
Abstract
The present work investigates the effect of final temperature of hot rolling process on strength and fracture toughness of API X65 pipeline steel. It has been shown that decreasing the finish rolling temperature from 900 to 800 °C in non-recrystallization region causes a decrease in ferrite grain size by about 16% and change the morphology of ferrite microstructure in non-recrystallization region from polygonal ferrite to quasi-polygonal ferrite. It has been found after measuring the fracture toughness parameter (JIC) for two samples hot rolled in non-recrystallization and dual-phase (α + γ) regions that fracture toughness value of 158 kJ/m2 is reduced by 25% to 118 kJ/m2 due to the probability of proeutectoid ferrite generation in microstructure during rolling in dual-phase region which reduces flexibility and facilitates the crack growth. The results of fatigue crack growth test and da/dN–Δk curve indicate that the fatigue crack growth rate in the dual-phase region of hot-rolled steel is higher than that in the non-recrystallization region due to the inhomogeneity of microstructure and lower fracture toughness.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In order to enhance the transportation efficiency, pipeline steels must have high strength, toughness and corrosion resistance [1]. It has been demonstrated that by an appropriate control of processing parameters such as finish rolling temperature, strain per pass, strain rate, cooling rate, etc., it is possible to obtain the optimum combination of strength and toughness [2]. The microstructure improvement and grain refinement are effective methods to gain high-quality mechanical properties. When pipeline steels are subjected to different rolling processes, the obtained microstructures usually consist of polygonal ferrite (PF), quasi-polygonal ferrite (QF), granular bainitic ferrite (GF), acicular ferrite (AF) and pearlite (P) in terms of ferrite microstructures classified by Krauss and Thompson and other researchers [3, 4]. Various laboratory-scale testing methods which correspond closely to the full-scale fracture behavior have been studied to evaluate fracture properties of pipeline steels [5,6,7]. Among them, Charpy V-notch impact test and drop-weight tear test (DWTT) are the most widely used experiments. However, these impact testing methods are not based on fracture mechanisms governing fracture toughness, and their data may have large deviations because they depend largely on the specimen size and geometry [8]. Aside from toughness considerations, fatigue damage accumulation is another important consideration for pipelines undergoing internal pressure fluctuations and cyclic wave loading actions in offshore applications.
In the previous research associated with the pipeline steel, both microstructure and mechanical properties such as strength or impact energy were investigated. However, no systematic studies on the relationship between fracture toughness and fatigue crack growth rate with different microstructures of hot rolling variables has yet been conducted. In this research, in addition to microstructural and mechanical properties such as tensile strength, impact energy and hardness, fracture toughness and fatigue crack growth behavior of X65 pipeline steel samples were examined according to ASTM E1820 and ASTM E647 standard codes, respectively. Different finish rolling temperatures [i.e. hot rolled in non-recrystallization region and dual-phase (γ + α) region] were applied. The obtained findings were correlated to the microstructure. Fractographic examinations were also made in the crack growth region in order to interpret the fracture mechanism of samples.
2 Materials and Methods
2.1 Sample Preparation
An API X65 steel with an yield strength level of 448 MPa (65 ksi) was used in the present study. Chemical composition of the experimental steel is listed in Table 1. The samples were cut as rectangular plates with dimensions of 300 mm × 150 mm × 20 mm. Preheating temperature of the samples was calculated by using following formulas that have been presented by Irvin et al. [9].
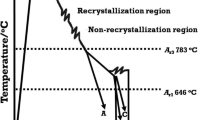
By using the above formulations, a preheating temperature of 1146 °C was obtained. To ensure the dissolution of precipitates and also prevent the grain growth, the temperature 1200 °C was chosen as a preheating temperature for hot rolling process. As it is shown in Fig. 1, critical temperatures Tnr = 980 °C, Ar3 = 780 °C and Ar1 = 675 °C were determined by means of differential thermal analysis (DTA).

DTA results of steel samples
Hot rolling process with laboratory mill was carried out to evaluate the effect of finish rolling temperature. Before this, the test was performed for different strains (5 pass, 4 pass, 3 pass, and 2 pass schedule). Finally, the results showed that under 3 pass rolling schedule, best microstructural and mechanical properties were achieved. So, to determine the effect of finish rolling temperature, the selected strain was 0.4 under Three-pass rolling schedule (Table 2). Four thermomechanical treatment cycles were employed. T1 = 1000 °C in the recrystallization region, T2 = 900 °C, T3 = 800 °C in the non-recrystallization region and T4 = 700 °C in the dual-phase region. After hot rolling, all samples were air cooled to room temperature. The performed thermomechanical process is schematically shown in Fig. 2. During hot rolling, thickness of the samples decreased from 20 to 6 mm by about 1.2 of total strain.

