
Abstract
With the extensive usage of domestic low-grade iron ore with high phosphorus, abundant high (> 0.35%) phosphorus hot metal generates in China. To solve the dephosphorization issue of high-P hot metal under the premise of avoiding the environmental problem caused by CaF2 flux agent, a type of F-free CaO–SiO2–Al2O3–Fe2O3 slag was designed for the dephosphorization of high-P hot metal and systematically tested and analyzed combined with FactSage software under 1400 °C in this paper. The results show that it is an effective approach to remove phosphorus from hot metal-containing high phosphorus using F-free CaO–SiO2–Al2O3–Fe2O3 slag. The major driving force for this dephosphorization comes from the precipitation of \({\text{Ca}}_{{2}} {\text{SiO}}_{{4}} \cdot n{\text{Ca}}_{{3}} {\text{(PO}}_{{4}}^{{}} {)}_{{2}}\) (C2S-C3P) phase which lowers the activity of phosphorus in liquid slag by providing a site to stabilize phosphorus in slag. The increase of basicity enhances the dephosphorization process by promoting the precipitation of the P-rich C2S-C3P phase. The Fe2O3 in slag favors the removal of phosphorus from hot metal-containing high phosphorus using CaO–SiO2–Al2O3–Fe2O3 slag by improving the oxidability of slag. The Al2O3 in slag will compete with P2O5 to combine with CaO and SiO2, which inhibits the formation of C2S-C3P and thus weakens the dephosphorization ability of slag.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
With the massive exploitation of mineral resources all over the world, the high-quality iron ore is at the point of exhaustion and its cost is soaring. In this context, more and more domestic steel enterprises in China have no choice but to use more domestic low-grade iron ore with high phosphorus as an alternative [1]. As a consequence, the phosphorus content in the produced hot metal is getting to a much higher level, generating a great deal of high (> 0.35%) phosphorus hot metal [2]. For the end products of steelmaking process, phosphorus is a harmful impurity that should be controlled to be a very low level. To remove phosphorus from high phosphorus hot metal efficiently, using conventional slag with high basicity and good fluidity as a dephosphorization agent is usually a solution. To lower the melting point of the dephosphorization slag and enhance the kinetic condition, CaF2 is generally added as a flux agent.
However, CaF2 in dephosphorization slag not only accelerates the erosion of the lining of the converter and ladle [3,4], but also reacts with SiO2 in slag to produce SiF4 gas which is harmful to the human body [5,6,7]. Moreover, CaF2 in slag is very likely to dissolve into the groundwater system to cause serious pollution. For these reasons, the research on F-free dephosphorization slag is attracting more and more attention. As a result, various types of F-free dephosphorization slag were developed by replacing CaF2 with oxides with a low melting point, such as Na2O, Li2O, K2O and B2O3 [8,9,10,11]. However, most of these slags were designed for the dephosphorization of hot metal with medium or low phosphorus, and the research concerning hot metal with high phosphorus has hardly been reported.
It is widely believed that 2CaO·SiO2 will combine with 3CaO·P2O5 in slag to form 2CaO·SiO2–3CaO·P2O5 solid solution which plays a significant role in improving the dephosphorization efficiency from hot metal [12,13,14]. Based on this idea, CaO–SiO2–Al2O3–Fe2O3 slag was designed for the dephosphorization of hot metal-containing high phosphorus in this paper. Among the components in the slag, the CaO and SiO2 are added to form 2CaO·SiO2 which provides a site for phosphorus enrichment, the Fe2O3 is added to guarantee a strong oxidability, and a proper amount of Al2O3 is added to promote the melting performance of the slag [15]. To verify this thought, a series of high-temperature (1400 °C) experiments of removing phosphorus from high-P hot metal using CaO–SiO2–Al2O3–Fe2O3 slag with various basicity (CaO/SiO2), Fe2O3 content and Al2O3 content were carried out in the present study. The microstructure of the dephosphorization slag was characterized using a scanning electron microscope (SEM) equipped with energy-dispersive spectrometry (EDS) and the key factors (basicity, Fe2O3 content and Al2O3 content) were discussed with the help of a thermodynamic software named FactSage.
2 Experimental
2.1 Material Preparation
The initial charge material for the experimental melts was taken from on-site pig iron, and the composition is shown in Table 1. To obtain targeted molten iron containing high phosphorus (around 0.48%), a certain amount of ferrophosphorus was added together with the initial charge material. The composition of the ferrophosphorus is listed in Table 2. All slags were prepared by mixing analytically pure CaO, Fe2O3, SiO2, and Al2O3. Before experiments, these slag components were oven-dried at 473 K for 10 h to remove moisture.
2.2 Experimental Procedure
The melting experiments were performed in a molybdenum disilicide resistance furnace with six MoSi2 rods as heating elements, as shown in Fig. 1. Before the experiments, an empty corundum crucible was put into the constant temperature zone of the molybdenum disilicide resistance furnace and the inner temperature of the furnace was raised to the experimental temperature. Then, a B-type (Pt-30% Rh/Pt) calibration thermocouple was used to measure the temperature inside the crucible. And the temperature near the MoSi2 rod is automatically measured by the build-in thermocouple of the furnace and displays on the dashboard to indicate the experimental temperature. Finally, the temperature displayed on the dashboard and measured using calibration thermocouple was compared to eliminate the temperature measurement error caused by the position difference between the internal thermocouple and the inside of crucible .

