
Abstract
Friction stir welding (FSW) is introduced as a solid-state welding process. Despite the many benefits of the FSW, the effects of the thermal cycles in this process are causing softening of the joint. This phenomenon generally occurs in heat-treatable aluminum alloys and results in reduced mechanical properties of the joint. To solve this limitation, submerged friction stir welding (SFSW) has been developed which is suitable for welding of heat-sensitive alloys. In this study, 31 butt joints were first produced from Al7075-T6 using the FSW. For this purpose, the response surface methodology was selected as the design of experiments method, and the variables: tool rotational speed, tool feed rate, tool shoulder diameter, and tool tilt angle were determined as the input variables. Then, the statistical analysis of the parameters affecting the yield strength and tensile strength of the joints was investigated. Then, 10 joints were produced using the SFSW based on the optimal values of the tool feed rate and tool tilt angle. Results of the ANOVA and regression analysis of the experimental data confirmed the accuracy and precision of regression equations and showed that the linear, interactional and quadratic terms of tool shoulder diameter and tool rotational speed effect on the yield strength and ultimate tensile strength of submerged joints. Also, the optimal conditions of input variables were determined by the desirability method and confirmed by the verification test.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Joining of magnesium [1] and aluminum [2] alloys with fusion welding processes has always had a variety of problems. Defects such as crack, void, and porosity affect the quality and mechanical properties of the weld during fusion welding. A solid-state welding process known as friction stir welding (FSW) was developed by the welding institute (TWI) [3] in the 1990s. This process is suitable for the welding of materials that are difficult with fusion welding processes. In this process, the temperature remains below the solidus temperature, and no melting occurs. Therefore, common defects of the fusion welding do not appear in this process, which improves the strength and ductility of the weld. Also, this process is more efficient in terms of energy consumption and environmental compatibility than fusion welding processes. In addition, due to the reduction of residual stresses (due to the reduction of heat flux), the distortion of finished products is reduced [4, 5]. The FSW was first developed for the welding of aluminum alloys and subsequently applied to various materials and alloys. This process is used in many industries such as aerospace, automotive, railways, shipbuilding and marine structures [6,7,8].
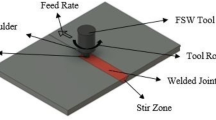
In FSW process, a non-consumable rotating tool, including pin and shoulder, penetrates into the material and applies the vertical force to the workpiece. The friction between the workpiece and the tool increases the temperature in the welding zone. Thus, the material softens around the pin, and as a result, the workpiece will undergo plastic deformation. The linear movement of the tool moves the material from the advancing side to the retreating side. Then, the material in the back of the pin is blended and stabled by the tool shoulder, resulting in a solid joint [9,10,11]. The principles of the FSW are schematically illustrated in Fig. 1.

