
Abstract
In this study, the electroless Ni–Sn–P coatings with different amounts of Sn were deposited on copper substrates to study the properties of the as-plated and heat treated coatings, especially corrosion behavior in 10 wt% sulfuric acid. Surface composition, surface morphology, and a cross-section of the coatings were studied by Energy Dispersive Spectroscopy (EDS) and field emission electron microscope (FESEM) respectively. Structure and corrosion behavior of coatings were studied by X-ray diffraction (XRD) and electrochemical tests. Results showed that increasing in Sn content and changes in Ni and P content of the coatings led to the uniform and compact surface and changes within the structure of the coating. The coating with higher Sn content had the best corrosion behavior. Post heat treatment of nanocrystalline Ni–Sn–P coating resulted in better corrosion behavior, and the optimum heat treatment temperature was 350 °C.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The Electroless method for deposition results in unique characteristics such as fine structure, low porosity, uniform coverage and proper bonding to a substrate [1]. Electroless Ni coating is one of the most studied coatings that have excellent corrosion resistance, good mechanical and electric properties. These properties result in wide application range in electric, chemical, aerospace and automobile industries [2,3,4]. A mixed electrochemical process takes place in the deposition of electroless coatings; in this process reducing agent oxidizes and provides free electrons for metal deposition [5]. Electroless co-deposition technology is a worthwhile method for alloy coating deposition. Ternary nickel alloy coatings (Ni–Me–P, Me: Cu, Zn, W, Mo, Co, Fe, etc.) have been studied extensively to gain better physical and chemical properties of Ni–P coatings [6,7,8,9,10,11,12]. Selection of the second element is done according to the application of the coating. Copper and copper alloys are used in electrical contacts as a base material, but because of oxidation during soldering and susceptibility to corrosion, they cannot be used in pure form. There are various surface finishes to protect Cu-surfaces. One of them is the application of corrosion resistant passive metals Sn and Ni [13]. One of the most important applications of electroless Ni–P coating is a metallization layer on Cu-surfaces used while soldering in microelectronics [14]. Depending on the industrial applications of electroless Ni–P coatings, excellent corrosion resistance and distinguished properties of tin, including non-toxicity, good corrosion resistance and excellent solderability [15] has made tin a suitable candidate to be deposited with Ni–P matrix on the Cu-surface. Electroless Ni–Sn–P coatings have various applications in electronic components such as leading wire, printed circuit board, lithium-ion batteries’ anode. Most of these applications depend on excellent corrosion resistance, low porosity, good heat resistance and weldability characteristics of electroless Ni–Sn–P coatings [16]. Shimauchi et al. [17] prepared electroless high tin (30 at%) Ni–Sn–P alloy coating and reported that crystallinity of the films rises with the increase in tin content while Bangwei et al. [16] found that tin improves amorphous formation. Georgieva et al. [18] reported that distribution of tin in Ni–Sn–P alloys changes from the uniform in the low tin alloys to nonuniform in the high tin alloys. Balaraju et al. [19] found that addition of tin to Ni–P coatings helps to maintain high microhardness value even at higher temperatures, which indicates that tin had improved thermal stability. Liu et al. [20] studied electroless Ni–Sn–P coating as a transition layer during acid electroless plating on magnesium alloy and reported that Ni–Sn–P alloy coating has premier properties to the traditional Ni–P layer. Our study has been carried out to investigate the effect of different amounts of Sn on the properties of Ni–Sn–P alloy coatings. Post heat treatment of electroless Ni–P coatings has been the topic of different investigations [21,22,23,24]. Post heat treatment can have effects on the properties of as-plated electroless coatings; for example, it can remove hydrogen bubbles that may attach to the substrate during electroless plating; in addition, it can lead to crystallization and phase transformation of thermodynamically unstable Ni–P coatings. Phase transformation improves hardness, abrasion resistance and in some cases corrosion resistance [25]. There is scarce data on the post heat treatment of electroless Ni–Sn–P coatings. Post heat treatment of this coating is essential due to its effect on the corrosion and it can provide important information about phase transformation of Ni–Sn–P coatings.
