
Abstract
Shielded metal arc welding (SMAW) and metal inert gas (GMAW) welding process are the two most widely used welding processes. These processes are widely used for the construction and fabrication purpose in almost all type of industries. Some of the important factors which govern the weld quality in these welding processes are welding power sources, role of shielding gas (for GMAW process), welding consumables and skill of the welders. Currently, effects of these factors are evaluated by examining the quality of the weld produced and not by monitoring how welding process is affected by change in these factors. This is an indirect method because actual contribution made by individual parameter in physical process is effectively ignored. Further, this is expensive and time-consuming as the assessment can be carried out only after the weld is completed. Hence, a procedure to assess the quality of welding process using the data acquired while welding is in progress is preferred to testing of the weld for this purpose. In both SMAW and GMAW processes, welding speed, voltage and current are important parameters that affect the quality of the welds. Among these, monitoring of welding speed is relatively easy; but monitoring voltage and current is not. This is because, welding is a stochastic process in which wide variation in voltage and current occurs and duration of these variations is so short that they are not observed in the voltage and current displayed in the power source. However, with the help of a high-speed data acquisition system, voltage and current variations during actual welding process can be recorded and subsequently analysed to reveal very useful information on the welding process, and subsequently quality analysis of individual welding parameters can also be done. In the present study, the voltage and current signals acquired using a digital storage oscilloscope have been used to study SMAW and GMAW processes. Data was acquired for duration of 20 s at a sampling rate of 100,000 samples/s while welding is in progress. In the case of SMAW process, welding data was acquired for welds made using different welding power sources, but with same welder and same type of electrode. In the case of GMAW process, welds were made using same wire and same welder but with different gases for shielding and at different set currents. Dynamic variation in the voltage and current signals were carefully studied using time domain and statistical analyses. Results showed that differences in the characteristics of the different power sources used for SMAW process and effect of shielding gases and arc current on GMAW process could be easily revealed by such analysis. For SMAW process, results obtained could also be correlated with the appearance of the weld beads. Hence, a procedure involving high-speed data acquisition of voltage and current signal while welding is in progress and the statistical analysis of the acquired data have been proposed for monitoring of these two arc welding processes.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Welding is one of the most widely used processes for joining of metals and alloys in fabrication of structures, vessels, piping, etc. Among the different welding processes available, arc welding, in which heat required to fuse the metals to be joined is generated by electric arc is the most widely used one in the fabrication industry. This process has many variants like shielded metal arc welding (SMAW), gas metal arc welding (GMAW), submerged arc welding (SAW) and gas tungsten arc welding (GTAW). Arc welding is a stochastic process due to the dynamic and random variation in the arc voltage and current due to variation in arc characteristics resulting from the arc atmosphere and molten metal transfer that occurs across the arc. Quality of the welds produced depend on various welding parameters that cause these variations and ability of the welding power source to respond to these variations. Hence, if such dynamic variations that occur during welding can be acquired at the same rate as they occur, then this data can be analysed to understand the role of welding variables in the arc welding, like welding power source, shielding gas, consumables and even skill levels of welder on the weld quality. However, such random variations in current and voltage which occur during actual welding process occur at very short intervals and high-speed data acquisition systems are required to record the same. Such welding monitoring systems have been developed by many researchers [1,2,3,4,5,6,7]. Recently, a DSO has been utilized for acquiring welding voltage and current to study arc welding process [8,9,10].
The data thus acquired has been used for a comprehensive analysis of actual welding process by many. Lanzoni et al. reported that using various signal processing techniques (by reliable weld data acquisition, filtering and time domain analysis of the acquired signals and monitoring the quality factor) on electrically measured signals of high sensitivity, welding defects can be detected in real time [1].
Similarly, welding imperfections in GMAW were identified from the instantaneous values of welding parameters acquired at the time of actual welding [2]. Analysis of data using various statistical techniques like probability density distributions (PDD) has been reported in the literature by various research groups for performance analysis of different arc welding parameters [8,9,10,11,12,13,14,15]. Histogram of welding data was plotted to explain the behaviour of gas metal arc welding (GMAW) process in another study [16]. Further, welding data (voltage and current) were acquired to study the alloy enrichment in the weld metal deposited using cellulosic electrode as a function of welding parameters [17]. Signature images were used for fault identification in gas metal arc welding process (Pulse GMAW) [18, 19]. In this work, welding faults were classified using signature analysis.
