
Abstract
Heat and mass transfer parameters, effective thermal diffusivity, heat transfer coefficient, effective moisture diffusivity and moisture transfer coefficient—for pumpkin (Cucurbita pepo), sweet potato (Ipomoea batatas) and taro (Colocasia esculenta) under deep-frying conditions were determined by fitting experimental data on transient values of temperature and moisture content to the solution of the standard diffusion equation in cylindrical coordinates as modified by Dincer (Heat Mass Transfer 32:109–113, 1996). A case of Biot number in the range of 0< B i <100 was considered in this study. Remarkably good agreement was found between estimated and calculated values as the root mean square error between the measured and calculated temperature and moisture content values were only 5.0% and 1.3%, respectively. The model can be easily and effectively used to determine effective diffusion coefficients as well as transfer coefficients for heat and mass transfer. The oil uptake values for the above vegetables were lower than the values reported for other deep fried products.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thai fruits and vegetable chips are snack products generally processed during peak season to add value. These snacks form good alternatives to potato chips and nuts, particularly in the Thai diet. Sweet potato, taro, carrot, pumpkin, banana, jack fruit and durian have traditionally been fried in Thailand. Recent trend indicates that an increasing amount of edible fats and oils are consumed annually for deep frying such fruits and vegetables (Anon 2007). Deep fat frying is known to be one of the most energy intensive food processes, and there are a number of health concerns relating to fried products, principally relating to the amount of oil absorbed in the process. But it cannot be denied that fried products are universally liked and consumed. Hence more research is needed to elucidate the factors influencing oil uptake. During frying, simultaneous heat and mass transfer occurs. Heat is transferred from the frying medium to the product surface by convection and from the surface to the inside by conduction. The moisture, on the other hand, is evaporated and transported from the interior to the surface of solid by diffusion, which then migrates from the surface through the frying medium (Blumenthal 2001). In order to analyze and optimize frying process effectively, heat and mass transfer parameters like effective thermal diffusivity, heat transfer coefficient, effective moisture diffusivity and moisture transfer coefficient must be known (Dincer 1996).
Interactions between oil and the food material surface are complicated because of vigorous movement of water vapour bubbles escaping from food into the oil, which cause considerable turbulence and influence heat transfer coefficient (Singh 1995). Costa et al. (1999) showed that the heat transfer coefficient values were up to two times greater during water vapour bubbling and they varied with the rate of loss of water from the product. Further, a maximum value of heat transfer coefficient was observed around the time when the rate of water loss was maximum. Moisture content, on the other hand, decreases with frying time (Nema and Prasad 2004). Frying studies on products like tortilla chips (Yamsaengsung and Moreira 2002), frozen battered chicken breast (Persson et al. 2002; Tangduangdee et al. 2003) and potato products (Farid and Chen 1998; Rice and Gamble 1989; Ufheil and Escher 1996) are reported. Some studies have also been carried out on frying of pumpkin (Sungpuag et al. 1999), sweet potato (Farinu and Baik 2008) and taro (Emmanuel-Ikpeme et al. 2007) but the heat and mass transfer characteristics of these products have not been studied in detail. Thus, the main objective of this study was to evaluate the heat and mass transfer parameters associated with frying of sweet potato, taro and pumpkins.
Model
The model used in this work is based on the Fickian diffusion theory as developed by Dincer (1996) which assumes: 1. the heat and mass transfer parameters and physical properties of the products are constant (Table 1); 2. the products are homogeneous and isotropic; 3. the interacting effects between heat transfer and moisture transfer are negligible; 4. the initial temperatures and moisture contents of the products are uniform, and the medium temperature is constant; and 5. the effects of the internal heat generation and oil-uptake on the temperature distribution and moisture distribution are negligible. Thus, the transient diffusion equation for heat conduction and moisture diffusion in one-dimensional cylindrical coordinate can be written in terms of the excess temperature or moisture (ϕ), compactly, as follows:
The above equation is valid for both heat and mass transfers, and the various terms are explained in Table 2. The equation can be solved using the following initial and boundary conditions:
At r = 0 the solution of Eq. (1) results in the dimensionless center temperature or moisture content (θ) for an infinite cylindrical product in the following form (Carslaw and Jaeger 1980; Gebhart 1993; Yildiz et al. 2007):
By noting that \( \left( {\mu_1^2{F_0}} \right) > 1.2 \) (Dincer 1996), Eqs. (6) and (7) can be simplified by restricting the infinite sum to the first term only, to yield:
The transient dimensionless temperature and moisture content can also be expressed in terms of the lag factor (g) and frying coefficient (f) (Dincer 1996), as follows:
Comparing Eqs. (8) and (10) we find that \( \left( {\mu_1^2{F_0}} \right) = f\;t \). Further, the lag factor g which is equal to the pre-exponential term in Eq. (8), has been shown by Dincer (1996) to be:
Using the definition of B i given in Table 2, the heat and moisture transfer coefficients can be expressed in terms of the lag factor as follows:
The procedure used to calculate h and k is explained under section “Results and discussion”.
