
Abstract
A multi-criteria decision strategy based on desirability function and Box–Behnken design as response surface methodology have been used to concomitantly optimize process parameters and two important mechanical properties in compressed wood production from Trewia nudiflora species. The steaming time (min), pressing time (min) and pressing temperature (°C) were selected as process parameters where as modulus of elasticity (MOE) and modulus of rupture (MOR) as responses. The optimized parameters for compressed wood production were found to be: steaming time 60 min, pressing time 10 min and pressing temperature 183.16 °C and under these conditions optimized responses were 1,229.2 N/mm2 for MOE and 45.46 N/mm2 for MOR.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Nowadays, thermally-compressed or densified wood is very well known and eco-friendly wood material resulted from solid wood or from laminated wood without impregnating it with any synthetic resins and chemicals. In Germany date back in 1930, compressed solid wood had been manufactured under the trade name “Lignostone” and compressed laminated wood under the trade name “Lignofol” (Seborg et al. 1962). The heterogeneous nature of wood properties within the individual as well as between trees whether of the same or differing species make the wood more vulnerable to suitable use with uniformity. Compressions of wood reduce the void volume and increase the density of wood as well as increase the mechanical properties of wood and finally solve the non-uniformity problem Bowyer et al. (2003). Thus, the compressed wood materials can be used in many industrial applications across the world due to its high density and strength properties comparable to other materials available in the market. But there has an established springback problem when this compressed wood come to contact with water (Kutnar and Kamke 2012a; Navi and Girardet 2000; Hsu et al. 1988). There has been several substantial and convincing work proposed by several researchers in order to overcome this springback problem of thermally compressed wood (Fang et al. 2012; Laine et al. 2012; Dwainto et al. 1997; Inoue et al. 1993a, b).
The overwhelming growth of human population is causing an increasing pressure on forests with high quality timber for furniture, joinery and construction purposes. On the other hand, the forest of Bangladesh has nearly 500 hardwood species but only 40 species are producing high quality timber to fulfill the above mentioned purposes (Sheikh et al. 1993). Thus a vast majority of the timber species are not potentially utilized or unutilized due to their inferior properties. Trewia nudiflora (Family: Euphorbiaceae) is a moderate sized to large deciduous tree having low density, light, fine even textured and straight grained timber mainly used for fuel wood, picture frames, agricultural implements, toys, planking, and match manufacture (Alam et al. 1991). According to Norimoto (1993) and Wang et al. (2000) the first growing low density and low quality timber species can be used to produce compressed wood for their potential utilization. Thus, timber of T. nudiflora species can be effectively converted into high quality compressed material to reduce the burden on the over exploited conventional species.
The quality of compressed wood depends on several working parameters such as: pressing time, pressing temperature, pressure, heating rate, types of species, pretreatment of the sample, uses of additives, treatment after thermal pressing etc. (Santos et al. 2012). Among these parameters; pressing time, pressing temperature and steaming time has been known to be important according to literature review (Anshari et al. 2011; Rowell et al. 2002; Inoue et al. 1993a, b; Hsu et al. 1988). It is also noted that the compression of wood has a positive impact on strength properties such as modulus of rupture (MOR) and modulus of elasticity (MOE) of wooden products. The MOR measures the overall strength of a wooden samples but MOE measures the wood’s deflection rather than eventual strength. Therefore, dealing with many factors at a time with several responses is a great challenge for any quality products because most of the industrial and manufacturing quality characteristics are multidimensional. This challenge can be carefully handled firstly by building appropriate response surface methodology (RSM) for each response and later attempt to find a set of operating conditions that optimizes all responses at least within the range (Zadbood and Noghondarian 2011; Raissi and Eslami 2009). In order to resolve the multiresponse problems several researchers proposed versatile methodology (Cornell and Khuri 1987; Tai et al. 1992; Pignatiello 1993; Layne 1995; Byrne and Taguchi 1987).
The desirability function approach is one of the most frequently used multi-response optimization techniques in practice developed by Harrington (1965) and was later modified by Derringer and Suich (1980). Desirability function is intuitive, simple and available in all statistical software. Therefore, in this study, Derringer’s desirability function as multi-criteria decision making approach was used to evaluate the compressed wood properties. Desirability function simultaneously determines the optimum settings of input variables that lead to desired compromise solutions. The theoretical concepts and application of multivariate optimization using multi-objective desirability function have been discussed intensively in a number of illuminating articles (Islam et al. 2009, 2010, 2012; Costa et al. 2011; Jeong and Kim 2009).
