
Abstract
Aluminum foams with different silicon content have been produced by the Alporas method, where calcium and calcium carbonate are used as a thickening and foam agent, respectively. Performing quasi-static compression tests, mechanical behavior such as strain–stress diagram, deformation behavior, and energy absorption properties of the produced foams were investigated in this study. By adding silicon, calcium, and agitation of molten metal Si, SiO2, CaAl2Si2, CaAl2Si2O8 phases were created. These phases increased melt viscosity and improved foamability. The effect of physical properties, foam structure, alloy microstructure, pore size, and distribution on the mechanical behavior of metal foams was investigated in the present study. The foam with 8 wt% Si showed minimum density and maximum foamability, while it possessed a complete peak of stress. Thinner cell walls in Al–Si foams were observed, which could be attributed to the effect of silicon on melt’s surface tension. Results suggested that foams with 0 and 8 wt% Si are suitable for use as an energy absorber.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Metal foams are novel materials that have a combination of desirable physical and mechanical properties. High energy absorption, high specific stiffness, specific compressive strength, and light weight are the main characteristics of metal foams. Therefore, metal foams are attractive for structural applications, automotive, aerospace, and military industries [1,2,3,4]. There are several foam manufacturing technologies with their advantages and disadvantages. The challenging factor in all of these technologies is the simultaneous interaction of solid, liquid, and gaseous phases during the foam manufacturing process [5, 6]. Interaction of these phases finally yields the production of solid metal foam with a special character. Foamability and mechanical properties are prominent, which, to a great extent, determine the foam characteristics.
Alloy composition has a significant role in both foamability and mechanical properties of metal foams which both have an impressive effect on energy absorption and compressive strength. In the foaming of melts by blowing agents in the Alporas method, elements or second phases are added to the molten metal for two functions, thickening agent and alloying effects, which both gives the foams more desirable properties. In fact, it is very difficult to distinguish the exact effect of an element in either of the functions. In practice, an alloying element or a second phase is effective in both functions.
The effect of SiC and Al2O3 on metal foam is well studied by many researchers [7,8,9,10]. Xingchuan Xia et al. investigated two types of ceramic microspheres over the compressive properties of aluminum foams. Results showed that ceramic microspheres significantly improved yield strength, mean plateau stress, densification strain, and energy absorption capacity [11]. Huang et al. investigated the effect of adding scandium on quasi-static compressive behavior of Al–Sc foams, with and without T6 heat treatment. It was determined that adding the Sc component and then applying an appropriate heat treatment greatly improved the compressive strength of aluminum foams [12].
Silicon is the most important individual alloying element used in the majority of aluminum casting alloys. Al–Si alloys have many applications in the automotive and aeronautics industries. These alloys show more fluidityFootnote 1 in casting due to their high latent heat and lower melting temperature. By adding silicon, the strength of alloy increases, but the ductility reduces due to the formation of brittle solid phases. Silicon has low density (2.34 g/cm3) and low solubility in aluminum, reducing shrinkage and total weight of cast components. This element decreases the surface tension and increases the viscosity [13]. Hai-Jun Yu et al. reported that in the compression process, due to the formation of Al2O3, Al3.21Si0.47, CaAl2Si2 phases, Al–Si foams revealed a clear brittleness. When such foam is underwent external force, these phases initiated microscopic cracks. Therefore, the presence of these phases decreased the compressive strength [14].
On the one hand, adding silicon can improve foamability by increasing viscosity, casting fluidity, and decreasing surface tension. On the other hand, forming brittle phases could perversely affect mechanical properties. Therefore, in this study, the effects of the silicon on the mechanical properties of aluminum foams have been investigated. Foams with hypoeutectic Al–Si alloys were produced, and their mechanical properties were explored. Hypereutectic alloys were not considered because as previously reported when the primary silicon appeared as coarse polyhedral particles, the strength decreased with increasing silicon content [15].
2 Experimental procedure
2.1 Sample preparation
Materials used here were pure aluminum ingots (with a purity of 99.8%), calcium granules as a thickening or stabilizing agent, and CaCO3 powder as the foaming agent. Pure silicon was also used for alloying. Below the preparation steps are discussed.
-
1.
1 kg of aluminum was melted in a graphite crucible at 750 °C. An electric resistance furnace was used for melting aluminum and foaming preparation.
