
Abstract
Aluminium alloy AA7075 matrix composites reinforced with varying vol% (5, 10 and 15 vol%) of niobium carbide (NbC) were fabricated by friction stir processing. Micrographs revealed that a homogeneous dispersion of NbC in the AA7075 matrix had no interfacial reaction. Significant degree of grain refinement was observed in the composites due to dynamic recrystallization and pinning effect of NbC particles. Hardness and tensile strength of AA7075 matrix were found to be enhanced by the addition of NbC particles. The fracture surface of the tensile-tested samples revealed deep dimples indicating a good ductility.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In spite of several advantages such as high strength, tremendous resistance to corrosion and wear, the disadvantage of using Al–Zn–Mg–Cu alloy in production of composites lies in its poor ductility and formability properties [1, 2]. Production of complicated shapes and structures in composites is essential for the composite to enter into the commercial market. Amongst all 7XXX series alloy, AA 7075 alloy has been chosen for this study as it has high corrosion resistance combined with generally acceptable strength profile. Among the several ceramic reinforcing materials, niobium carbide NbC is a very important reinforcement with outstanding properties such as high melting point (3610 °C), high hardness, excellent wear resistance and good resistance to chemical attack [1]. Though FSP has been used to produce a variety of Al matrix composites, very limited literature is available with reference to NbC-reinforced AA7075 alloy matrix surface composites. An attempt has been made to fabricate NbC-reinforced AA7075 alloy matrix surface composites. Such type of particulate-reinforced composites have been prepared by friction stir processing (FSP) technique as this technique relies in the production of surface composites with improved surface properties without affecting the bulk properties of the material [3]. Hozief et al. [4] observed a significant grain size reduction in AA2024-1wt% Al2O3 compocast composites from 18 μm to 2.3 μm after FSP. They also found that addition of Al2O3 nanoparticles improved the ductility, yield strength and tensile strength of the matrix alloy. Liu et al. [5] investigated the microstructure and mechanical properties of multi-walled carbon nanotubes (MWCNTs)-reinforced A1016 matrix composites produced via FSP. They concluded that the hardness and tensile strength increased with MWCNT content, while the % of elongation decreased. From the literature survey, it can be seen that there is a scope for improving the mechanical properties of armour grade AA 7075 by FSP, which have not yet been investigated. The present work has been taken up with the objective of producing AA7075/NbC surface composites using FSP and to characterize their microstructure as well as mechanical properties.
2 Materials and Methods
AA7075 alloy (Al–5.6 Zn–2.5 Mg–1.6 Cu) and NbC particles angular in shape with average particle size in the range 10–20 µm were used as a matrix material and reinforcement, respectively, in the present study. Processing of surface composites was carried out using friction stir processing machine (Model FSW-3T-300-NC, Make RV Machine Tools, India). Friction stir processing of the composite has been presented else were [6]. Metallographic examinations of the composite specimens were carried out from specimens taken from the centre of the FSP plates. Samples were prepared as per ASTM E3-11 standards and subsequently etched using Keller’s reagent. Optical microscopy studies were carried out using Carl Zeiss metallograph, and SEM/EDS investigations were carried out using JEOL (JSM-6510LV). Microhardness of the specimens was tested at 500-g load applied for 15 s using a Zwick Vicker’s hardness tester. Ultimate tensile strength (UTS) of the AA7075 alloy and composites were estimated using a computerized tensile tester (INSTRON 1195). SEM studies were performed on tensile fracture surfaces to investigate failure mechanisms.
3 Results and Discussion
3.1 Microstructural Investigations of FSPed Composites
Optical micrographs of the AA7075/NbC FSPed composite surface cross section are shown in Fig. 1a–c. Micrographs are taken perpendicular to tool travel direction. Micrographs show the distribution, grain size and morphology of the NbC particles reinforced in different FSPed regions including stir zone (SZ), thermomechanically affected zone (TMAZ) and heat-affected zone (HAZ). Micrograph of AA7075/NbC surface composites shows the homogeneous distribution of NbC particles in SZ and TMAZ. In HAZ, very few NbC particles are present and mostly get segregated at grain boundary. Heavy extruding action and crushing effect of rotating tool during FSP process lead to the breakup of cluster of NbC particles, thereby inducing severe plastic strain in the composites.