Performed thermomechanical process by hot rolling
2.2 Microstructural Analysis
The longitudinal–short transverse (L–S) plane of the rolled steels was polished and etched by a 2% Nital solution. Microstructures were analyzed through optical microscopy (OM). Ferrite grain size and pearlite phase percentage in the microstructure were determined by Material Plus software.
2.3 Tensile, Hardness and Charpy Impact Tests
Tensile plate specimens with gage length of 200 mm in the longitudinal orientation, prepared according to ASTM A370 standard code [10], were tested at room temperature in a 30-t Metro Com Engineering S.P.A Italy machine using extensometer. Sub-sized (55 mm × 10 mm × 5 mm) standard Charpy V-notch specimens and a transverse–longitudinal (T–L) orientation with notch in rolling direction were tested over a temperature range of 0 and − 18 °C according to ASTM A370 standard code to evaluate Charpy impact energy. Micro hardness measurements were performed by Vickers method with a load of 25 g in Future Tech-FM 300E micro hardness tester.
2.4 Fracture Toughness Test
Fracture toughness test was carried out only for the samples hot rolled at finish rolling temperatures of 800 and 700 °C with a three-pass rolling schedule. Standard compact tension (CT) specimen was used according to the recommendation of ASTM designation E1820 [11]. In Standard ASTM E1820, two techniques are given to draw R curve for JIC measurements: (1) single specimen technique (2) multiple specimen technique. With the multiple specimen technique, a series of nominally identical specimens are loaded to various levels and then unloaded. In this situation, by using multiple specimen technique, numerous specimen is involved to determined JIC. It makes the procedure both tedious and very expensive. By considering this issue, single specimen technique is used in this experiment [12]. The geometry of JIC test specimen (Fig. 3) allows the measurement of crack mouth opening displacement (CMOD) by means of an extensometer. Notch direction of the CT sample was created perpendicular to the rolling direction.

Compact tension JIC specimen according to ASTM E 1820 standard code
Fatigue pre-cracking were performed on samples by 20 Hz frequency and 2.5 kN force. To ensure that a/W is placed in the range of the Standard (0.45 ≤ a/W ≤ 0.55), the crack growth line of polished sample was observed under an optical microscope [11]. Tests were carried out at room temperature using partial unloading compliance method on INSTRON 8502 machine. The test was accomplished as per ASTM E1820 standard code for the fracture toughness determination from a single specimen.
During the experiment, the specimens were subjected to several loading/unloading cycles. The unloading ratio was 20% of the actual maximum load. The related load-crack mouth opening displacement curve is shown in Fig. 4. To plot J–Δa curve, 0.15 and 1.5 exclusion lines were calculated from material tensile properties [i.e. yield stress (\(\sigma_{ys}\)) and ultimate tensile strength (\(\sigma_{UTS}\))] as per Eqs. 5 and 6 [11].
and

Load-crack mouth opening displacement curve (20% unloading), hot rolled at a 800 °C, b 700 °C
The data point between the 0.15 mm offset line (with slope of σY) and 1.5 mm offset line (with slope of 2σY) were used for regression line fitting. They could be represented by a power-law expression J = A(Δa)b. A and b are power law coefficients [11]. By idealizing elastic–plastic deformation as non-linear elastic, J was considered as the energy release rate in nonlinear elastic body that contained a crack [13]. A candidate JQ value was obtained where the regression line crossed the 0.2 mm offset line.
2.5 Fatigue Crack Growth Test
Fatigue crack growth test was carried out on samples hot rolled at finish rolling temperatures of 800 and 700 °C with 3 pass rolling schedule to characterize the fatigue crack propagation in steel. The CT specimens were prepared based on ASTM E647 standard code [14] with thickness of B = 5 mm (Fig. 5). The specimens were subjected to a 2.50 kN load and 20 Hz frequency. Tests were carried out under load control, the cyclic load was applied as a sinusoidal wave with ratio of R = 0.1. Crack growth was measured through the compliance method.

