
Abstract
In the present study, structural steel plates of thickness 3 mm were welded using friction stir welding with the help of a tungsten carbide tool using welding speed of 20 mm/min and tool rotation speed of 508 rpm. The friction stir weld joints were characterized in respect of microstructure, hardness and tensile properties. The stir zone of the weld revealed the refined grain structure of ferrite, fine pearlite and martensite were also confirmed by XRD. Further, the hardness distribution of the weld joint exhibited higher hardness at the weld nugget than base metal and heat affected zone. The weld sample exhibited higher strength and lower ductility than the base metal. The tensile properties of the all weld samples taken from longitudinal direction were better than those taken from transverse direction. Influence of post weld heat treatment of FSW joints of steel on microstructure and mechanical properties was also investigated.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
The friction stir welding is one of the most researched solid state joining technologies in last two decades as it allows joining of difficult to weld metals, and dissimilar metals. The researchers across the globe have undertaken extensive studies on joining aluminium and other non-ferrous alloys by friction stir welding [1–7]. However, the research on friction stir welding of high temperature metals such as steel has been very limited. The science and technology behind the development of sound and successful friction stir weld joints of steels is not well understood. Therefore, interest on research for joining high melting temperature metals is growing [8–12]. Cho et al. [9] performed friction stir welding of 409 ferritic stainless steel of thickness 2 mm. A PCBN tool used in this study had a shoulder diameter of 36.8 mm at the root of the convex shoulder. A remarkably fine grain microstructure was obtained in the stir zone by dynamic recrystallization due to severe plastic deformation and high heat generation. Meshram et al. [10] investigated friction stir welding behaviour of maraging steel. Grain refinement of martensite and austenite in the stir zone and coarse grains of martensite in the HAZ was observed. Lienert et al. [11] studied the mechanical properties and microstructural characteristics of the friction stir weld joints of steel. Over-matched tensile properties of the joints were reported as compared with base metal. Higher hardness in the stir zone than base metal and HAZ was attributed to grain refinement of structure in the stir zone. Lakshminarayanan et al. [12] studied the tensile strength and impact toughness of the mild steel joint developed using friction stir welding. Tensile strength of the weld was found to be about 8 % greater than base metal while reduction in impact toughness of weld was noticed and the same was attributed to the presence of tool debris inclusions in the stir zone. Studies reported so far in published literature on friction stir welding of steel are limited which provide basic knowledge of mechanical and microstructural properties. Further, the influence of post weld heat treatment (PWHT) on microstructure and mechanical properties of the friction stir weld joint have not yet been reported. Therefore, attempts have been made in this work to study the microstructure and mechanical properties of the friction stir weld joints in as welded and post weld heat treated conditions.
2 Experimental Procedure
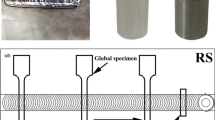
Friction stir weld joints of 3 mm thick structural steel plates were produced by friction stir welding using process parameters given in the Table 1. The welding was performed in the direction parallel to the rolling direction of the plates using friction stir welding machine (Fig. 1). The composition of the structural steel is shown in the Table 2. The butt weld joints of the steel plates of size 150 mm × 50 mm × 3 mm were made using square groove configuration. Welding of the plates was done in annealed condition. Annealing was performed at 750 °C for 1 h followed by furnace cooling. A non-consumable tool of WC-4.5 %TiC was used for friction stir welding (Fig. 1b). Process parameters optimized for developing sound weld joints are presented in the Table 1. Compressed air was used for cooling the tool during welding so as to reduce the wear and deformation tendency of the FSW tool. PWHT of the weld joint was done at a temperature 400 °C for 1 h followed by still air cooling. The transverse section of weld was polished using standard metallographic procedure and etched with 2 % nital solution to reveal the macro and micro-structures. The microstructural study of the weld was carried out by optical microscope (Dewinter LT-23B) and scanning electron microscope (QUANTA 200). X-ray diffraction analysis was also done, in order to identify the phase present in the stir zone and HAZ, using Cu-Kα irradiation. The friction stir weld joints were characterised in respect of hardness and tensile properties. The Vickers micro-hardness of the joint was measured using 200 g load and 10 s dwell time. Hardness was measured at the middle of weld from centre of the weld nugget (stir zone) towards base metal in transverse direction at a regular interval of 1 mm. The welded joints were cut by machining according to the required dimensions for further testing. For preparing transverse and longitudinal (all weld) tensile test specimens ASTM E-8 [13] guidelines were followed. The tensile testing was performed by using a universal testing machine (Make: Instron USA; model-5980) of capacity 100 kN at room temperature at a strain rate of 6.67 × 10−4 s−1. In case of transverse weld samples, the fracture invariably took place from the base metal region. Therefore, in order to establish the strength of weld; all weld tensile samples were obtained from longitudinal direction of the FSW joint. Scanning electron microscopy of tensile fractured samples were done to study the mode of fracture.

