
Abstract
In this study, an attempt has been made to produce Al–10Cu–Fe alloy by vertical centrifugal casting at speeds ranging from 800 to 2850 rpm. The microstructural features, mechanical and wear properties have been investigated. The microstructure of Al–10Cu–Fe alloy consists of equiaxed grain morphology of the primary α-phase with eutectic phases in the interdendritic regions. It has been observed that there is a variation in the grain size from the inner surface of the casting to its outer surface. The speed also has a strong influence on the grain size and subsequent mechanical properties of the alloy. The wear properties of the alloy have been evaluated at a constant sliding velocity of 1 m/s for a range of applied load and sliding distance. The variations in the wear behavior are attributed to the size and solidification morphology of the castings.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Aluminum alloys which are commonly used in foundry can be cast by different casting processes, namely sand casting, centrifugal casting, investment casting, expendable casting, etc. Aluminum foundry alloys have favorable characteristics like low melting point, good surface finish, lower density, good fluidity, high heat exchange rate and good chemical reproduction. Al–Cu (4–10%) alloys are most widely used because they improve strength and hardness in the cast as well as in heat treated conditions. Alloy 238 (Cu—9 to 11%) is used for sole plates in electric hand irons and alloy 222 (Cu—9.2 to 10.7%) is used for brushing, meter parts, cylinder heads, bearings, bearing caps, automotive pistons etc. Al–Cu alloys that contain 9–11% Cu, whose high-temperature strength and wear resistance are attractive for use in aircraft cylinder heads and in automotive (diesel) pistons and cylinder blocks [1].
Centrifugal casting is reasonably a good technique for producing cylindrical parts. It improves mechanical properties because of the high solidification rate and also solidify under the influence of centrifugal force by eliminating the micro porosity due to entrapment of gas. Vibration of vertical centrifugal casting machine enhances the solidification rate. Internal movement of metal promotes quick heat transfer and reduces the gap between the metal—mold interface and enhances the heat transfer rate. The refinement in the microstructure is the result of all these factors which enhances the rate of nucleation. Inclusions are normally broken down to approximately 5 µm and does not have any effect on mechanical properties [2].
Centrifugal casting is also used for functionally graded metal matrix composite (FGMMC) system using different reinforcements like SiC, Al2C, Al3Ti, Mg2Si etc. When slurry containing particles is subjected to a centrifugal force, two zones will be formed. Dense particles move away from the axis of rotation and lighter particles segregate towards the axis of rotation [3,4,5,6,7,8]. Basak et al. [9] have worked on Al–9% Si alloy produced by centrifugal casting at different speeds (42, 61, 93 and 113 rpm).
By increasing the rotational speed to a certain critical speed, the homogeneity and the dispersity of the eutectic morphology of the alloy got increased. Due to the reversal of concentration profile, the coagulation of Si was observed at the surface above that speed limit. Halvaee et al. [10] observed that by increasing the mould speed, both the segregation and DAS could be increased. Ray et al. [11] studied the effect of different mould speeds (30, 60, 90, 120 rpm) on the microstructure of the Al–13Si alloy. At low speed, grain refinement was initiated, but at the optimum speed (60 rpm) the grains were refined and the constituent phases were distributed uniformly. At high speed, the coalescence of the fragments of grains was observed.
Chirita et al. [12] have studied the effect of different mould wall thickness (12, 21 and 29 mm) on the solidification of the centrifugal casting and compared the same with the metal mould casting produced at different cooling rates. Solidification was faster for high thickness mould and produced fine grains. The microstructure of centrifugal casting showed finer grains at the outer and coarser grains on the inner casting surface. Mukunda et al. [13] studied the effect of different mould speeds (200, 400, 600, 800, 1600 rpm) on the centrifugal cast Al–12Si alloy. Uniformly distributed α-grains and fine eutectic silicon grains were observed in the casting produced at optimum speed and exhibited better wear resistance compared to the casting produced at other mould speeds. Mukunda et al. [14] performed centrifugal casting at different speeds. The casting obtained at a speed of 800 rpm had a uniform wall thickness with fine equiaxed primary α-grains resulting in good mechanical and wear properties. Shailesh Rao et al. [15] prepared centrifugal casting at different rotational speeds (200, 400, 600, 800 and 1000 rpm). The uniform hollow cylinder was formed at 600 rpm at a teeming temperature of 800 °C whereas full cylinder was formed at 800 rpm at a temperature of 850 °C. At lower speeds, dendritic structure was dominant, whereas at optimum speed, fine to coarse microstructure was observed from the outer to inner casting surface.