Schematic diagram of molybdenum disilicide resistance furnace
Throughout the experiments, Ar gas (99.9% purity) was introduced from the top of the furnace to prevent the oxidation of the hot metal. Firstly, 500 g of pig iron together with ferrophosphorus was melted in an alumina crucible held by an outer protective graphite crucible within a MoSi2 furnace at 1673 K. After 10 min holding time which is enough for homogenizing the composition of hot metal, an iron sample was withdrawn from the hot metal using a quartz tube coupled with a rubber suction bulb and rapidly quenched in cold water. Then, 100 g of pre-mixed dephosphorization slag with various constitute was added on the liquid level of hot metal through a quartz tube. The designed compositions of slags for different heats are shown in Table 3. After the reaction between slag and hot metal for 25 min, an iron sample was taken as described previously and a slag sample was withdrawn using a Mo rod and rapidly quenched in cold water. It should be noted that the compositions of slag and hot metal as well as the reaction temperature and time were determined according to the practical parameter in production.
2.3 Analysis
Each iron sample was broken into powder and then examined by inductively coupled plasma mass spectrometry (ICP-MS) to determine the [P] content. Each slag sample was divided into two portions. One portion was ground into powder and analyzed by X-ray diffraction (XRD), the other was mounted in resin, ground, polished, gold-sprayed and then analyzed using a scanning electron microscope equipped with an energy-dispersive spectrometer (SEM–EDS) to characterize the microstructure of dephosphorization slag.
3 Results and Discussion
3.1 Effectiveness of Dephosphorization
The dephosphorization efficiency \(\eta_{\text{P}}\) is calculated with the following formula:
where \([{\text{P}}]_{i}\) represents the phosphorus content in hot metal before dephosphorization, \([{\text{P}}]_{t}\) represents the phosphorus content in hot metal before dephosphorization.
The calculated results are plotted in Fig. 2. It can be seen that most of the heats obtained dephosphorization efficiency higher than 60%, which indicates good dephosphorization effectiveness. This proves the feasibility of removing phosphorus from hot metal-containing high phosphorus using F-free CaO–SiO2–Al2O3–Fe2O3 slag.

Dephosphorization efficiency in different heats
The typical XRD diffraction pattern of dephosphorization slag is shown in Fig. 3. It indicates that amounts of Ca7Si2P2O6, as well as little Fe3O4 and Ca2Al2SiO7 phases, precipitate from molten slag after dephosphorization reaction.

Typical XRD diffraction pattern of dephosphorization slag
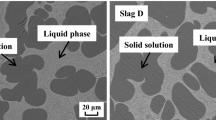
The typical mapping image of dephosphorization slag analyzed by SEM–EDS is shown in Fig. 4. It can be seen that amounts of black phases consisting of Ca, Si, P and O elements precipitate from the slag matrix. Combined with the XRD analysis results, the black phase can be identified as Ca7Si2P2O6. It should be noted that the phosphorus element in the dephosphorization slag enriches within the black phase. It suggests that the precipitation of the Ca7Si2P2O6 phase provides a site to stabilize phosphorus, which lowers the activity of phosphorus in the slag matrix, thus promotes the dephosphorization reaction between slag and hot metal.

Typical mapping image of dephosphorization slag, a represents the original SEM image, b represents the mapping results
3.2 Effect of Dephosphorization Composition
3.2.1 Effect of Basicity
The relationship between dephosphorization efficiency and the basicity of dephosphorization slag (Al2O3 content fixed at 3% and Fe2O3 content fixed at 60%) is shown in Fig. 5. The dephosphorization efficiency of hot metal using CaO–SiO2–Al2O3–Fe2O3 slag shows an overall increasing trend with the increase of slag basicity. This suggests that high slag basicity favors the transfer of phosphorus from hot metal to slag.