Over the last century, considerable research has been conducted on different aspects of compressed wood (Santos et al. 2012; Kutnar and Kamke 2012b; Mohebby and Bami 2011; Navi and Heger 2004) but there has no work in optimizing the manufacturing parameters and responses simultaneously using RSM and desirability function for the production of compressed wood. Thus, the objective of this study was to optimizing and manufacturing of high quality compressed wood from T. nudiflora species by using response surface methodology and desirability function.
Materials and methods
Sample preparation for compressed wood production
Trewia nudiflora tree was collected as raw material for the production of compressed wood with varying density ranges from 0.40 to 0.44 g/cm3. The height of the tree was about 8 m and diameter was 45 cm. For the purpose of preparing samples the middle portion of the tree was selected which was clean and straight. The dimension of samples was 22 × 22 × 4 cm. In this study, fifteen samples were prepared for fifteen experimental trials that were designed using Box–Behnken design. The finished samples were then kept in a plastic bag at room condition before any further treatment. The first operation of the experiment was steaming which was carried out using an autoclave (Jeiotech, Korea, model-AC-11) at constant temperature 121 °C and pressure 0.18 MPa, respectively. After steaming the samples were conditioned for 30 min at room condition and then oven dried for 24 h at 103 °C ± 2. In the next step, pressing of the steamed samples was carried out using laboratory hot-press (model-XLB, Manufacture no. 120049, Qingdaoyadong, China) at a constant pressure of 6 MPa. After compression samples were conditioned for 7 days at room condition and cut into desired dimension for the determination of MOR and MOE by Universal Testing machine (Model-UTN100, SR no. 11/98-2441, Fuel Instruments and Engineers Pvt. Ltd., India) according to ASTM D 4761-11 (ASTM 2011).
Response surface methodology and multi-response optimization
Response surface methodology (RSM) is a collection of mathematical and statistical techniques useful for the modeling and analysis of problems in which a response of interest is influenced by several variables and the objective is to optimize this response and to find a suitable approximation for the true functional relationship between the variables and the responses (Montgomery and Douglas 2005). RSM can be used to improve quality through reducing the variability with an improved process and product performance with fewer numbers experimental runs to evaluate the effect of different factors and their interactions (Zadbood and Noghondarian 2011). Building a response surface methodology needs 3 steps of sequential experimentations:
-
(i)
Designing a series of experiment for data collection through selection of appropriate factors and their levels.
-
(ii)
Sequential mathematical model fitting.
-
(iii)
Optimization in order to find the optimal sets of experimental parameters to produce best output of the response by analyzing the response model.
Similarly, the multi-response problem consists of three stages: data collection, model building, and optimization. Here data collection and model building procedures are followed based on RSM and multi-response optimization was performed by desirability function.
In this study Box–Behnken design was used as response surface methodology to determine the relationship between the variables and response functions MOE and MOR. Box–Behnken design is a fractional factorial design that allows establishing statistical relationship between experimental variables and response (test results), from which the optimal experimental conditions could be predicted for achieving the optimal response. Besides, Box–Behnken design needs few numbers of experiments resulting low experimental costs, more efficient and easier to arrange as well as interpret in comparison to others. Box–Behnken design has specific positioning of the design points. So this design is useful in avoiding treatment combinations that are extreme (Islam et al. 2009). Three important parameters steaming time, hot press time, hot press temperature and their three levels for each have been selected in this study according to the literature review (Anshari et al. 2012; Inoue et al. 1993a, b; Inoue and Norimoto 1991). Table 1 show three factors (steaming time, hot press time, hot press temperature) and three levels of each factor coded −1, 0, and +1 for low, middle and high values, respectively. STATISTICA® statistical software was used and a second order polynomial model used to fit the response to the independent variables is shown below.
where Y is the response (MOE or MOR), β 0 is the intercept and β i , β ii , β ij are the coefficients of parameters for linear, squared and interaction effects, respectively.