Al–10Cu–Fe alloy has a long freezing range and possesses high strength and wear resistance. This can be used in aircraft for cylinder heads and in automotives for pistons and cylinder blocks. [16].
The aim of the present work is to find the optimum speed to get a sound casting and compare the microstructural features, mechanical and wear properties of the casting produced by vertical centrifugal casting at different mould speeds.
2 Experimental Details
2.1 Preparation of Metal Mould Casting and Centrifugal Casting
The mould of vertical centrifugal casting was made of mild steel having a length of 105 mm and an internal diameter of 66 mm. The mould was connected to a single phase motor and the distance between the driven and driver pulleys was 780 mm. Different speeds (800, 1320, 1980 and 2850 rpm) were achieved by changing the belt connected between the pulleys (Driven and Driver). Al–10Cu–Fe alloy was melted in an electric resistance furnace. The composition of the alloy is shown in Table 1. The metal was degassed with hexachloroethane and poured at a temperature of 700 °C into the rotating centrifugal cylindrical mould which was set at a predetermined speed. Metal mould casting was also prepared by pouring the liquid metal into the rectangular cast iron mould which was preheated at 130 °C. The tundish and zircon coated mould of centrifugal casting machine was preheated to 350 °C before pouring the metal. The melt temperature was measured by a calibrated immersion thermocouple. After ensuring the required melt temperature, the degassed metal was poured into the rotating centrifugal mould through the tundish. The mould rotation was continued for 15 min and casting was removed in red hot condition and buried under the sand to facilitate a slow cooling which prevented cracking of the casting. Five castings were produced by the vertical centrifugal casting. The first, four castings were prepared in the same way, i.e. melted in an electric resistance furnace and poured at 700 °C, except that their mould rotation was different. But in the case of fifth casting, the metal was stirred with the help of a graphite stirrer rod for 20 min in the stir casting furnace and then poured at 700 °C into the mould of vertical centrifugal casting machine, which was rotating at a speed of 1980 rpm i.e. equivalent to the third speed. This is to study the effect of melt stirring on the properties of the casting.
2.2 Metallography
Standard metallographic techniques were used for preparing the samples of the centrifugal casting. Initially, all the samples have been polished with 1/0, 2/0, 3/0 and 4/0 emery papers. Thereafter the water washed samples have been subjected to disc polishing where the polishing media has been brasso and kerosene. After that the final polishing was done with diamond paste for getting a scratch free mirror surface finish. The samples were etched with Keller’s reagent (1% vol. HF, 1.5% vol. HCl, 2.5% vol. HNO3 and water) prior to their microstructural examination by Leica microscope with image analyzer. Grain size was measured by linear intercept method. SEM (FESEM Quanta 200FEG) was used to analyze the debris on wear track and EDS (Model-51-ADD0048) was used to study the morphology of the alloy.
2.3 Mechanical Testing
As per BS12-1950 standard, the tensile test specimens were prepared from the center portion of the casting. UTM (Instron make) with a crosshead speed of 1 mm/min was used for testing the samples. After the tensile testing, the fractured samples were examined by scanning electron microscopy (JEOL 840A) operated at 15 kV for studying the nature of the fracture. Hardness of centrifugal cast Al–10Cu–Fe alloy and metal mould casting was evaluated on a HV scale by the Vickers Hardness tester (LECOLV700AT model). All the specimens were metallographically polished and ensured that opposite sides of the specimen were perfectly parallel before measuring the hardness. Vickers hardness testing was carried out at a load of 5 kgf using diamond pyramid indenter. All the samples were cleaned with acetone before conducting the test. At least five measurements were taken for each sample to get the average value of hardness.