This study has three goals: first, literature survey on Ni–Sn–P coatings mostly focused on low tin Ni–Sn–P coating’s properties, so we attend to investigate Ni–Sn–P coatings with different amounts of tin to understand the effects of this element clearly on the properties of Ni–Sn–P coatings. Second, heat treatment of electroless Ni–P coatings is greatly important, and data on heat treated electroless Ni–Sn–P coatings and its effect on the properties of the coating are scarce. Ni-rich parts of Ni–Sn–P system at low-temperature isothermal sections plays a key role in studying interfacial reactions between Sn-based solders and metallized Ni layers. Hence the effect of post heat treatment on Ni–Sn–P coating’s phase structure can be useful. Third, Ni–P coatings have good corrosion resistance and an extended lifetime in the sulfuric acid medium [26]. Reports about corrosion resistance of Ni–Sn–P coatings in sulfuric acid are not consistent. This reason has motivated us to investigate corrosion resistance of coatings in sulfuric acid.
2 Materials and Methods
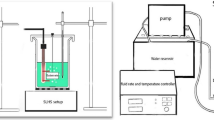
The deposition was made onto (20 × 10 × 1 mm) copper substrate. The bath composition and condition of electroless deposition are given in Table 1. The metallic ratio of stannous chloride (SnCl2.2H2O/NiSO4.6H2O + SnCl2.2H2O) in the bath was changed from 0.012 to 0.095 in order to obtain the different compositions of alloy coatings. The bath with higher stannous chloride metallic ratio became unstable. So this range was chosen for electroless plating. All the specimens were subjected to the following pre-treatments: (1) Mechanically polishing with abrasive papers (Silicon carbide 100–5000), (2) Anodic activation in a solution containing 200 g/l sodium hydroxide (NaOH) and 4 g/l sodium cyanide (NaCN) by using 11 A/dm2 current density for 20 min at room temperature, (3) Activation in 10% sulphuric acid for 1 min. Instigation of Ni–Sn–P electroless plating was stimulated by contacting the substrate with a steel wire to reduce the initiating time remarkably. Surface morphology and cross-section of alloy coatings were studied by Field Emission Scanning Electron Microscopy (MIRA 3 TESCAN LMU). Surface composition was studied by Energy Dispersive Spectroscopy (attached to FESEM). The deposition rates of specimens were calculated according to the Eq. 1:
where V P (mg/cm2 h) is the deposition rate, M 1 (g) and M 2 (g) are the masses before and after electroless plating, t (h) plating time and A (cm2) is the specimen area. The Ni–Sn–P alloy coating with a high percentage of tin was heat treated at 250, 350 and 450 °C for 1 h in a vacuum environment; then samples were cooled down to the ambient temperature. The phase structure of the as–Plated Ni–Sn–P coatings and heat treated coatings were studied by XRD patterns using a Bruker D8 Advanced X-Ray diffractometer with a Cu K \(\alpha\) radiation (λ = 1.5418 Å). The Ni crystallite sizes of coatings were determined by using scherrer formula (Eq. 2) to study the relationship between the microstructure and corrosion behavior of the as-plated coating and heat treated coatings at different temperatures,
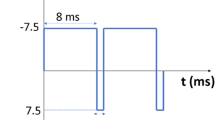
where \(k\) is a constant with value nearly 1, \(\lambda\) is the wavelength of X-ray radiation (nm), \(\beta\) is the full width at half maximum (FWHM) on the XRD peak profile (radian), \(\theta\) is the Bragg reflection angle (degree). Potentiodynamic polarization measurements for as-plated and heat treated coatings were used to study the corrosion resistance of the coatings. All electrochemical measurements were carried out in 10 wt% H2SO4 corrosive medium without agitation at room temperature (25 °C) and by using an EG&G-Parstat 2263 potentiostat/galvanostat system. A saturated calomel electrode (SCE) was used as the reference electrode and a platinum electrode was used as the counter electrode. The specimens were immersed in the corrosive medium for about 20 min to gain open circuit potential (EOCP). Immediately afterwards, the potentiodynamic tests were started from ~300 mV (more negative than OCP) to more positive potentials with 1 mV/s scan rate. The corrosion current density was calculated according to the Stern-Geary formula by using the polarization measurements. The corrosion behavior of Ni–P coating deposited in the bath without stannous chloride was reported to investigate the effect of tin on the corrosion behavior of Ni–P matrix.