Principles of FSW operation [9]
The FSW causes the creation of fine-grained microstructure in the stir zone, because the dynamic recrystallization occurs by severe plastic deformation [12, 13]. Therefore, the improved mechanical properties are observed in the workpiece. Although the input heat in the FSW is lower than the fusion welding, nevertheless, the softening phenomenon is generally observed in the friction stir welding of heat-treatable aluminum alloys. The dissolution or coarsening of the reinforcing precipitates causes the occurrence of softening, which leads to the decreased mechanical properties of the joints [14,15,16]. In order to overcome this challenge, the cooling rate can be increased and the mechanical properties of the joint can be improved by reducing the maximum temperature. For this purpose, external cooling has been used in several types of solid-state welding processes [17,18,19].
The submerged friction stir welding (SFSW) has been introduced as an improved method of the FSW in which water is used as the cooling fluid and plays an important role in adjusting the temperature gradient of the weld joint [20,21,22]. In this process, welding is done underwater. Therefore, the process is carried out in a water tank or in a condition where water continuously passes through the surface of the workpiece. During the SFSW, the high heat absorption capacity of the water reduces the heat transfer rate to the thermo-mechanically affected zone (TMAZ) and the heat-affected zone (HAZ). Therefore, the low temperatures in these zones cannot lead to precipitate coarsening [23]. It also decreases the width of the HAZ and TMAZ zones due to the reduced heat input [23, 24]. The SFSW improves the mechanical properties by reducing various defects of welding such as porosity, volume shrinkage, solidification cracking and distortion due to residual stresses. The SFSW process is appropriate for heat-sensitive alloys within the welding process. Therefore, it is widely used for aluminum alloys [25, 26].
Due to the severe plastic deformation of the material in the FSW and SFSW, various microstructural transformations occur at the different areas of the joint cross section. These microstructural transformations lead to changes in the mechanical properties of the joint. The tensile behavior of the joint in FSW and SFSW is considerably affected by stirring, heating, and cooling conditions [27,28,29,30]. The type of cooling (air or water) plays an important role to improve the tensile properties of the joint [26, 27]. Researchers’ findings have illustrated that the tensile properties of SFSW joint are better than the FSW joint [23, 25].
Liu et al. [26] investigated the tensile properties of AA2219 based on the use of air and water as coolants. The results showed the increased tensile strength of the joint in the SFSW due to the grains refinement and increase of dislocation density. Also, Wang et al. [31] obtained similar results in the SFSW of AA7055. The results showed that the tensile strength of the joint in the water environment increased by 15% compared to the air, which was due to the improvement of the thermal cycle and its effect on the solid solution strengthening. Kishta and Darras [32] investigated the tensile properties of the non-heat-treatable AA5083 in the air and water cooling environments. The results showed the increased tensile strength of the joint in the SFSW and approached to the strength of the base metal.
On the other hand, variations in the tool rotational speed [29, 32], welding speed [28, 33], and depth of tool penetration also lead to changes in the frictional and stirring conditions, thus affecting the tensile strength of the joint. The SFSW of AA2219 shows that the increase of the tool rotational speed to a certain level improves the tensile strength of the joint due to the increase of strain-hardening effect [23]. Also, with increasing the welding speed, the tensile strength increases, which is due to the sufficient heating and material stirring [28, 33]. The tensile strength is less influenced by the changes in depth of tool penetration [29]. Increasing the depth of tool penetration results in increased forging operation and greater mixing of the material, which causes increased tensile strength.
