentally benign alternative separation approach. Ind Eng Chem Res 38:4150–4168
Ratriyanto A, Mosenthin R, Bauer E, Eklund M (2009) Metabolic, osmoregulatory and nutritional functions of betaine in monogastric animals. Asian Aust J Anim Sci 22:61
Rezaei-Vahidian H, Zarei AR, Soleymani AR (2017) Degradation of nitro-aromatic explosives using recyclable magnetic photocatalyst: catalyst synthesis and process optimization. J Hazard Mater 325:310–318
Shah F, Kazi TG, Afridi HI, Naeemullah Arain MB, Baig JA (2011) Cloud point extraction for determination of lead in blood samples of children, using different ligands prior to analysis by flame atomic absorption spectrometry: a multivariate study. J Hazard Mater 192:1132–1139
Silva EL, Roldan Pdos S, Giné MF (2009) Simultaneous preconcentration of copper, zinc, cadmium, and nickel in water samples by cloud point extraction using 4-(2-pyridylazo)-resorcinol and their determination by inductively coupled plasma optic emission spectrometry. J Hazard Mater 171:1133–1138
Wei Q, Yan H, Yuwen D, Youyuan D (2008) Surfactant Distribution in the clouding of TX114. Chin J Chem Eng 16:722–725
Zarei AR (2007) Cloud point formation based on mixed micelle in the presence of electrolyte for extraction, preconcentration, and spectrophotometric determination of trace amounts of hydrazinein water and biological samples. Anal Biochem 369:161–167
Zarei AR, Rezaeivahidian H, Soleymani AR (2015) Investigation on removal of p-nitrophenol using a hybridized photo-thermal activated persulfate process: general composite design modeling. Process Saf Environ 98:109–115
Zwart FJ, Slow S, Payne RJ, Lever M, George PM, Gerrard GA, Chamber SD (2003) Glycine betaine and glycine betaine analogues in common foods. Food Chem 83:197–204
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Mohammadzadeh, M., Honarvar, M., Zarei, A.R. et al. A new approach for separation and recovery of betaine from beet molasses based on cloud point extraction technique. J Food Sci Technol 55, 1215–1223 (2018). https://doi.org/10.1007/s13197-017-2999-4
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-017-2999-4