
Abstract
Friction stir processing (FSP) was applied to casting and non heat-treated strengthening of Al–12Si aluminum alloy in order to enhance the mechanical properties by improving the microstructure. Moreover, the corrosion resistance of FSPed Al–12Si alloy is also examined. The results indicate that intense plastic deformation during FSP effectively results in the grain refinement of Al–12Si alloy, uniform distribution of Si particles and elimination of cast porosities, and the microstructures of Al–12Si alloy are significantly improved. The microhardness, tensile strength and elongation are increased to 57.15 HV, 159.39 MPa and 9.87% after FSP, respectively, The surface fracture of the FSPed tensile specimen exhibits a typical ductile dimple-fracture. Grain-boundary strengthening and dispersion strengthening of Si particles play important roles in enhancing the mechanical properties. Meanwhile, compared with cast alloy, FSPed Al–12Si alloy has more excellent corrosion resistance.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Cast Al–Si alloys are widely used to produce some critical components in aerospace and automotive industries such as pistons and engine blocks, due to their low cost, low density and excellent castability [1, 2]. However, cast Al–Si alloys often have low mechanical properties and poor corrosion resistance due to the presences of large aluminum dendrites, coarse Si particles and porosities [3].
In past years, it was well established that mechanical properties and corrosion resistance could be improved by modifying the microstructure of the cast Al–Si alloy. Two main methods often used there are chemical modifications and heat treatment techniques, respectively [3]. During the process of chemical modification, the modifiers such as sodium and strontium are added to the melted alloys in order to refine the morphology of Si particles. However, the modification effect is poor if the melt holding time is longer. Additionally, heat treatment process is helpful to refine the aluminum dendrites and to spheroidize silicon particles. But, the heat treatment will increase the material cost because of its high temperature for a long time. Moreover, the above mentioned methods neither effectively eliminate porosity nor uniformly redistribute the silicon particles in Al matrix, and the results are that the improvement of the properties of the cast Al–Si alloy is limited. Therefore, it is highly desirable to search for a more effective technique in order to improve the microstructure of cast Al–Si alloy and enhance the properties.
In recent years, friction stir processing (FSP) is recognized as a promising technique for the improvement of microstructure and properties of aluminum alloys [4,5,6,7]. In a FSP technique, a rotating tool is inserted into the bulk plates and traversing along the desired path just for the microstructural modification induced by severe plastic deformation. Many researchers have applied the FSP to some cast aluminum alloys, and their studies also testify that FSP successfully eliminates the coarse aluminum dendrites and the casting defects [8, 9].
Al–12Si alloy is one of commonly used Al–Si casting alloys [10]. It is often applied to produce some parts which are used with low load or with high gas tightness, and their working temperature is basically below 200 °C. Moreover, many instrument shells and water pump housings are also manufactured by Al–12Si alloy. But, it is inevitable that some shortages resulted by casting, such as coarse dendrites, structure segregation and cast defects, decrease its mechanical properties and corrosion behavior. This leads to the restriction of the applications of the cast products of Al–12Si alloy in some harsh service conditions [10]. Moreover the, Al–12Si alloy is one of the few non heat treated strengthened aluminum alloy. Other alloys require effective heat treatment methods for other metals for improving their microstructure and properties. In view of the above analysis, in this work FSP has been firstly attempted to improve the microstructure of cast Al–12Si alloy in order to mainly enhance its mechanical properties and corrosion resistance, and the modification effects are examined and analyzed in detail.
2 Experimental Methods
The cast Al–12Si alloy was received in the form of ingots and machined into plates of dimensions 12 mm × 75 mm × 280 mm. The main chemical compositions of the alloy are listed in Table 1.
An X6136-tpye vertical milling machine was used as a substitute for friction stir equipment. The FSP tool was made from H13 steel with shoulder and pin diameter of 20 and 6 mm, respectively, and a pin with height of 5.8 mm and 1.0 mm pitch was prepared. The tool was rotated anticlockwise and titled 2° opposite to the precession direction. The rotation speeds were varied from 500 to 1400 rpm, and the traverse speeds were changed from 28 to 56 mm/min. After a lot of experiments, the optimum rotation speed and tool travelling speed were fixed at 1400 rpm and 28 mm/min, respectively. The schematic drawing of friction stir processing was shown in Fig. 1.