3 Results and Discussion
3.1 Preparation and Characterization
3.1.1 Surface Composition and Deposition Rate
When the bath composition is considered, the chemical deposition of Ni and Sn from an aqueous solution on the substrate, like other Ni–Me–P based alloys could have an electrochemical mechanism [27]. Sodium hypophosphite acting as a reducing agent, hydrolyzed and provided atomic hydrogen as a catalyst; so co-deposition of Ni, Sn and P could be realized by atomic hydrogen (Eqs. 3, 4, 5, 6). These processes are described as follows:
The EDS spectra and the results of EDS analyzed surface composition of Ni–Sn–P coatings deposited in baths with different stannous chloride metallic ratio, are shown in Figs. 1a–d and 2 respectively. These figures at first indicated that besides Nickel, tin and phosphorus existed in the coating. Secondly, increase in the stannous chloride metallic ratio in the bath raised the weight percentage of tin and decreased weight percentage of Ni in the coatings. The phosphorous content of coatings changed slightly. Increase in stannous chloride metallic ratio meant that Sn2+ content of the bath increased and Ni2+ content of the bath decreased. It stands to reason that higher Sn2+ concentration of the bath and positive reduction potential of Sn in comparison to that of Ni and P resulted in these changes in the composition.

EDS spectra of Ni–Sn–P coatings that was deposited in the bath with a 0.012, b 0.024, c 0.048, d 0.095 stannous chloride metallic ratio

Effect of stannous chloride metallic ratio in the bath on the contents of Ni–Sn–P alloy coatings’ elements
Figure 3 presents the effect of stannous chloride metallic ratio in the bath on the deposition rate of Ni–Sn–P coatings. The results indicated that increasing this variable raised the deposition rate. According to the thermodynamics, positive reduction potential of Sn in comparison to Ni and P and lower free Gibbs energy of Sn2+ than Ni2+ (Eqs. 7, 8) meant that in the presence of Nickel, tin deposited easily and preferentially. The increase in stannous chloride metallic ratio in the bath could produce more Sn2+ and less Ni2+, which were then reduced to Sn and Ni (Eqs. 4, 5); so the increase of this variable could accelerate the autocatalytic reaction by more Sn2+ and decelerate it by less Ni2+ (Eqs. 3, 4, 5). Overall, more Sn2+ in the bath and its easy and preferential deposition than Ni2+ could result in more mass of the coating being produced with time and deposition rate increased. The effect of tin content in the bath on the deposition rate by improving the electroless Ni–Sn–P coatings was confirmed by Zhu et al. [28]. The highest deposition rate for Ni–Sn–P electroless plating was obtained in the bath with 0.095 stannous chloride metallic ratio and above this ratio, the bath became unstable.

Effect of stannous chloride metallic ratio in the bath on the deposition rate of Ni–Sn–P alloy coatings
3.1.2 Surface Morphology
Figure 4a–d demonstrates the FESEM images of Ni–Sn–P coatings, that was prepared with different stannous chloride metallic ratio in the bath. Electroless Ni-based alloy coatings showed typical surface morphology with nodules. All coatings showed the spherical nodular structure and every big nodule included many finer nodules. But there were differences between the coatings deposited in baths with different stannous chloride metallic ratio. The size of finer nodules decreased by an increase in this ratio, and in 0.095 stannous chloride metallic ratio (Fig. 4d), big nodules had uniform dense coverage on the substrate. Nucleation rate and the growth of the deposit had an influence on coating’s nodular deposition [29]. It could be understood from the FESEM observations, that stannous chloride metallic ratio affected the nucleation rate and growth of the deposits. It seemed that increase in this variable raised the nucleation rate of deposits, and it could lead to the finer nodules in one big nodule. These findings were in good agreement with data obtained by Zou et al. [30].

Surface morphology of Ni–Sn–P alloy coatings deposited in the bath with a 0.012, b 0.024, c 0.048, d 0.095 stannous chloride metallic ratio
Figure 5 presents cross-section image and line scan analysis of Ni–Sn–P coating. The total thickness of the coating was 25 μm along with the smooth surface. Also the coating was well adhered to the substrate. The coating obtained in this composition of the bath (containing stannous chloride as a source of tin) was relatively thick. These coatings had higher thickness that were obtained in short times (40 min) in comparison to the literature that used sodium stannate as a source of tin [19, 20, 30, 31]. Zhang et al. [31] reported that the deposition rate for Ni–Sn–P alloy was low because there was a synergistic effect of metal ions during the deposition process and SnO3 2− anion was adsorbed strongly onto the surface of the sample, thus leading to inhibition and poisoning of the catalytic reaction. It could be seen that Cl− did not have this effect and could be the better source for tin deposition in the electroless method. The distribution of elements along the thickness was uniform.