-
2.
Metal silicon particles were added with 0, 4, 8, 12.6 (eutectic point) weight percentages and stirred until all silicon particles were uniformly disolved in the melt.
-
3.
1.5 wt% calcium granules were added to molten alloy for adjusting the viscosity. After complete dissolution of calcium in the melt, the product was agitated with 1000 rpm of rotational speed for 6 min in ambient for thickening and viscosity enhancement.
-
4.
The thickened aluminum alloy was poured into a metal casting mold (cylindrical crucible with an inner diameter of 7.5 cm and 30 cm internal height). Then, the foaming agent, CaCO3 powder, was added, mixed, and stirred by a 1600 rpm stirrer.
-
5.
The melt was held at a temperature of 700–750 °C to allow the blowing agent to be completely decomposed.
-
6.
Finally, mold was taken out of the furnace and was quenched by water. After cooling down to room temperature, the foam block was removed.
For all alloys, the thickening agent’s percentage and foaming temperature were the same.
The average density and porosity of all samples were calculated using Eqs. (1) and (2):
where V is the volume of sample (mm3), M is the weight of the sample (g), ρ is the sample density (g/cm3), ρs is the density of base material and φ is the porosity of samples [16, 17]. All samples were cut with a 30 × 30 × 30 mm3 size by wire electro-discharge machine (WEDM). Figure 1 represents the cross section of fabricated foams.

Cross section of metal foams: a 0 wt%, b 4 wt%, c 8 wt% and d 12.6 wt%
The samples were tested at ambient temperature under compressive quasi-static strain rate conditions according to ISO 13314 standard [18]. The quasi-static compression was conducted at a strain rate of 10–3 s−1. OLYMPUS optical microscope was used to study the microstructure. XRD analysis was used for phase identification. For XRD and microstructure investigations, small amounts of melts with different chemical composition before and after stirring were solidified in the metal crucible. These samples were ground and polished for XRD and microstructure investigations. Copper was the target material in an X-ray tube source.
Normally in the foams, the pore size of foam near the foam walls is smaller, and the cell walls are thicker; therefore, the density is much higher in contrast to the inside of the metal foams. There is also some non-homogeneity from top to bottom of the foam. On top of the foam, the pores are bigger, the walls are thinner, and the density is lower. Therefore, it is very difficult to find samples with the same physical properties. The prepared samples of each alloy were tested by Instron universal testing machine with an appropriate load cell. To compare the mechanical properties of the different alloys, it was tried to prepare samples from the same location. Therefore, the data which are presented in the paper are from the sample, which represents and reveals as far as possible the average mechanical properties of metal foam for a specific alloy. The data of each foam are likely not caused by chance. They are clearly distinguishable and completely show the effect of silicon on the foamability and mechanical properties.
2.2 Pore Structure
Different visualization methods are generally available to analyze and characterize the architecture of cellular material, such as pore structure, size, and distribution. ImageJ is a proper software for analyzing images widely used in various studies [19].
For analyzing the foam’s pore structure and mean pore size with ImageJ, all samples were polished, and then images of the surfaces were taken by a non-contact video measuring system.
3 Results and Discussion
3.1 Physical Properties
The physical properties of the metal foams are presented in Table 1. The pore structure of foams with different silicon contents is shown in Fig. 2. As can be observed, minimum density and consequently maximum foamability occur at alloy with 8 wt% Si. For 4 wt% Si, despite the expectation of improving foaming condition, due to preferable viscosity and surface tension, the foamability is reduced. The pore size in 4 wt% Si is less than the pore size in 0wt% Si. In 4 wt% Si, the wall thickness between pores is thick, meaning foaming and drainage have not been completely performed. In foams with 8 wt% Si, the mean pore size is the highest, and the wall thickness is almost thin. Moreover, the density of alloy decreases by silicon content, but this change is negligible compared to the reduction in the density of foams [20]. Thus, a reduction in the density of foams could be thoroughly attributed to the foamability factor.