A review of the FSW and SFSW research shows that the different variables influence the tensile strength of the joint and in most studies, and the effects of each parameter are independently investigated. Therefore, considering the advantages of FSW and SFSW in joining of aluminum heat-treatable alloys, in this study, statistical analysis, mathematical modeling, and optimization of parameters affecting the yield strength and tensile strength of Al7075-T6 butt joint was investigated for both processes. For this purpose, the response surface methodology was selected as the design of experiment method. Then, the statistical analysis of the parameters affecting the yield strength and tensile strength of the joints was studied. The accuracy and precision of regression equations were evaluated using the results of the ANOVA and regression analysis of experimental data. Also, the effect of input variables such as tool rotational speed, tool feed rate, tool tilt angle and tool shoulder diameter on the yield strength and ultimate tensile strength (UTS) of the joints was studied. According to the review of FSW and SFSW, the most important innovation of the present paper compared with the published research is as follows: type of output parameters of the process, type of input variables of the process, the method of experiment design and statistical analysis (RSM), extracting the regression equations of response parameters (yield strength and ultimate tensile strength) and optimization of input variables affecting the response parameters using the desirability function.
2 Statistical Analysis and Optimization of the FSW Process
Two important factors of yield stress and ultimate tensile strength are used to evaluate the yield strength and tensile strength of the produced joints in the FSW and SFSW processes. The values of these two parameters are obtained through the tensile test. Therefore, in the present study, the yield strength and ultimate tensile strength of the joint were selected as the response variables.
It should be noted that the applied force in FSW process induced by welding input parameters, including tool geometry, workpiece material and process parameters, play a key role in this process. For a given set of tool and material characteristics, changes in process parameters result in variation of applied force. Pei and Dong [34] calculated the applied force to the tool axis (\( F_{z} \)) in the FSW process from the following equation:
In this equation, R is the shoulder radius, r is the pin radius, and P is the applied pressure by the tool shoulder on the workpiece surface. The presented equation by Chen and Kovacevic [35] can be used to calculate the axial pressure (P). They predicted the heat generated (\( Q \)) in the “tool-workpiece” interface by the following equation:
In this equation, ω is the angular velocity of the tool, μ is the friction coefficient, P is the axial pressure, R is the shoulder radius and r is the pin radius.
Based on the review research of the FSW, four variables, including tool rotational speed, tool feed rate, tool shoulder diameter, and tool tilt angle (deviation angle relative to the vertical axis), were selected as the experimental input variables, and each of them was investigated at five levels. The range of changes in each of these factors was determined based on the initial experiments that were successful (Table 1).
Table 2 shows the parameters that have not been considered as variable during the FSW and SFSW processes.
It should be noted that the input variables of the SFSW and their levels will be extracted and determined after the statistical analysis and optimization of the FSW process.
2.1 Experimental Set-Up
In the current study, the response surface methodology has been used as the design of experiments method [36,37,38]. In most problems related to the RSM, the relationship between the responses and the input variables is unknown. So the target is to find an appropriate approximation of the relationship between the response variable (\( y \)) and the set of independent input variables (\( x \)). In this research, the approximation function as a second-order model has been used, which is written as follows:
In the above equation, \( \beta_{0} \) is the constant value, \( \beta_{i} \) is the linear coefficient, \( \beta_{ii} \) is the quadratic coefficient, \( \beta_{ij} \) is the interaction coefficient, k is the number of independent variables, and \( \varepsilon \) is the error value of the response.
The Design Expert software [39] has been used to design experiments and statistical analysis. Table 3 shows the design of the FSW experiments. As shown in Table 3, seven experiments were repeated at the central levels of the parameters.
The material of the experiment was the Al7075-T6. Table 4 shows the chemical composition of the alloy.
The Al7075-T6 plates were subjected to aging treatment in accordance with the AMSH6088 [41]. For this purpose, the dissolution process was first done on the samples for 1 h at 480 °C. Then, the alloy plates were subjected to quenching to obtain a super-saturated solid solution. Subsequently, the artificial aging was done on the samples for 24 h at 120 °C. Finally, the alloy plates were cooled in air.
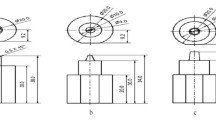
The FSW tools were made of H13 tool steel in five shoulder diameters of 9, 12, 15, 18 and 21 mm and with a grooved conical geometry in the pin. The shoulder and pin diameters were indicated by “a” and “d”, respectively, in Fig. 2.