Photograph of (a) appearance during friction stir welding of steel plates and (b) WC tool
3 Results and Discussion
3.1 Microstructure and Phase Analysis
Friction stir weld joints of structural steel were developed using optimized process parameters. The macrograph of a typical sound and defect free FSW joint is shown in Fig. 2. The optical micrograph of base metal i.e. structural steel exhibited equiaxed ferritic grains of average size 37 µm as measured by line intercept method besides little amount of fine pearlite (Fig. 3a). SEM micrograph of structural steel showed the fine lamellar structure of pearlite (Fig. 3b). The microstructural study of FSW joint revealed three distinct zones namely stir zone, HAZ and the base metal. A typical thermo-mechanical affected zone (TMAZ) commonly observed with FSW joint of aluminium alloys, was not observed in FSW joints of structural steel. Lienert et al. [11] also reported similar kind of findings in case of the friction stir weld joints of mild steel. SEM study of HAZ and stir zone was carried out in order to reveal the fine microstructural variation in FSW joints. The SEM micrographs of FSW joint exhibiting HAZ and stir zone are shown in Fig. 4a, b. The heat generated by friction and deformation effects had been reported to increase the temperature of HAZ beyond lower critical temperature limit (727 °C), which was high enough to cause recrystallization of grains and grain growth [11]. The microstructure of the stir zone exhibited fine ferrite, pearlite and martensite grains. These phases were also confirmed by X-ray diffraction analysis. XRD peaks suggested the presence of ferrite and martensite in stir zone (Fig. 6). The formation of the martensite in stir zone was due to exposure of steel at high temperature for a short while followed by rapid cooling. The presence of fine grain martensitic structure in stir zone was expected to produce a higher hardness and strength of stir zone than the base metal.

Photograph of friction stir welded plates (a) welded plate with little flash and characteristic hole and (b) transverse section of the weld

Microstructure of structural steel (a) optical micrograph and (b) SEM micrograph

Scanning electron micrographs showing (a) gradual transition in structure from base metal to HAZ and (b) stir zone
The phase formed during welding was further analysed using the peak intensity of the respective phase. A method to compute the normalized intensity ratio (NIR) of the phase present in the material was proposed by Peelamedu et al. [14]. Accordingly the NIR of phase—α is given by the Eq. (1).
where I1 and I2 are the intensities of ferrite and martensite phase respectively and Iback is the back ground intensity. The calculated values of the phases were identified in the spectrum shown in Fig. 6 and have been tabulated in Table 3. Due to the overlapping of the phases in the XRD pattern at a single peak, only dominating peaks were considered to find the values of intensities of the various phases.
The PWHT caused grain coarsening in all three zones of the FSW joint i.e. stir zone, HAZ and base metal. Maximum coarsening was observed in stir zone after PWHT (Fig. 5a–c). The PWHT increased average grain size of ferrite in stir zone from 37 to 48 µm (Fig. 5c). PWHT was also expected to cause tempering of martensite besides marginal reduction in fraction of martensite. This was evident from somewhat lower intensity of martensite peak in PWHT condition (Fig. 6). The coarsening of grain during the PWHT could be attributed to severe plastic deformation experienced by metal in stir zone at high temperature and so a part of strain energy was stored due to elastic behaviour. During PWHT, the stored strain energy was released and the deformed grains were recrystallised to form new coarse grains [15].