Optical macrographs of aluminum foams with different silicon content. a 0 wt%, b 4 wt%, c 8 wt% and d 12.6 wt%
The surface tension in Al–Si alloy is fewer than pure aluminum [21], and it is almost constant in Al–Si alloys with different silicon contents [21, 22]. It is expected that due to lower surface tension, foam with 4 wt% Si will have higher foamability than foam with 0 wt% Si. However, unexpectedly, its pores are smaller, and its density is higher. It seems all the silicon content contribute to intermetallic and oxide phases such as CaAl2Si2, CaAl2Si2O8, and SiO2. Therefore, the remaining free silicon content is very little to be effective on the foamability. Whereas in foam with 8 wt% Si, there is enough silicon and the foamability is at the maximum, and big size pores have created the foam structure. In Al-12.6 wt% Si, the foamability again drops, and density increases. Different pore sizes, placement of small bubbles, and big bubbles and thick walls between pores all indicate excessive viscosity. Too much viscosity will normally suppress gas release, and also it will cause non-homogeneity in the foam’s structure [23,24,25,26].
3.2 Microstructure
The present phases in the foam with 4wt% Si before and after stirring are shown in Fig. 3. The X-ray analysis shows that by adding silicon as alloying element and calcium as a thickening agent, phases created in the samples are Si, SiO2, CaAl2Si2, CaAl2Si2O8. Si and SiO2 phases are identical in both samples; however, the CaAl2Si2O8 oxide phase after stirring and thickening increases in terms of intensity and, as a result, in quantity. This means that the formation of complex oxide during stirring is responsible for viscosity increase. Oxide phases, especially CaAl2Si2O8, are formed in situ in the melt during the thickening stage, and these oxide phases are generated by agitation and oxidation process on the surface of the molten metal [26, 27].

X-ray diffraction analysis of Al–Si foam. a before and b after stirring
Figure 4 shows the metallographic images of Al-8% Si after stirring. As shown in Fig. 4, the oxide phases are the black areas, dispersed between primary phases and in eutectic structure; this is frequent in samples which is well stirred.

Microstructure of Al-8% Si after stirring
The wall thickness of cells with and without silicon is presented in Fig. 5. According to Fig. 5, the wall thickness in foam with 4 wt% Si is much thinner than that in foam without silicon. The average thickness of aluminum foam is 93.50 μm, while wall thicknesses for Al–Si foams with 4, 8, 12.6 wt% Si are 25.47, 27.87, and 74.39 μm, respectively. Despite higher foamability in aluminum foams, the average thickness of Al–Si foams is lower. Since the wall thickness decreases with decreasing surface tension [28,29,30], the reduction in wall thickness could be attributed to the reduction in surface tension by silicon.

Optical image of the cell walls for a Al foam and b Al- wt4%Si
Figure 6 shows the microstructure of Al-8 wt% Si, where a hard and brittle Si phase is created in a soft Al matrix by adding Si. For hypoeutectic Al–Si alloys, mechanical properties depend on the size, shape, and distribution of Si particles in a eutectic mixture of Al–Si alloys, in which the elongation at fracture depends on the eutectic structure. Normally, a fine fibrous Si structure is preferred to a flake-like one. The amount of eutectic mixture depends on silicon content. Normally, increasing the silicon level will improve yield strength, UTS, and hardness but reduce elongation [31, 32]. Calcium modifies the eutectic silicon microstructure [33]. However, in Al–Si alloys, Al–Si–Ca intermetallic compounds will be formed, which are detrimental to mechanical properties [34, 35]. In general, calcium in aluminum–silicon alloys increases strength and decreases elongation, but it does not make these alloys heat treatable. According to XRD results, by adding calcium to Al–Si alloy, the CaAl2Si2 intermetallic phase is formed, and the Al4Ca phase, which is normally formed in pure aluminum, is not observed. In fact, since almost all added calcium in all foams is consumed in the formation of the second phase, namely intermetallic and complex oxide phases, it will be possible to consider that the calcium has the same effect on foam properties for all foams. In this situation, effect of Si content on the foam properties can be considered independent of calcium.

Microstructure of Al-8 wt% Si
3.3 Compressive Stress–Strain and Energy Absorption Curves
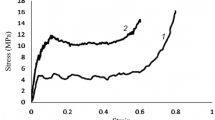
In general, the stress–strain curve of metal foams has three regions, (1) the linear elastic region or elastoplastic deformation stage in which the deformation occurs linearly in a relatively low strain and cell deformations are partly reversible; (2) plateau deformation region in which stress is almost constant or slightly increased with strain variation, in this stage, cell walls might either deform or break; and (3) densification region where the cells are almost completely crushed and foam shows the same behavior with bulk material. In this region, stress is sharply increased [36, 37].