In the next step, Derringer desirability function was used as multi-criteria decision making approach in order to compromise between MOE and MOR resulting from selected factors based on RSM mathematical models that might convert a multi-response problem into a single-response. The Derringer’s desirability function, D, is the geometric mean of the individual desirability.
The desirability function first converts the response (yi) into an individual desirability function (di) that varies from 0 to 1. The desirability 1 is for maximum and desirability 0 is for non-desirable situations or minimum. Derringer and Suich (1980) proposed the equation for three response types, which can be expressed as:
-
(1)
Nominal-The-Best: the estimated response is expected to get a particular target value (T).
$$ d_{i} = \left[ {\frac{y - L}{T - L}} \right]^{wi} {\text{ or }}\left[ {\frac{y - H}{T - H}} \right]^{wi} \, L \le y \le T,\quad {\text{when}}\;\, \, y < L\;\,{\text{or}}\;\,y > H\;\,{\text{then}}\;\,d_{i} = 0\quad {\text{and}}\;\,y = T\;\,{\text{then}}\;\,d_{i} = 1. $$(2)
-
(2)
Larger-The-Best: the estimated response is expected to be larger than a lowest boundary.
$$ d_{i} = \left[ {\frac{y - L}{H - L}} \right]^{wi} ,\quad L \le y \le H,\quad {\text{when}}\;\,y < H\quad {\text{then}}\;\,d_{i} = 0\quad {\text{and}}\;\,y > H\quad {\text{then}}\;\,d_{i} = 1. \, $$(3)
-
(3)
Smaller-The-Best: the estimated response is expected to be smaller than a highest boundary.
$$ d_{i} = \left[ {\frac{y - H}{L - H}} \right]^{wi} ,\quad L \le y \le H,\quad {\text{when}}\;\,y > H\quad {\text{then}}\;\,d_{i} = 0\quad {\text{and}}\;\,y > L\quad {\text{then}}\;\,d_{i} = 1. \, $$(4)
In Eqs. (2), (3) and (4), L and H are the lowest and the highest values, respectively obtained from the mathematical models in RSM and w i is the weight. Above the both cases, d i will vary non-linearly while approaching the desired value but with a weight of 1, d i varies linearly.
Subsequently the transformations of all individual desirability points for the predicted values are converted into overall desirability function, D, by computing their geometric mean by following equation.
The above equation can be extended when the weight or importance has been considered:
where r i represents the importance that reflects the difference in the importance of different responses. Importance (r i ) varies from the least important, a value of 1, to the most important, a value of 5 and the outcome of the overall desirability D depends on the r i values.
Results and discussion
Analysis of Box–Behnken design and adequacy of the model
In this study in order to evaluate the linear, squared and interaction effects of the selected factors on mechanical properties of compressed wood, a second order polynomial model were developed using Box–Behnken design. The significant terms in the model were evaluated by Analysis of variance (ANOVA) that presented in Tables 2 and 3 for MOE and MOR, respectively. The model adequacy was checked by the coefficient of determination, R2, a global statistic parameter to access the fit of a model. A coefficient of determination (R2) value of 0.90 for MOE and 0.897 for MOR is highly agreement with the experimental results, indicating 90 and 89.7 % of the variability can be revealed by the model and are left with 10 and 10.3 % residual variability for MOE and MOR. For further validation of the model, adjusted R2 was used for confirming the model adequacy. The adjusted R2 was calculated to be 0.734 and 0.712 for MOE and MOR, which indicates a good model for using in the field conditions.
The adequacy of the model was further evaluated through ANOVA lack of fit (LOF) test. The lack of fit (LOF) is the variation of the data around the fitted model. The significant lack of fit explained that the model doesn’t describe the trend in the data well enough and suggests new higher order model in order to explain the data but in this study non-significant LOF relative to the pure error, indicating good response to the model.
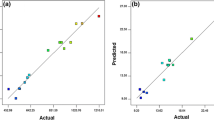
After model fitting, in order to validate the assumptions drawn in the ANOVA, the normality of residuals was determined by numerically with Shapiro–Wilk normality test due to its more appropriateness for small sample sizes (<50 samples). If the P value of the Shapiro–Wilk test is greater the 0.05, the data is normal. If it is below 0.05, the data significantly deviate from a normal distribution. In this study, Shapiro–Wilk normality test gave non-significant value of W statistics (W = 0.985, p = 0.993 for MOE and W = 0.975, p = 0.926 for MOR), indicating model may predict very well. The model was again validated by the observed versus predicted plot. The points of all predicted and actual responses (Fig. 1a, b) fell in 45° inclined straight line indicating also good response to the model.