2.4 Wear Testing
Wear testing was carried out by a pin-on-disc wear testing machine (Model:TR20-LE, WEAR and Friction Monitor, Ducom, Bangalore, India). A cylindrical sample of 8 mm diameter and 30 mm length was held firmly to slide against EN31 steel disc of 60 HRC. Disc speed was controlled by a regulator. Test duration, disc speed and the frictional force were noted from digital display of the machine. The load was applied on the samples by cantilever mechanism. Before and after each run, specimens were cleaned with acetone and weighed to an accuracy of ± 0.1 mg. Dry sliding tests at room temperature were carried out on all the specimens. The load was varied from 10 to 50 N with a sliding speed of 1 m/s for a sliding distance of 3000 m in steps of 600 m. Volume loss was calculated from weight loss and density was measured by Archimedes’ principle. Standard procedure was followed in conducting the wear test.
2.5 Results and Discussion
The castings produced at different speeds of the mould have a very good surface finish. The difference between the thickness of the casting from top to bottom decreases with the increase in mould speed. The optimum speed of the mould has been found to be 1980 rpm as the difference in thickness between the top and bottom of the casting at this speed is very less (1 mm) compared to the castings produced at other speeds. The difference in thickness of casting from top to bottom at mould speeds of 800, 1320 and 2850 rpm are 25, 7 and 10 mm respectively and is due to raining effect [15]. At the optimum speed, the metal has undergone the influence of centrifugal force and produces sound and uniform casting. In the centrifugal casting, the inclusions in the metal are light and will be segregated at the bore area i.e. called machine area. The cooling of the metal has a great effect on the microstructure and properties of the casting. Fluidity of the metal also influences the cooling rate and mechanical properties of the centrifugal casting. When the molten metal is poured into the rotating mould, it comes in contact with the cold mould first and so the cooling rate will be high. Later, due to heating of the mould, the cooling rate decreases. Once the air inside the casting becomes hot, heat transfer will be difficult and this is due to the swirling motion of the melt. For increasing the cooling rate, proper flow of molten metal under a large driving force should be ensured or proper mould should be selected, so that it can transfer heat at a faster rate. For producing a uniform cylindrical casting, there should be a balance between the upward force and mass of the metal. Initially molten metal moves in the upward direction and due to lower rotational speed of the mould the metal experiences a downward gravitational force. So molten metal will not cover the entire area of the mould due to insufficient driving force resulting in a non uniform casting.
2.6 Microstructural Features
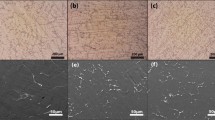
The microstructures of the Al–10Cu–Fe alloy castings produced at different speeds are shown in Figs. 1, 2, 3, 4 and the microstructures of stir cast Al–10Cu–Fe alloy casting produced at 1980 rpm are shown in Fig. 5. Microstructures are taken on the inner, middle and outer regions. The centrifugal mould speed has a strong influence on the microstructure of Al–10Cu–Fe alloy. Figure 1a–c show the microstructures of the centrifugal casting produced at 800 rpm. Large primary α-Al grains (80–106 μm) are observed from surface to core. Figure 2a–c show the microstructures of the centrifugal casting produced at 1320 rpm. Fine equiaxed grains in the outer region (75 μm) and long primary α-Al grains in the middle (78 μm) and inner regions (101 μm) are observed. Figure 3a–c show the microstructures of the centrifugal casting produced at 1980 rpm. Fine equiaxed α-Al grains are formed on the surface (45 µm), middle (73 μm) and inner core regions (79 µm). Figure 4a–c show the microstructures of the centrifugal casting produced at 2850 rpm. Fine equiaxed α-Al grains are formed on the surface (89 µm) and long Al grains are observed at middle (121 μm) and inner core regions (119 µm).