The mechanical properties of foams strongly depend on the relative density, macrostructure of pores such as cell shape, cell size and cell homogeneity, cell wall material, type of loading, reinforcement type, and its shape and orientation, and also manufacturing route [36, 38,39,40]. The engineering stress–strain curves of aluminum foam with 0, 4, 8, and 12.6 wt% Si are shown in Fig. 7. These curves show a typical mechanical behavior of metal foams. Table 2 lists the mechanical properties of these foams.

Engineering stress–strain curves for foams
The slope of the stress–strain curve in the elastic (linear) region is defined as Young’s modulus of the foam [14, 41,42,43]. The Young’s modulus of 12.6 wt% Si foam has the highest value. A greater Young’s modulus is expected for this foam due to its higher density, as the elastic slope angle will become larger when the relative density increases [14]. This trend could be seen in foams with 0, 4, and 8 wt% Si. In Al–Si alloys, elastic modulus relies on silicon content, and it increases with silicon quantity. Bulk material of Al-8 wt% Si has an elastic modulus of about 6.4% higher than that of pure aluminum [44]. The elastic modulus and density of Al-8 wt% Si foam are respectively, about 11.5% and 16.5% less than Al-0 wt% Si foam. If it is assumed that foam’s elastic modulus is dependent on bulk elastic modulus and foam density, by comparing elastic modulus of these two foams, and according to the elastic modulus of alloys and also foam’s density, it can be deduced that the elastic modulus of the foam depends almost equally on both alloy’s elastic modulus and foam density.
The yield and compressive strengths of these foams have no particular trend, and these foams possess nearly the same yield and compressive strengths. In Al-12.6 wt% Si, due to the higher strength of the alloy and the higher density, it is expected to have the highest yield strength. On the contrary, Al-4wt% Si has the highest yield strength. The mechanical properties of the foam are affected by many different parameters. According to the scaling model [45], it has been considered that the compression strength of the disordered material is a function of the compression strength of solid material and the degree of disordered porosity [46]. Koza et al. confirmed that the most important factor affecting the compressive strength is the homogeneity: The regions with lower density play the main role in strength reduction in the specimen [36]. According to Fig. 5 and Table 1, foam with Al-4 wt% Si has smaller pores surrounded by a network of thick walls. Such structure, besides possessing pores with a spherical shape, could be the cause of foam strength. Al-12.6 wt% Si, in comparison with other forms, has relatively high strength but its non-homogenous structure and its frequent regions of huge pores with thin walls eventuate into a reduction in both yield and compressive strengths. This means that non-homogeneity has more impact on strength than mean pore diameter and alloy strength.
Al-0 wt% Si and Al-8 wt% Si have nearly the same mechanical properties, and Al-0 wt% Si foam has higher density and Al-8 wt% Si has more alloy strength where these two parameters positively affect the strength of foams. The yield strength of Al-8 wt% Si is nearly 45% more than that for pure foam [47], but the density is 16% less. Since these foams have roughly the same yield strength, it could be perceived that density has a greater effect than alloy strength in metal foams.
Normally in metal foams with an increase in density, the peak stress (Fig. 7), a peak followed by a drop in stress, would be reduced [36, 38] whereas in Al-8 wt% Si foam, with the lowest density, a clear and complete peak of stress could be observed. This different stress–strain curve could be attributed to the bigger pore size in this foam [36]. Some of the previous reports [37, 48] stated the opposite observation where by increasing density, the peak stress enhances. Usually, in foams with high density, foam formation and drainage would not be fully completed. Therefore, spherical pores with thick walls would be created, which possess high mechanical properties. However, these foams are more susceptible to non-homogeneity, and as previously mentioned, such zones with big pores and low density have more impact in foams with a supposedly dense structure. The occurring collapse in these zones coincides with a sudden drop in stress which is the cause of peak stress.