Observed versus predicted plot for a MOE and b MOR
The final predicted mathematical models in terms of significant actual factors for compressed wood production governed by different factors are given below:
Effects of different factors on MOE
The importance of different actual factors and their interactions are showed by standardized pareto chart (Fig. 2) for selected response MOE. The vertical line which overpass through the standardized factors determine the statistical significance at 95 % confidence intervals. The sign + and − reflects the positive and negative effect of the corresponding factors, respectively. Positive coefficients indicate the MOE is favored and negative coefficients indicate unfavorable by the factors and their interactions.

Standardized pareto chart for MOE
In this study, it has been observed from ANOVA for MOE (Table 2) and standardized pareto chart (response of MOE) that the linear effect of steaming time and pressing temperature, the quadratic effect of pressing time and pressing temperature has significant impact on the MOE. It has been also showed that the linear interaction effect between steaming time and pressing time (i.e. 1L by 2L) has the most significant impact on MOE.
From the Fig. 3, it has been attributed that the synergistic effect of lowest steaming time and lowest pressing time produced compressed wood with high MOE. It has also been observed that the MOE of compressed wood attained the highest value 1,400 N/mm2 for low pressing time ranges 8–10 min and low steaming time ranges 40–70 min. As the steaming time and pressing time increases, the MOE of compressed wood decreases gradually. Jimenez et al. (2011) showed that MOE decreases with the increases of treatment time. Similar observation was found by Esteves and Pereira (2009). They observed that MOE increases with softer treatment and decreases with severe treatment. Mitchell (1988) studied that MOE decreases regularly with the time of treatment. MOE and bending strength decreases with the increases treatment time and temperature (Esteves et al. 2007). Kubojima et al. (2000) reported that the MOE and the bending strength increases in the beginning of the treatment and decreases afterwards more for the treatments.

3D graph showing the positive effect of pressing time and steaming time on MOE
Effects of different factors on MOR
The actual factors which have significant effect on MOR of compressed wood are shown in ANOVA for MOR (Table 3) and also represented by standardized pareto chart which is developed by the software depicted in Fig. 4.

Standardized pareto chart for MOR
It has been observed from ANOVA for MOR and standardized pareto chart (response of MOR) that the linear effect of steaming time and pressing temperature, the quadratic effect of pressing temperature and steaming time has significant impact on MOR. It has been also observed that the positive linear interaction effect between steaming time and pressing time (i.e. 1L by 2L), the negative linear interaction effect between pressing time and pressing temperature (i.e. 2L by 3L) has the most significant impact on MOR.
It has been observed from the Fig. 5 that the MOR of compressed wood attained the highest value 45 N/mm2 for low pressing time ranges 8–11 min and low steaming time ranges 40–90 min. As the pressing time and steaming time start to increase from 11–22 and 90–200 min, respectively, the MOR start to decrease sharply. Jimenez et al. (2011) described in their investigation that MOR decreases with the increase of treatment time of thermally modified wood. This strength (MOR) loss in wood is actually related to the progressive degradation of hemi-cellulose components due to steaming and this reduction increases with increasing steaming duration (Yilgor et al. 2001; Boonstra and Tjeerdsma 2006).

3D graph showing the positive effect of steaming time and pressing time on MOR
From the standardized pareto chart (Fig. 4) a negative interaction effect exists between pressing temperature and pressing time which depicted in (Fig. 6). Kim et al. (1998) described that there is a close relationship between the loss of MOR and the process condition (time and temperature). In another study Inoue et al. (1993a, b) reported that MOR depends more on treatment temperature rather than time.

3D graph showing the negative effect of pressing temperature and pressing time on MOR
The above figure illustrates that high MOR values obtained when the pressing temperature ranges between 182 to 190 °C for short pressing time ranges 8–9 min and at low pressing temperature for long pressing period ranges 20–22 min. The Fig. 6 also demonstrates that the MOR start to decrease with the increase of temperature above 190 °C and the combination of high pressing temperature and time has detrimental effect on MOR.