Data acquired by high-speed data acquisition has been subjected to various data processing techniques to derive useful conclusions on the welding process and/or quality of the welds. [20] used artificial intelligence (AI) techniques to predict the quality of GMAW-P in which various statistical and process parameters derived from the welding signals were used as an input to ANN model to estimate the weld quality. Fuzzy Kohonen clustering technique was used by [21] for intelligent monitoring and recognition of short-circuiting mode of metal transfer in GMAW process. Similarly, in another study, GMAW process disturbances were recognized using fuzzy logic and neural network technique [22, 23]. Wavelet packet transform analysis was performed on the acquired welding current by [24] to predict the strength of weld joint in a GMAW-P process.
Though considerable literature is available on high-speed data acquisition during welding and subsequent analysis to assess the welding process, such studies to assess the quality of the welding power sources are not widely reported. In the present study, an innovative procedure has been proposed for differentiating different arc welding power sources based on the analysis of the voltage and current signals acquired during welding. This procedure is significantly different from those given in various standards for assessing the quality of the arc welding power sources [25].
The work presented in this paper also discusses as how the welding data can be used to evaluate GMAW process. For this purpose, weld data has been acquired while making welds with different shielding gases and this data has been analysed to demonstrate the role of shielding gas on the weld characteristics. Present work is an extension of our previous work [8], in which it has been shown how a general purpose DSO can be used to differentiate various welding parameters and focuses on demonstrating how this technique can be used to compare the quality of the welding power sources and how shielding gases influence the arc characteristics in GMAW process.
2 Experimental Setup
2.1 Data Acquisition
For recording the welding process online, a DSO (Agilent Technologies, DSO7054B) of 500 MHz bandwidth and maximum sampling rate of 4 GSa/s was used. Detailed description of data acquisition setup using DSO is as per our earlier work [8].
2.2 Welding
Arc welding power sources can be direct current (DC) or alternating current (AC) type, and among the DC power sources, they could be constant current (CC) or constant voltage (CV) type. Manual welding processes like SMAW and GTAW use CC-type power sources while automatic welding processes like GMAW and SAW use CV-type. DC power sources are more widely used than AC power sources and these DC power sources can be generators, rectifiers or inverters and capabilities of the power sources can vary depending on this. For example, in the case of SMAW process, for a change in arc voltage arising from the change in arc gap, an inverter power source is expected to respond faster than other type of power sources to maintain the CC characteristics of the power source. Typically, response time for an inverter is in microseconds and hence, any system that tries to differentiate the power sources should be able to acquire voltage and current signals at a very high rate.
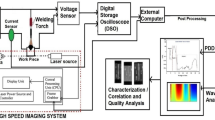
As arc welding power sources are low-voltage and high-current devices, step-down transformer is an important component of any power sources that draw power directly from the main supply. Alternately, generator power sources, driven by internal combustion engine or motor are also available. Accordingly, power sources are classified as welding transformers, generators, rectifiers, inverters, etc. In order to demonstrate that the procedure presented here is able to differentiate the performance of different power sources, instantaneous values of voltage and current data from six different power sources were acquired while welding is in progress. For this purpose, bead-on-plate welding was carried out using E8018 electrodes of 3.15 mm diameter on a carbon steel plate of dimensions 12 × 300 × 300 mm using these power sources by the same welder. During welding, voltage and current signals were acquired at a sampling rate of 100,000 samples/s for 20 s using DSO. Photograph of welding setup along with data acquisition unit are shown in Fig. 1. To ensure consistency of the data, three bead-on-plate welds were made using each power source and data was acquired for all the three welds. Data was subsequently filtered and then subjected to time domain and statistical analysis. Among all the six power sources that has been used in present study, two of them were rectifier power source (Machine 1 and Machine 2)—one was generator power source (Machine 3) and remaining three (Machine 4, Machine 5 and Machine 6) were inverter power sources. Among these, Machine 6 could be operated as both constant current and constant voltage mode so that it could be used for SMAW and GMAW, while all others were used only in constant current mode.