Design and manufacture a sample of FSW tool
Figure 3 shows the placement of the parts in the form of butt joint in the fixture. Then, the FSW tests were done according to the 31 parameter combinations listed in Table 3 using the FP4MK universal milling machine (Fig. 4). Figure 5 shows a sample of the produced butt joint.

Arrangement of the parts in the fixture

Execution of the FSW process

A sample of butt joint in the FSW
The tensile test has been used to measure the yield strength and ultimate tensile strength of the welded joints. For this purpose, the tensile specimens were produced according to the ASTM E8. The samples were extracted perpendicular to the FSW path using wire-EDM machine. Then, each sample was tested at the room temperature using an INSTRON tensile machine at a feed rate of 2 mm/min. Figure 6 shows some of samples which fractured after the tensile test.

A number of fractured joints (FSW)
The measurement results of the yield strength and ultimate tensile strength of the FSW joints are presented in Table 3.
2.2 Results Analysis
Data analysis was performed using analysis of variance (ANOVA). Regression analysis was also used to create the mathematical equations between the response variables and input parameters [42]. The confidence level (\( \alpha \)) was equal to 0.05. Tables 5 and 6 show the results of the ANOVA of the regression model for the yield strength and ultimate tensile strength of the produced joints in the FSW, respectively.
The effectiveness of a term is determined by its P value. The smaller P value of a term is related to its more meaningful value in the model. Therefore, with \( \alpha = 0.05 \) and based on the ANOVA results, the first-order parameter N (tool rotational speed), the interactional term N.D (tool rotational speed multiplied by the tool shoulder diameter) and the second-order term N2 (squared of the tool rotational speed) are the most important terms affecting the yield strength of the joints. The first-order parameter N (tool rotational speed) and the second-order term N2 (squared of the tool rotational speed) have been identified as the most important terms affecting the ultimate tensile strength of the joints.
The “lack of fit” test is used to validate the regression model. By confirming the non-meaningful of the “lack of fit” test (\( P_{{{\text{Lack}}\;{\text{of}}\;{\text{fit}}}} > 0.05 \)), it can be concluded that the model can fit well to the data. As shown in Tables 5 and 6, the “lack of fit” test for the response variables is not meaningful, and thus the presented model shows the data trend correctly. On the other hand, the best analysis is done when regression term is significant, and the “lack of fit” term is insignificant simultaneously [42]. Therefore, regarding the P values (Tables 5, 6), it can be seen that the regression term is significant, and the “lack of fit” term is insignificant. Hence, the ability of the fitted model to predict the changes of response variables as a function of input variables is confirmed.
The residual is defined as the difference between the response in the experimental test and the predicted response by the regression model. The normal probability graph has been used to evaluate the accuracy of the normal distribution of the residuals. As shown in Fig. 7, generally, the residuals in both graphs follow a straight line, and there is no evidence that they are abnormal and asymmetrical.

Normal probability diagram
2.2.1 Yield Strength
The following relationship presents the regression equation of the yield strength as a function of the coded input variables:
Regarding the calculation of the regression equation, the yield strength of the joints can be predicted in terms of the input variables before the FSW execution. As can be seen in Eq. (4), the linear effect of input variables on the yield strength according to their importance are as follows: tool rotational speed, tool shoulder diameter, tool tilt angle and tool feed rate. Also, the quadratic effect of input variables according to their importance are as follows: tool rotational speed, tool tilt angle, tool shoulder diameter and tool feed rate.
On the other hand, the changes of response variable according to the input variables can be represented as the 3D surface plots. As can be seen in Fig. 8a, adjusting the values of tool rotational speed and tool shoulder diameter in the range of maximum level results in the maximum yield strength. Therefore, if a tool with a shoulder diameter of 21 mm is used, and rotational speed increases from 400 to 1200 rpm, will increases the yield strength. In this situation, an increase of the tool rotational speed increases the frictional heat. On the other hand, the created frictional heat by increasing the contact surface of the tool and the workpiece (increasing the tool shoulder diameter) results in more efficient mixing of the material in the joint seam, which results in an increase in the yield strength.

Influence of input variables on the yield strength and ultimate tensile strength of FSW joints
2.2.2 Ultimate Tensile Strength
The following relationship presents the regression equation of the ultimate tensile strength as a function of the coded input variables:
Regarding the calculation of the regression equation, it is possible to select the appropriate combination of input variables to achieve the maximum ultimate tensile strength. As can be seen in Eq. (5), the linear effect of input variables on the ultimate tensile strength according to their importance, are as follows: tool rotational speed, tool shoulder diameter, tool tilt angle and tool feed rate.
As shown in Fig. 8b, adjusting the values of tool feed rate and tool tilt angle in the range of central level results in the maximum ultimate tensile strength. Also, by adjusting the tool tilt angle to a specified value, decreasing the tool feed rate reduces the ultimate tensile strength due to the increased heat input to the joint seam. On the other hand, increasing the tool feed rate leads to lower heating and undesirable stirring of the material, which leads to a decrease in the ultimate tensile strength and the make of microstructural defects.
2.3 Optimization and Verification
In this study, the desirability method is used as an optimization technique [42]. The purpose of the desirability function is to maximize the response variables (yield strength and ultimate tensile strength). Therefore, the desirability function is defined as follows:
In the above equation, the parameters L and U are the lower and upper limits of the response value of y, respectively. The form of the desirability function depends on the weight field (r) that is used to describe the degree of importance of the target values. In this study, the weight value is equal to one (1), and the desirability function will be defined in a linear mode. Table 7 shows the optimal combination of input variables with the highest desirability value (0.976) to achieve the maximum values of yield strength and ultimate tensile strength.
Therefore, given the high value of the desirability function, it can be concluded that the optimization process has successfully achieved the desired target. To verify the optimum input parameters, the experimental test is performed by a tool shoulder diameter of 18 mm, and with adjusting the tool rotational speed, tool feed rate and tool tilt angle in the range of optimum values. The small difference between the optimization results and the experimental test confirms the accuracy and precision of the optimization process to determine the optimal combination of input variables (Table 8).
3 Statistical Analysis and Optimization of the SFSW Process
Since the tool rotational speed (N) and tool shoulder diameter (D) have been identified as the most important linear terms affecting the yield strength and ultimate tensile strength of the FSW joints (Tables 5, 6), and also since the optimum values of the input variables of the FSW are calculated and verified, two variables of tool rotational speed (N) and tool shoulder diameter (D) have been selected as the input variables of the SFSW, and each of them has been investigated at three levels (Table 9). Also, the values of the tool feed rate (S) and tool tilt angle (A) are fixed at the optimum values obtained from the FSW process.
3.1 Experimental Set-Up
Table 10 shows the design of ten SFSW experiments, in which two experiments will be repeated at the central levels of the parameters.
Figure 9 shows the placement of the plates in the fixture. As can be seen, the fixture and the workpieces are submerged in a water tank. According to Fig. 10, the value of water depth in which the tool and workpiece are submerged is equal to 55 mm.