Optical images of FSPed samples under constant rotational speed of 1200 rpm with varying NbC particles a 5 vol%, b 10 vol% and c 15 vol% showing particle distribution in three distinct regions
Optical micrographs clearly reveal the formation of fine equiaxed grain structure in FSP zone. The addition of fine NbC particles coupled with intense stirring during processing aids in the formation of a refined structure. Further, the refinement of grain structure may also be due to the high stacking fault energy of the matrix material, which when subjected to extensive plastic deformation readily promotes dynamic recrystallization. A similar result has been reported by Bauri et al. [7] in their study on Tungsten particle-reinforced Al 5083 matrix FSP composites. High plastic strains connected with FSP causes significant degree of grain refinement. Uniform dispersion of NbC particles pin the grain boundary, thus restricting the grain growth. AA7075/15 vol% NbC shows smaller grain size compared to that of AA7075 alloy matrix. Matrix alloy consists of coarse elongated grain structure with an average grain size of about 50 µm, while the FSP composite exhibits equiaxed grain structure with fine grain size of about 16 µm, a reduction of nearly 70%. Addition of 5, 10 and 15 vol% of NbC results in reduction in grain size to 40, 26 and 16 μm, respectively. Significant grain refinement is observed in the composites attribute to dynamic recrystallization through FS [8]. Severe plastic deformation and heat due to friction lead to recrystallization. It can be observed that grain size of the composite decreases with increase in vol% of NbC particles. It may be due to formation of discontinuous dislocation-free grains during recrystallization.
3.2 Mechanical Characterization of AA7075 alloy/NbC Composites
Microhardness profile of AA7075/NbC surface composite across the weld is shown in Fig. 2a. The hardness of the SZ (150 HV) is found to be 53% higher than that of the base metal (98HV). This may be attributed to the presence of NbC particles as well as grain size reduction in the SZ. This increase in hardness can be explained by mechanism proposed by Orowan (strengthening by particle) and Hall–Petch relation (strengthening by grain size reduction). However, the hardness of HAZ is lower than that of SZ. This may be due to grain growth promoted by annealing (Fig. 1) and precipitate dissolution in the HAZ. Compared to the hardness of the advancing side (AS), retreating side (RS) shows a slightly higher hardness. This may be due to an increase in flow of material and uniform distribution of NbC particles [9].

a Transverse microhardness profile, b tensile strength and c % of elongation of FSPed AA7075/NbC surface composite with various vol% of NbC particles
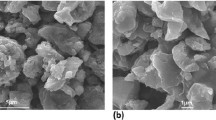
Ultimate tensile strength and % of elongation of AA7075 alloy/NbC composites are shown in Fig. 2b, c, respectively. It can be seen that the UTS of the matrix alloy AA7075 is 220 MPa, whereas 15 vol% NbC-reinforced composites have highest tensile strength of 320 MPa, an increase of more than 45%. Difference in coefficient of thermal expansion between the reinforcement (≃ 8.2 × 10−6/°C) and matrix alloy (25.2 × 10−6/ °C) can lead to generation of more number of dislocations. NbC particles act as a barrier to dislocation motion, which in turn increase the tensile strength of the composites. Uniform distribution of NbC particles and strong interfacial bonding between the matrix and NbC particles results in an increase in tensile strength according to Orowan mechanism. Applied load gets transferred to reinforcement through the strong interface. Significant improvement in tensile strength is obtained along with a marginal decrease in ductility. From Fig. 2c, it is conformed that ductility of alloy is 17%, whereas composites reinforced with 15 vol% NbC particles have ductility of 13%. SEM image Fig. 3a of the tensile fracture surface of the AA7075 alloy shows fibrous fracture as observed from the dimple structure indicating a ductile behaviour. SEM images Fig. 3b of the tensile fracture surface of the composites also confirm ductile behaviour. Formation of small micro voids and its coalescence lead to final ductile fracture.

Fracture surface of a AA7075 alloy and b AA7075 alloy 15 vol% NbC-reinforced composite
All the samples exhibit considerable plastic deformation prior to fracture. It is evident from the SEM micrographs that fracture as well as pull-out of reinforcement has occurred during tensile deformation.
4 Conclusions
In the present work, AA7075/NbC surface composites have been successfully produced by FSP technique. The micrographs reveal significant refinement of grains in the composites which can be attributed to the dynamic recrystallization of matrix. The produced composites have been found to exhibit a higher hardness of 150 HV and ultimate tensile strength (UTS) of 320 MPa with appreciable amount of ductility.
References
Johannes L B, and Mishra R S, Mater Sci Eng A 464 (2007) 255.
Satish Kumar T, Shalini S, and Krishna Kumar K, Arch Metall Mater 63 (2018) 689.
Dieguez T, Burgueñob A, and Svoboda H, Procedia Mater Sci 1 (2012) 110.
Hozief W, Toschi S, Ahmed M M Z, Morri A L, Mahdy A A, El-Sayed Seleman M M, El-Mahallawi I, Ceschini L, and Atlam A, Mater Des 106 (2016) 273.
Liu Q, Ke L, Liu F, Huang C, and Xing L, Mater Des 45 (2013) 343.
Sathiskumar R, Murugan N, Dinaharan I, and Vijay S J, Mater Charact 84 (2013)16.
Bauri R, Yadav D, Shyam Kumar C N, and Balaji B, Mater Sci Eng A 620 (2015) 67.
Ma Z Y, Metall Mater Trans A 39 (2008) 642.
Akramifard H R, Shamanian M, Sabbaghian M, and Esmailzadeh M, Mater Des 54(2014) 838.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Satish Kumar, T., Suganya Priyadharshini, G., Shalini, S. et al. Characterization of NbC-Reinforced AA7075 Alloy Composites Produced Using Friction Stir Processing. Trans Indian Inst Met 72, 1593–1596 (2019). https://doi.org/10.1007/s12666-019-01566-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-019-01566-7