
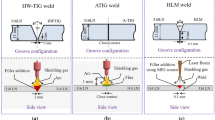
Abstract
Alloy 304HCu is an austenitic stainless, developed from TP304H with the addition of copper and niobium for power plant applications. Solidification cracking is major issue in welding of austenitic stainless steels. In this paper, solidification cracking behaviour of alloy 304HCu with three different fillers viz., nickel fortified near-matching alloy 304HCu, ER NiCrCoMo-1 and ER NiCrMo-3 using Varestraint weldability testing. The solidification cracking behaviour of the parent material and different welds were assessed under different strain rates and the mechanisms were discussed, addressing the microstructural evolution and compositional changes. The weld materials were characterized for their mechanical properties both at ambient conditions and at elevated temperature, highlighting their usefulness in the power sector.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Alloy 304HCu (UNS S30432) was developed by Sumitomo Metal Industries Limited, Japan for boiler applications in the 1990s [1]. This is a modified version of the austenitic stainless steel grade TP304H, with the addition of copper and niobium. In recent times, this is a preferred material for the re-heater and super-heater tubings for the super-critical boilers owing to the superior creep-rupture properties up to 650 °C [2]. Aging of alloy 304HCu at the operating temperatures results in nano-sized copper precipitates and this is reported to enhance the stability of this material at these operating conditions. As is well known, there is significant welding associated with boiler tubings and the published information on the weldability of alloy 304HCu is limited. Solidification cracking in Alloy 304HCu has been highlighted in few published work [3,4,5]. The current work is an attempt to address the solidification cracking in 304HCu welds produced with different filler materials, in greater detail. Weldability of austenitic stainless steels depends on their solidification behaviour, the amount of delta ferrite and the level of impurities in the weld/base metal. The primary mode of solidification influences the propensity to cracking in austenitic stainless steels. Earlier studies indicate that the primary ferritic solidification mode reduces the cracking tendency in austenitic stainless steels [6,7,8]. Possible modes of solidification for alloy 304HCu from its nominal chemical composition are identified from Pseudo-binary diagram of stainless steels based on WRC-1992 [7], and it is evident that all three solidification modes are possible viz., A (Fully austenitic), AF (Austenitic + Ferritic) and FA (Ferritic + Austenitic) depending on the composition of the parent material and the filler material. Hull’s [7] work on delta ferrite content in stainless steels indicates that presence of 5–10% delta ferrite in the weld metal lessens its hot cracking tendency. Delta ferrite number of alloy 304HCu can be between 0 and 10 as per WRC 1992 diagram [7], based on its nominal composition. Delta ferrite in stainless steel will also mitigate the impact of impurities on solidification cracking [9]. Particularly, impurities such as S and P that cause centre line cracking will be dissolved in delta ferrite and thus the hot cracking susceptibility is reduced. NiEq/CrEq below 1.5 and S + P content higher than 0.01% in austenitic stainless steels are reported to enhance the susceptibility to solidification cracking. Alloy 304HCu having composition that solidifies in primary austenitic mode contains very low delta ferrite, and thus it’s important to understand and control the solidification cracking through control of process parameters and/or compositional balance.
It is well known that the delta ferrite transforms to sigma phase during service due to prolonged exposure to higher operating temperature. This is an undesirable solid state transformation, and hence it’s necessary to restrict the delta ferrite content in weld metals. In order to achieve this, the filler metals are often designed to have 8% higher Ni content than the base metal. Increasing the nickel content can lead to primary austenitic solidification, i.e. nil or very small levels of delta ferrite in the weld metal. Under such solidification conditions, level of impurities such as sulphur and phosphorus should be maintained at the lowest possible value to avoid cracking. Reducing the sulphur can affect the depth of penetration of the welds and can result in a shallow weld. Therefore, arriving at the acceptable sulphur level to achieve nil/low delta ferrite weld metal without the possibility of cracking combined with optimum depth of penetration becomes a challenge.
Back filling of solidification cracks is one of the phenomena which can considerably reduce the cracking susceptibility by healing the cracks through unsolidified molten metal [10]. This phenomenon is often observed in weld metals exhibiting primary ferritic mode of solidification. Even though the alloy 304HCu weld metals experience austenitic mode of solidification, still it is possible to have liquid metal rich in ferrite promoters at the end of solidification. Hence, back filling phenomenon could possibly be witnessed in this steel.
It is not simply possible to predict the hot cracking susceptibility of AISI 304HCu alloy with the conventional theoretical methodologies alone. Among the several weldability tests available to evaluate the solidification cracking behaviour of welds and to understand the effect of welding consumables, Varestraint test is a well-established and reliable one with a great accuracy/reproducibility [11]. Because of these advantages, Varestraint testing method has been chosen in this work to study the solidification cracking behaviour of alloy 304HCu welds produced in autogenous mode and with different filler materials.
2 Materials and Methods
Alloy 304HCu (UNS S30432) with chemical composition shown in Table 1, was used in the form of a 3 mm thick sheet metal in the in solution annealed condition for the solidification cracking tests. Base metal cracking test specimens were extracted directly from the plates as per standard CEN ISO/TR 17641-3:2005.
Specimens to test the solidification cracking of the welds produced using different filler metals were prepared from the base metal cracking test specimens by machining a groove of about 1.5 mm deep at the centre as adopted by Lippold and Savage [6]. GTA welding process was employed to fill the groove with different fillers (1.6 mm diameter) viz., ER NiCrCoMo-1 and ER NiCrMo-3 and a Nickel fortified filler with other elemental compositions near-similar to that of Alloy 304HCu, the chemical compositions of which are presented in Table 1. After welding, the surface of the samples was machined to maintain the thickness of the specimens as 3 mm. Prior to the Varestraint test, the specimens were manually ground and polished using 80, 120, 220, 400 and 600 grit emery paper and then cleaned with acetone. The welding parameters for the Varestraint tests were chosen in such a way that the weld beads formed during the tests were confined within the beads formed while filling the grooves with the filler metals.
The Varestraint test set up consists of a moving GTAW torch and a ram to which a selective strain rate former is fixed for applying the required level of augmented strain. The total system is automated such that at the instant the GTAW torch reaches the centre of the sample; the augmented stain will be applied at the solidifying weld metal by actuating the ram fitted with strain rate former to bend the sample. The base metal was tested with three different current (65, 75 and 85 A) and strain (1, 2 and 3%) levels. The weld samples produced with three different filler wires were subjected to Varestraint tests only with 85 A current at strain levels of 1, 2 and 3%. For the Varestraint tests, the welding parameters viz., electrode geometry/extension, arc voltage, shielding gas flow rate and the welding speed were kept constant, and the details of which are provided in Table 2. The weldability tests were performed in triplicate to ensure repeatability and reproducibility of the results.
The tested samples were cleaned and etched with aqua-regia to reveal the cracks. Crack length measurements were made in a stereo microscope at a magnification of 50×. The samples were cut at the centre, mounted, polished and etched with 10% oxalic acid (electrolytic etching) for microscopic examination in an optical microscope.
3 Results and Discussion
3.1 Varestraint Testing of Alloy 304HCu Base Metal
Number and dimension of cracks are obtained from macro photographs of the base metal samples subjected to the Varestraint tests. Cracks are observed to be continuous and confined within the molten metal region in all the samples, suggesting that the ductile dip cracks are absent. Figure 1 shows the total length of the cracks for the respective augmented % strain at different welding currents viz., 65, 75 and 85 A. It can be seen from this chart that for a given strain level, the total crack length (TCL) is directly proportional to the heat input i.e. to the welding current in this case, with all the other parameters remaining constant. With increase in heat input, the bead width is found to widen and that lead to a longer solidification front and more sites for cracking. In addition, the poor thermal conductivity of the parent alloy also seemed to have contributed to the increase in the total crack length at higher heat input conditions.