The plateau deformation region defines energy absorption capacity, and it is important in dynamic loadings such as impact. This feature of foams, especially in metal foams, is very important in energy absorption systems like shock absorbers. This property of foams is defined almost the area under the plateau region, which depends on plateau stress and plateau strain (εd*). The plateau stress, desirably, depending on different applications, should be either low or high. However, a higher plateau stress range, in most cases, is superior. A constant value of plateau stress during dynamic loading and absorbing a high amount of kinetic energy is important, and foams are known for this property [49, 50].
The energy absorption curve of metal foams is shown in Fig. 8. Furthermore, Table 2 compares the plateau strain and energy absorption of metal foams. According to the engineering stress–strain curves, two foams with lower density, 0 and 8 wt% Si, have different energy absorption capacities compared to the other two foams with higher density, 4 and 12.6 wt% Si. Foams with 4 and 12.6 wt% Si have higher energy absorption. However, this rise is due to increased plateau stress during plateau strain and densification, which is not proper and desirable for absorbing kinetic energy application. 0 and 8 wt% Si foams have the capability for keeping the peak stress down while absorbing energy; this feature makes these foams excellent energy absorber choices.

Energy absorption curves of foams
Due to the mechanical properties of metal foams listed in Table 2, it could be considered that a constant level of plateau stress, which almost entirely relies on density and other parameters, would have no significant effect. Foams with a lower density has higher plateau strain, and they keep plateau stress constant for longer period.
Nevertheless, the values for plateau stress show some fluctuation and variation. This could be attributed to non-homogeneous structure and the effect of brittle reinforcement phases, and the ductile/brittle behavior of the foams [14]. This fluctuation in foam with 8wt% Si is more than other foams. Since this foam has the same brittle phases such as Si, SiO2, CaAl2Si2, CaAl2Si2O8, it seems that other factors would play the main role in the fluctuation of plateau stress. By comparing the physical properties and pore structure of these foams, it could be assumed that foam density and regions with big pores are responsible for the fluctuation of plateau stress. At the time of the collapse, regions with big pores and also non-homogenous zones with low density exhibit some different tolerances to withstand forces that cause fluctuation in the stress–strain curve. In fact, during the collapse, the behavior of the pores is affected by a combination of factors such as wall thickness, alloy properties, second phases, and ductile/brittle response of walls during bending or buckling.
4 Conclusion
Closed-cell aluminum foams with different silicon contents were made by melt foaming method using calcium as a thickening agent and CaCO3 as a foaming agent. The effects of silicon elements on the foaming properties, foam structure, microstructure, and its physical/mechanical behaviors were studied.
The following observation can be highlighted:
-
1.
Al-8wt% Si had the highest foamability and minimum density. In this foam, the pores were coarser, and the pore walls were thinner. In Al-12.6wt% Si, the foamability was reduced, and un-homogenous pores were created in the foam structure, which meant that the melt viscosity was too high.
-
2.
Silicon and calcium, which were added to aluminum alloy for alloying and thickening, respectively, created Si, SiO2, CaAl2Si2, CaAl2Si2O8 phases. The number of oxide phases increased after stirring, which meant that oxide phases were responsible for viscosity enhancement.
-
3.
In Al–Si foams, despite different densities, cell walls were thinner. Since silicon reduced the surface tension and considering the fact that in low-energy surface tension, small walls could be stable, a reduction in wall thickness could be attributed to silicon presence.
-
4.
In prepared foams, with increasing density, the elastic modulus increased. The elastic modulus of foam was almost equally dependent on both elastic modulus of alloy and foam density.
-
5.
In Al-12.6wt% Si, having the highest alloy strength and density, it was expected to have the maximum yield strength. However, because of non-homogeneity in pore structure, this foam had less yield strength than Al-4wt% Si foam.
-
6.
Al-8wt% Si with the lowest density showed a clear and complete peak of stress. It seemed that density was one of the parameters that had a great impact on creating peak stress.
-
7.
Foams with 0 and 8wt% Si, despite having lower energy absorption capacity, were proper and desirable for absorbing kinetic energy because these foams revealed constant plateau stress, an important property in energy absorbing systems.
Notes
Fluidity or castability, in casting terminology, is a term commonly used to describe the quality of the molten metal to flow and fill the mold cavity before it is stopped by solidification; this means fluidity in casting is not opposite of viscosity.
