
Abstract
The purpose of the present study is to compare investment castings prepared with conventional wax based patterns and acrylonitrile butadiene styrene (ABS) based patterns for industrial applications. Starting from the identification of component, patterns with three different types of pattern materials (namely: wax, ABS and ABS coated with wax) were prepared under different experimental conditions. The measurement of hardness was made on the final castings prepared. The results of study highlights that casting with wax based pattern gives better hardness as compared to other pattern materials (under given experimental conditions). The value of Cpk >1 for hardness measurement highlights that proposed process is highly capable. The adopted procedure is better for proof of concept. Strong possibilities are observed for the process under statistical control at suggested optimized settings. Hence the process can be used for mass production at proposed settings with controlled hardness. Further components prepared at proposed parametric settings have been studied for functional validation of the parts. The results are supported by microstructure analysis.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The use of acrylonitrile butadiene styrene (ABS) based patterns in investment castings (IC) for preparing biomedical implants is expanding at high rate [1]. These implants should be highly compatible physically and chemically with human body [2]. No compromise can be made regarding properties like surface quality and dimensional accuracy of the implants [3]. Hip joint in human body with an aid to rapid prototyping technique and IC has been developed satisfactorily by many researchers in past [4, 5]. Investment castings process in general is always preferred in order to produce extremely good surface quality and with close tolerance [6–8] and fused deposition modelling (FDM) is one of the rapid prototyping technology by which physical object (replica) is created directly from CAD data [9]. The literature review reveals that lot of research work has been reported on hip joint fabrication, FDM and IC process [10–14] but hitherto very less work has been reported to compare IC prepared with conventional wax based patterns and ABS based patterns for bio-medical implant (hip joint). In the present study, a bio-medical implant (hip joint) has been selected as the benchmark. The detailed drawing (Ref. Fig. 1) for the benchmark was made using CAD software (solid works).

CAD created hip joint
The drawing has served as the input to the FDM machine and ABS pattern for IC process has been generated. Figure 2a–c respectively shows standard triangulation language (STL) file format, cross section layers and pattern assembly of hip joint.

a STL format of hip joint; b Cross sectional layers of hip joint; c Pattern assembly
As regards to wax pattern the same has been prepared with conventional die. These replicas of wax and ABS were dipped into the slurry and sprinkled with coarse refractory. The process is repeated with suitable drying time, until mould of specific thickness was attained.
2 Experimentation
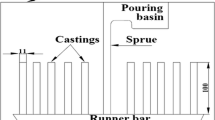
In pilot experimentation it has been found that by changing number of layers and pattern material, strength of cavity/shell was affected. Observations made from pilot experimentation are shown in Table 1. The parameters selected for pilot experimentation includes number of slurry layers, three type of pattern material (namely: wax, ABS and ABS + wax). As observed from Table 1 shells coated on wax based pattern was sustainable with ‘7’ No. of slurry layer coatings, where as ABS and ABS + Wax based shells were sustainable with ‘6’ No. of slurry layers. The reason for this difference may be attributed to drain out mechanism of wax and ABS before pouring of molten metal. The wax come out from shell in liquid state by heating the shell in the range of 150–200 °C, where as ABS is drained out in gasses state by heating in the range of 1,050–1,100 °C. It should be noted that when material comes out in liquid state from interstitial sites of IC tree, normally the branches may break because of expansion. This problem is less while dealing the matter in gaseous state (i.e. drain out of ABS at 1,050–1,100 °C).
Based upon trial runs of pilot experimentation, selected levels of input parameter for final experimentation are shown in Table 2. The number of slurry layers has been kept minimum ‘8’ in order to be on safer side for shell wall thickness. Figure 3a–c respectively shows pattern prepared after final coating, mould cavity prepared after de-waxing and components prepared during shakeout stage of IC.

a Pattern prepared after final coating; b Mould cavity after de-waxing; c Component during shakeout stage
Control log of experimentation is shown in Table 3. Mild steel has been used as casting material (for demonstration purpose, but commercial casting will be made of SS) and casted hip joint is shown in Fig. 4.

Casted hip joint
3 Result and Discussion
The hardness of the hip joint has been measured using micro Vickers (HV) hardness tester (Ref. Table 4).
Here H1, H2 and H3 are three repetitions for experimentation in order to reduce the experimental error. Based upon Table 4, it has been observed that ‘Wax’ based pattern results into more hardness as compared to ‘ABS’ or ‘ABS + Wax’ based patterns. Further for the present experimental study ‘wax pattern’ with 8 no. of slurry layers comes out as a better solution. In order to ascertain this fact, microstructure analysis of all nine set of samples (as per Table 3) has been performed (Ref. Fig. 5).