Total crack length as a function of strain and welding current in the Varestraint tested 304HCu base material
The maximum individual crack lengths resulted at different current levels viz., 65 A, 75 A and 85 A are 0.57 ± 0.03 mm, 0.94 ± 0.08 mm and 1.24 ± 0.05 mm. These values are observed to be the same for all the three strain levels. The ripple widths for all the above tests are presented in Table 3. The TCL is found to increase with increase in the strain percentage at 65 A and 75 A conditions. At 85 A and 3% strain conditions, a reduction in TCL is observed when compared to the 75 A condition, which indicates the possibility of back filling of solidification cracks leading to crack healing [12].
Macrostructures of the cross-section of the base metal samples subjected to Varestraint testing at 85 A, with and without 3% strain are presented in the Fig. 2. Majority of cracks are found be within the weld metal. Crack propagation seems to be inter-crystalline in nature and a few cracks are observed to have propagated up to the heat affected zone. Precipitates observed in the high temperature heat affected zone can act as notches in those regions and thus may have enhanced the cracking susceptibility. The microstructural features suggest that the solidification is in the primary austenitic mode and a small fraction of δ-ferrite is formed at the inter-dendritic regions. Formation of delta ferrite is attributed to the increase in content of the ferrite formers in the last-to-solidify regions, wherein the enrichment of alloying elements is expected.