Photograph of welding setup with data acquisition unit
In order to demonstrate that the proposed procedure is also capable of differentiating the effect of shielding gas in GMAW process, bead-on-plate welds were made with 100% Ar, 100% CO2 and gas mixture of 80% Ar and 20% CO2 using AWS ER 70S2 wires (1.2 mm dia.) on carbon steel plates. For each shielding gas, welds were made at three different currents as given in Table 1 to obtain different modes of metal transfer during welding. It may be noted that GMAW of steel is not generally carried out with 100% Ar gas, but welds with 100% Ar have been included in the present study to obtain three widely different combinations of shielding gases. All the welds were made using the same machine and the same welder. As in the case of SMAW process, voltage and current data were acquired at a sampling rate of 100,000 samples/s for duration of 20 s and welds for a given shielding gas and current level was repeated thrice. Data was subsequently filtered and analysed.
3 Results and Discussion
3.1 Evaluation of Welding Power Sources
Time domain analysis of voltage and current data obtained using E 8018 electrode and the rectifier power sources, while making bead-on-plate weld are shown in Fig. 2. They consist of a steady-state condition with random dip in voltage with corresponding change in current. It is evident from Fig. 2 that even in the steady-state condition there is significant variation in the current and this variation is more in Machine 2 than in Machine 1. The sharp reduction observed in the voltage in both oscillograms corresponds to short-circuit metal transfer, which takes place in basic coated electrodes of the type E8018 used in the present study. However, response of current to this voltage reduction is different in both the power sources. In the Machine 1, for the voltage drop observed, there is corresponding increase in current, while in Machine 2, there is a drop in current. This is interesting as in a SMAW process, the current is expected to rise. This can be explained by having a careful examination of Fig. 2a. From this figure, it can be clearly seen that there is an offset between the current and the voltage dip and the current dip follows the voltage dip. As soon as there is a voltage dip, the corresponding surge in current is being suppressed by the feedback circuit present in Machine 2. However, in this case even when the voltage comes back to steady-state value, the feedback circuit still remains active and due to which the current further get suppressed below the mean value. This clearly shows that the circuits in the two power sources employed to suppress the current surge that accompany short-circuit metal transfer in welding are different, and the time domain analysis of the acquired data is able to reveal this clearly.

Time domain analysis and respective bead image from various rectifier power sources. a Time domain analysis of voltage and current and b bead image
Figure 3 shows the time domain analysis for Machine 3 which is a generator power source. The current variation in the steady-state condition of the arc is similar to that observed in the rectifier power source Machine 1; but during voltage drop corresponding to short-circuit transfer, there is a sharp increase in current.

Time domain analysis and respective bead image from a generator power source. a Time domain analysis of voltage and current and b bead image
Figure 4 shows voltage and current oscillograms for three different inverter power sources (Machine 4, Machine 5 and Machine 6). As the current variation in inverter power source is considerably lower than that in other power sources, range of current in y-axis is much smaller than in Figs. 2 and 3. Current variation in inverters is expected to be low because the AC input in an inverter is first rectified and then fed to either insulated-gate bipolar transistor (IGBT) or metal-oxide-semiconductor field-effect transistor (MOSFET) devices; these devices convert low-frequency AC input into high-frequency AC. Thereafter, a step-down transformer is used to reduce the voltage level of the high-frequency AC to the welding voltage. The output voltage thus obtained from the step-down transformer is rectified and filtered to obtain final DC supply. Now, due to the fast response of IGBT or MOSFET devices and high frequency of AC, an inverter power supply can effectively suppress the surges in current with the sudden drop in voltage values; this helps them to maintain constant current supply.