Materials and methods
Raw pumpkin (Cucurbita pepo), sweet potato (Ipomoea batatas) and taro (Colocasia esculenta) were purchased from a local market. The weights of sweet potato and taro were 400–600 g/corm whereas the weight of pumpkin was 1–1.2 kg per fruit. The seeds were removed from pumpkin, and the materials were washed thoroughly and peeled. Nine cylindrical shaped pieces (7.5 ± 0.01 cm long and 1.0 ± 0.01 cm diam), each of pumpkin, sweet potato and taro, were prepared. Moisture content, protein, fat and ash were determined in triplicate and reported on dry weight basis using AOAC (2000) methods, while carbohydrate content was assumed to constitute the remaining percentage.
Frying
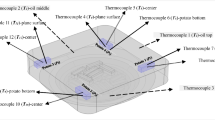
Nine cylindrical test samples were taken, and one was kept for the measurement of moisture content, oil content and weight before frying; whereas the eight remaining samples were taken for deep frying in soybean oil. Three thermocouples connected to a data logger (DT800 dataTaker, dataTaker Pvt. Ltd.) were inserted at the center of three of the cylinders, and two thermocouples were placed in the oil. Initially, the oil was filled in an Electroway Speed Fryer (Electroway Heaters Ltd., Loughborough, UK; capacity 5 l) and preheated to 180 °C for 2 h before frying. The oil temperature was thermostatically controlled. The eight samples were placed in a wire mesh basket, which was immersed in the oil after the set temperature was reached. After each time interval of 2 min, one of the five cylinders which did not have the thermocouples fitted, was taken out of the oil, and allowed to drain for 5 min before blotting off the surface oil using an absorbent paper. Its mass was recorded using an analytical balance (Model NA 264, Somethmick Warley, UK.). Finally, its moisture and oil contents were determined as described above. The moisture and oil content of the samples were thus monitored over the entire duration of frying (10 min). The temperatures were also continuously monitored using the remaining three samples which remained in the oil for the entire duration of frying. The center temperatures shown by these three samples were averaged and used for data analysis. The initial temperature of all the samples (T i) was 21 °C, while the initial moisture contents (M i) of sweet potato, pumpkin and taro were 0.71, 0.72 and 0.72 kg water / kg total matter, respectively. The corresponding final temperatures, moisture contents and equilibrium moisture contents were found to be: , T f = 107, 106 and 106 °C; M f = 0.49, 0.50 and 0.51 kg water/kg total matter (both values after 10 min of frying) and M e = 0.012, 0.015 and 0.015 kg water/kg total matter (for 19 min frying time). The equilibrium moisture content was determined from the three samples containing the thermocouples. These samples were continuously fried with samples taken every 3 min and weighted. The equilibrium moisture content was determined as the value obtained when the sample reached a constant weight.
Statistical analysis
All experimental data were analyzed using SAS software (Version 8, 1999, SAS Institute Inc., Cary, NC, USA). Duncan’s multiple range test was used to estimate significant differences among the means at 5% level of probability significance.
