
Abstract
The 304HCu austenitic stainless steel tubes are being produced for the first time indigenously in India. Creep tests have been carried out at 923 and 973 K on two heats with different solution annealing conditions. Stress levels ranged from 180 to 300 MPa at 923 K and 100 to 170 MPa at 973 K. The creep curves showed a small instantaneous strain followed by primary, secondary and tertiary creep stages. The rupture lives varied in the range of 50–8700 hours. Higher rupture life was observed in the heat with higher solutionising temperature. The variation of creep rupture life with applied stress at different temperatures is compared with internationally reported data and it is found that the indigenous 304HCu SS tube material has creep rupture strength comparable with internationally reported data. The variation of steady state creep rate with stress showed a power law relationship. Rupture ductility was generally found to decrease with increase in rupture life. SEM fractography revealed mixed mode failure with predominance of intergranular creep cavitation.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
To achieve higher plant efficiency, it is necessary that power plants be operated at higher temperature. With requirements for higher steam temperatures to increase the efficiency of power plants, the creep resistance of conventional austenitic stainless steel (300 grades) is not sufficient. Through the addition of about 3 wt% of copper, increased carbon content and certain amounts of niobium and nitrogen, the elevated temperature strength and especially the creep properties are improved. The addition of nitrogen leads to a solid-solution strengthening of the material, where copper particles and Nb(C, N) provided precipitation strengthening.
Indira Gandhi Centre for Atomic Research has undertaken a major project along with other organizations to realize the indigenous development of materials, design and fabrication of advanced ultra supercritical (AUSC) power plants. The 304HCu tubes are being produced for the first time indigenously in the country. The 304HCu austenitic stainless steel is a candidate materials for use as reheater and superheater boiler tubes in AUSC power plants [1]. Creep tests are required to qualify the indigenously produced tubes of the materials to use in the fabrication of AUSC power plants.
The paper highlights the results obtained on creep properties of indigenously developed 304HCu SS tubes. The results are presented in the form of the variations of creep life and steady state creep rate as a function of applied stress, the variations of creep ductility with rupture life and fracture behaviour of the steel.
2 Experimental
Two heats (A and B) of 304HCu tubes have been produced and chemical composition of the heats are given in Table 1. For each heat, stage wise characterization was carried out with respect to microstructure, grain size, precipitation and hardness. The ingots of two heats were hot forged at 1473 K followed by solution annealing at 1443 K for 90 min. Hot extrusion was carried at 1430–1148 K. The heat B was subjected to additional solution annealing at 1543 K for 2 h before multipass cold pilgering with intermediate annealing at 1373 K for 30 min. Both the heats were subjected to final solution annealing temperature 1373 K for 30 min.
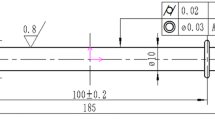
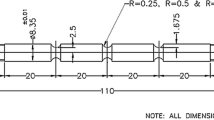
Rectangular strips were cut from the tubes (52 mm OD and 33 mm ID) and machined to 8 mm diameter rods. Creep specimens with 50 mm gauge length and 5 mm gauge diameter were machined out of these rods. Constant load creep tests were conducted using Star Testing System make creep machine with a lever-arm ratio of 20:1. A digital dial indicator was used for monitoring the specimen elongation. Elongation and temperature were continuously recorded using an automatic data logging system, Eurotherm Model No. 5100 V. All the creep tests were conducted in accordance with ASTM standard recommended practice E-139 and the test temperature was controlled within ±2 K.
3 Results and Discussions
3.1 Microstructure of the Steel
Optical microstructure of the steel (heat B) in the solution heat treated condition is shown in Fig. 1. Grain size of the steel was around 30 µm and higher intermediate solution temperature in heat B has little effect on grain size compared to heat A. Many intra- inter-granular precipitates were seen. SEM/EDX study confirmed them as primary Nb-carbonitrides. The volume fraction of primary carbonitrides was around 0.85 for heat A and 0.25 for heat B. TEM microstructure of the steel (heat B) in the solution heat treated condition is shown in Fig. 2. Primary carbonitrides were seen along with copper particle, appeared as white circle. The copper particle precipitated almost homogeneously inside the matrix; whereas the carbonitride particles are associated with dislocations.

Optical microstructure of the steel (heat B) in the solution annealed condition

TEM microstructure of the steel (heat B) in the solution annealed condition
3.2 Creep Properties
Creep tests were carried out at 923 and 973 K on two heats with different solution annealing conditions. Stress levels ranged from 180 to 300 MPa at 923 K and 125–170 MPa at 973 K. The rupture lives varied in the range of 50–8700 hours. The creep deformation of 304HCu SS steel at all temperatures and applied stresses was characterised by a very small instantaneous strain followed by primary, secondary and tertiary creep stages. Typical creep curves as the variation of % strain with time at a level of 200 MPa at 923 K for both the heats are shown in Fig. 3. Higher rupture life was observed in the heat with higher solutionising temperature (Heat B).