Time domain analysis and respective bead image from various inverter power sources. a Time domain analysis of voltage and current and b bead image
A comparison of the current oscillograms for three different inverters shows that they are significantly different and for Machine 4, the current variation during steady state is considerably higher than in the other two. Further, current increase corresponding to voltage decrease associated with short-circuit transfer is also high in Machine 4. For Machine 5, the current variation recorded during short-circuit transfer is as low as 3 A and the response time for the current to return to the set value is short indicating that this power source is more effective in maintaining constant current (CC) characteristic of the power sources than those for other power sources.
Thus, from Figs. 2 and 3, it is clear that the variations in current with change in arc voltage are more for rectifiers and generators than inverters. A careful comparision of all the power sources (Machine 1-6 from Figs. 2, 3 and 4) show that for inverters, current variation from the set value is small (especially in Machine 5 these variations are as low as ~ 3 A). Additionally, although Machine 4, Machine 5 and Machine 6 all are inverters, Machine 4 shows large current variations among all the inverters. Machine 6, which is another inverter, shows a sudden variation in current before coming to steady-state value. These variations clearly show that with the proposed technique, differentiation among power sources of same type is also possible.
Even though data has been acquired thrice for each power source for a duration of 20 s each, only 500 ms data has been used for time domain analysis as shown above. Probability density distribution (PDD) analysis has enabled us to use the entire data acquired at the rate of 100,000 samples/s for the duration of 20 s for comparison purpose. PDD technique has also enabled us to grade various power sources qualitatively. Although both voltage and current data are acquired, but only voltage data has been used for all PDD analysis. Voltage PDDs of all the six power supplies are shown in Fig. 5. All these PDDs are obtained using the voltage data acquired while preparing bead-on-plate welds using E 8018 electrodes. From Fig. 5, it is clear that voltage PDD for all the six power sources show two distinct peaks—one at lower voltage and the other at the voltage—close to that displayed by the voltmeter of the power source. The first peak at lower voltages is fairly sharp, but the other one is very broad; distributed over wide range of voltages. The first peak in these PDDs towards the low-voltage values (Fig. 5) is due to short-circuit metal transfer, which takes place in E 8018 (basic type, which has basic oxides in the flux coating) electrode. The other peak is near to the voltage displayed by power supply during welding which corresponds to the steady-state condition during welding. In an earlier study [8], difference in the PDDs of the weld data acquired by different welders who made welds using same type of electrodes (E 7018) was used for grading the skill of the welders. In that study, separation between the two peaks in the voltage PDD could be correlated with the quality of the weld produced; the appearance of weld was better and separation of the two peaks in the voltage PDD was higher for the better-skilled welders than the others. Hence, a similar criterion has been adopted for grading the performance of welding power sources by comparing the voltage PDDs of the welds produced using these power sources with the same type of electrode by the same welder. Figure 5 shows PDD generated for the power sources ranked 1–5.

Voltage PDD of various welding power sources
Based on the criteria mentioned above, it can be seen from Fig. 5 that performance of Machine 5, an inverter power source is the best and then followed by Machine 6. It may be noted that performance of Machine 4, which is also an inverter power source appears to be worst and is ranked last as fifth. This is surprising because inverter power source is expected to perform better than other type of power sources. The performance of the generator power source and that of one of the rectifiers are almost similar and both are ranked 3 and that of the second rectifier is ranked fourth.
If grading of the performance of the power sources is correct, it is reasonable to expect that this is reflected in the appearance of the weld bead produced by these power sources. Figures 3b, 4b and 5b show the photographs of the weld beads produced by respective power sources. It is clear that the appearance of the weld bead made by Machine 4, which is ranked last, is the worst among all. Similarly, weld bead for Machine 5, which is ranked 1 is smooth and uniform, so is that of Machine 6 which is ranked 2. Appearance of the weld beads produced by the other power sources falls in between in accordance with the grading given based on the appearance of the PDDs.
Thus from the results presented above, it is clear that the procedure involving high-speed data acquisition using a DSO and subsequent analysis of the data is able to clearly differentiate between different welding power sources. The significant fact is that, not only power sources of different types, but also different power sources of the same type can be differentiated using this procedure. Practical implications of this are significant. By a simple procedure, it is possible to choose the best one from a large number of choices available. It is also possible to use this technique to monitor the performance of a power source over a period of time.