Microstructure of Al–10Cu–Fe casting at a speed of 800 rpm, a outer, b central, c inner regions and histograms of grainsize distribution of primary α-phase

Microstructure of Al–10Cu–Fe casting at a speed of 1320 rpm, a outer, b central, c inner regions and histograms of grainsize distribution of primary α-phase

Microstructure of Al–10Cu–Fe casting at a speed of 1980 rpm, a outer, b central, c inner regions and histograms of grainsize distribution of primary α-phase

Microstructure of Al–10Cu–Fe casting at a speed of 2850 rpm, a outer, b central, c inner regions and histograms of grainsize distribution of primary α-phase

Microstructure of stir cast Al–10Cu–Fe casting at a speed of 1980 rpm, a outer, b central c inner regions and histograms of grainsize distribution of primary α-phase
Figure 5a–c show the microstructures of the centrifugal casting produced at 1980 rpm with the molten metal stirred for 20 min, before pouring it into the centrifugal mould. Fine equiaxed α-Al grains are formed on the surface (37 µm), middle (71 μm) and inner core regions (74 µm). At 800 rpm, the molten metal has a laminar flow. When the metal comes in contact with the rotating cold mould, due to chilling effect, more crystals nucleate on the mould wall. Then the metal gradually solidifies towards the core region.
Super cooling at the outer surface is the reason for fine grain structure on the surface and under cooling in the middle and core regions is the reason for coarser grain structure. At 1320 rpm, the flow becomes turbulent thus breaking the columnar grains. Centrifugal force lifts the molten metal outwards, which helps in increasing the cooling rate of the casting. Rotational speed plays an important role in the solidification of the casting. At 1980 rpm (optimised speed), the microstructure is fine compared to the microstructure at other speeds. At this optimum speed, the metal moves in the streamline along the axis and simultaneously get lifted resulting in a uniform cylinder. Solidification rate is greater at this speed because metal remains stable in its place and heat transfer take place by conduction through the metal.
At 2850 rpm, the high centrifugal force generated moves the metal along the circumferential direction of the mould instead of spreading the metal along the axis. The casting formed does not have uniform thickness from one side to the other side. The microstructure at outer surface is fine due to chilling effect of the mould, but coarser with large grains of primary α -phase observed in the middle and inner section of the casting.
For the casting produced at 1980 rpm with stirring, the surface microstructure has been evaluated and distribution has been shown in the micrographs. The grain size shows 37 μm. The % of refinement of the grain size particularly on the surface of 1980 rpm with and without stir casting is around 17%. The improvement in ultimate tensile strength and hardness is around 11 and 6% respectively in the 1980 rpm casting with and without stir. Wear rate has been reduced by 2.8% in 1980 rpm stir cast alloy as compared to that of the casting produced at 1980 rpm without stirring.
2.7 Mechanical Properties
Figure 6a shows the hardness at the outer, middle and inner surfaces with respect to the rotational speed of the mould. The hardness of metal mould casting has the minimum value (90 HV) and centrifugal casting produced with stirred metal has the maximum value (149 HV). The low hardness of metal mould casting is due to progressive solidification. Centrifugal casting solidifies by directional solidification from outer to inner surface. The hardness at the outer surface of the centrifugal casting is high due to the fact that the metal comes in contact with the mould, solidifies instantaneously by the chilling effect of the metal mould. Directional solidification progresses from outer to inner surface which will eventually reduce the rate of solidification towards the core. This may be the reason for lowhardness at the middle and core portions of centrifugal castings.

Graphs of a hardness versus mould speed and b ultimate tensile strength versus mould speed of centrifugal castings
The hardness of centrifugal casting produced at 2850 rpm has been observed to be low due to relatively faster solidification associated with high porosity. At 2850 rpm, which is greater than the optimum speed, the liquid metal moves along the circumference of the mould, rather than moving along the axis because of high driving force [11]. This results the final casting with shrinkage porosity due to relatively faster solidification associated with high rotational speed [9].
