
Abstract
This work focuses on the investigations of hybrid reinforcement of SiC/Al2O3 as dual particle size and triple particle size (TPS) on the surface hardness of hybrid aluminum matrix composite (AMC) prepared with synergistic combination of fused deposition modeling, vacuum molding (V) process and stir casting. It was observed that TPS-based SiC resulted into highest microhardness of 45HV. Further, ANOVA revealed that the percentage contribution of particle size and type of reinforcement on surface hardness of AMC were 27.30% and 48.72%, respectively. The best parametric setting (of input parameters) for microhardness is: particle size—TPS, type of reinforcement—SiC, vacuum pressure—350 mm of Hg, sand grain size—70 (AFS no.), vibration time—4 s. and composition/proportion of reinforcement in Al matrix—10%, respectively, and overall, 5.1% improvement in microhardness was observed at proposed parametric setting. The presence of Al2O3/SiC responsible for the improvement in microhardness was supported by photomicrographs.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
AMC reinforced with ceramic particles is very promising materials for automobile, aeronautical and structural industry not only due to their excellent combination of mechanical (strength, hardness, ductility) and wear properties, but also can be processed by conventional manufacturing processes such as forging, rolling, extrusion and subsequent machining [1]. It has been reported by various researchers that SiC, Al2O3, Graphite (Gr), Zr and B4C are the most commonly used ceramic particulate [2]. The new-generation hybrid AMC developed by the interaction of more than one type and sizes of reinforcements have potential industrial applications as compared to single reinforced composites [3, 4], because it is difficult to incorporate broad spectrum of properties in the composite materials with single reinforcement.
The performance of hybrid Al-MMCs depends upon the reinforcement particles (type and size) and the parameters of processing route adopted for their development. Rajmohan et al. [5] observed that hybrid composites have superior mechanical properties than the single reinforced SiC–Al composites. Devaraju et al. [6] also confirmed that the hybrid composite exhibit superior hardness and wear resistance as compared to the parent matrix material. It has been observed that the hardness of Al–SiC + Al2O3 composite is superior than that of Al–SiC due to the combined pinning effect of SiC and Al2O3. In another study, Ramnath et al. [7] found that the Al–B4C (3% of mass fractions), Al2O3 (2% of mass fractions) composites developed with stir casting exhibit better hardness and toughness as compared to the unreinforced alloy. Suresha outlined that hybrid Al matrix composites exhibit better mechanical properties and wear characteristics [8]. Uvaraja and Natarajan [9] investigated the influence of hybrid reinforcement with the addition of SiC (0–15 wt%) and B4C (3 wt%) particles on the hardness of Al-7075 alloy and observed that multiple reinforcements are successfully able to deliver higher hardness as compared to unreinforced alloy. Prasad et al. [10] used double stir casting process to fabricate Al composites reinforced with rice husk ash (RHA) and SiC particulates in equal proportions. It has been observed that the hardness and porosity of the hybrid composite increases with increasing reinforcement volume fraction. Pugalenthi et al. [11] investigated the mechanical properties of Al-7075 reinforced with 2% of mass fractions of SiC and (3, 5, 7, 9) % of mass fractions of Al hybrid composites and observed improvement in the hardness of composite with an increase in the reinforcement of SiC and alumina. In another study, the mechanical properties and tribological behavior of Al alloy (LM25)/SiC/Al2O3 composites have been examined and are found satisfactory [12]. Due to ease, flexibility and large quantity of production applicability, stir casting is the most preferred among the various processing routes to fabricate the Al-MMCs [13]. It is quite evident from the literature that the development of hybrid Al-MMCs has been able to achieve high strength, low density, superior mechanical and tribological properties. Most of the researchers have examined the performance of the hybrid Al-MMCs based upon the size and type of reinforcement, but the influence of processing route of Al-MMCs also needs to be examined.