3.2 Evaluation of GMAW Process by Varying Composition of Shielding Gases
In the GMAW process, the metal transfer from the electrode tip of the weld pool across the arc can be short-circuiting, globular, or spray type depending on the shielding gas used and voltage and current employed. Hence, we have used various compositions of gas mixtures to know whether the differences in the nature of metal transfer while using these gas mixtures can be detected from the voltage and current signals acquired using DSO. For shielding gas mixture of 80% Ar and 20% CO2, depending on the current employed for the welding, the modes of metal transfer can be short-circuit or globular transfer [26]. With increase in current, the mode of metal transfer changes and once it exceeds the transition value which is ~ 255 A for this gas mixture, spray mode of metal transfer will take place [27]. However, with more than 20% CO2 in the shielding gas, spray transfer does not occur and hence when 100% CO2 is used as a shielding gas, only short-circuiting and globular transfer occur [28]. As both short-circuit transfer and globular transfer are expected to bring down the arc gap considerably, significant drop from the steady-state voltage is expected during both these transfers. In contrast to this, in spray transfer, arc gap is maintained almost steady, because metal is transferred to fine droplets without changing the arc gap. Accordingly, there should be variation in both the voltage and current signals for different modes of metal transfers. This should be reflected in the data acquired and the results for subsequent analysis of this data.
Figure 6 shows data acquired at various current values from a GMAW process using ER70S wire by keeping the gas composition as 80% Ar and 20% CO2. Figure 6a is for the set current of 170 A, and a large number of sudden dip in the voltage oscillograms can be observed. This sharp reduction in voltage value can be because of short-circuit or globular metal transfer happening in actual welding process. For 80% Ar and 20% CO2 gas mixture at around 170 A, globular transfer is more likely and hence mode of transfer is considered as globular. Now as the current value increases from 170 A to 200 A, at ~ 22 V, frequency of the voltage dips and corresponding current surge decreases drastically (Fig. 6b) and the duration of each surge is also reduced, which indicates that globular mode of transfer is more difficult at this current level than at 170 A. At 300 A and 25 V in Fig. 6c, it can be noticed that voltage oscillogram is almost flat, and no visible reduction in voltage waveform from the steady-state value has been noticed, which actually corresponds to complete domination of spray transfer at this current and voltage combination. The welding current of 300 A is considerably above the transition current of 255 A reported for spray transfer to occur for this gas mixture and for 1.2 mm diameter used in this study. Current variation obtained in this study is also similar to those reported when mode of transfer is predominantly sprayed type [27].

Voltage and current oscillogram of GMAW process with 80% Ar and 20% CO2
Figure 7 represents the PDD plot obtained for GMAW process when a gas composition of 80% Ar and 20% CO2 has been used; we can see from this voltage PDD that when 170 A and ~ 22 V is used, the fraction of first peak of this PDD is around ~ 1% and is actually an indication of globular transfer. This is in agreement with the observation derived from the analysis of time domain oscillogram of Fig. 6a. One of the consequences of globular circuit transfer mode of metal transfer is the wide spatter of molten droplets which occur when molten weld metal is detached from the wire because of a mild explosion that occur during metal transfer due to surge in current resulting from globular transfer [28]. Accordingly, more spatters can be easily seen near the weld when globular transfer is the dominant mode of metal transfer (Fig. 7a). As current increases from 170 A to 200 A, there is transition and first peak of voltage PDD decreases from ~ 1 to ~ 0.1%. There is a corresponding decrease in the spatter observed. As current further increases to 300 A, first peak of voltage PDD in Fig. 7c, totally disappears indicating that spray mode of metal transfer is occurring now with almost no spatter as revealed from the bead appearance.