Figure 6b depicts the tensile strength of the centrifugal casting produced at various mould speeds. It shows the tensile strength of the casting produced at 1980 rpm (163.7 MPa) and stirred metal poured at the same speed have got good strength (181 MPa) compared to the castings produced at other speeds. The casting produced at the optimum speed of 1980 rpm has resulted in uniform wall thickness with good mechanical properties. The reason for the improved mechanical properties is due to fine grain structure in the casting. The grain size of the primary phase in the casting obtained at 1980 rpm with stirring is around 36 μm on the surface which is smaller compared to the other casting produced at 1980 rpm and other speeds. Nearly equiaxed grains are formed in the stirred casting obtained at 1980 rpm compared to the casting produced at the same optimum speed without stirring. This may be the reason for little improvement in the hardness and ultimate tensile strength of 1980 rpm stirred casting compared to 1980 rpm casting without stirring. The porosity has been observed in the tensile fracture micrographs of metal mould casting and centrifugal casting produced at 800 and 2850 rpm. This may be the reason for getting lower hardness and strength in these castings compared to centrifugal casting produced at the optimum speed of 1980 rpm.
Figure 7 shows the SEM fractographs of metal mold and centrifugal castings produced at different mould speeds. Figure 7a and c show the tensile fracture of metal mould casting and centrifugal casting produced at 1200 rpm and they have undergone cleavage fracture and cleavage fracture with flat areas respectively. The fractured surface in Fig. 7b shows shrinkage void and secondary cracks which adversely affect the mechanical properties of the alloy. Figure 7d and f show cleavage fracture with shallow dimple and few flat areas. Figure 7e shows dendritic arms with shrinkage porosity that has brought down the strength of the cast alloy at a speed of 2850 rpm.

SEM microstructures of fractured surface of tensile specimens a metal mould casting, b centrifugal casting at 800 rpm, c centrifugal casting at 1320 rpm, d centrifugal casting at 1980 rpm, e centrifugal casting at 2850 rpm, f centrifugal casting with stirring at 1980 rpm
2.8 Wear Characteristics
The Fig. 8a shows the variation of cumulative volume loss of metal mould and centrifugal castings produced at different mould speeds with sliding distance. In all cases, the cumulative volume loss increases with increases sliding distance. Metal mould casting has higher cumulative loss and it is rapid compared to that of centrifugal castings. Figure 8b depicts the variation of cumulative volume loss as a function of sliding distance at an applied load of 20 N and a sliding velocity of 1 m/s. The cumulative volume loss of metal mould and centrifugal castings increased with increase in sliding distance. The cumulative volume loss of metal mould casting is more compared to the centrifugal castings with increase in sliding distance. The cumulative volume loss at the optimized mould speed of 1980 rpm with and without stirring are less compared to metal mould casting and centrifugal castings produced at other mould speeds. However stirred metal poured in centrifugal casting has shown a less cumulative volume loss compared to the metal mould casting and centrifugal castings produced at different speeds. Figure 8c–e indicate the variation of cumulative volume loss of metal mould and centrifugal castings with the sliding distance at loads 30, 40 and 50 N respectively.