Compact tension fatigue test specimen prepared according to ASTM E647 standard code
3 Results and Discussion
3.1 Microstructure
Figure 6a–d shows optical and micrographs of the L–S plane of four rolled steels at different final temperatures. All the samples have polygonal (PF) or quasi-polygonal shaped ferrite (QPF), pearlite (P) and granular Bainite (GB) structure. The rolling in austenite recrystallization region (1000 °C sample) gives rise to continuous recrystallization of austenite grains during the rolling process. This, in turn, can efficiently decrease the austenite grain size. However, high rolling temperature above Tnr permits the growth of recrystallized grain during the residual rolling process, preventing the austenite grain refinement [15]. As a result, large polygonal ferrite grains are observed (Fig. 6a). For the rolling in austenite’s non-recrystallization region (900 °C sample) in Fig. 6b, as the recrystallization of austenite is hindered during the rolling process, rolling deformation flattens austenite grains (pancake shape). The pancake austenite grain structure enhances the ferrite grain refinement [16]. In Fig. 6c, for the sample rolled in 800 °C, fine structure with no segregation line can be observed. With decreasing temperature in non-recrystallization region, strain energy stored in austenite grain boundary will increase which in turn increases ferrite nucleation sites and austenite to ferrite phase transformation start temperature. Thus, ferrite nucleates on preferred sites especially austenite grain boundaries prior to reaching the temperature Ar3 [17]. In Fig. 6d, for the rolling in austenite + ferrite dual phase region (700 °C), austenite/ferrite phase transformation can take place during the rolling process together with the features of rolling in the austenite non-recrystallization region. Therefore, some austenite grains can directly transform to ferrite grains during the rolling process. On the other hand, untransformed austenite grains follow the characteristics of the rolling in the austenite non-recrystallization region.

Optical micrographs showing the microstructures of the sample rolling in a 1000 °C, b 900 °C, c 800 °C, d 700 °C temperature
Ferrite grain size and percentage of pearlite in the microstructure of the above-mentioned samples are given in Table 3. Grain size has dropped from 7 to 4.2 μm with decreasing finish rolling temperature from 1000 to 700 °C.
3.2 Tensile Properties
Figure 7 exhibits the tensile stress–strain curves of the samples with different finish rolling temperature. The tensile properties estimated from these curves are given in Table 4. As can be seen, the value of yield strength and tensile strength is increased with decreasing the temperature of rolling from 1000 to 800 °C. So that sample rolled at the lowest temperature in the non-recrystallization region (800 °C) has the highest yield and tensile strengths. By reducing the temperature in the non-recrystallization region, diffusion transmutation is accelerated and ferrite nucleation site increases which leads to improvement of yield and tensile strengths. Similar results have been reported in other investigations [18,19,20]. Rolling in dual-phase region (700 °C sample) causes a drop in mechanical properties. According to the results of tensile test, 800 °C can be considered as an optimum finish rolling temperature in the non-recrystallization region among temperatures examined in this article.

Room-temperature tensile stress–strain curves of samples rolled at different finish rolling temperature
3.3 Hardness and Impact Test
Impact test is performed by Zwick Roell machine. The Charpy absorbed energy values of samples at 0 and − 18 °C, with different hot rolling schedules, are presented in Table 5. At first, regular tests such as tensile test are done for all samples and the selection of the samples is done for more specialized tests such as fracture toughness, fatigue crack growth test and impact test at − 18 °C.
Impact absorbed energy is improved by about 23% with decreasing temperature in the non-recrystallization region from 900 to 800 °C due to reducing grain size from 5.1 to 4.3 μm and pearlite phase reduction of 9–5% (Table 3). The sample rolled in the single-phase region (800 °C) has higher impact energy than the sample rolled in dual-phase region (700 °C) at 0 and − 18 °C due to inhomogeneity of the microstructure during rolling in dual-phase region. This result is similar to that given in literature [8, 19].
Results of micro hardness tests on samples with different hot rolling schedules are given in Fig. 8. It is known that hardness of a material is associated with its tensile strength. Hence, increasing tensile strength leads to increase in hardness [21]. According to the results in Table 4, by decreasing finish rolling temperature from 1000 to 800 °C, tensile strength of the samples is improved and the micro hardness of the samples increases from 73.5 to 112.5 VHN. Finally, it is found that the sample hot rolled at 800 °C has the highest hardness among others.