V-Process: In V-process, the mold is encapsulated between two plastic films surrounded with rigid unbounded silica sand under the applied vacuum pressure. On pouring, the molten metal fills the cavity under vacuum, precisely duplicating all of the features. The vacuum is maintained until the metal solidifies, and the sand drops away very easily and leave the casting with fine surface finish. Due to no use of any binders, the sand can be reused without any treatment. The use of unbounded sand in the v-process eases the withdrawal of casting and reduces the cracking defects. Furthermore, no use of costly inhibitors in the v-process as compared to conventional sand casting making it environment friendly [14, 15]. In this green process, the solidification time is longer as compared to conventional die and sand casting which leads to fine grain structure of the casting and further may affect the mechanical properties [16]. Apart from these, the additional benefits are: the V-process has longer pattern life, consistent reproducibility, low cleaning and finishing costs, etc. Singh et al. [17] proposed macromodel for the hardness and dimensional accuracy for the development of Al–Al2O3 MMCs with vacuum molding. The study highlights the effect of molding sand, vacuum pressure and component volume on the properties of Al-MMCs. Singh [18], Boparai and Singh [19] have suggested that the V-process is a highly capable process for the development of Al-MMC and can be employed for batch/mass production. The effect of process parameters of vacuum molding and reinforcement (size and proportion by wt%) on the wear performance of Al/SiC have been studied by Singh and Singh [20]. The study highlightes the contribution of sand grain size, vacuum pressure, particle size (SiC) and composition as 5%, 10.14%, 10.71% and 73.2%, respectively, to attain the optimum wear performance. Singh et al. [21] have examined the effect of particle size of hybrid reinforcement (fixed proportion, 10% by weight.) Al2O3 and SiC on wear performance of Al-MMC prepared by stir casting and vacuum molding and observed that the SPS composite exhibits better wear resistance.
The literature review reveals that researchers have successfully developed the Al-MMCs with un-hybrid and hybrid reinforcement by using V-process. Also lot of work has been reported on optimization of V-process [17,18,19,20,21]. It is also evident in the literature that the hybrid reinforcement with different type such as Al2O3 and SiC with different particle size tends to improve the surface hardness/microhardness of Al matrix. But hitherto, not much work has been reported on investigation of surface hardness of Al matrix composites with hybrid reinforcement developed with V-process-assisted stir casting. In the present study, a FDM-generated perforated pattern has been used in V-process to develop a cavity, which is further filled with molten metal containing particle reinforcement prepared by stir casting. The resulting green process leads to rapid casting solutions for Al-MMCs.
2 Experimentation
2.1 Materials
2.1.1 Matrix
Industrially pure (≥ 99.6 wt% Al) Al-6063 was used as a matrix material, and detailed chemical composition is shown in Table 1.
2.1.2 Reinforcement
Al2O3 and SiC of particle sizes of 122 µm, 102 µm and 89 µm were used as reinforcement and their properties are shown in Table 2. The DPS and TPS reinforcements were obtained by mixing different particle sizes in equal proportion by weight as given in Table 3.
2.2 Fabrication of Hybrid Al-MMC
FDM is one of the low-cost additive manufacturing technologies, suited for printing parts of complex geometries with short cycle time [22]. The perforated master pattern disk of Φ50 mm and 10 mm thickness of selected component was printed on FDM, which was further used to create a cavity in V-process. Figure 1a, b, respectively, show the schematic of FDM setup and printed master pattern. For the fabrication of Al-MMC, the required quantity of Al-6063 alloy (≥ 99.6 weight % Al) was melted in a graphite crucible at 800 °C and the reinforcement particles (SiC and Al2O3) were preheated at 450 °C to drive off the moisture before charging. Magnesium (1 wt%) was further added during stirring to improve wetting and to reduce the agglomeration of reinforcing particles [23]. Figure 2a–l shows, the detailed V-process, stir casting process employed in this study.