References
M.F. Ashby, T. Evans, N.A. Fleck, J. Hutchinson, H. Wadley, L. Gibson, Metal foams: a design guide, Elsevier2000.
J. Banhart, Metallic foams: challenges and opportunities, Eurofoam 2000 (2000) 13-20.
J. Banhart, Prog. Mater Sci. 46(6) (2001) 559
J. Baumeister, J. Banhart, M. Materials & design 18(4–6) (1997) 217
N. Babcsán, J. Banhart, D. Leitlmeier, Metal foams–manufacture and physics of foaming, In Proceedings of the International Conference Advanced Metallic Materials, Citeseer, 2003, p. 5.
L. Cambronero, J. Ruiz-Roman, F. Corpas, J.R. Prieto, J. Mater. Process. Technol. 209(4) (2009) 1803
Y. Wang, Aluminum foam stabilization by solid particles, (1996).
M. Alizadeh, M. Mirzaei-Aliabadi, Compressive properties and energy absorption behavior of Al–Al2O3 composite foam synthesized by space-holder technique, Materials & Design 35 (2012) 419-424.
W. Deqing, S. Ziyuan, Materials Science and Engineering: A 361(1-2) (2003) 45
H.J. Luo, L. Zhang, Z.G. Xu, Y.S. Yang, In: Materials Science Forum. Trans Tech Publications Ltd, 2013, p. 356
X. Xia, X. Chen, Z. Zhang, X. Chen, W. Zhao, B. Liao, B. Hur, Materials & Design (1980–2015) 56 (2014) 353
L. Huang, H. Wang, D. Yang, F. Ye, Z. Lu, Effects of scandium additions on mechanical properties of cellular Al-based foams, Intermetallics 28 (2012) 71-76.
S.-H. Park, Y.-S. Um, C.-H. Kum, B.-Y. Hur, Thermophysical properties of Al and Mg alloys for metal foam fabrication, Colloids and Surfaces A: Physicochemical and Engineering Aspects 263(1-3) (2005) 280-283.
H.-j. YU, G.-c. YAO, Y.-h. LIU, Tensile property of Al-Si closed-cell aluminum foam, Transactions of Nonferrous Metals Society of China 16(6) (2006) 1335-1340.
V. Kumar, H.M.A. Kumar, Effect of Silicon content on the Mechanical Properties of Aluminum Alloy, International Research Journal of Engineering and Technology 2(4) (2015) 74-86.
J.K. Khabushan, S.B. Bonabi, F.M. Aghbagh, A.K. Khabushan, Materials & Design 55 (2014) 792.
W.-m. Zhao, Z. Zhang, Y.-n. Wang, X.-c. Xia, H. Feng, J. Wang, Compressive characteristics of closed-cell aluminum foams with different percentages of Er element, China Foundry 13(1) (2016) 36-41.
I. Standard, ISO (E)(2011) Ref Number ISO 13314(13314) 1.
T. Ferreira, W. Rasband, ImageJ user guide, ImageJ/Fiji 1 (2012).
M. Warmuzek, Aluminum-silicon casting alloys: an atlas of microfractographs, ASM international2004.
H. Kobatake, J. Brillo, J. Schmitz, P.-Y. Pichon, Journal of materials science 50(9) (2015) 3351.
W. Mao, T. Noji, K. Teshima, N. Shinozaki, Metallurgical and Materials Transactions A 47(6) (2016) 3201.
J. Banhart, D. Weaire, On the road again: metal foams find favor, Physics Today 55(7) (2002) 37-42.
O. Osman, International Journal of Engineering Research and Applications 5(2) (2015) 109.
Z.-L. Song, L.-Q. Ma, Z.-J. Wu, D.-P. Journal of materials science 35(1) (2000) 15.
C. Yang, H. Nakae, The effects of viscosity and cooling conditions on the foamability of aluminum alloy, J. Mater. Process. Technol. 141(2) (2003) 202-206.
S.H. Elahi, H. Abdi, H.R. Shahverdi, Investigating viscosity variations of molten aluminum by calcium addition and stirring, Mater. Lett. 91 (2013) 376-378.
N. Babcsán, Miskolc Materials Science (2003).
B.P. Binks, T.S. Horozov, Colloidal particles at liquid interfaces. Cambridge University Press (2006).