Schematic diagram of friction stir processing
Axiovert 200 MAT optical microscope (OM) and S-3400N scanning electron microscopy (SEM) were used to study the microstructural details of as-received cast Al–12Si alloy and FSPed alloy. The cross-sections of the FSPed region were prepared for microstructural analysis. Both the cast alloy and FSPed samples were grounded by using silicon carbide (SiC) emery papers from 240 to 2000 grades and then polished by 1.0 μm diamond polishing. Before the microstructural analysis, all the sample surfaces were etched by submerging into a bath of modified solution reagent consisting of 2 ml HF, 3 ml HNO3 and 5 ml HCl for 60 s at room temperature.
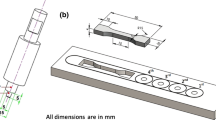
The modification effects of FSP on the mechanical behavior were investigated by Vickers hardness and tensile testing. Vickers microhardness was evaluated at both the cast alloy and FSPed alloy using a HVS-50 microhardness tester under the load of 50 g with a dwell time of 5 s. For every monitoring region, the measurement series was comprised of 10 indentations, and their average values were calculated. In order to compare the tensile properties of both cast alloy and FSPed alloy, mini tensile specimens (as shown in Fig. 2) were prepared using a wire cutting machine parallel to the processing direction. The specimens of FSPed alloy were obtained only from the stirred zone. And all the specimens were grounded and polished to a final thickness of 2 mm. Tensile tests were conducted at room temperature using an Instron 3365 machine at a cross-head velocity of 1 mm/min, and they were repeated at least 3 times for each material for establishing consistency within the data. Furthermore, the fraction surfaces of tensile specimens were examined under SEM.

Tensile specimen configuration
The electrochemical corrosion test was conducted in 3.5 wt% NaCl solution by using a Ivium electrochemical system in order to qualitatively examine the corrosion resistance of as-received alloy and FSPed alloy. The work electrodes were the aluminum alloy samples (with and without FSPed treatment) with testing area of 10 mm × 10 mm. For FSPed Al–12Si alloy, three singlepass FSP were overlaid in order to form a big size stir zone, and the testing samples were cut from the center regions. The upper surfaces of the FSPed alloy were the testing surfaces. Pt electrode and saturated calomel electrode (SCE) were used as the counter and the reference electrode, respectively. Before the measurement, all the samples were polished with 2000 grade silicon carbide (SiC) emery papers and immersed in NaCl solution for 30 min to reach a steady open circuit potential. Then, polarization scan was started at a scanning rate of 1 mV/s.
3 Results and Discussion
3.1 Microstructural Characterization
Figure 3a presents the microstructures of the as-received cast Al–12Si alloy by optical microscope (OM) which contain primary α-Al dendrites and inter-dendrite Al–Si eutectic regions. The α-Al dendrites are coarse, and the average dendrite arm spacing is up to 25 μm. Furthermore, there are some micro porosities, which are the most common defects in cast metals [3]. Al–Si eutectic regions are enlarged by SEM as shown in Fig. 3b. It can be seen that eutectic Si particles are granular and uniformly distributed in the eutectic Al matrix. The sizes are distinct, and they are in the range of 0.5–3 μm.