Typical creep curves for 304HCu SS at 200 MPa at 923 K for both the heats
Figure 4a, b shows the dependence of rupture life with applied stress on a log–log plot for both the heats at 923 and 973 K for respectively. It is found that heat with higher solutionising temperature (Heat B) showed improved creep life at both test temperatures. The lower rupture life of heat A is mainly attributed to presence of Nb rich precipitates [1].

Variations of applied stress with rupture life at a 923 K and b 973 K
The variations of steady state creep rate with applied stress (log–log plot) at 923 and 973 K are shown in Fig. 5a, b, respectively. A power-law relationship (\({\dot{\upvarepsilon}}_{\text{s}}\) = A σn, where \({\dot{\upvarepsilon}}_{\text{s}}\) is the steady state creep rate, σ is the applied stress and n and A are the material constants) is found to be obeyed between steady state creep rate and stress, indicating that creep deformation is controlled by dislocation creep mechanism. The stress exponent values for both the heats remain similar. Values of the stress exponent (n) were 7.4 at 923 and 4.5 at 973 K respectively.

Variations of steady state creep rate with applied stress at a 923 K, b 973 K
Figure 6a, b shows the variation of rupture elongation with rupture life at 923 and 973 K respectively. At 923 K, Heat B showed a minimum in ductility at intermediate rupture lives and for Heat A it decreases with increase in rupture life. The rupture ductility decreased with increase in rupture life of both the heats at 973 K. The decrease in rupture ductility was more in Heat A.

Variations of rupture elongation with rupture life at a 923 K and b 973 K
Stress–temperature–time to rupture (tr) data from internationally reported literature have been collected [2–4]. Stress (in log coordinates) as a function of Larson Millar Parameter [(T °C + 273)*(log tr + C)] has been plotted using the collected data (Fig. 7). It is found that the indigenous 304HCu SS tube material has creep rupture strength comparable with internationally reported data.

Variation of stress with Larson Millar Parameter (LMP)
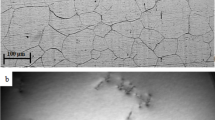
SEM fractography of creep tested at 923 K at 200 MPa revealed mixed mode failure with predominance of intergranular creep cavitation (Fig. 8). TEM micrograph of the heat B steel creep tested at 973 K and 125 MPa (rupture life 4085 hours) is shown in Fig. 9. Extensive carbonitrides precipitation associated with dislocations was found. No fresh precipitation of copper particles was observed, suggesting that copper precipitation was completed during quenching after the solution heat treatment. Extensive interaction of dislocations with both carbonitride and copper particles are visible.

SEM fractograph of 304HCu SS tube material creep tested at 923 K and 200 MPa with creep-rupture life of 1250 hours

TEM micrographs of 304HCu SS tube material creep tested at 973 K and 125 MPa with creep-rupture life of 4085 hours
4 Conclusions
Creep tests have been carried out at 923 and 973 K on two heats with different solution annealed conditions. Stress levels ranged from 180 to 300 MPa at 923 K and 125–170 MPa at 973 K. The rupture lives varied in the range of 50–8700 hours. The variation of steady state creep rate with stress showed a power law relationship. Rupture ductility was generally found to decrease with increase in rupture life. Higher rupture life was observed in the heat with higher solutionising temperature. It is found that the indigenous 304HCu SS tube material has creep rupture strength comparable with internationally reported data. SEM fractography revealed mixed mode failure with predominance of intergranular creep cavitation.
References
A. K. Bhaduri, K. Laha, S. K. Albert, T. Jayakuar and S. C. Chetal, Proceeding of 41 st MPA-Seminar, Stuttgart (2015).
H. Okada, Y. Sawaragi, F. Masuyama and N. Komai “Mechanical Properties and Microstructure of 0.1C-18Cr-9Cr-3Cu-Nb,N Steel Tube after Long Term Exposures in a Power Boiler” CREEP 7, Proc. Of the 7th International conference on Creep and Fatigue at Elevated Temperatures, The Japan Society of Mechanical Engineers, June 3–8, 2001, NIMS, Tsukuba, Japan.
Y. Sawaragi, K. Ogawa, S. Kato, A. Natori and S. Hirano, “Development of the Economical 18-8 Stainless Steel (SUPER 304H) having High Elevated Temperature Strength for Fossil Fired Boilers” The Sumitomo Research, No. 48, January, 1992, Sumitomo Metal Industries, Ltd., Osaka & Tokyo, Japan.
“DMV 304HCu” Salzgitter Mannesmamm Stainless Tubes-report
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Ganesan, V., Laha, K. & Bhaduri, A.K. Creep Rupture Properties of Indigenously Developed 304HCu Austenitic Stainless Steel. Trans Indian Inst Met 69, 247–251 (2016). https://doi.org/10.1007/s12666-015-0779-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-015-0779-2