Optical micrographs of FSW joints in as-welded and post weld heat treated condition (a) base metal, (b) HAZ and (c) stir zone

XRD patterns of base metal and FSW joint in as welded and post weld heat treated condition (a) base metal, (b) HAZ and (c) stir zone
3.2 Mechanical Properties
The micro-hardness and tensile properties of FSW joints in as welded and PWHT condition were measured. Vickers micro-hardness of the transverse section at the middle of the weld joint was measured at an interval of 1 mm (Fig. 7). The hardness of base metal was 148 ± 6 HV while that for stir zone was found in a range from 193 to 217 HV. The hardness of HAZ was found lower than the stir zone. The hardness of HAZ varied from 208 to 155 HV. Moreover, the effect of PWHT on the hardness of the weld joint was marginal. The hardness of the base metal in PWHT condition 146 ± 4 HV and it varied from 159 to 189 HV in HAZ. Hardness of stir zone in PWHT condition varied from 191 to 215 HV, somewhat lower than that in as welded condition. Hardness results were consistent with the grain size observed in stir zone and HAZ in as welded and PWHT condition. According to Hall–Petch relationship, the grain refinement is known to increase yield strength and hardness. Marginal reduction in the hardness of the stir zone in PWHT condition could be attributed to three factors (a) coarsening of grain structure, (b) tempering of martensite and (c) formation of new recrystallised coarse ferritic grains (Fig. 5). As discussed earlier, the % of each phase was calculated using NIR method, which showed a reduction in the martensite content in PWHT condition (Table 3). The martensite content in as welded stir zone was 85.40 % which reduced to 82.64 % in PWHT condition resulting in lower hardness.

Hardness profile at the mid thickness of transverse section of FSW joint
The tensile properties such as yield strength, tensile strength, and % elongation of the transverse and longitudinal samples were evaluated and results of the same are summarised in the Table 4 and presented in Fig. 8. The ultimate tensile strength of the transverse and longitudinal weld samples were 442 and 548 MPa respectively. It was observed that yield and ultimate strength of a sample taken from transverse as well as longitudinal direction of the FSW joint was greater than base metal (Table 4). The ultimate tensile strength and the yield strength of the transverse weld samples in PWHT condition were 429 and 290 MPa respectively. The PWHT decreased the strength of the FSW joint while the ductility increased marginally. These results were consistent with grain size observation and Hall–Petch relationship. The tensile sample taken from the transverse direction comprised stir zone, heat affected zone and base metal. Stir zone consisted of fine ferritic and martensitic structure. Heat affected zone comprised mainly coarse grain ferrite, pearlite and little amount of martensite formed due to weld thermal cycle experienced by the HAZ during the welding. Base metal contained ferrite and pearlite only. Since each of above described zones was composed of different grain and phase structures, therefore they exhibited different mechanical properties and hence showing higher UTS than the base metal, having fractured from the weak zone of the transverse sample i.e. the base metal. Further, sample taken from longitudinal direction showed greater strength and ductility than that of the sample taken from transverse direction (Fig. 8). In general, ductility of the FSW joint was found significantly lower than the base metal. Moreover, the ductility of a longitudinal sample was more than that of the transverse sample. The variation in tensile properties of the samples of FSW joint taken from longitudinal and transverse directions might be attributed to the variation in heterogeneity of the structure. In longitudinal tensile specimen, it was found that the specimen had higher strength as well as ductility. The simultaneous increase in strength and ductility could be explained by peak broadening. Gong et al. [16] reported that, as XRD peak broadened, the stacking fault energy (SFE) decreased. Due to the decrease in SFE, higher strength was achieved by grain refinement. The decrease in SFE was also attributed to more ductility in tensile testing by improved dislocation storage capacity and higher rate of strain hardening. This was caused by the formation of profuse twins and stacking faults through lowering SFE. In the present study, the peak broadening Br (FWHM) for base metal was 5.36 × 10−3 rad whereas it was 5.61 × 10−3 rad for as welded stir zone. Hence tensile data of longitudinal specimen showed large amount of strength and ductility than that of transverse weld.