The above findings are very much similar to the previous findings. Many investigations and researches explained that a decrement of MOR occurred with the increment of treatment temperature around and above 200 °C (Poncsak et al. 2006; Kamdem et al. 2002). Dubey (2010) had reported that MOR decreases slightly at 180 °C for long pressing time and decreases sharply at 210 °C for all treatment time. This decrement of MOR is due to the depolymerization reactions of wood polymers (Kotilainen 2000). Curling et al. (2002) described that bending property losses are highly associated with the kind of carbohydrate being degraded whereas MOR decreases with the decrease of cellulose. Cellulose degraded to a lesser extent compared to the hemicelluloses of thermally treated wood but the degradation is very significant at 210 °C, therefore greater loss of MOR (Dubey 2010).
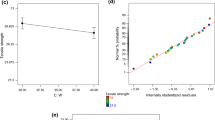
Optimization by using desirability function
The optimization process was done by selecting software profile and desirability option. The desirability function first took the maximum and minimum values of responses from the statistical model based on Box Behnken design. The general function optimization procedure is used (the simplex method of function optimization) to find the optimal settings of the independent variables (within the specified experimental range) for overall response desirability (STATISTICA 2004). From Table 1, the maximum MOE (1310.6) was assigned as desirability 1.0, minimum (445.11) as desirability 0.0 and middle (877.85) as desirability 0.5 (Fig. 7). In a similar ways, for MOR maximum (46.971) assigned as desirability 1, minimum (29.06) as desirability 0.0 and middle (38.016) as desirability 0.5. Then, the predicted MOE and MOR at each levels, holding all other factors constant at their current setting are calculated individually (Table 4), and this individual desirability scores for the predicted values for each MOE and MOR are then combined by computing their geometric mean according to Eq. (5). In this way, by using “larger the best” desirability approach provided the best optimized conditions for steaming time 60 min, pressing time 10 min and pressing temperature 183.16 °C that also simultaneously optimised 1,229.2 N/mm2 for MOE and 45.46 N/mm2 for MOR of compressed wood product. The individual desirability scores of each parameter are illustrated in Fig. 7 (bottom).

Profiles for predicted values and desirability for simultaneous optimization of compressed wood
After optimisation of each factors level and with their corresponding MOE and MOR, another single compressed wood was manufactured in order to check the repeatability of predicted desirable values. The data obtained from predicted desirability optimization (steaming time 60 min, pressing time 10 min and pressing temperature 183.16 °C that produces compressed wood of 1,229.2 N/mm2 for MOE and 45.46 N/mm2 for MOR) are closely related with the data obtained from real life application of above factors (steaming time 60 min, pressing time 10 min and pressing temperature 183.16 °C) in the production of compressed wood having MOE of 1,180.2 and 43.25 N/mm2 for MOR. It is also mentionable that the MOE and MOR values of T. nudiflora wood without any treatments (control) were 419.34 and 12.60 N/mm2, respectively while on the contrary after the treatment the MOE ranged from 445.11 to 1,310.6 N/mm2 and MOR 29.06 to 46.58 N/mm2. The average density also increased from 0.49 to 0.70 g/cm3. Therefore, these results explained the suitability of uses selected wood as well as modification procedures.
Conclusion
The Box–Behnken design offer a better insight into the effects of selected three parameters steaming time, pressing time and pressing temperature on two mechanical properties MOE and MOR of compressed wood. The intent parameters as well as responses MOE and MOR were optimized simultaneously by use of Derringer’s desirability function. Finally, by using optimized parameters level a set of experiment was performed in order to see the model predictability. The experimental results obtained under optimized parameters were very close to the theoretical results, indicating suitability of the design within the range of parameters investigated. Likewise, T. nudiflora is a very potential tree species for quality compressed wood production.