Optical micrographs showing the features of a melt run microstructure of 304HCu base material, b 304HCu Varestraint tested at 85 A and 3% strain and c–f high magnification micrographs of the various regions from (b) indicted
As per the WRC 1992 diagram, for a given composition of the base material, the solidified primary austenite should have been retained until room temperature with no other micro-constituents in the weld metal. The microstructural features suggest that the solidification is in the primary austenitic mode with more of γ as the matrix and a fraction of δ-ferrite at the inter-dendritic regions.EDS analysis confirms the enrichment of ferrite stabilising elements in those inter-dendritic regions, corroborating the microstructural observations. Attempts made to estimate the ferrite content in the weld metal using a Feritscope reveals that the ferrite content is very small. The above observations augment well with the observed cracking tendency for the base material in the Varestraint tests.
3.2 Solidification Cracking Test on Filler Metal Samples
Number and size of the cracks are obtained from macro photographs of the base metal and the weld metal (three different fillers) specimens Varestraint tested with 85 A at three strain levels. In all the cases, solidification cracks appear to be similar in nature in terms of the features and are found to be confined within the weld metal, excepting for the case of ER NiCrCoMo-1 filler in which the cracks are found to extend up to the heat affected zone.
Comparison of the solidification cracking behaviour of alloy 304HCu welded with the three different filler materials is presented in Fig. 3a, b. It is evident from Fig. 3a that the Varestraint tested base material has the highest cumulative crack length compared to the welds produced with the filler materials and Varestraint tested. Figure 3b gives an account of the cracking susceptibility of different weld specimens under 85 A and 2% strain conditions. Among the three welds, the welds produced with the nickel fortified near-matching filler exhibits the best behaviour, showing minimum number of cracks and also in terms of the maximum crack length. The other two welds produced with fillers NiCrCoMo-1 and NiCrMo-3 show a higher susceptibility to solidification cracking both in terms of number of cracks and the crack lengths.

a Total crack length as a function of strain in Varestraint tests with different fillers and b cracking susceptibility at 85 A and 2% strain
Micrographs of the weld metals obtained with different filler materials in the unstrained and Varestraint tested conditions are shown in Figs. 4, 5 and 6. The unstrained weld metal produced with the near-matching filler 304HCu exhibits an equiaxed dendritic structure with very small amounts of delta ferrite at the inter-dendritic regions of the austenitic matrix (Fig. 4). The macro and micro structures of 3% strained sample reveal the solidification crack healing by capillary action with the liquid enriched with ferritic stabilizers which solidifies at the last stage though the primary solidification mode is austenitic.

Microstructural features of weld samples (85 A) produced with alloy 304HCu filler. a Weld metal without strain, b macrograph of the weld metal Varestraint tested at 3% strain and c–f high magnification micrographs of specific regions in (b) indicated

Microstructural features of weld samples (85 A) produced with ER NiCrMo-3 filler. a Weld metal without strain, b macrograph of the weld metal Varestraint tested at 3% strain and c–f high magnification micrographs of specific regions in (b) indicated

Microstructural features of weld samples (85 A) produced with ER NiCrCoMo-1 filler. a Weld metal without strain, b macrograph of the weld metal Varestraint tested at 3% strain and c–f high magnification micrographs of specific regions in (b) indicated
The weld metal produced with the filler ERNiCrMo-3, shown in Fig. 5, reveals the dendritic structure with carbides at inter-dendritic regions. Few cracks are observed in the heat affected zone. These cracks are with sharp tips and branches, and it appears that they are stress induced cracks in the heat affected zone during solidification process in the presence of the applied strain. In solidification cracking test of the weld metal produced with this filler, cracks formed during solidification are found to be healed completely by the capillary action of the unsolidified molten metal. In the case of the weld metal with ERNiCrCoMo-1 filler (Fig. 6), too, cracking is observed to extend into the HAZ/base metal, but the cracks are less in number compared to ErNiCrMo-3 weld metal.
Scanning electron micrographs of the Varestraint tested samples (with 3% strain) of the base and the filler metals with EDS analysis at the crack locations are shown in the Fig. 7. EDS analysis at the inter-dendritic region below the crack confirms the back filling of cracks with liquid metal, leading to healing of the cracks. In the nickel fortified near-matching filler weld sample, the eutectic structure seems to be constituted of Nb rich phase. Gleeble based nil-strength testing, has shown that the alloy 304HCu has a nil-strength temperature of 1380 °C. Niobium carbo-nitride and delta ferrite phase in alloy 304HCu is formed at around 1315 °C [12].