Cross-section morphology and composition of Ni–Sn–P coating
3.1.3 Crystal Structure
Figure 6a–d presents XRD patterns of the coatings obtained from baths containing 0.012–0.095 stannous chloride metallic ratio. In these patterns, only a single peak could be seen for all the coatings. The reflection corresponding to the (111) plane of the face-centered cubic (fcc) phase of Ni was observed. That means Sn and P were in solid solution in the fcc Ni. Relatively sharp peak of Ni (111) reflection indicated the presence of crystalline and amorphous mixed structure. The peak intensities of XRD patterns were related to the degree of crystallinity; more intense the peaks were, higher the degree of crystallinity [32]. It was be observed from Fig. 6a–d that with an initial increase in stannous chloride metallic ratio, peak became broader and then at higher ratio, it became narrower. This perhaps might be a result of phase transition or decrease in grain size. There is a general agreement that: low P, Ni-based alloys (phosphorous 1–5 wt%) have nanocrystalline P supersaturated Ni solid solution; medium-P alloys (phosphorous 6–9 wt%) have a mixture of nanocrystalline and amorphous structure; and high-P alloys (phosphorous >10 wt%), are fully amorphous [33]. The amorphous character of the Ni–Sn–P coatings depended mainly on the P and Sn content. When the P contents of the coatings were considered (4–6 wt%), these coatings were in the group of low and medium P, Ni-based coatings. So a mixture of nanocrystalline and amorphous structure was expected to be observed for all the coatings. These observations could be related to Sn content of the coatings. When the stannous chloride metallic ratio of the bath was increased, the Sn contents of coatings increased and the P contents of coatings slightly changed. Two new kinds of atomic bonds, Ni–Sn and Sn–P in addition to Ni–Ni and Ni–P atomic bonds were formed with the increase in Sn content. According to the Bangweis’ amorphous formation theory [16], Ni–Sn was an unfavorable atomic bond for amorphous formation because it was located in the non-amorphous formed region, Sn–P was the favorable atomic bond, and Ni–P was the favorable atomic bond above the critical content of P. The amorphous formation of coatings that had higher P (than the critical content of P) and Sn content in Fig. 6b and c were improved because of increase in Ni–P, Sn–P atomic bonds. Coating in Fig. 6d had lower P than other coatings and higher content of Sn that resulted in an increase in Ni–Sn atomic bonds (unfavorable) and decrease in Ni–P and Sn–P atomic bonds (favorable), so the ultimate phase structure was nanocrystalline.

X-ray diffraction patterns of Ni–Sn–P alloy coatings deposited in the bath with a 0.012, b 0.024, c 0.048, d 0.095 stannous chloride metallic ratio
3.1.4 Corrosion Behavior
Figure 7 compares the potentiodynamic polarization curves for Ni–P and Ni–Sn–P coatings measured in 10 wt% sulphuric acid solutions. The anodic range of current density decreased dramatically for coatings deposited in the bath with higher stannous chloride metallic ratio (0.095). Coatings deposited in the bath with 0.048 and 0.095 stannous chloride metallic ratio, showed a narrow current plateau that could be associated with a slight tendency to passivation process. This was in a good agreement with passivation behavior of electrodeposited Ni–Sn–P alloy coatings [34]. The values of corrosion parameters: the corrosion potential Ecorr, corrosion current density icorr and polarization resistance Rp were calculated and listed in Table 2. It could be observed that increase in stannous chloride metallic ratio in the bath did not affect the Ecorr significantly. The coatings obtained in the bath with the 0.095 stannous chloride metallic ratio had the lowest icorr and highest Rp compared with other Ni–Sn–P and Ni–P coatings. Several factors, including the P content, the degree of crystallinity, the size of grains, structure variation and coating porosity and thickness affected the corrosion resistance of electroless Ni–P coatings [35]. In this study, several reasons could result in best corrosion resistance of Ni–Sn–P alloy coating. Firstly: from the analysis of FESEM images, small nodules in one big nodule with the boundary between them were observed for Ni–Sn–P coatings with lower Sn content. These boundaries had high activity and had more contact area between acidic media and surface. So they led to corrosion of coatings from the boundaries. Coating with higher content of Sn had a uniform and compact surface and acted as a physical