Arrangement of the fixture and the plates in the water tank

Execution of the SFSW process
The SFSW experiments have been performed according to the 10 parameter combinations listed in Table 10 using the FP4MK universal milling machine (Fig. 10). Figure 11 shows an example of the produced butt joint by the SFSW.

A sample of butt joint in the SFSW
Similar to the FSW, the tensile test is used to measure the response variables. Figure 12 shows the broken joints after the tensile test. The measurement results of the yield strength and ultimate tensile strength of the SFSW joints are presented in Table 10.

The fractured joints in the tensile test (SFSW)
3.2 Results Analysis
Tables 11 and 12 show the results of the ANOVA of the regression model for the yield strength and ultimate tensile strength of the produced joints in the SFSW, respectively.
Given \( \alpha = 0.05 \) and based on the results of the ANOVA, the first-order parameter N (tool rotational speed) and the second-order term D2 (square of the tool shoulder diameter) are the most important terms affecting the yield strength of the joints as well as the second-order term N2 (square of the tool rotational speed) is the most important term affecting the ultimate tensile strength of the joints.
As can be seen in Tables 11 and 12, the “lack of fit” test for the response variables is not meaningful, and thus the presented model clearly shows the data trend. On the other hand, it is found that the regression term is significant, and the “lack of fit” term is insignificant. Therefore, the ability of the fitted model to describe and predict the changes of response variables as a function of input variables is confirmed.
The following relationship presents the regression equation of the yield strength as a function of the coded input variables:
As can be seen in Eq. (7), the linear effect of input variables on the yield strength according to their importance are as follows: tool rotational speed and tool shoulder diameter. Also, the quadratic effect of input variables according to their importance are as follows: tool shoulder diameter and tool rotational speed. As shown in Fig. 13a, with increasing or decreasing the values of tool rotational speed and tool shoulder diameter relative to the central level (1000 rpm and 18 mm), the yield strength of the joints increases. It should be noted that an excessive increase in the tool rotational speed or tool shoulder diameter results in increased heat input to the joint and decrease its strength.