Scanning electron micrograph and EDS analysis of a alloy 304HCu melt run and b alloy 304HCu filler metal
The predication/determination of phases in the 304HCu welds using Thermo-calc® with for different levels of Nb% (Fig. 8) confirms the formation of Nb rich phases and delta ferrite (BCC) at temperatures around 1350 °C. It is thus evident that even though the last region to solidify gets cracked due to strain, the back filling effect of Nb-rich eutectic [13] and ferrite delta phase [14] offers a healing effect.

Formation of delta ferrite in alloy 304HCu as predicted by Thermo-calc®
Even though the welds produced with the near-matching nickel fortified filler wires seem to be better in terms of hot cracking resistance, from an application stand point, it is necessary that in addition to the weldability aspects, the mechanical properties, including the creep behaviour of weld meals are to be considered. The mechanical properties of the weld metals produced with different filler wires viz., near-matching, ErNiCrMo-3 and ErNiCrCoMo-1 fillers at room temperature and at 600 °C are shown in Table 3.
The weld metals produced with NiCrMo-3 and NiCrCoMo-1 exhibit better mechanical properties compared to the near-matching filler at the room temperature conditions. However, at elevated temperature tests all the three weld metals show a near-similar behaviour in terms of strength levels with a marginal difference in ductility NiCrMo-3 show the best behaviour of the three. Notwithstanding the above tensile behaviour, it is also important to understand how these welds behave under conditions of creep, which is expected of the super heater/re-heater sections of thermal power plants. The literature suggests that the Ni-based alloys viz., NiCrMo-1 and NiCrCoMo-3 are better candidates for creep resistance [3], but the creep behavior validation is beyond the scope of this work.
4 Conclusions
Solidification cracking sensitivity of the near-matching 304HCu filler is lower when compared to 304HCu base metal. The back filling of the cracks with the eutectic liquid is responsible for the reduced solidification cracking susceptibility of the welds obtained with this filler material. The use of ER NiCrMo-3 and ER NiCrCoMo-1 fillers can produce welds with reduced hot cracking susceptibility, but among the three filler materials, the near-matching filler is the best in terms of the hot cracking resistance. However, for the welding applications, in order to meet the mechanical property and other service requirements, the Ni-based fillers may be preferred and employed under lower restraints despite of their inferior cracking susceptibility on account of their superior creep behaviour.
References
Vekeman J, Huysmans S, and De Bruycker E, Weld World 58 (2014) 873.
Siefert J A, and David S A, Sci Technol Weld Join 19 (2014) 271.
David S A, Siefert J A, DuPont J N, and Shingledecker J P, Sci Technol Weld Join 20 (2015) 532.
Katayama S, Fujimoto T, and Matsunawa A, Trans JWRI Weld Res Inst Osaka Univ 14 (1985) 12.
Kujanpaa V P, David S A, and White C L, Weld Res Suppl Weld J 65 (1986) 203s.
Lippold J C, and Savage V V F, Weld J 61 (1982) 388s.
Hull F C, Weld J 46 (1967) 399s.
Brooks J A, and Lambert F J Weld J 57 (1978) 39s.
Kotecki D J, and Siewert T A Weld J 71 (1992) 171s.
Lundin C D, Lee C H, and Qiao C Y P Weld J 7 (1993) 321s.
Lingenfelter C Weld J 51 (1972) 430s.
Ogawa T, and Tsunetomi E Weld J 61 (1982) 82s.
Andersson J, Jacobsson J, Brederholm A, and Hänninen H, in Improved Understanding of Varestraint Testing—Nickel-Based Superalloys, Cracking Phenomena in Welds IV, (eds) Böllinghaus T, Lippold J, and Cross C E, Springer, Cham (2016), p 25.
Tripathy H, Subramanian R, Hajra R N, Rai A K, Rengachari M, Saibaba S, and Jayakumar T, Metallurg Mater Trans E 3E (2016) 234.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ravibharath, R., Muthupandi, V., Bala Srinivasan, P. et al. Characterization of Solidification Cracking in 304HCu Austenitic Stainless Steel Welds. Trans Indian Inst Met 73, 2345–2353 (2020). https://doi.org/10.1007/s12666-020-02028-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-020-02028-1