Microstructure of as-received cast Al–12Si alloy. a optical microscope image. b Magnified view of Al–Si eutectic region by SEM
The influences of friction stir processing on the microstructural evolution of Al–12Si alloy are illustrated in Fig. 4. Figure 4a shows the microstructure of the center position in the stir zone (SZ), and it is obvious that FSP results in a significant breakdown of original coarse α-Al dendrites. The fine microstructures free from defects are obtained, and all Si particles are uniformly redistributed in the whole Al matrix. In order to study in detail the microstructures of FSPed Al–12Si alloy, the stir zone is enlarged by SEM as shown in Fig. 4b. By comparing with Fig. 3b, it can be found that the sizes of Si particles are nearly the same with those of as-received cast alloy. The results reveal that these Si particles can neither be broken nor be dissolved by heat input during FSP in this work. Whereas, the microstructures of FSPed Al–12Si alloy far away from the center position show the streamline morphologies (Fig. 4c), which is related to the complex material flow in the stir zone [9]. Moreover, at the region called thermos-mechanically affected zones (TMAZ), a transition zone between the as-cast region and the stirred zone exist, whose streamline morphologies are greatly clear, as shown in Fig. 4d. In TMAZ, it is clearly observed that the white α-Al dendrites are elongated, and some clusters of Si particles are distributed between α-Al dendrites.

Microstructure of FSPed Al–12Si alloy. a Center position of stirred zone. b Magnified view of a. c Region far away from the center position of stirred zone. d Thermos-mechanically affected zones
During FSP, the rotating tool is inserted into the fixed cast Al–12Si alloy and traverses along the specified path. The result is that, the dynamic recrystallization phenomenon occurs, and microstructures of the stirred zone (SZ) are significantly modified due to heat input and intense plastic deformation with a strain rate of 100–103 s−1 and strains up to ~ 40 [11], which is also favorable to eliminate any casting and processing defects. In TMAZ, The grains are only elongated during FSP. This may be due to the limited deformation and heat applied in the TMAZ which are not sufficient for dynamic recrystallization to occur [12]. Additionally, it must be pointed out that the heat affected zone is not obviously detected, which is related to the given heat input caused by rotation speed and tool travelling speed of the FSP tool in this work.
3.2 Mechanical Properties
3.2.1 Microhardness
The micro-hardness values of cast Al–12Si alloy, SZ and TMAZ of FSPed alloy are indicated in Fig. 5. The hardness of cast Al–12Si alloy varies from 46.2 to 48.5 HV, and the average value is 47.25 HV. After FSP, the hardness in stirred zone (SZ) changes in the range of 56.3–58.2 HV, and that in thermos-mechanically affected zone (TMAZ) varies from 50.1 to 53.8 HV. Mean hardness values of SZ and TMAZ for FSPed alloy are calculated as 57.15 and 51.90 HV, respectively. It is obvious that the hardness of SZ is highest, which is around 21% higher by comparing to the average hardness value of cast alloy. The hardness of TMAZ is also higher than that of the Al–12Si alloy without FSPed, however it is lower than that of SZ.

Average microhardness of cast Al–12Si alloy, SZ and TMAZ of FSPed alloy
During FSP, intense plastic deformation occurs at the stirred zone under the conditions of shear force, extrusion press and frictional heat caused by a high-speed rotating tool [13]. The α-Al dendrites of cast Al–12Si alloy are remarkably broken and refined, and Si particles in the original Al–Si eutectic regions are uniformly redistributed in the whole Al matrix. Moreover, the cast defects also disappears. These have been testified by above microstructure analysis. So the enhancement of the hardness of FSPed alloy is attributed to microstructural improvement due to FSP resulting in the grain refinement of the cast alloy and to the more uniform distribution of Si particles and elimination of porosities. The dominant strengthening mechanisms of the microhardness enhancement can be attributed to the grain-boundary strengthening and dispersion strengthening of Si particles. Comparing with SZ, the degree of plastic deformation of TMAZ is lower. Most α-Al dendrites only are elongated, and many Si particles are still aggregated as shown in Fig. 4d. So the increase of microhardness in TMAZ is lower than that of SZ.