Effect of input variables on the yield strength and ultimate tensile strength of SFSW joints
The following relationship presents the regression equation of the ultimate tensile strength as a function of the coded input variables:
As can be seen in Eq. (8), the linear effect of input variables on the ultimate tensile strength according to their importance are as follows: tool rotational speed and tool shoulder diameter. Also, the quadratic effect of input variables according to their importance are as follows: tool rotational speed and tool shoulder diameter. As shown in Fig. 13b, similar to the yield strength trend, by increasing or decreasing the values of the tool rotational speed and tool shoulder diameter relative to the central level (1000 rpm and 18 mm), the ultimate tensile strength of the joint increases. It should be noted that excessive reduction of tool rotational speed results in a reduction of the stirring effect of the tool, which results in a reduction of the tensile strength.
3.3 Optimization and Verification
Table 13 shows the optimal combination of input variables with the highest desirability value (equal to 1) to achieve the maximum values of yield strength and ultimate tensile strength.
To verify the optimum combination, the experimental test is performed by a tool shoulder diameter of 15 mm at a rotational speed of 1200 rpm and adjusting the feed rate and tilt angle, near the optimum values obtained by the FSW process. The small difference between the optimization results and the experimental test confirms the accuracy and precision of the optimization process to determine the optimal combination of input variables (Table 14).
4 Conclusion
In this paper, statistical analysis and optimization of the yield strength and tensile strength of Al7075 butt joint produced by FSW and SFSW were performed using response surface methodology and desirability approach. The important results of this study are summarized as follows:
-
ANOVA results in the FSW process show that the first-order parameter N (tool rotational speed), the interactional term N.D (tool rotational speed multiplied by the tool shoulder diameter) and the second-order term N2 (squared of the tool rotational speed) are the most important terms affecting the yield strength of the joints. Also, the first-order parameter N (tool rotational speed) and the second-order term N2 (squared of the tool rotational speed) have been identified as the most important terms affecting the ultimate tensile strength of the FSW joints.
-
Based on the ANOVA results in the SFSW process, the first-order parameter N (tool rotational speed) and the second-order term D2 (squared of the tool shoulder diameter) are the most important terms affecting the yield strength of the joints. Also, the second-order term N2 (squared of the tool rotational speed) is the most important term affecting the ultimate tensile strength of the SFSW joints.
-
The competency and adequacy of regression models related to the yield strength and ultimate tensile strength in both FSW and SFSW have been evaluated by a “lack of fit” test and normal probability graph. The ability of the fitted models to describe and predict the changes of response variables is confirmed.
-
The regression equations have been calculated to predict the values of yield strength and ultimate tensile strength of the produced joints in both FSW and SFSW as a function of the linear, interactional and quadratic effects of input variables. Therefore, it is possible to select the appropriate combination of input variables to achieve the maximum response variables.
-
The regression equation of yield strength and ultimate tensile strength in the FSW process shows that the linear effect of input variables on the response variables according to their importance is as follows: tool rotational speed, tool shoulder diameter, tool tilt angle and tool feed rate.
-
The regression equation of yield strength and ultimate tensile strength in the SFSW process shows that the linear effect of input variables on the response parameters according to their importance is as following: tool rotational speed and tool shoulder diameter.
-
The surface plots in the FSW process show that adjusting the values of tool shoulder diameter and tool rotational speed close to the maximum level results in the maximum yield strength of the joint. Also, adjusting the values of feed rate and tilt angle of the tool close to the central level result in the maximum ultimate tensile strength of the joint.