Results and discussion
The chemical compositions of raw pumpkin, sweet potato and taro are given in Table 3. The protein content of sweet potato was higher than pumpkin and taro (p < 0.05). The temperature and moisture content data measured for pumpkin, sweet potato and taro samples were used to validate the model. The data for taro was chosen to illustrate the calculations undertaken to evaluate the process parameters. The measured moisture contents and temperatures were transformed into their dimensionless forms (Table 2). These dimensionless moisture and temperature distributions were fitted to Eq. (10) in order to evaluate the following lag factors and frying coefficients for taro: g t = 1.0161; g m = 1.0056; f t = 0.00143 s−1; and f m = 0.00061 s−1 (r 2 = 0.99). These parameters, i.e., lag factors and frying coefficients, were defined such that they included both the magnitude of internal and external resistance to the heat transfer or moisture transfer and directly influenced heat transfer and moisture transfer coefficients as a function of the Biot number (Dincer 1996). On the other hand, the frying coefficient indicated the frying capability of the material being fried and had a direct bearing on the thermal and moisture diffusivities. Substituting the lag factors into Eq. (11), the Biot number values (B i ) were calculated as 0.02 for mass transfer and 0.06 for heat transfer, which show that the internal resistance to heat transfer in the sample is greater than that for moisture transfer. The roots of the characteristic equation (μ 1) for mass and heat transfer were evaluated as 0.18 and 0.35 respectively. The moisture diffusivity and thermal diffusivity were then determined to be 4.97 × 10−7 m2 s−1 and 2.92 × 10−7, respectively. The values for diffusivity reported in literature are: 8.89 × 10−6 m2 s−1 for moisture diffusion from tortilla chips (Moreira et al. 1992), 3.3 × 10−8 m2 s−1 for moisture diffusion from light biscuit dough (Williams and Mittal 1999), 9.11 × 10−8 m2 s−1 for thermal diffusion from tortilla chips (Moreira et al. 1995), 1.33 × 10−7 m2 s−1 and 1.02 × 10−6 m2 s−1 for thermal diffusions from meatball (Ateba and Mittal 1994) and from light biscuit dough (Williams and Mittal 1999), respectively. The diffusivity values reported in the present work are within the range of values reported in the literature. The thermal conductivity of taro was assumed to be 0.49 Wm−1 K−1 (Farinu and Bail 2007). The heat transfer and moisture transfer coefficients were found to be h = 5.21 Wm−2 K−1 and k = 1.88 × 10−6 ms−1. The Lewis number, which is the ratio of the thermal diffusivity and the moisture diffusivity (Le = α / D), was then calculated and this parameter gives an idea of the relative magnitudes of heat and moisture transfer coefficients. The value obtained for taro (0.857) indicated that moisture transfer was 1.7 times faster in taro sample. For sweet potato and pumpkin, the moisture transfer was 2.6 and 3.3 times faster than the heat transfers, respectively.
The observed and regressed dimensionless center temperature distributions and moisture distributions within taro are given in Fig. 1. There is a remarkably good agreement between estimated and calculated temperature and moisture content profiles: root mean square error (RMSE) between the measured and calculated temperature and moisture content values were 5.0% and 1.3%, respectively. The results of the present study indicate that the model is capable of yielding heat and mass transfer parameters in a simple and effective manner. The values of heat and mass transfer parameters for pumpkin and sweet potato were also estimated by using the above method, and their values are reported in Table 1.

Dimensionless temperature and moisture content variation with time for taro samples subjected to frying at 180 °C showing experimental data as points and model as the broken line
The oil content of fried samples increased with frying time while moisture content decreased. The experimental data for oil uptake and moisture loss for pumpkin, sweet potato and taro are shown in Fig. 2. Linear regression equations for oil uptake as a function of moisture content for all products are given in Table 4. At the end of experiment, the oil contents of pumpkin, sweet potato and taro were 8.0, 7.2 and 7.7% (db), respectively. Totani et al. (2006) found that oil absorption in commercial deep-fried foods ranged between 22 and 48%. It is evident that the vegetables used here had lower oil absorption than battered deep-fried products.

Relationship between oil content and moisture content of pumpkin, sweet potato and taro fried at 180 °C
Conclusion
Cylindrical shaped pumpkin, sweet potato and taro samples were deep fried for the analysis of transient heat transfer and mass transfer under the condition 0< B i <100. The heat and mass transfer parameters for these products were determined using Dincer (1996) model The frying process parameters, i.e., lag factor and frying coefficient were determined by fitting experimental data on transient variations of temperature and moisture content to the model A regression analysis was performed and the correlation found was r 2 > 0.90. The results indicate that Dincer’s model is simple and effective, and the values of oil uptake by vegetables are significantly lower than those reported in the literature for other food products.