Relationship between dephosphorization efficiency and basicity of dephosphorization slag
To reveal the relevant mechanism, the reaction between slag and hot metal was simulated using the Equilib module of thermodynamic software FactSage 7.2. The initial condition for calculation was set as: w(Al2O3) = 3%, w(Fe2O3) = 60%, basicity ranges from 2 to 5.5, the composition of hot metal is 4.3%[C]–0.45%[Si]–0.87%[Mn]–0.48%[P]–0.045%[S], ratio of slag to hot metal is 8%. The simulated relationship between dephosphorization efficiency and the basicity of dephosphorization slag is shown in Fig. 6. It is evident that the dephosphorization efficiency increase with the increase of slag basicity, which is similar to the rules observed in the experimental conditions in Fig. 5. This verifies the relationship between dephosphorization efficiency and basicity, and also proves the reliability of the simulated results. The simulated calculation also gives us the changes in the activity of P2O5 in the liquid part of slag and precipitation amount of solid solution of \({\text{Ca}}_{{2}} {\text{SiO}}_{{4}} \cdot n{\text{Ca}}_{{3}} {\text{(PO}}_{{4}}^{{}} {)}_{{2}}\) (abbreviated to C2S-C3P) with increasing slag basicity, as shown in Fig. 7. As we all know, phosphorus in hot metal is removed by the following equilibrium Reactions (2) and (3) [16]. As shown in Fig. 7, when slag basicity increases, the amount of P-rich C2S-C3P phase increases gradually, which consumes more P2O5 through Reaction (3) and further leads to the decrease of the activity of P2O5 in the liquid slag. The decrease of the activity of P2O5 accelerates the proceeding of Reaction (2), and thus favors the removal of phosphorus. In brief, the increase of basicity enhances the dephosphorization process by promoting the precipitation of the P-rich C2S-C3P phase.

Simulated relationship between dephosphorization efficiency and slag basicity

Changes in the activity of P2O5 in the liquid part and precipitation amount of C2S-C3P with slag basicity
3.2.2 Effect of Fe2O3
The relationship between dephosphorization efficiency and Fe2O3 content in dephosphorization slag (Al2O3 content fixed at 3% and basicity fixed at 3.5) is shown in Fig. 8. It is evident that the dephosphorization efficiency of hot metal using CaO–SiO2–Al2O3–Fe2O3 slag shows an overall increasing trend with the increase of Fe2O3 content in the initial slag. This suggests that Fe2O3 favors the removal of phosphorus from hot metal. Quite understandably, it is because that Fe2O3 improves the oxidability of slag, thus accelerating the proceeding of Reaction (2) and enhancing the removal of phosphorus in hot metal.

Relationship between dephosphorization efficiency and initial Fe2O3 content in dephosphorization slag
3.2.3 Effect of Al2O3
The relationship between dephosphorization efficiency and Al2O3 content in dephosphorization slag (slag basicity fixed at 4 and Fe2O3 content fixed at 60%) is shown in Fig. 9. It is obvious that the dephosphorization efficiency of hot metal using CaO–SiO2–Al2O3–Fe2O3 slag shows an overall decreasing trend with the increase of Al2O3 content. This suggests that Al2O3 plays an adverse role in the process of dephosphorization from hot metal.

Relationship between dephosphorization efficiency and Al2O3 content in initial slag
To better understand this phenomenon, the reaction between hot metal and slag containing various Al2O3 content was simulated using the Equilib module of thermodynamic software FactSage 7.2. The initial condition for calculation was set as: basicity is 4, w(Fe2O3) = 60%, Al2O3 content ranges from 0 to 10%, the composition of hot metal is 4.3%[C]–0.45%[Si]–0.87%[Mn]–0.48%[P]–0.045%[S], ratio of slag to hot metal is 8%. The simulated relationship between dephosphorization efficiency and the basicity of dephosphorization slag is shown in Fig. 10. It can be seen that the dephosphorization efficiency increase with the increase of Al2O3 content, which is similar to the rules observed in the experimental conditions in Fig. 9. This verifies the relationship between dephosphorization efficiency and Al2O3 content in slag, and also proves the reliability of the simulated results. The simulated calculation also gives us the changes in the activity of P2O5 in the liquid part of slag and the precipitation amount of solid solution of C2S-C3P with increasing slag basicity, as shown in Fig. 11. As the increase of Al2O3 content in slag, more Al2O3 competes with P2O5 to combine with CaO and SiO2 by Reaction (4) [17], which inhibits the formation of C2S-C3P and also reduces the consumption of P2O5, leading to the increase of activity of P2O5. As a consequence, the dephosphorization efficiency gradually weakens with increasing Al2O3 content in slag.