-
The optimal values of the FSW and SFSW input variables have been calculated to obtain the maximum yield strength and ultimate tensile strength. The desirability values are 0.976 and 1 for FSW and SFSW processes, respectively. Therefore, the high values of desirability function indicate that the optimization process has successfully achieved the research targets.
-
The small differences between the optimization results and the verification experiments (less than 6% for the FSW and less than 2% for the SFSW) confirm the accuracy and precision of the optimization process to determine the optimal combination of input variables.
References
Qin B, Yin F C, Zeng C Z, Xie J C, and Shen J, Trans Nonferrous Met Soc China 29 (2019) 1864.
Tamasgavabari R, Ebrahimi A R, Abbasi S M, and Yazdipour A R, J Manuf Process 49 (2020) 413.
Thomas W M, Nicholas E D, Needham J C, Murch M G, Smith P T, and Dawes C J, Friction Stir Butt Welding. Int. Patent No. PCT/GB92/02203 (1991).
Guerra M, Schmidt C, Mcclure L C, Murr L E, and Nunes A C, Mater Charact 49 (2003) 95.
Rhodes C G, Mahoney M W, Bingel W H, Spurling R A, and Bampton C C, Scr Mater 36 (1997) 69.
Zhao J, Jiang F, Jian H G, Wen K, Jiang L, and Chen X B, Mater Des 31 (2010) 306.
Steel R J, Packer S M, Fleck R D, Sanderson S, and Tucker C, in Proceedings of the 1st International Joint Symposium on Joining and Welding, (eds) Fujii H, Woodhead Publishing (2013), p 125.
Thomas W M, and Nicholas E D, Mater Des 18 (1997) 269.
Siddiquee A N, and Pandey S, Int J Adv Manuf Technol 73 (2014) 479.
Gite R A, Loharkar P K, and Shimpi R, Mater Today Proc 19 (2019) 361.
Cho J H, Han S H, and Lee C, Mater Lett 180 (2016) 157.
Woo W, Balogh L, Ungár T, Choo H, and Feng Z, Mater Sci Eng A 498 (2008) 308.
Jata K V, and Semiatin S L, Scr Mater 43 (2000) 743.
Liu H J, Fujii H, Maeda M, and Nogi K, Mater Sci Lett 22 (2003) 1061.
Guo Y, Ma Y, and Wang F, Theor Appl Fract Mech 104 (2019) 102372.
Cabibbo M, Mcqueen H J, Evangelista E, Spigarelli S, Paola M D, and Falchero A, Mater Sci Eng A 460–461 (2007) 86.
Fratini L, Buffa G, and Shivpuri R, Int J Adv Manuf Technol 43 (2009) 664.
Sakurada D, Katoh K, and Tokisue H, J Jpn Inst Light Met 52 (2002) 2.
Derazkola H A, and Khodabakhshi F, Int J Adv Manuf Technol 102 (2019) 4383.
Rouzbehani R, Kokabi A H, Sabet H, Paidar M, and Ojo O O, J Mater Process Technol 262 (2018) 239.
Mofid M A, Abdollah-Zadeh A, Ghaini F M, and Gur C H, Metall Mater Trans A 43 (2012) 5106.
Sabari S S, Malarvizhi S, Balasubramanian V, and Reddy G M, Def Technol 12 (2016) 324.
Zhang H J, Liu H J, and Yu L, Mater Des 32 (2011) 4402.
Nelson T W, Steel R J, and Arbegast W J, Sci Technol Weld Join 8 (2003) 283.
Xua W F, Liu J H, Chen D L, Luan G H, and Yao J S, Mater Sci Eng A 548 (2012) 89.
Liu H J, Zhang H J, Huang Y X, and Lei Y, Trans Nonferrous Met Soc China 20 (2010) 1387.
Wang Q, Zhao Z, Zhao Y, Yan K, and Zhang H, Mater Des 88 (2015) 1366.
Liu H J, Zhang H J, and Yu L, Mater Des 32 (2011) 1548.
Zhang H, and Liu H, Mater Des 45 (2013) 206.
Zhang H J, Liu H J, and Yu L, J Mater Eng Perform 21 (2012) 1182.
Wang Q, Zhao Y, Yan K, and Lu S, Mater Des 68 (2015) 97.
Kishta E E, and Darras B, Proc Inst Mech Eng Part B J Eng Manuf 230 (2014) 458.
Sabari S S, Malarvizhi S, and Balasubramanian V, J Mater Process Technol 237 (2016) 286.
Pei X, and Dong P, Int J Adv Manuf Technol 95 (2018) 3549.
Chen C M, and Kovacevic R, Int J Mach Tools Manuf 43 (2003) 1319.
Myers R H, Montgomery D C, and Anderson-Cook C M, Response Surface Methodology: Process and Product Optimization Using Designed Experiments, Wiley, Hoboken (2016), ISBN 978-1-118-91601-8.
Vahdati M, and Moradi M, Iran J Mater Form 7 (2020) 32.
Moradi M, Arabi H, and Shamsborhan M, Optik 202 (2020) 163619.
Design Expert Software, http://www.statease.com, available in 1 April 2020.
Online Materials Information Resource, http://www.matweb.com, available in 1 April 2020.
Heat Treatment of Aluminum Alloys, Aerospace Material Specification, AMSH6088 (1997).
Montgomery D C, Design and Analysis of Experiments, Wiley, Hoboken (2017), ISBN 978-1-119-11347-8.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Vahdati, M., Moradi, M. & Shamsborhan, M. Modeling and Optimization of the Yield Strength and Tensile Strength of Al7075 Butt Joint Produced by FSW and SFSW Using RSM and Desirability Function Method. Trans Indian Inst Met 73, 2587–2600 (2020). https://doi.org/10.1007/s12666-020-02075-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-020-02075-8