3.2.2 Tensile Properties and Fracture Behavior
The tensile properties of cast Al–12Si alloy and FSPed alloy are tested, and the results are presented in Table 2. As compared to cast alloy, the yield strength, ultimate tensile strength, uniform elongation of FSPed alloy have increased from 63.10 to 65.03 MPa, 138.42 to 159.39 MPa and 2.65 to 9.87, respectively. The significant improvement of the tensile properties in FSPed alloy as compared to cast alloy is mainly attributed to the refinement of the microstructure, homogeneously redistribution of Si particles and elimination of porosities. It can be confirmed that grain-boundary strengthening and dispersion strengthening of Si particles also play the important roles in enhancing the mechanical properties.
The fracture surfaces of tensile specimens of cast and FSPed alloys are examined by SEM in order to study the failure mechanisms, as shown in Fig. 6. Figure 6a displays the fracture surfaces of the cast Al–12Si alloy, and it can be seen that the fracture surface of the cast alloy shows a mixed fracture mode with cleavage planes and some amount of the dimples. Moreover, these dimples are equiaxed, which are detected in a relative enlargement view as shown in Fig. 6b. The nucleation and coalescence of the voids around brittle cleavage planes are clearly visible from the fractograph. For the cast alloy, the microstructures are inhomogeneous and have cast porosities, and bond strength of the grains is relatively lower. When the straining is up to a certain level, the tensile samples rapidly crack. So the dimples are still equiaxed because of only a little deformation. The result is that, the fracture faces of cast Al–12Si alloy are characterized by both ductile dimples and brittle cleavage.

SEM morphology of tensile fracture surface a cast Al–12Si alloy; b magnified view of a; c FSPed alloy; d magnified view of c
Figure 6c exhibits the fractograph of FSPed alloy. It can be seen that the whole fracture surface shows the dimple rupture pattern with high density. By comparing with cast alloy, the dimples are tiny and are elongated as shown in Fig. 6d. So it can be confirmed that the FSPed alloy has experienced large plastic strain before final failure. According to the above study results, the FSP leads to grain refinement of Al–12Si alloy and redistribution of eutectic Si particles, which leads to the enhancement of the coordinated deformability and the elongation of work-hardening process [13]. When the FSPed specimens are subjected to tensile testing, the gain boundaries are much easier to slip, and the tensile specimens present the high ductility. As the straining during tensile testing is increased to a certain level, the micro voids nucleate and expand. When the expansions of the voids reach a certain extent, the plastic deformation rate of the metal between the voids rapidly increases due to the stress concentration, which leads to the elongation and interconnection [14]. Finally, the samples are broken, and the dimple fracture face is formed. The mechanism during the deformation of FSPed Al–12Si alloy is mainly by slip with the nucleation and coalescence of the microvoids and dimples.
3.3 Corrosion Resistance
Figure 7 presents the polarization curves of cast Al–12Si alloy and FSPed alloy in 3.5 wt%NaCl solution. The corrosion potential (Ecorr) and pitting potential (Epit)of cast alloy without FSPed are − 1.35 and − 0.63 V, respectively. After FSP, corrosion potential and pitting potential are nearly equivalent to those of the cast alloy. Meanwhile, the pronounced pseudo passivation phenomenon is observed for both cast alloy and FSPed alloy, and the passive ranges (Epit − Ecorr) are almost same. It is indicated that the pit corrosion resistance of Al–12Si is scarcely changed by FSP. However, compared with the cast alloy, the anodic arm and cathodic arm of the polarization curves of the FSPed alloy move to lower current densities, which means both anodic and cathodic processes are restrained [15]. Moreover, the corrosion current density of FSPed alloy (2.14 × 10−5 A/cm2) is distinctly lower and only half of that of cast Al–12Si alloy (4.28 × 10−5 A/cm2). So it is concluded that, when the passive film is destroyed and the corrosion occurs, the corrosion rate of FSPed Al–12Si alloy is lower than that of cast alloy.