a Schematic of FDM setup. b 3D view of master pattern

Steps for the fabrication Al-MMC using v-process and stir casting. a The perforated pattern is placed at the base plate and a thin plastic sheet softened with heating is drawn onto the pattern contour by imposing vacuum (300–400 mm of Hg). b First mold box (drag) is placed on the base plate and the formed plastic sheet is fixed with the mold box. c The dry un-bonded silica sand (AFS no. 50-70) fills in the mold box and gets compacted by vibration (3–5 s). d The other open side of the mold box is sealed with second plastic sheet, and then, further vacuum is applied to compact the sand. e The vacuum of the base plate is released, and the mold box flips off. The pattern easily slips out. f Cope is placed on the first mold box. g The proper gating arrangement is given to the generated cavity. h The mold box (cope) is filled with dry unbounded sand and sealed with a plastic sheet. i Stir casting setup. j The molten metal is poured into the mold. k The molten metal gets solidified under negative pressure. l Finally, after cooling, the vacuum is released and free-flowing sand drops away, leaving a clean required casting without sand lumps
2.3 Design of Experiment
The input parameter and their levels used for this study are shown in Table 4. It had one parameter from two levels and five from three levels. Tables 4, 5 show Taguchi L18 control log employed for the fabrication of AMC with hybrid reinforcement.
2.4 Microhardness
Hardness is defined as the resistance of material against surface indentation. The interface bonding strength between matrix and reinforcing particle of composite is evaluated as microhardness [24]. It is an essential factor frequently used to characterize the mechanical properties of a material on a microscopic scale. Microhardness of the AMC was determined by using computerized Vicker hardness tester as per ASTM E384. A load of 0.1 N was applied for 10 s on polished specimens of composites developed as per control log under ambient laboratory conditions.
2.5 Optical Microscopy
The test samples were sectioned from the transverse plane (along thickness) of the casted disks of composite and grounded with abrasive paper of grade 200, 400, 600, 800, 1000 and 1200, respectively, followed by polishing with alumina powder. The Keller’s etchant was used for etching, and the optical micrograph was obtained at 100× magnification (Fig. 3).

Percentage contribution
3 Results and Discussion
Microhardness results for three repetitive HV1, HV2 and HV3 experiments are given in Table 5. Metallurgical image analysis system (QSMIAS) software has been used to find ASTM grain number and average grain diameter (mm) from micrographs of the Al-MMCs casting specimens are also given in Table 5. The Minitab-17 software has been used at “larger is better” condition to analyze signal-to-noise (S/N) ratio and it proposes best parametric setting to optimize microhardness results. Based on the observation in Table 5, analysis of variance (ANOVA) is executed on the S/N ratio of the responses to evaluate the contribution of each input parameter.
As observed from Fig. 4, the TPS-based Al-MMCs exhibit better microhardness. It may be due to the presence of a large quantity of fine particle size reinforcement in the TPS as compared to DPS. DPS reinforcement has been obtained by the mixing of an equal wt% of particles of sizes 120 µm and 102 µm, whereas in TPS, 120 µm, 102 µm and 89 µm have been mixed. So, in the same composition of reinforcement, TPS has large quantity of fine particle size as compared to DPS in the matrix. The coarse particles tend to have larger grains and fine particles tend to have smaller grain structure. The larger grains have a high probability of porosity formation which further decreases the surface hardness due to boundary diffusion. This trend is in agreement with other research work [25, 26]. Due to larger grain and high porosity on the subsurface, there are higher tendencies for the crack nucleation to linkup the pores which further reduces the strength of the material.

Main effect plot for S/N ratios—microhardness
As regards the type of reinforcement, the microhardness of Al-MMCs reinforced with SiC is found to be better as compared to the reinforcement of Al2O3 and Al2O3 + SiC. It may be due to the presence of the hardest and well-bonded SiC in the soft (Al) matrix which impede the movement of dislocations and increases the hardness of the Al-MMCs.
As observed from Fig. 4, the microhardness increases with the increase in vacuum pressure. It may be due to the significant effect of vacuum pressure on the rate of heat transfer in the mold; at higher vacuum pressure the sand grain gets compacted and the permeability of the mold gets reduced which further enhances the solidification time. The higher solidification time has greater tendency to develop fine grains with less defects which further improve the surface hardness. But this trend is found till the vacuum pressure of 350 mm of the Hg and after this declining trend is observed. It may be due to the rapture of the plastic film, which is not able to maintain the adequate vacuum level and unexpected trend is observed.
