
Abstract
The present investigation attempts to evaluate the effect of high intensity ultrasonic cavitation on dispersing the SiC nanoparticles in aluminum 6061 melt. Aluminum melt with various volume percentages of SiC nanoparticles was ultrasonically processed by dipping the ultrasonic horn into the melt. SEM and EDS study with elemental mapping validates the uniform distribution of SiC nanoparticles in the Al matrix. Compared to the un-reinforced alloy matrix and conventional composites, the mechanical properties of the nanocomposites, including tensile strength and hardness improved quite significantly as the particle volume percentage increased. The nanocomposites show better ductile properties as compared to the conventional composites. To understand the effect of ultrasonic vibrations on processing the nanocomposites, the nanocomposite was processed at three amplitudes and the results are presented. Ultrasonic cavitation based fabrication process proved as a better alternative to the conventional stir casting route to disperse the nano ceramic particles in molten alloys.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Metal matrix composites (MMCs) are a good alternative to traditional materials, due to their high hardness, specific strength and creep resistance [1]. The properties of MMCs could be enhanced further by adding the reinforcement particles in nano meter scale. Despite this, their application in the industrial world is quite low, because of their high cost of manufacturing. Stir casting proved as the most economical way of manufacturing conventional MMCs. But in stir casting it is extremely difficult to uniformly distribute the nano-sized ceramic particles in molten metal due to their high viscosity, poor wettability and large surface to volume ratio. These problems induce agglomeration and clustering [2].
The introduction of high intensity ultrasonic waves in liquids generates ultrasonic non-linear effects namely transient cavitation and acoustic streaming (a liquid melt flow due to an acoustic pressure gradient), which are mostly responsible for refining the microstructure, degassing of liquids and dispersive effects for homogenizing [3]. Transient cavitation is the phenomenon of formation, growth, pulsating and collapsing of micro-bubbles in liquids under high intensity cyclic ultrasonic waves. By the end of one cavitation cycle (about the order of 100 ms), the micro-bubbles implosively collapse producing transient (in the order of microseconds) micro “hot spots” that can reach very high temperatures (5,000 K), and pressures of about 1,000 atmospheres, resulting in heating and cooling rates above 1010 K/s [3, 4].
The ultrasonic cavitations could produce an implosive impact strong enough to break up the clustered fine particles and disperse them more uniformly in liquids. The strong impact, coupled with locally high temperatures in a very short time also enhances the wettability between the alloy melts and particles thus making the production of as-cast high performance light weight metal matrix nanocomposites (MMNCs) possible [5, 6].
MMNCs guarantee high strength, wear resistance, hardness and exceptional microstructural stability at high temperatures. They are suitable for high-performance applications where cast alloys or precipitation-strengthened materials cannot be employed due to their limited properties. Moreover, nanocomposite materials ensure performance far superior to alloys strengthened by micron-sized particles [7, 8]. In this work aluminum alloy (AA) 6061 based metal matrix nanocomposites were fabricated by the high intensity ultrasonic cavitation process.
2 Materials and Methods
2.1 Materials for Experiments
AA 6061 (Mg–Si AA) was used as matrix material as it is a common alloy for general purpose applications. It has good mechanical and corrosion resistance properties. AA 6061 has wider applications in the field of aircraft, marine and construction industry [1, 9]. The reinforcements used in this study were β—SiCp with an average size of 45–65 nano meters (nm) (Supplied by US Research Nanomaterials, Inc, Texas, USA) and micro SiCp with an average size 10 μm. The wide difference in the coefficient of thermal expansion between the aluminum and SiCp improves the dislocation density [2]. The improvement in the tensile strength was attributed to high dislocation density. Also the density of SiCp is close to aluminum, hence there will be no segregation during processing. The properties and the chemical composition of the matrix and reinforcement are shown in Tables 1 and 2.
2.2 Experimental Set Up
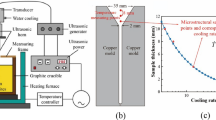
The experimental setup for manufacturing nanocomposite material is shown in Fig. 1. The setup consists of aluminum melting furnace, mechanical stirring unit, ultrasonic wave generator and transducer, and argon gas supply pipe. A specially designed stainless steel (SS 310) crucible with a capacity of 1.25 kg was used for melt processing. The inner surface of the crucible is coated with graphite to avoid any contamination during processing and the coating also helps to prevent the iron (Fe) pickup. The handle provided in the crucible facilitates the easy pouring of the molten material. The crucible is designed in such a way that it fits into the space provided in the ultrasonic setup. Variable speed electrical motor with stirrer unit was used to induce vortex in the molten material. The ultrasonic generator with 2 kW power was used to generate 20 kHz frequency for melt processing. The piezoelectric transducer converts this electrical signal into mechanical vibrations. The transducer is provided with three different amplitudes for melt processing.