Microstructures of experiments from 1–9 (as per Table 3)
As observed from Fig. 5 for wax based pattern material (Exp. No.1–3) with increase in No. of slurry layers, cooling rate has been reduced, resulting in formation of smaller grains, hence hardness has been reduced with increase in no. of layers. For ABS and ABS + Wax based pattern more dendrite structure formation was observed with 10 no. of slurry layers resulting into more hardness in Exp. no. 6 and 9. This may be because of the fact that for removing ABS, ABS + Wax during de-waxing stage of IC, one has to heat the pattern up to 1,050 °C, whereas for conventional wax pattern it can be attained at just 150 °C. Now with change in No. of slurry layers the quantity of heat dissipation and rate of heat decapitated contributes to this behavior.
3.1 Calculation of Process Capability
As observed from Table 4 (counter verified by Fig. 5), wax based patterns resulted into better hardness as compared to ABS and ABS + Wax based patterns so,‘16’ no. of experiments were performed using 8 no. of slurry layers around wax based patterns for process capability analysis. The result of hardness is shown in Table 5. Based upon Table 5, Fig. 6 shows histogram with specification limits entered. As observed from Fig. 6, two ‘BELL’ curves shows theoretical normal distribution curves, having mean = the average of the sample readings. It should be noted that these are not the curves fitted to data/histogram. They simply serve as an approximate ‘Eyeball test’ to see the distribution of data—represented by the histogram—is close to normal. Further normal probability plot (Ref. Fig. 7) shows that the data is normally distributed. The observed values are plotted on the X-axis against a theoretical normal distribution on the Y-axis. A regression line is drawn from these XY pairs which shows values closer to straight line (confirming normal distribution). Further based upon Tables 5 and 6 shows Cp, Cpk values for micro hardness with ‘16’ set of readings with sub group size ‘1’. The upper specification limit (USL) is 391HV and lower specification limit (LSL) is 389 with tolerance range 2.

Histogram for observed values

Normal distribution curve for observed values
As process capability indices (Cp and Cpk) is measure of potential ability of a process to produce acceptable output by meeting the specified requirements. The value of Cp and Cpk more than 1 strongly confirming the process to be under statistical control (Ref. Table 6). Here CR is inverse of Cp.
The similar trend for Cp and Cpk values ≥1 has been observed for ABS and ABS + Wax based patterns. This means that for tailor made requirements or for batch production activities ABS based or ABS + Wax based patterns may be used.
4 Conclusions
The results of the study suggests that although ABS, ABS + Wax based patterns can be gainfully employed in place of conventional wax patterns but as regards to micro hardness of bio-medical implant is concerned conventional wax based pattern is a better option. Moreover for wax based patterns less number of slurry coated layers are required which will appreciably reduce the process cycle time. The confirmatory experiments were conducted for process capability analysis. The value of Cp and Cpk >1 highlights that the conventional wax, ABS, ABS + Wax based process are highly capable and strong possibilities are observed for the process under statistical control.
References
Singh R, and Singh G, in Proceedings of International Conference on Smart Technologies for Mechanical Engineering (STME-2013), Delhi (2013), p 637.
Gibson I, Cheung L K, Chow S P, Cheung W L, Beh SL, Savalani M M, and Lee S H, Rapid Prototyp J 12 (2006) 53.
Gu P, and Li L, Ann CIRP 51 (2002) 181.
Singh R, Singh S, and Kapoor P, in Proceedings of International Conference on Research and Innovations in Mechanical Engineering, Ludhiana (2013).
Singh R, and Singh G, Comparison of investment casting prepared for bio-medical application, Lambert Academic Publishing AG & Co. KG, Saarbrücken, (2013), p 23.
Dong Y, Bu K D Y, and Zhang D, J Mater Process Technol 211 (2011) 2123.
Beeley P R, and Smart R F, Investment Casting, 1st edn, Institute of Materials, (1995), p 112.
Amira S, Dube D, and Tremblay R, J Mater Process Technol 211 (2011) 1336.
Singh R, Rapid Prototyp J 19 (2013) 58.
Cheah M C, Chua K C, Lee W C, Feng C, and Totong K, J Adv Manuf Technol 25 (2005) 308.
Chhabra M, and Singh R, Rapid prototyp J 17 (2011) 328.
Cheng X, Sun X D, Yuan C, Green N R, and Withey P A, Intermetallics 29 (2012) 61.
Pattnaik S, Karunakar D B.and Jha P K, J Mater Process Technol 212 (2012) 2332.
Singh R, and Singh S, J Mech Sci Technol 27 (2013) 191.
Acknowledgments
The authors are thankful to All India Council for Technical Education, New Delhi under NCP.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Singh, R., Singh, G. Cast Component Hardness Comparison for Investment Casting Prepared with Wax and ABS Patterns. Trans Indian Inst Met 68, 17–21 (2015). https://doi.org/10.1007/s12666-014-0432-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-014-0432-5