As regards the molding sand grit size, the higher sand grit size value (AFS no.) corresponds to finer grains of molding sand. In the present study, AFS no. 70 is successfully able to impart higher microhardness to Al-MMC as compared to others. It is may be due to the similar facts as in the case of vacuum pressure that the permeability of the mold is getting reduced with finer grain of the molding sand and the gap between the sand particle gets further reduced with the application of vacuum and vibration. So, closely packed mold has longer solidification time, which further helps to improve the microhardness, whereas the vibration time has insignificant effect on the hardness of the Al-MMCs.
As observed, that the TPS-based Al/SiC composite is successfully able to deliver better microhardness. The quantity of reinforcement (wt%) has great effect on the performance of Al-MMCs. As shown in Fig. 4, with the increase in %composition of the reinforcement, the microhardness of the composites gets enhanced and best result is found at 10%. It may be due to the presence of a large quantity of hard ceramic in the soft matrix. So increasing the amount and reducing the size of reinforcement (Al2O3 and SiC) promote hardness in the Al-MMCs. A similar result has been reported by Kok that the increase in weight fraction and decrease in size of reinforcement cause improvement in the hardness of the composites due to the presence of a larger interfacial area between the soft and hard phases [27]. A similar observation has been made by Rahimian that decreasing the Al2O3 particle size increases the hardness [28].
As highlighted in Fig. 4, the optimum results for microhardness are obtained with TPS, 10% of SiC and 350 mm of Hg vacuum pressure, with 70 AFS no. sand grit size and vibration for 4 s. It has been observed that the reinforcement (type and size) and fabrication process (V-process-assisted stir casting) parameter affects the performance of Al-MMCs. As per ANOVA results (Table 6), the particle size (27.30%) and type of reinforcement (48.72%) have significant contribution to control the microhardness of the hybrid Al-MMCs and best results are found for TPS and SiC, respectively.
Based upon Table 6 and Fig. 4, it has been ascertained that the reinforcement particles are responsible to impart the microhardness, but the matrix (Al) grain size may be contributing to improve the hardness of the composites. This is quite evident in the results of metallurgical image analysis system (QSMIAS) software regarding the ASTM grain number and average grain diameter (mm) of the TPS-based Al-MMCs which have optimum results of hardness. It seems to be that this grain size (avg.dia.) results may belong to the matrix material that have maximum value of 0.3 mm because the temperature range (800–1000 °C adopted in this fabrication process) is not able to melt the reinforcement of minimum particle size of 0.089 mm in case of TPS. So, this bigger matrix grain size may be also responsible to enhance the microhardness of Al-MMCs in a way that it may have provided a platform/site to support TPS particles. Optical micrograph shown in Fig. 5 clearly indicates the presence of reinforcement particles (Al2O3 and SiC) in Al-MMCs castings under investigation which leads to better mechanical properties. Some particle clustering regions are also observed in some castings, which may be due to imperfect wetting or improper stir casting parameters. The confirmatory test is also performed at proposed parametric setting, and overall, 5.1% improvement in microhardness of Al-MMC is observed.

Microstructure of experiment 1–18 (as per Table 5)
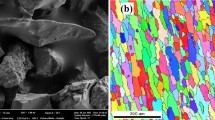
Based on Fig. 4, Figs. 6 and 7, respectively, show SEM and EDAX images of the samples prepared at proposed parametric settings (i.e., SiC reinforcement of TPS, at vacuum pressure 350 mm of Hg, sand grain size—70 (AFS no.), vibration time—4 s. and composition—10%).

SEM image for Al-MMC at proposed parametric settings

EDAX for Al-MMC at proposed parametric settings
4 Conclusions
Al-MMCs with hybrid reinforcement have been successfully prepared by using the synergistic combination of FDM and V-process-assisted stir casting. Following conclusions are drawn from this investigation:
-
Increasing the wt% and decreasing the size of reinforcement promote the high hardness in the AMC. In the present case study, highest microhardness of 45HV is attributed to composite containing 10 wt% TPS-based SiC reinforcement.