Variation of cumulative volume loss with sliding distance a 10 N, b 20 N, c 30 N, d 40 N, e 50 N
It is observed that the cumulative volume loss of metal mould and centrifugal castings at various mould speeds increases irrespective of the applied load. The wear rate of metal mould and centrifugal castings of Al–10Cu–Fe alloy is plotted as a function of applied load at a sliding velocity of 1 m/s as shown in Fig. 9a. The wear rate of metal mould casting increases as the applied load is increasing compared to centrifugal castings produced at various speeds. An optimum speed of 1980 rpm with and without stirring has shown a low wear rate compared to the centrifugal castings produced at other mould speeds. Figure 9b depicts the variation of the coefficient of friction as a function of sliding distance at a constant velocity of 1.0 m/s. The coefficient of friction for all the castings show a decreasing trend with increasing sliding distance irrespective of the processing condition. In the initial stage, the coefficient of friction is high to overcome the initial adhesion between the contaminated coating layer and the steel disc. The influence of this absorbed contaminated layer decreases as the sliding distance is increased. So the coefficient of friction decreases to a lower value as the sliding distance increases. The low coefficient of friction at optimized speed with stirring is observed due to the combined effect of metal stirring and centrifugal casting resulting in grain refinement. The high friction values are observed in both metal mould casting and centrifugal casting cast at 2850 rpm. This may be due to low work hardening in the samples. The coefficient of friction in metal mould casting is high because of large particles that are piled up during wear run, providing an obstruction to wear.

a Variation of wear rate as a function of normal load of metal mould cast and b variation of coefficient of friction with sliding distance
During sliding, formation of microgrooves results due to penetration of harder face with larger asperities into the softer face. The depth of penetration of larger asperities of the counter surface increases with an increase in the applied load. Asperity-to-asperity interaction occurs due to contact along the sides, resulting in the fracture of the asperities. The rubbing action occurs when asperity’s tip get in contact at the junction. Mechanically mixed layer (MML) forms due to the blending of wear debris on the specimen surface. These layers are more brittle and may severely be fragmented at higher load which contains oxides of Al, Fe etc. Debris which is generated by sliding action accumulates at the valleys between the asperities of the outer surface or stick to the tip of the asperities.
In the present investigation, the wear study has been carried out at various loads ranging from 10 to 50 N. The wear surface of the Al–10Cu–Fe alloy at an applied load of 50 N, a sliding speed of 1 m/s and a sliding distance of 3000 m has been studied and analyzed. The SEM micrographs of metal mould and centrifugal castings produced at speeds other than optimum speed show a heavy scoring of worn surfaces. The width of the grooves is fine for centrifugal casting produced at optimum speed with stirring compared to the metal mould and centrifugal castings produced at other speeds. The abrasion action of hard asperities on the steel counter surface and entrapped debris or work-hardened deposits on the counter surface may be the reason for the heavy scoring [17,18,19,20].
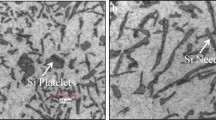
Figure 10a shows damaged regions and the formation of continuous grooves from one end to the other end for the metal mould casting. A portion of the top surface of the damaged region has already been detached. It shows that the damaged region (arrow marked) is resulted due to nucleation and propagation of cracks along the grooves. For metal mould casting, the mechanical properties like strength and hardness are inferior compared to the centrifugal casting. In the centrifugal casting, metal has been solidified under the force of centrifugal pressure, which in turn results in a sound casting. This may be the reason for the poor wear resistance of metal mould casting. Figure 10b shows continuous grooves and patches of damaged region for the centrifugal casting at 800 rpm. The wear debris particles are formed because of cracks only. Figure 10c indicates formation of parallel lips and depicts continuous grooves, patches of damaged regions and debris particles (arrow marked) for the centrifugal casting at 1320 rpm. Figure 10d shows wider ploughing marks from one end to the other end and debris particles along the grooves for the centrifugal casting at 1980 rpm. Figure 10e shows heavily distorted surface with deep ploughing for the centrifugal casting at 2850 rpm. Cracks can be seen along the sliding direction and wear debris has been agglomerated and stuck to the grooved surfaces. During wear run at a higher load, the frictional heat generated causes the pin to stick to the disc surface [21]. When the counter surface slides against disc surface, the wear debris will stick to the grooved surfaces. Figure 10f shows a smooth surface with shallow ploughing indicating a mild wear for the stirred centrifugal casting at 1980 rpm.