Polarization curves of the cast Al–12Si alloy and FSPed alloy in 3.5NaCl solution
It is well known that the corrosion behaviors are closely linked with the microstructures and chemical compositions of the materials. For cast alloy and FSPed alloy, their chemical compositions are the same. However, the microstructures are evidently different. For the cast alloy, the α-Al dendrites are coarse, and the distributions of eutectic Si particles are uneven. Moreover, there is a small quantity of cast porosities. So once the passive film is broken, the severe local corrosion will occur at the interdendrite positions and the regions with porosities. For FSPed alloy, the grains are fine, and Si particles uniformly distribute in the all Al matrix. After the passive film is damaged, corrosion is expected to proceed along the entire exposed surface, and the corrosion rate is very slow. Hence, it is confirmed that the FSPed Al–12Si alloy has more excellent corrosion resistance than its cast alloy.
4 Conclusions
In the present work, friction stir processing (FSP) is applied to non heat-treated strengthening Al–12Si alloy under the optimum rotation speed and tool travelling speed. The microstructure, mechanical properties and corrosion resistance are investigated in detail, and main findings and conclusions are summarized below:
-
1.
FSP leads to significant microstructural refinement, homogenization of eutectic Si particles and elimination of casting porosities.
-
2.
Microhardness studies indicate that the average hardness of FSPed alloy is higher than that of cast alloy. Moreover, the hardness of stir zone (SZ) is highest, which is around 21% higher compared to average hardness value of the cast alloy. As compared to cast alloy, the yield strength, ultimate tensile strength and uniform elongation of FSPed alloy have increased from 63.10 to 65.03 MPa, 138.42 to 159.39 MPa and 2.65 to 9.87, respectively. The significant improvement of the tensile properties in FSPed alloy is attributed to the synergism of grain-boundary strengthening and dispersion strengthening of Si particles.
-
3.
The result of electrochemical corrosion test reveals that the corrosion rate of FSPed alloy is lower than that of cast alloy, once passive film on the alloy surface is damaged. It is concluded that the FSPed Al–12Si alloy has more excellent corrosion resistance than its cast alloy in chloride circumstance.
References
Rathod N R, and Manghani J V, Int J Emerg Trends Eng Dev 5 (2012) 574.
Sumit M, Khan M D F, Bahu S, Immanuel R J, Panigrahi S K, and Janaki Ram G D, Mater Charact 113 (2016) 134.
Guru P R, Khan MD F, Panigrahi S K, and Janaki Ram G D, J Manuf Process 18 (2015) 67.
Santella M L, Engstrom T, Storjohann D, and Pan T, Scr Mater 53 (2005) 201.
Rao A G, Rao B R K, Deshmukh V P, Shah A K, and Kashyap B P, Mater Lett 63 (2009) 2628.
Jana S, Mishra R S, Baumann J B, and Grant G, Acta Mater 58 (2010) 989.
Tsai F Y, and Kao P W, Mater Lett 80 (2012) 40.
Santella M L, Engstrom T, Storjohann D, and Pan T Y, Scr Mater 53 (2005) 201.
Tajiri A, Uematsu Y, Kakiuchi T, TozakiY, Suzuki Y, and Afrinaldi A, Int J Fatigue 80 (2005) 192.
Zhou W S, and Yao J S, Weld Alum Alum Alloy (2006) 5.
Ma Z Y, Pilchak A L, Juhas M C, and Williams J C, Scr Mater 58 (2008) 361.
Sarkari M, Khorrami, M S, Kazeminezhad M, and Kokabi A H, Mater Des 80 (2015) 41.
Guo W, Wang K S, Wang W, and Wang W L, Ordnance Mater Sci Eng 32 (2009) 15 (in Chinese).
Cui Z Q, Metallogr Heat Trea (1997) 192 (in Chinese).
Sun H H, Wang H W, Chen D, Ma N H, and Li X F, Surf Interface Anal 40 (2008) 1388.
Acknowledgements
The work was supported by Basic Science Research Project of Colleges and Universities in Liaoning Province in China (Project number: LG201714).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sun, H., Yang, S. & Jin, D. Improvement of Microstructure, Mechanical Properties and Corrosion Resistance of Cast Al–12Si Alloy by Friction Stir Processing. Trans Indian Inst Met 71, 985–991 (2018). https://doi.org/10.1007/s12666-017-1232-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-017-1232-5