Effect of finish rolling temperature on micro hardness of samples
3.3.1 Fracture Toughness Test
Figure 9 shows a representative J–Δa curve obtained from the 5 mm specimens previously hot rolled at two different finish rolling temperatures. The JQ value and validity requirement for each specimen are given in Table 6. JQ values for samples hot rolled at 800 and 700 °C are 158 and 118 kJ/m2, respectively. It shows that rolling in the dual-phase region decreases fracture toughness. According to the results of the tensile test in Table 4 and impact test in Table 5, it is known that sample hot rolled in the non-recrystallization region (800 °C) has higher yield strength, tensile strength, elongation and impact absorbed energy in comparison with the sample hot rolled in the dual-phase region (700 °C). Thus, when hot rolling is performed in the non-recrystallization region, higher strength and elongation causes an increase in the fracture toughness of steel. Existence of quasi-polygonal ferrite and suitable distribution of pearlite phase in the 800 °C sample hinders the crack growth. But, for 700 °C sample in the dual-phase region, some transformed ferrite grains of austenite–ferrite transformation again undergoes recrystallization. However, the untransformed austenite grains, converted into the ferrite, create proeutectoid ferrite in the microstructure. The heterogeneity in the microstructure decreases fracture toughness of steel due to reduction of elongation and facilitation of crack growth.

J–Δa curve for the 5 mm thickness CT specimen hot rolled at a 800 °C, b 700 °C
Equation 7 must be satisfied to enable us to consider the measured JQ values as fracture toughness JIC or a parameter independent of the shape and geometry [11].
where B is the thickness of the specimen and b0 is uncracked ligament. According to Table 6, the validity requirement is not met. Therefore, fracture toughness values measured for each sample depend on geometry of specimens.
Final unloading broken CT samples of fracture toughness test are observed using scanning electron microscopy. The stable crack extension region (Fig. 10a, c) is dominated by void growth mechanism. Very large dimples (35 μm in diameter) can be seen in the sample hot rolled at 800 °C finish rolling temperature. However, dimples are smaller (25 μm in diameter) in the sample hot rolled in the dual-phase region (700 °C). Presence of inclusion at the bottom of dimples is crystal clear. Figure 10b, d, illustrate elongated dimples in the shear lips of samples.

SEM micrograph of broken specimens, a, b hot rolled at 800 °C, a at stable crack growth region, b at shear lips, and c, d hot rolled at 700 °C, c at stable crack growth region, d at shear lips
3.4 Fatigue Crack Growth Test
Figure 11 shows the curves of da/dN versus ∆K for samples hot rolled at different finish rolling temperatures of 800 and 700 °C. In the second stage of the curve, Log da/dN and Log ΔK are linearly correlated and Paris law prevails according to Eq. 8 [14].
where C is the material constant and m is slope of the line.

Fatigue crack propagation curves with varied finish rolling temperatures
Paris law equations for fatigue test samples rolled at the final temperatures of 800 and 700 °C are shown in Eqs. 9 and 10, respectively. At this stage, fatigue crack propagation is associated with the stable growth of macroscopic crack and usually controlled by environment, while microstructure and mean stress have less accountable effects on the crack growth [22]. According to Fig. 11, it is clear that the sample rolled at 800 °C with elongation and fracture toughness higher than those of the sample rolled at 700 °C (improvement in elongation by about 25% and fracture toughness by about 30%), at the same ∆K, has less fatigue crack growth rate.
where Δk is in \({\text{MPa}}\surd m\).
The micrographs of the fracture surface for specimen hot rolled at 800 and 700 °C are shown in Figs. 12a–e and 13a–e, respectively. In these figures arrows indicate fatigue crack growth (FCG) direction. In Figs. 12b and 13b, in the initials stages of the crack growth, micro cracks are perpendicular to the FCG direction. However, for sample hot rolled in the dual-phase region (Fig. 13b), these micro cracks are more frequently observed. Typical fatigue striations are present in Figs. 12c and 13c. For sample hot rolled at 800 °C, the average distance between striations is 0.625 μm. While, the average distance between striations for sample hot rolled at 700 °C, is 0.775 μm. The larger the distance between striations, the higher the FCG rate. As such, one observes that in da/dN versus Δk curve of Fig. 11, rolling in the dual-phase region results in a higher FCG rate than in the non-recrystallization region. Figures 12d and 13d illustrate equiaxed dimples at the onset of unstable crack growth, while Figs. 12e and 13e show elongated dimples at shear lips.