SEM micrographs of worn surfaces of Al–10Cu–Fe alloys at a load of 50 N, a metal mould casting, b centrifugal casting at 800 rpm, c centrifugal casting at 1320 rpm, d centrifugal casting at 1980 rpm, e centrifugal casting at 2850 rpm, f stirred centrifugal casting at 1980 rpm
3 Conclusions
The following conclusions may be drawn from the present study:
-
1.
The wall thickness of stirred centrifugal cast Al–10Cu–Fe alloy is uniform from top to bottom resulting in a sound casting. The variation in thickness of casting from top to bottom is 25 mm for 800 rpm, 7 mm for 1320 rpm, 1 mm for 1980 and 10 mm for 2850 rpm.
-
2.
The optimum mould speed has been found to be 1980 rpm as it produces fine microstructure in the casting resulting in optimum hardness, ultimate tensile strength and wear rate.
-
3.
The cumulative volume loss and consequent wear rate of stirred centrifugal cast alloy are invariably lower than that of the other alloys under study.
-
4.
The tensile strength and hardness of stirred centrifugal cast alloy have been observed to be 181 MPa and 149 HV which are higher than that of the other alloys.
-
5.
The worn surface of stirred centrifugal cast alloy appears to be less damaged than that of the other centrifugal alloys. This is because of the reason that the driving force acting on the molten metal at optimum speed is sufficient enough to carry the molten metal to the inner surface of the mould and hold there firmly before it get solidified resulting in a uniform cylindrical casting.
References
Kearney A, and Elwin L Rooy, “Alloy systems:Introduction to Aluminium and Aluminium Alloy”, in ASM Hand book vol. 2, properties and selection: Non ferrous Alloys and special-purpose materials, ASM International (1990).
Juneja J L, Studies on Centrifugal Casting of High Speed Steel, Ph. D. Thesis, IIT, Mumbai (1986).
Rajan T P D, Pillai R M, and Pai B C, Indian Foundry J 53 (2007) 79.
Rajan T P D, Pillai R M, and Pai B C, Int J Cast Met Res 21 (2008) 214.
Rajan T P D, and Pai B C, Trans Indian Inst Metals 62 (2009) 383.
Rajan T P D, Jaykumar E, and Pai B C, Trans Indian Inst Metals 65 (2012) 531.
Huang X, Liu C, Lu X, Liu G, and Li F, J Mater Process Technol 211 (2011) 1540.
Yong X, Liu C, and Zhai Y, J Rare Earth 28 (2009) 405.
Basak P S, Ray B C, and Chakrabarty I, J Mater Sci Lett 10 (1991) 313.
Halvaee A, and Talebi A, J Mater Process Technol 118 (2001) 123.
Ray B C, Mohanty U K, and Verma B B, Trans Indian Inst Metals 59 (2006) 57.
Chirita G, Soares D, and Silva F S, Mater Design 29 (2008) 20.
Mukunda P G, Shailesh Rao A, and Shrikantha Rao S, Front Mater Sci China 3 (2009) 339.
Mukunda P G, Shailesh Rao A, and Shrikantha Rao S, Met Mater Int 16 (2010) 137.
Shailesh Rao A, Mukunda P G, Shrikantha Rao S, and Sudhakar K G JOM 63 (2011) 25.
Sankara Rao L, Jha A K, and Ojha S N, J Mater Eng Perform 26 (2016) 601.
Pramila Bai B N, and Biswas S K, Acta Metall Mater 39 (1991) 833.
Pramila Bai B N, and Biswas S K, Wear 87 (1983) 237.
Reddy A S, Pramila Bai B N, Murthy K S S, and Biswas S K, Wear 181–183 (1995) 658.
Wilson S, and Alpas A T, Wear 225–229 (1999) 440.
Spurr R T, Wear 55 (1979) 289.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sankara Rao, L., Raju, K., Jha, A.K. et al. Microstructural and Tribological Characteristics of Al–10Cu–Fe alloy Produced by Vertical Centrifugal Casting process. Trans Indian Inst Met 71, 1427–1438 (2018). https://doi.org/10.1007/s12666-018-1276-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-018-1276-1