References
Alam MK, Mohiuddin M, Guha MK (1991) Trees for low-lying areas of Bangladesh. Bangladesh Forest Research Institute, Chittagong, 98 pp
Anshari B, Guan ZW, Kitamori A, Jung K, Hassel I, Komatsu K (2011) Mechanical and moisture-dependent swelling properties of compressed Japanese cedar. Constr Build Mater 25(4):1718–1725
Anshari B, Guan ZW, Kitamori A, Jung K, Komatsu K (2012) Structural behaviour of glued laminated timber beams pre-stressed by compressed wood. Constr Build Mater 29:24–32
ASTM (2011) Standard test methods for mechanical properties of lumber and wood-base structural materials. ASTM D 4761-11. American Society for Testing Materials, West Conshohocken. doi:10.1520/D4761-11. http://www.astm.org
Boonstra MJ, Tjeerdsma BF (2006) Chemical analysis of heat treated softwoods. Holz Roh Werkst 64:204–211
Bowyer JL, Shmulsky R, Haygreen JG (2003) Forest products and wood science—an introduction. Iowa State Press, Iowa
Byrne DM, Taguchi S (1987) The Taguchi approach to parameter design. Qual Prog 20:19–26
Cornell JA, Khuri AI (1987) Response surfaces: designs and analysis. Marcel Dekker, New York
Costa NR, Lourenço J, Pereira ZL (2011) Desirability function approach: a review and performance evaluation in adverse conditions. Chemom Intell Lab 107:234–244
Curling SF, Clansen CA, Winandy JE (2002) Relationship between mechanical properties, weight loss and chemical composition of during incipient brown-rot decay. For Prod J 52(7/8):34–39
Derringer G, Suich R (1980) Simultaneous optimization of several response variables. J Qual Technol 12:214–219
Dubey MK (2010) Improvements in stability, durability and mechanical properties of radiata pine wood after heat-treatment in a vegetable oil. PhD Thesis, University of Canterbury
Dwainto W, Inoue M, Norimoto M (1997) Fixation of deformation of wood by heat treatment. Makuzai Gakkaishi 43(4):303–309
Esteves B, Pereira H (2009) Wood modification by heat treatment: a review. Bioresources 4(1):370–404
Esteves B, Marques AV, Domingos I, Pereira H (2007) Influence of steam heating on the properties of pine (Pinus pinaster) and eucalypt (Eucalyptus globulus) wood. Wood Sci Technol 41(3):193–207
Fang CH, Mariotti N, Cloutier A, Koubaa A, Blanchet P (2012) Densification of wood veneers by compression combined with heat and steam. Eur J Wood Prod 70:155–163
Harrington E (1965) The desirability function. Ind Qual Control 21(10):494–498
Hsu WE, Schwald W, Schwald J, Shields JA (1988) Chemical and physical changes required for producing dimensionally stable wood-based composites—Part I: steam pretreatment. Wood Sci Technol 22:281–289
Inoue M, Norimoto M (1991) Heat treatment and steam treatment of wood. Wood Ind 49:588–592
Inoue M, Kadokawa N, Nishio J, Norimoto M (1993a) Permanent fixation of compressive deformation by hygro-thermal treatment using moisture in wood. Wood Res Bull 29:54–61
Inoue M, Norimoto M, Tanahashi M, Rowell RM (1993b) Steam or heat fixation of compressed wood. Wood Fiber Sci 25(3):224–235
Islam MA, Sakkas V, Albanis TA (2009) Application of statistical design of experiment with desirability functions for the removal of organophosphorus pesticide from aqueous solution by low cost material. J Hazard Mater 170:230–238
Islam MA, Nikoloutsou Z, Sakkas V, Papatheodorou M, Albanis TA (2010) Statistical optimization by combination of response surface methodology and desirability function for removal of azo dye from aqueous solution. Int J Environ Anal Chem 90:495–507
Islam MA, Alam MR, Hannan MO (2012) Multiresponse optimization based on statistical response surface methodology and desirability function for the production of particleboard. Compos B 43:861–868
Jeong I, Kim K (2009) An interactive desirability function method to multiresponse optimization. Eur J Oper Res 195:412–426
Jimenez JP, Acda MN, Razal RA, Madamba PS (2011) Physico-mechanical properties and durability of thermally modified malapapaya [Polyscias nodosa (Blume) Seem] wood. Philipp J Sci 141(1):13–23