Simulated relationship between dephosphorization efficiency and Al2O3 content in slag

Changes in the activity of P2O5 in the liquid part and precipitation amount of C2S-C3P with Al2O3 content
4 Conclusions
In the present study, a type of F-free CaO–SiO2–Al2O3–Fe2O3 slag was designed for the dephosphorization of hot metal-containing high phosphorus, which turns to be an efficient approach in dephosphorization effect. Through a series of high-temperature experiments by employing F-free CaO–SiO2–Al2O3–Fe2O3 slag with different compositions, combined with the simulated thermodynamic calculation by FactSage, the dephosphorization mechanism and the key factors such as basicity, Fe2O3 content and Al2O3 content were discussed. The major results are listed below:
-
1.
It is an effective approach to remove phosphorus from hot metal-containing high phosphorus using F-free CaO–SiO2–Al2O3–Fe2O3 slag. The major driving force for this dephosphorization comes from the precipitation of the C2S-C3P phase which lowers the activity of phosphorus in liquid slag by providing a site to stabilize phosphorus in slag.
-
2.
The dephosphorization efficiency of hot metal using CaO–SiO2–Al2O3–Fe2O3 slag shows an overall increasing trend with the increase of slag basicity. The increase of basicity enhances the dephosphorization process by promoting the precipitation of the P-rich C2S-C3P phase.
-
3.
The Fe2O3 in slag favors the removal of phosphorus from hot metal-containing high phosphorus using CaO–SiO2–Al2O3–Fe2O3 slag by improving the oxidability of slag.
-
4.
The Al2O3 in slag weakens the dephosphorization ability. As the increase of Al2O3 content in slag, more Al2O3 competes with P2O5 to combine with CaO and SiO2, which inhibits the formation of C2S-C3P and also reduces the consumption of P2O5. This leads to the increase of activity of P2O5 and thus weakens the dephosphorization ability of slag.
References
Niu A P, Sun Y H, Wang L, and Chen J, Steelmaking 34 (2018) 1.
Yang F, Bi X G, and Zhou J D, J South Afr Inst Min Metall 116 (2016) 581.
Yang S P, Ji Z Z, and Wei Q S, Chin J Process Eng 19 (2019) 354.
Lin Y H, Fu Y L, Luo L G, Zhang L Q, and Zheng B, Iron Steel 54 (2019) 26.
Wang D G, Li J, Xia Y J, Zhang L, and Yu D J, J Iron Steel Res Int 28 (2016) 20.
Su C, Lv N N, Yang J X, Wu L S, Wang H C, and Dong Y C, J Iron Steel Res Int 26 (2019) 42.
Wang W, Sun K, and Liu H T, Constr Build Mater 241 (2020) 118.
Xu Y S, Xu Y H, Gu Y Z, and Tian J G, Steelmaking 31 (2015) 12.
Diao J, J Iron Steel Res Int 25 (2013) 9.
Li X P, Gao J T, and Zhang Y L, Iron Steel 52 (2017) 18.
Li J, Wang S J, Xia Y J, and Kong H, Ironmak Steelmak 42 (2015) 70.
Suito H, and Inoue R, ISIJ Int 46 (2006) 180.
Suzuki M, Nakano S, Serizawa H, and Umesaki, N, ISIJ Int 60 (2020) 1127.
Kitamura S, Saito S, Utagawa K, Shibata H, and Robertson D G, ISIJ Int 49 (2009) 1838.
Xu R Z, Zhang J L, Chang Z Y, Jiao K X, and Han W X, Energy Metall Ind 37 (2018) 26.
Hasegawa M, Kashiwaya Y, and Iwase M. High Temp Mater Processes 31 (2012) 421.
Huang Z C, Liang Z K, Yi L Y, and Jiang T, J Cent South Univ 45 (2014) 1013.
Acknowledgments
The authors would like to express their gratitude to the National Natural Science Foundation and Steel Joint Research Fund of China BaoWu Steel Group Co., LTD (Grant No. U1960110) for sponsoring this work. The authors also gratefully express their appreciation to the National Natural Science Foundation of China (Grant No. 52074003 and No. 52074001) for sponsoring this work.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Xue, H., Li, J., Xia, Y. et al. Dephosphorization of Hot Metal Containing High Phosphorus Using F-free CaO–SiO2–Al2O3–Fe2O3 Slag. Trans Indian Inst Met 74, 1655–1661 (2021). https://doi.org/10.1007/s12666-021-02261-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-021-02261-2