-
The percentage contribution of the significant input parameter like particle size and type of reinforcement to control the microhardness of AMC are 27.30% and 48.72%, respectively.
-
The best settings for surface hardness is: particle size—TPS, type of reinforcement—SiC, vacuum pressure—350 mm of Hg, sand grain size—70 (AFS no.), vibration time—4 s. and composition—10%, respectively. Overall, 5.1% improvement in surface hardness is observed at this proposed parametric setting.
-
Optical micrograph shows uniform dispersion of reinforcement (Al2O3 and SiC) in Al-MMCs with some regional clustering, which may be due to imperfect wetting of reinforcement or improper stir casting parameters.
References
Iqbal A A, and Dewan M N, Int J Appl Eng Res 11 (2016) 10408.
Sirahbizu Yigezu B, Mahapatra M M, and Jha P K, J Miner Mater Charact Eng 1 (2013) 124.
Matsunaga T, Kim J K, Hard Castle S, and Rohatgi P K, Trans AFS 104 (1996) 1097.
Hayrettin Ai, Tolga K, Ercan C, and Huseyin Ç, Tribol Int 39 (2006) 213.
Rajmohan T, Palanikumar K, and Ranganathan S, Trans Nonferrous Met Soc China 23 (2013) 2509.
Devaraju A, Kumar A, and Kotiveerachari B, Mater Des 45 (2013) 576.
Ramnath B V, Elanchezhian C, Jaivignesh M, Rajesh S, Parswajinan C, and Ghias A S A, Mater Des 58 (2014) 332.
Suresha S, and Sridhara B K, Compos Sci Technol 70 (2010) 1652.
Uvaraja V C, and Natrajan N, J Miner Mater Charact Eng 11 (2012) 757.
Prasad D S, Shoba C, and Ramanaiah N, J Mater Res Technol 3 (2014) 79.
Pugalenthi P, Jayaraman M, and Natarajan A, Appl Mech Mater 766 (2015) 246.
Radhika N, Balaji T V, and Palaniappan S, J Eng Sci Technol 10 (2015) 134.
Hashim J, Looney L, and Hashmi M S J, J Mater Proc Technol 92 (1999) 1.
Kubo Y, Nakata K, Akita K K, and Gouwens P R, AFS Trans 81 (1973) 529.
Liu Z, Hu J, Wang Q, Ding W, Zhu Y, Lu Y, and Chen W, J Mater Proc Technol 120 (2002) 94.
Kumar P, and Gaindhar J L, Trans Am Foundrym Soc 104 (1997) 635.
Singh R, Singh J, and Singh J, J Inst Eng (India) Ser C 93 (2012) 325.
Singh R, J Inst Eng India Ser C 94 (2013) 93.
Boparai K S, and Singh R, Appl Mech Mater 330 (2013) 91.
Singh R, and Singh G, J Manuf Process 19 (2015) 142.
Singh R, Podder D, and Singh S, Trans Indian Inst Metals 68 (2015) 791.
Sun Q, and Rizvi G M, Rapid Prototyp J 14 (2008) 72.
Hashim L, Looney L, and Hashmi M S J, J Mater Process Technol 92 (1999) 1.
Kumar G B V, Rao C S P, and Selvaraj N, J. Miner Mater Charac Eng 10 (2011) 59.
Sinha A, and Farhat Z, Mater Sci Appl 6 (2015) 549.
Islam M A, and Farhat Z N, Tribol Int 44 (2011) 498.
Kok M, J Mater Process Technol 161 (2005) 381.
Rahimian M, Parvin N, and Ehsani N, Mater Sci Eng A 527 (2010) 1031.
Acknowledgements
The authors are thankful to I. K.G. Punjab Technical University, Kapurthla (Pb.), India, and Guru Nanak Dev Engineering College, Ludhiana (Pb.), India, for providing this opportunity and support.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Singh, S., Singh, R. & Gill, S.S. Investigations for Surface Hardness of Aluminum Matrix Composites with Hybrid Reinforcement. Trans Indian Inst Met 72, 181–190 (2019). https://doi.org/10.1007/s12666-018-1472-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-018-1472-z