SEM micrographs of broken specimens hot rolled at 800 °C; a microscopic appearance of the fracture surface, b the first stage of fatigue crack growth (brittle fracture) c striations formed at each fatigue cycle, d the second stage unstable fatigue crack growth (ductile fracture) e elongated dimples at shear lips

SEM micrograph of broken specimens hot rolled at 700 °C; a microscopic appearance of the fracture surface, b the first stage of fatigue crack growth (brittle fracture) c striations formed at each fatigue cycle, d the second stage unstable fatigue crack growth (ductile fracture) e elongated dimples at shear lips
4 Conclusions
-
1.
By decreasing final temperature in the hot-rolling process, ferrite nucleation sites increases which, in turn, leads to reduction of the ferrite grain size.
-
2.
Decreasing the final temperature improves the yield strength, tensile strength and hardness of X65 due to reduction of the grain size.
-
3.
Decreasing the final temperature in non-recrystallization region improves impact absorbed energy of the steel due to ferrite grain size refinement and reduction of the fragile pearlite phase in the microstructure.
-
4.
Hot rolling in dual-phase (α + γ) region causes a decrease in yield strength and tensile strength by about 20% compared to steel rolling in the non-recrystallization region. This reduction is related to the possible presence of proeutectoid ferrite in the microstructure during rolling in the dual-phase region.
-
5.
By hot rolling in the dual-phase (α + γ) region instead of steel rolling in non-recrystallization region, considering the probability of proeutectoid ferrite formation in the microstructure, flexibility is reduced. In addition, crack growth is facilitated and fracture toughness value of 158 kJ/m2 is decreased by about 25% to 118 kJ/m2.
-
6.
Fatigue crack growth rate in the dual-phase (α + γ) region is higher than the non-recrystallization region due to the lower fracture toughness of the steel.
References
Hwang B, Kim Y G, and Lee S, Metal. Mater. Trans. 36 (2005) 2107.
Jahazi M, and Egbali M, J. Mater. Process. Technol. 103 (2000) 276.
Krauss G, and Thompson S W, Iron Steel Inst. Jpn. 35 (1995) 937.
Shanmugam S, Misra R D K, Hartmann J, and Jansto S G, Mater. Sci. Eng. 441 (2006) 215.
Mannucci G, and Harris D, Eur. Commut. 1 (2002) Final Report.
Diaz-Fuentes M, Iza-Mendia A, and Gutierrez I, Metall. Mater. Trans. 34 (2003) 2505.
ASTM Standard E23-02, Standard Test Method for Notched Bar Impact Testing of Metallic Materials (2002).
Shin S Y, Hwang B, Limb S, and Lee S, Mater. Sci. Eng. 429 (2006) 196.
Irvine K J, Pickering F B, and Gladman T, J. Iron and Steel Inst., 205 (1967) 161.
ASTM A370, Standard Test Methods and Definitions for Mechanical Testing of Steel Products (1996).
ASTM E 1820, Standard Test Method for Measurement of Fracture Toughness (1999).
Hertzberg, Deformation and Fracture Mechanics of Engineering Materials, wiley, ch. 8, sec. 8.11.1 (1995).
Anderson, Fracture Mechanics, Fundamentals and Applications, 2nd edn, sec. 3.2 (1995).
ASTM E 647, Standard Test Method for Measurement of Fatigue Crack Growth Rates (1999).
Korczak P, J. Mater. Process.Technol. 157 (2004) 553.
Kim Y W, Kim J H, Hong S G, and Lee C S, Mater. Sci. Eng. 605 (2014) 244.
Min G W, and Cheng W Z, J. Iron Steel Res. 18 (2011) 42.
Erdem G, and Taptik T, J. Mater. Process. Technol. 170 (2005) 17.
Li Z, Xiang-hai L, and Kang-ying S, J. Iron Steel Res. 18 (2011) 45.
Liang-Yun L, and Chun-Lin Q, J. Iron Steel Res. 18 (2011) 57.
Hashemi S H, Mater. Sci. Eng. 528 (2011) 1648.
Stephens R I, Fatemi A, Stephens R R, and Fuchs H O, Metal Fatigue in Engineering, 2nd edn (2001).
Acknowledgements
This work was financially supported by Oxin Steel Company of Khouzestan, The authors would like to thank Mr. Soltan Mohammadi, welding expert and Mr. Rahimi of Ama Elecreode Company for their help.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Siahpour, P., Miresmaeili, R. & Sabour Rouhaghdam, A. Temperature Effect of Hot Rolling Process on Microstructure, Strength and Fracture Toughness of X65 Pipeline Steel. Trans Indian Inst Met 71, 1531–1541 (2018). https://doi.org/10.1007/s12666-018-1288-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-018-1288-x