barrier. So the acidic solution could not penetrate the surface. Secondly: One of the most important mechanisms that were proposed for corrosion behavior of electroless Ni–P coatings was the formation of a P-enriched surface film at the interface of solution and surface. Rapid and selective dissolution of Ni resulted in the formation of this P-enriched surface film and this film reacted with water and formed a layer of absorbed H2PO2 − anions. This layer inhibited the penetration of water to the surface and resulted in hydration of Ni prevention [24]. In this study, the Sn with higher potential than that of Ni could accelerate the selective dissolution of Ni and resulted in the formation of Sn and P-enriched surface layer. This layer not only blocked the contact of the acidic mediums with the surface of the coating but also did not provide a path for Ni2+ ions to diffuse toward the solution. Data about corrosion behavior of Ni–Sn–P coatings were conflicted. It was reported that Sn (0.5–1 w%) on the deposit surface could easily react with sulfate ions in sulfuric acid medium and could add surface defects that were prone to corrosion [30]. In other literature, the improvements of corrosion behavior of coatings were reported by adding Sn to high phosphorous Ni–P coatings [34, 36]. Generally, the corrosion resistance of any alloy depended on the formation of surface protective films. The higher content of Sn (28.9 wt%) in the coating and its nobility in comparison to Ni could result in better corrosion behavior because the Sn and P-enriched film was a protective film. This effect was also confirmed by other researchers wherein nobler elements like copper to Ni–P were added to the matrix [6].

The potentiodynamic polarization curves of Ni–Sn–P coatings as a function of stannous chloride metallic ratio in the bath in 10 wt% acid sulfuric
3.2 Post Heat Treatment
3.2.1 Phase Structure
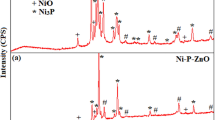
Figure 8 presents the XRD patterns of Ni–Sn–P coatings that were deposited in the bath with 0.095 stannous chloride metallic ratio (coatings with 28.9 wt% of Sn) before and after heat treatment at different temperatures. These coatings were selected to study the effects of post heat treatment because of the best surface uniformity and corrosion behavior, also to investigate the phase structure of high Sn, Ni–P metallized layer on Cu-surfaces at different heat treatment temperatures. According to Fig. 8, phase composition and phase transformation of Ni–Sn–P coatings depended on heat treatment temperature. The as plated Ni–Sn–P coating was nanocrystalline and with the post heat treatment at 250 °C, the intensity of fcc Ni (111) peak increased. When the heat treatment temperature increased to 350 °C, the peak intensified more. In coatings that were heat treated at 450 °C, besides fcc Ni (111) peak, four new peaks were observed that corresponded to Ni3P phase. This indicated the starting of the precipitation of second phase.

X-ray diffraction patterns of as-plated nanocrystalline Ni–Sn–P coating and heat treated coatings at 250, 350 and 450 °C
According to the literature, electroless Ni–P coatings started to change their structure at a temperature above 220–260 °C and the deposits began to crystallize. Ni3P was first formed at heat treatment temperatures above 320 °C and reached the maximum crystallized structure at 400 °C [37]. Based on the wide application of Ni–P as a soldering metallization material on Cu-surfaces, crystallization of this coating and Ni3P formation at soldering temperatures (250–350 °C) had a bad effect on solder joints. It was reported that Ni–Sn–P coatings had acted better than Ni–P coatings because Sn prevented Ni3P formation [38]. Heat treatment of high tin content Ni–Sn–P coating (28.9 wt%) in our study indicated that high content of tin prevented the Ni3P formation at 250–350 °C. So it could be useful as a metallization layer.
Considering the intensity of Ni (111) diffraction peaks at different heat treatment temperatures, that peak became intensified and full width at half maximum (FWHM) became narrower at higher temperatures. The grain size of as-plated Ni–Sn–P was estimated by scherrer equtaion as 29.86 nm. Figure 9 presents the grain size of this coating at different heat treatment temperatures. It was observed that by increasing the heat treatment temperatures, the grain size of crystalline Ni increased, implying grain growth. These findings were in good agreement with the effect of heat treatment at various temperatures on the electroless Ni–P alloy and composite coatings [22, 24].