Voltage, current PDD and corresponding bead image of GMAW process for different values of current for a combination of 80% Ar and 20% CO2
Figure 8 shows the voltage and current oscillograms from GMAW process for three different levels of current when 100% CO2 is used as the shielding gas. It is clear that irrespective of the current and voltage employed for welding, frequent voltage drop with corresponding surge in current can be seen, which are indicative of short-circuit or globular transfer. It is known that for 100% CO2 or even for gas mixtures with more than 20% CO2, it is difficult to have spray transfer [27]. It is also known that with 100% CO2, short-circuit transfer is common at low currents and high surge in current that accompanies voltage drop in Fig. 8a suggests that for this condition, the mode of transfer could be short circuit. However, at high current levels of 205 and 220 A, mode of transfer appears to be predominantly globular [26]. PDD analysis of voltage data shown in Fig. 9 is in accordance with the oscillograms. It can be seen that in all the three cases of operation (i.e., at 150 A, 205 A and 250 A), there is a clear peak at the low voltage, which is indicative of short-circuit or globular transfer. Increasing the current increases the fluctuation in voltage at high values which only adds to welder’s discomfort [28].

Voltage and current oscillogram of GMAW process with 100% CO2

Voltage and current PDD of GMAW process for different values of current for 100% CO2 in GMAW process
Figures 10 and 11 show the oscillograms and corresponding voltage PDD for welds made with 100% Ar shielding gas at three different current levels. They are more or less similar to those obtained for the 80% Ar and 20% CO2 gas mixtures, indicating that there are globular transfer at low currents and spray transfer above transition currents and transition from globular to spray transfer at the intermediate current. However, at set current of low values, the frequency of dip in voltage and corresponding surge in current is much less with 100% Ar shielding gas than with gas mixture indicating that globular transfer is more difficult in the former than in the latter. It may be noted that 100% Ar is seldom used as shielding gas for welding steels, but this is included in the present study to demonstrate how changes in arc characteristics due to changes in shielding gas composition can be studied by data acquisition using DSO and subsequent analysis of the data.

Voltage and current oscillogram of GMAW process with 100% Ar

Voltage and current PDD of GMAW process for different values of current for 100% Ar in GMAW process
From the above results, it is clear that with high-speed data acquisition using DSO and subsequent statistical analysis of this data, it is possible to differentiate between various modes of metal transfer that occur in GMAW process with change in shielding gas and welding current. Hence, this procedure can be used to study the role of shielding gas composition on arc characteristics and for a given gas composition, the current and voltage values above which transition occurs to spray mode of transfer.
Now using the results present here as well as those presented earlier on differentiating welding consumables [8] and evaluating skill of the welders [9], it is demonstrated that the procedure involving high-speed data acquisition and suitable analysis of the acquired data can be used for a comprehensive analysis of SMAW and GMAW processes. For data analysis, techniques like ANN can also be used instead of statistical techniques presented here. It is possible to extend the application of this procedure to other arc welding processes, though care should be taken in the case of GTAW process to prevent interference of high-frequency unit used to start the arc, with the data acquisition systems. This procedure is very simple and rapid and better than very qualitative assessment of the process variables from bead appearance or testing of the welds. Initially, this procedure can be used as complimentary to the existing techniques and later can be developed into an alternative to the existing procedure. One major advantage of this procedure is the availability of the data acquired initially for comparison with freshly acquired data at a later stage.
4 Conclusion
In the present research, we have shown that how welding data acquired by using commercially available general purpose DSO can be used for high-speed data acquisition of the arc welding processes to study various arc welding processes. It is shown that using appropriate statistical analysis of the data, it is possible to differentiate between performance of different arc welding power sources in SMAW process and effect of shielding gas composition on the GMAW process. Performance of different power sources of the same type can also be differentiated by this procedure. It is also shown how, in GMAW process, mode of metal transfer varies with change in composition of the shielding gas or change in current. Hence, based on these results as well as the results reported earlier on differentiating welding consumables and evaluating the skill of welders [8,9,10], a new procedure, which involves data acquisition and subsequent statistical data analysis has been proposed as an effective method for a comprehensive study of the arc welding processes.
References
Lanzoni M, Salomoni M, and Riccò B, Weld J 89 (2010) 218.