- a :
-
thermal diffusivity or moisture diffusivity in Eq. (1)
- B i :
-
Biot number
- c :
-
constant representing thermal conductivity or moisture diffusivity in Eq. (4)
- D :
-
moisture diffusivity, m2 s−1
- f :
-
frying coefficient, s−1
- Fo :
-
Fourier number
- g :
-
lag factor
- J0(μ1):
-
zeroth order Bessel function of the first kind
- J1(μ1):
-
first order Bessel function of the first kind
- h :
-
heat transfer coefficient, Wm−2 K−1
- k :
-
moisture transfer coefficient, ms−1
- Le :
-
Lewis number
- M :
-
moisture content, kg water/kg total matter
- r :
-
radial coordinate
- r 2 :
-
coefficient of determination
- R :
-
radius, m
- s :
-
constant representing heat transfer coefficient or moisture transfer coefficient in Eq. (4)
- t :
-
time, s
- T :
-
temperature, °C or K
- Y :
-
half thickness or radius, m
- α:
-
thermal diffusivity, m2 s−1
- ϕ :
-
temperature difference or moisture content difference, °C or kg/kg
- θ:
-
dimensionless temperature or moisture content
- μ:
-
root of the transcendental characteristic equation
- λ:
-
thermal conductivity, Wm−1 K−1
- π :
-
pi number
- o :
-
frying medium
- e :
-
equilibrium
- i :
-
initial
- m :
-
mass transfer case
- n :
-
nth characteristic value
- t :
-
heat transfer case
- 1:
-
1st characteristic value
References
Anon (2007) www.bot.or.th Blank of Thailand website, www.bot.or.th/BOTHomepage/DataBank/Real_Sector/Industry/Vegetable_Oil/8-8-2000-Th-i/vegetable_oil.pdf. (Accessed on 8th March 2007)
AOAC (2000) Official methods of analysis. In: Horwitz W (ed) Association of official analytical chemists, 17th edn. Washington DC
Ateba P, Mittal GS (1994) Modelling the deep-fat frying of beef meatballs. Int J Food Sci Technol 29:429–440
Blumenthal MM (2001) A new look at frying science. Cereal Foods World 46(8):352–354
Carslaw HS, Jaeger JC (1980) Conduction of heat in solids, 2nd edn. Oxford University Press, London
Costa RM, Oliveira FAR, Delaney O, Gekas V (1999) Analysis of the heat transfer coefficient during potato frying. J Food Eng 39:293–299
Dincer I (1996) Modelling for heat and mass transfer parameters in deep-frying of products. Heat Mass Transf 32:109–113
Emmanuel-Ikpeme CA, Eneji CA, Esslet U (2007) Storage stability and sensory evaluation of taro chips fried in palm oil, palm olein oil, groundnut oil, soybean oil and their blends. Pakistan J Nutr 6:570–575
Farid MM, Chen XD (1998) The analysis of heat and mass transfer during frying of food using a moving boundary solution procedure. Heat Mass Transf 34(1):69–77
Farinu A, Baik OD (2008) Convective mass transfer coefficients in finite element simulations of deep fat frying of sweet potato. J Food Eng 89:187–194
Farinu A, Bail O-D (2007) Thermal properties of sweet potato with its moisture content and temperature. Int J Food Prop 10(4):703–719
Gebhart B (1993) Heat Conduction and mass diffusion. McGraw-Hill Inc, New York
Moreira RG, Palau JE, Sweat VE (1992) Thermal properties of tortilla chips during deep-fat frying. ASAE paper No. 92-6595. Am Soc Agric Eng. St Joseph, MI
Moreira RG, Palau JE, Sweat VE, Sun X (1995) Thermal properties of tortilla chips as a function of frying time. J Food Process Preserv 19:175–189
Nema PK, Prasad S (2004) Effects of frying oil temperature on quality and yield of potato chips. J Food Sci Technol 41(4):448–450
Persson E, Sjoholm I, Skog K (2002) Heat and mass transfers in chicken breasts-effect on PhIP formation. Eur Food Res Technol 214(6):455–459
Rice P, Gamble MH (1989) Modelling moisture loss during potato slice frying. Int J Food Sci Technol 24:183–187
Singh RP (1995) Heat and mass transfer in food during fat frying. J Food Technol 49:134–137
Sungpuag P, Tangchitpianvit S, Chittchang U, Wasantwisut E (1999) Retinol and beta carotene content of indigenous raw and home-prepared foods in Northeast Thailand. Food Chem 64:163–167
Tangduangdee C, Bhumiratana S, Tia S (2003) Heat and mass transfer during deep-fat frying of frozen composite foods with thermal protein denaturation as quality index. Sci Asia 29(4):355–364
Totani N, Ohno C, Yamaguchi A (2006) Is the frying oil in deep-fried foods safe? J Oleo Sci 55(9):449–456
Ufheil G, Escher F (1996) Dynamics of oil uptake during deep-fat frying of potato slices. Lebensm-Wiss Technol 29(7):640–644
Williams R, Mittal GS (1999) Low-fat fried foods with edible coatings: modeling and simulation. J Food Sci 64(2):317–322
Yamsaengsung R, Moreira RG (2002) Modeling the transport phenomena and structural changes during deep fat frying, Part I: model development. J Food Eng 53:1–10
Yildiz A, Palazoglu TK, Erdogdu F (2007) Determination of heat and mass transfer parameters during frying of potato slices. J Food Eng 79:11–17
Acknowledgment
Araya acknowledges with gratitude the support by the Department of Food Technology, Faculty of Technology, Khon Kaen University.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Ahromrit, A., Nema, P.K. Heat and mass transfer in deep-frying of pumpkin, sweet potato and taro. J Food Sci Technol 47, 632–637 (2010). https://doi.org/10.1007/s13197-010-0100-7
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13197-010-0100-7