Effect of heat treatment temperature on crystallite size of coatings
3.2.2 Corrosion Behavior
Due to the effect of post heat treatment on corrosion behavior of electroless Ni–Sn–P coatings, the corrosion behavior of heat treated coating was investigated in 10 wt% sulfuric acid. Figure 10 compares the potentiodynamic polarization curves for as-plated and heat treated Ni–Sn–P coatings measured in 10 wt% sulfuric acid solutions. The corrosion parameters are listed in Table 3. By comparing the polarization curves and corrosion parameter data, it was observed that post heat treatment improved corrosion behavior of nanocrystalline Ni–Sn–P coating. When coating was heat treated at 250 °C, grain growth decreased grain boundaries of the as-plated coating. Grain boundaries were sites prone to corrosion. So the corrosion behavior improved. Further grain growth took place by an increase in heat treatment temperature to 350 °C, and better corrosion resistance was observed due to the fact that grain growth resulted in the dense coating with less porosity. Heat treatment at 450 °C, slightly weakened corrosion behavior. In spite of larger grains, precipitation of Ni3P phase resulted in a noncontinuous structure that included grain boundaries and second phase. These inhomogeneities produced active–passive cells that were prone to corrosion attack. The effect of post heat treatment on the improvement of corrosion behavior for electroless Ni–P coatings was also confirmed by other researchers [22, 24]. In defiance of this weakness, corrosion behavior of heat treated Ni–Sn–P coating was better than as-plated. However, post heat treatment improved corrosion behavior of this coating.

The potentiodynamic polarization curves of as-plated Ni–Sn–P coating and heat treated coatings at 250, 350 and 450 °C in 10 wt% acid sulfuric
4 Conclusion
In this study, electroless Ni–Sn–P coatings on Cu substrates were obtained. The effect of stannous chloride metallic ratio in the bath on the properties of Ni–Sn–P coatings was studied. Heat treatment of nanocrystalline Ni–Sn–P coatings at different temperatures was done to study the effects of heat treatment. The following conclusions were obtained from this study:
-
1.
In Ni–Sn–P coatings, with an increase in stannous chloride metallic ratio, the Sn content of coatings increased, Ni content decreased, and P content changed slightly. The deposition rate of Ni–Sn–P coatings increased.
-
2.
Spherical nodular structures with many finer nodules in one big nodule were observed for Ni–Sn–P coatings. The increase in stannous chloride metallic ratio affected the nucleation rate and growth of the deposits and resulted in uniform and smooth surface at 0.095.
-
3.
The structure of Ni–Sn–P coatings was mainly depended on the P and Sn content of the coating; so, by changes in the contents of these elements, the structure of the coatings changed to nanocrystalline.
-
4.
The coating deposited in the bath with higher stannous chloride metallic ratio had better corrosion behavior for 2 reasons: first, it had a uniform and compact surface acting as a physical barrier to an acidic solution. Secondly higher Sn content coating resulted in acceleration of selective Ni dissolution and formation of a Sn and P-enriched surface that acted as a barrier to ingress of acidic solution.
-
5.
Post heat treatment of nanocrystalline Ni–Sn–P coating indicated that grain growth took place during heat treatment, and an increase in temperature resulted in more grain growth. At 450 °C, precipitation of Ni3P took place.
-
6.
Post heat treatment and an increase in its temperature improved corrosion behavior of the nanocrystalline Ni–Sn–P coating. Heat treatment at 450 °C weakened corrosion behavior of coating because of precipitation of Ni3P second phase but still, corrosion behavior was better than as-plated coating.
References
Tien S K, Duh J G, and Chen Y I, Surf Coat Technol J 177-178 (2004) 532.
Sudagar J, Lian J, and Sha W, alloy Compd J 571 (2013) 183.
Hadipour A, Bahrololoom M, Monirvaghefi S M, and Bahramkia A R, Trans Ind Inst Met J 69 (2016) 1733.
Gunaselvi S, and Pazhani K C, Trans Ind Inst Met J 69 (2015) 859.