Luksa K, and Rymarski Z, J Achiev Mater Manuf Eng 17 (2006) 377.
Lebar A, Selak L, and Butala P, Strojniški Vestnik J Mech Eng 58 (2012) 444.
Adolfsson S, Ericson K, and Grennberg A, Mech Syst Signal Process 10 (1996) 633.
Adolfsson S, Bahrami A, and Claesson I, Proceedings of TENCO’96, Digital Signal Processing Applications, Vol. 2, IEEE, New York, NY (1996), p 635.
Siewert T, Samardžić I, Klarić Š, Proceedings of 1st. DAAAM International Conference on Advanced Technologies for Developing Countries, Sl. Brod, UDK 621, ISBN 3-901509-32-1 (2002), p 227.
Wu C S, Gao J Q, and Hu J K, Institute for Materials Joining, Shandong University, Jinan, People’s Republic of China, January 2007.
Kumar V, Chandrasekhar N, Albert S K, Jayapandian J, Measurement (2016) 1.
Kumar V, Chandrasekhar N, Albert S K, Jayapandian J, Measurement (2018) 114.
Kumar V, Albert S K, Chandrasekhar N, Jayapandian J, IEEE First International Conference on Control, Measurement and Instrumentation, Kolkata (CMI) (2016), p 196.
Rehfeldt D, and Rehfeldt M D, J Chem Pharm Sci (2015) 274.
Chen B, Han F, Hhuang Y, Lu K, Llu Y, Li L, Weld J (2009) 99.
Sumesh A, Rameshkumar K, Raja A, Mohandas K, Santhakumari A, Shyambabu R, Arab J Sci Eng (2017) 4649.
Bing X, IEEE Proceedings 3rd Third International Conference on Measuring Technology and Mechatronics Automation (ICMTMA) (2011), p 1150.
Rehfeldt D, Rehfeldt M, Proceedings International Forum on Automobile Welding, Mechanical Engineering Press, Beijing (2003).
Heald P R, Madigan R B, Siewert T A, and Liu S, Weld J (1994) 38s.
Ramirez J E, and Johnson M, Weld J (2010) 232s.
Simpson S W, Sci Technol Weld Join 12 (2007) 481.
Simpson S W, Sci Technol Weld Join 13 (2008) 87.
Pal S, Pal S K, Samantray A K, Int J Comput Integr Manuf, 23 (2010) 453.
Wu C S, Hu Q X, Sun S, Polte T, and Rehfeldt D, Proc Instrum Mech Eng B, J Eng Manuf 218 (2004) 1145.
Wu C S, Polte T, and Rehfeldt D, Weld J 80 (2001) 16s.
Wu C S, Polte T, and Rehfeldt D, Sci Technol Weld Join 5 (2000) 324.
Pal S, Pal S K, and Samantaray A K, Sci Technol Weld Join 13 (2008) 638.
Web Link: http://www.twi-global.com/technical-knowledge/published-papers/validation-of-arc-welding-equipment-revision-of-bs7570-may-2001/. Accessed 7 Apr 2017.
Norrish J, Advanced Welding Processes, Institute of Physics Publishing, London (1992).
O’Brien R L, Welding Hand Book 8th Edition Volume 2, Welding Process, American Welding Society, Miami, FL (1991).
Craig E, Gas Metal Arc and Flux Cored Welding Parameters, A unique Approach to Parameters, Weld Quality, and Weld Costs, Weldtrain (1991).
Acknowledgements
We thank Dr. A.K.Bhaduri, Director Indira Gandhi Centre for Atomic Research, kalpakkam and Mr. T.S. Ravichandarn of ICF (Integral Coach Factory, Chennai) for their support and encouragement during this whole study. We also acknowledge the support received from our colleagues in materials technology division and CWD in conducting welding trials.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Kumar, V., Albert, S.K., Chandrasekhar, N. et al. Performance Evaluation of Arc Welding Process Using Weld Data Analysis. Trans Indian Inst Met 71, 3063–3075 (2018). https://doi.org/10.1007/s12666-018-1450-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-018-1450-5