Kamdem DP, Pizzi A, Jermannaud A (2002) Durability of heat treated wood. Holz Roh Werkst 60:1–6
Kim G, Yun J, Kim J (1998) Effect of heat treatment on decay resistance and the bending properties of radiata pine sapwood. Mater Organismen 32(2):101–108
Kotilainen R (2000) Chemical changes in wood during heating at 150–260 °C. PhD Thesis, Jyvaskyla University
Kubojima Y, Okano T, Ohta M (2000) Bending strength of heat treated wood. J Wood Sci 46:8–15
Kutnar A, Kamke FA (2012a) Influence of temperature and steam environment on set recovery of compressive deformation of wood. Wood Sci Technol 46:953–964
Kutnar A, Kamke FA (2012b) Compression of wood under saturated steam, superheated steam, and transient conditions at 150 °C, 160 °C, and 170 °C. Wood Sci Technol 46:73–88
Laine K, Rautkari L, Hughes M, Kutnar A (2012) Reducing the set-recovery of surface densified solid Scots pine wood by hydrothermal post-treatment. Eur J Wood Prod 71:17–23
Layne KL (1995) Method to determine optimum factor levels for multiple responses in the designed experimentation. Qual Eng 7(4):649–656
Mitchell P (1988) Irreversible property changes of small Loblolly pine specimens heated in air, nitrogen or oxygen. Wood Fiber Sci 20(3):320–333
Mohebby B, Bami LK (2011) Bioresistance of poplar wood compressed by combined hydro–thermo-mechanical wood modification (CHTM): soft rot and brown-rot. Int Biodeterior Biodegrad 65:866–870
Montgomery DC, Douglas C (2005) Design and analysis of experiments: response surface method and designs. Wiley, New Jersey
Navi P, Girardet F (2000) Effects of thermo–hydro-mechanical treatment on the structure and properties of wood. Holzforschung 54(3):287–293
Navi P, Heger F (2004) Combined densification and thermo–hydro mechanical processing of wood. Mater Res Soc Bull 29(5):332–336
Norimoto M (1993) Large compressive deformation in wood. Mokuzai Gakkaishi 39(8):867–874
Pignatiello JJ (1993) Strategy for robust multi-response quality engineering. IIE Trans 25(3):5–15
Poncsak S, Kocaefe D, Bouazara M, Pichette A (2006) Effect of high temperature treatment on the mechanical properties of birch (Betula papyrifera). Wood Sci Technol 40:647–663
Raissi S, Eslami FR (2009) Statistical process optimization through multi-response surface methodology. World Acad Sci Eng Technol 27:267–271
Rowell RM, Lange R, McSweeny J, Davis M (2002) Modification of wood fiber using steam. In: Proceedings of 6th Pacific rim bio-based composites symposium, pp 606–615
Santos CMT, Del Menezzi CHS, Souza MR (2012) Properties of thermo-mechanically treated wood from Pinus caribaea. Bioresources 7(2):1850–1865
Seborg RM, Millett MA, Stamm AJ (1962) Heat-stabilized compressed wood (staypak). FPL Report No. 1580 (revised), p 22
Sheikh MW, Biswas D, Ali MM, Azizullah MA (1993) Studies on peeling, drying and gluing of veneer and particleboard of ten village tree species of Bangladesh. Composite Wood Product Series. Bangladesh For Res Inst Bull 5:19
STATISTICA (2004) StatSoft, Inc. (data analysis software system), Version 7. Help manual. http://www.statsoft.com
Tai CY, Chen TS, Wu MC (1992) An enhanced Taguchi method for optimizing SMT processes. J Electron Manuf 2:91–100
Wang JM, Zhao GJ, Lida I (2000) Effect of oxidation on heat fixation of compressed wood of China fir. For Stud China 2(1):73–79
Yilgor N, Unsal O, Kartal N (2001) Physical, mechanical and chemical properties of steamed beech wood. For Prod J 51:89–93
Zadbood A, Noghondarian K (2011) Considering preference parameters in multi response surface optimization approaches. Int J Model Optim 2(1):158–162
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Islam, M.A., Razzak, M.A. & Ghosh, B. Optimization of thermally-compressed wood of Trewia nudiflora species using statistical Box–Behnken design and desirability function. J Indian Acad Wood Sci 11, 5–14 (2014). https://doi.org/10.1007/s13196-014-0110-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13196-014-0110-6