Kim Y S, and Sohn H J, Electrochem Soc J 143 (1996) 505.
Liu J, Wang X, Tian Z, Yuan M, and Ma X, App Surf Sci J 356 (2015) 289.
Tai F C, Wang K J, and Duh J G, Scr Mater J 61 (2009) 748.
[8] Li J, Wang D, Cai H, Wang A, and Zhang J, Surf Coat Technol J 279 (2015) 9.
Wang M L, Yang Z G, Zhang C, and Liu D L, Trans Nonferr Met Soc China (English Edition) J 23 (2013) 3629.
Kumar A, Kumar M, and Kumar D, App Surf Sci J 258 (2012) 7962.
Kinoshita K, Magn Magn Mater J 375 (2015) 80.
Safonov V A, Safonova O V, Fishgoit L A, Kvashnina K, and Glatzel P, Surf Coat Technol J 275 (2015) 239.
Song J, Wang L, Zibart A, and Koch C, Metals J 2 (2012) 450.
Hsieh W Z, Rahman M A, Yang T H, Kuo T T, and Ho C E, Surf Coat Technol J 303 (2016) 112.
Chapman A H, Hampshire W B, and Maykuth D J, Plat Surf Finish J 70 (1998) 40.
Bangwei Z, and Haowen X, Mater Sci Eng J 281 (2000) 286.
Shimauchi H, Electrochem Soc J 141 (1994) 1471.
Georgieva J, Kawashima S, Armyanov S, Valova E, Hubin A, Koyama Y, Steenhaut O, Haydu J, Delplancke J L, and Tsacheva T, Electrochem Soc J 152 (2005) C783.
Balaraju J N, Jahan S M, Jain A, and Rajam K S, Alloy Compd J 436 (2007) 319.
Liu W, Xu D, Duan X, Zhao G, Chang L, and Li X, Trans Nonferr Met Soc China J 25 (2015) 1506.
Wojewoda-Budka J, Wierzbicka-Miernik A, Litynska-Dobrzynska L, Szczerba M J, Mordarski G, Mosiałek M, Huber Z and Zieba P, Electrochem Acta J 209 (2016) 183.
Rabizadeh T, Allahkaram S R, and Zarebidaki A, Mater Des J 31 (2010) 3174.
Liu Y, Beckett D, and Hawthorne D, App Surf Sci J 257 (2011) 4486.
Ma C, Wu F, Ning Y, Xia F, and Liu Y, Ceram Int J 40 (2014) 9279.
Mallory G O, and Hadju J B, Electroless plating: fundamentals and applications, William andrew (1991).
Lu G, and Zangari G, Electrochem Acta J 47 (2002) 2969.
Mencer D, Alloy Compd J 306 (2000) 158.
Zhu S, and Wu Y, Adv Mater Res J 189-193 (2011) 455.
Balaraju J N, and Rajam K S, Surf Coat Technol J 195 (2005) 154.
Zou Y, Cheng Y, Cheng L, and Liu W, Mater Trans J 51 (2010) 277.
Zhang W X, Jiang Z H, Li G Y, Jiang Q, and Lian J S, Surf Coat Technol J 202 (2008) 2570.
Xi X, Miao H, Zhang R, and Cheng J, Surf Coat Technol J 297 (2016) 27.
Keong K G, Sha W, and Malinov S, Alloy Compd J 334 (2002) 192.
Wang H Z, Song Y, Zhang Z X, Yao S W, and Zhang W G, Surf Eng J 29 (2013) 1.
Gil L, Jiménez L, Castro A C, and Staia M H, Revista Metal J 44 (2008) 66.
Georgieva J and Armyanov S, Solid State Electrochem J 11 (2007) 869.
Wang L L, Chen H J, and Chen Z L, Surf Eng J 27 (2011) 57.
Yang Y, Balaraju J N, Huang Y, Tay Y Y, Shen Y, Tsakadze Z, and Chen Z, Electron. Mater J 43 (2014) 4103.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yaghoobi, M., Bostani, B., Asl farshbaf, P. et al. An investigation on Preparation and Effects of Post Heat Treatment on Electroless Nanocrystalline Ni–Sn–P Coatings. Trans Indian Inst Met 71, 393–402 (2018). https://doi.org/10.1007/s12666-017-1169-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-017-1169-8