Stress versus strain curve for structural steel welds
3.3 SEM Study of Fracture Surfaces
Factrography of the tensile fractured sample was carried out to study the mode of fracture. Factrographs of the tensile test specimens of base and friction stir welded joint are shown in Fig. 9a, b. The fracture surface of the base metal showed many large and deep dimples suggesting the occurrence of significant elongation prior to fracture while very few, fine shallow dimples on the fracture surface of FSW joint indicating occurrence of limited elongation before the fracture.

Fractured surface of tensile test (a) base metal and (b) weld metal
4 Conclusion
-
1.
Defect free weld of structural steel plates of thickness 3 mm was produced successfully by friction stir welding at 508 rpm rotational and 20 mm/min translation speed. Fine ferrite and martensite structure was developed in the stir zone of the FSW joint.
-
2.
The tensile strength of the transverse weld specimen(442 MPa) was higher than the base metal (404 MPa). The tensile strength of the all weld sample (548 MPa) taken from longitudinal direction of FSW joint was found to be 35 % higher than the base metal.
-
3.
The hardness of the stir zone of FSW joint was higher (193–217 HV) than the base metal (148 HV). Higher hardness of stir zone was attributed to grain refinement and formation of martensitic structure.
-
4.
PWHT of the FSW joint resulted in grain coarsening and tempering of martensite in the weld zone which in turn improved the ductility of the FSW joint. Hardness and strength of joint were slightly reduced after PWHT.
References
Sharma C, Dwivedi D K, and Kumar P, Mater Des 36 (2012) 379.
Arora S K, Panday S, Schaper M, and Kumar R, Int J Adv Manuf Technol 50 (2010) 941.
Jagadeesha C B, Mater Sci Eng A 616 (2014) 55.
Wei S, Hao C, and Chen J, Mater Sci Eng A 452–453 (2007) 170.
Singh R K R, Sharma C, Dwivedi D K, Mehta N K, and Kumar P, Mater Des 32 (2011) 682.
Liu X, Lan S, and Ni J, Mater Des 59 (2014) 50.
Mishra R S, and Ma Z Y, Mater Sci Eng 50 (2005) 1.
Jafarzadegan M, Abdollah-zadeh A, Feng A H, Saeid T, Shen J, and Assadi H, J Mater Sci Technol 29 (2013) 367.
Cho H H, and Han H N, Mater Sci Eng A 528 (2011) 2889.
Meshram S D, Reddy G M, and Pandey S, Mater Des 49 (2013) 58.
Lienert T J, Stellwag W L, Grimmett B B, and Warke R W, Am Wel Soc (2013) 1.
Lakshminarayanan A K, Balasubramanian V, and Salahuddin M, J Iron Steel Res Int 17 (2010) 68.
ASTM International standard E-8. Standard test methods for tension testing of metallic materials.
Peelamedu R D, Roy R, and Agrawal D K, Mater Lett 55 (2002) 234.
Kou S, Welding Metallurgy, Wiley, New Jersey (2003) p 343.
Gong Y L, Wen C E, Li Y C, Wu X X, Cheng L P, Han X C, and Zhu X K, Mater Sci Eng A 569 (2013) 144.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Sharma, G., Dwivedi, D.K. Structure and Properties of Friction Stir Weld Joints of Structural Steel. Trans Indian Inst Met 70, 201–208 (2017). https://doi.org/10.1007/s12666-016-0876-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-016-0876-x