S.H. Elahi, R.A. Jeshvaghani, H. Shahverdi, Influence of calcium addition and stirring on the cellular structure and foaming behavior of molten zinc, Appl. Phys. A 119(2) (2015) 533-538.
M.G. Kalhapure, P.M. Dighe, Impact of silicon content on mechanical properties of aluminum alloys, Int. J. Sci. Res 4 (2015) 38-40.
F. Stadler, H. Antrekowitsch, W. Fragner, H. Kaufmann, P.J. Uggowitzer, In: Materials science forum. Trans Tech Publications Ltd, 2011, p. 274.
S. Nallusamy, A Review on the Effects of Casting Quality, Microstructure and Mechanical Properties of Cast Al-Si-0.3 Mg Alloy, International Journal of Performability Engineering 12(2) (2016).
T. Kobayashi, H. Kim, M. Niinomi, Effect of calcium on mechanical properties of recycled aluminiumcasting alloys, Mater. Sci. Technol. 13(6) (1997) 497-502.
K. Al-Helal, Y. Wang, I. Stone, Z.Y. Fan, Materials Science Forum, Trans Tech Publications Ltd, 2013, p. 117.
E. Koza, M. Leonowicz, S. Wojciechowski, F. Simancik, Compressive strength of aluminium foams, Materials Letters 58(1-2) (2004) 132-135.
M. Malekjafarian, S. Sadrnezhaad, Closed-cell Al alloy composite foams: Production and characterization, Materials & Design 42 (2012) 8-12.
Y. Mu, G. Yao, Anisotropic compressive behavior of closed-cell Al–Si alloy foams, Materials Science and Engineering: A 527(4-5) (2010) 1117-1119.
S. Sahu, A. Barnwal, D. Mondal, P. Jain, Indian Foundry Journal 59(8) (2013).
S. Sahu, M. Goel, D. Mondal, S. Das, High temperature compressive deformation behavior of ZA27–SiC foam, Materials Science and Engineering: A 607 (2014) 162-172.
H. Bayani, S. Mirbagheri, Strain-hardening during compression of closed-cell Al/Si/SiC+(TiB2 & Mg) foam, Mater. Charact. 113 (2016) 168-179.
S. Sahu, A. Zahid, A study on manufacturing processes and compressive properties of zinc-aluminium metal foams, Illinois Journal of Mathematics 2015(48) (2004) 50.
U. Ramamurty, A. Paul, Variability in mechanical properties of a metal foam, Acta Mater. 52(4) (2004) 869-876.
S. Nikanorov, M. Volkov, V. Gurin, Y.A. Burenkov, L. Derkachenko, B. Kardashev, L. Regel, W. Wilcox, Structural and mechanical properties of Al–Si alloys obtained by fast cooling of a levitated melt, Materials Science and Engineering: A 390(1-2) (2005) 63-69.
D. Stauffer, A. Aharony, Introduction to Percolation Theory.. 2nd EdTaylor and Francis, London 181pp (1992).
J. Jerz, N. Mináriková, L. Marsavina, E. Linul, Scaling of compression strength in disordered solids: metallic foams, Frattura ed Integrita Strutturale 10(36) (2016) 55-62.
H. Elzanaty, Effect of different Si content on the mechanical properties in Al-based alloy, International Journal of Research in Engineering & Technology (IMPACT: IJRET) 2(7) (2014) 49-54.
S. Yu, J. Liu, Y. Luo, Y. Liu, Compressive behavior and damping property of ZA22/SiCp composite foams, Materials Science and Engineering: A 457(1-2) (2007) 325-328.
S. Sahu, M.Z. Ansari, A Study on Manufacturing Processes and Compressive Properties of Zinc-Aluminium Metal Foams, American Journal of Materials Science 5(3C) (2015) 38-42.
C.J. Yu, J. Banhart, Mechanical properties of metallic foams, Proceedings of Fraunhofer USA Metal Foam Symposium, Stanton, Delaware, 1997, p. 7.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Farahani, M., Hossein Elahi, S. & Rezaei Ashtiani, H.R. Effect of Silicon Content on Mechanical Properties and Progressive Collapse Behavior of Closed-cell Aluminum Foams. Trans Indian Inst Met 74, 3145–3154 (2021). https://doi.org/10.1007/s12666-021-02390-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-021-02390-8