Ultrasonic cavitation based dispersion setup—photograph showing the experimental setup used in the experiments
The stepped type ultrasonic horn (sonotrode) as shown in Fig. 1 is used for melt processing. The sonotrode is made of titanium and has a flat radiating surface. Ti has negligible solubility in molten Al (<200 ppm at 650 °C), favoring a long lifespan and minimum contamination. The top portion of the horn 35 mm in diameter and 85 mm in length is connected to the transducer and the bottom portion has 20 mm diameter and 185 mm length, which is immersed in liquid alloy during ultrasonic processing. A temperature probe was used to monitor the temperature inside the melt. Compressed air was used for cooling purpose and to partially control the up and down movement of ultrasonic horn during sonication. The molten metal surface was protected by argon gas.
2.3 Experimental Procedure
The detailed experimental procedure to manufacture nanocomposites is shown in Fig. 2 as a flow chart. Experiments were carried out to study the effect of ultrasonic cavitation on processing the molten material by changing the volume percentage of SiC nanoparticles. In each experiment, 800 g of AA 6061 was melted in a SS crucible (inner diameter: 60 mm) at 680 °C and choked for about 10 min. Initially alloy melt was mechanically stirred to obtain the homogenous mixture and then the SiC nanoparticles were slowly added to the molten metal from the top of the crucible. Mechanical stirring was done for pre-mixing the nanoparticles and also to mitigate the sonication (process of doing ultrasonic cavitation) time.

Experimental procedure—the above flow chart depicts the details of experimental procedure followed during the experimental work
After completing the mechanical stirring, the stirrer was removed and then the sonotrode was dipped in the molten material at 30 mm height and the ultrasonic wave generator (Johnson Plastosonic Ltd., Bangalore, India) was switched on. When the intensity (energy) of ultrasonic waves is more to that of liquid aluminum bonding energy, it breaks the liquid bonds and develops cavitation bubbles inside the molten material. The formation and collapse of these bubbles during pressure variation develop enormous amount of energy. While the bubbles collapse they disperse the nanoparticles in all directions randomly. Hence the agglomeration tendencies of nanoparticles are greatly reduced after efficient ultrasonic processing. A sonication time period of 45 min was used for melt processing. During processing, argon gas was supplied continuously into the crucible to avoid the reaction between atmospheric gas and the molten material.
During sonication, the viscosity of the molten material slightly increases due to the addition of SiC nanoparticles. Thus after efficient ultrasonic processing, a higher casting temperature of 800 °C was used to ensure the better flowability of the melt into the pre heated steel die. Ingot of diameter 20 mm and length 120 mm was prepared.
In this current work AA 6061/SiCp MMNCs with various volume percentages of SiC nanoparticles including 0.3, 0.5, 0.8, 1.0, 1.25 and 1.5 % were fabricated by ultrasonic cavitation method. To understand the effect of ultrasonic amplitudes on processing the nanocomposites, the 1.25 vol% nanocomposite was ultrasonically processed under three different amplitudes. For comparison, aluminum casting with 0 and 10 vol% micron-sized silicon carbide particles (average particle size 10 micrometer) was also prepared with the same conditions.
3 Testing of Components
3.1 Scanning Electron Microscopy (SEM) Study and Energy Dispersive Spectroscopy (EDS)
SEM and EDS with elemental mapping was carried out to study the particle distribution patterns and to identify the elements present in the solidified composites. Samples for microstructural study were cut and prepared from as-cast bulk MMNCs. The specimens for SEM were prepared first by polishing with 240, 400, 800 and 1,200 grit emery sheets and then by mechanical polishing using alumina slurries and diamond paste in polishing machine. SEM and EDS was conducted on CARL ZESIS SUPRATA Field Emission Scanning Electron Microscope (FESEM).
3.2 Tension Test
To measure the tensile properties, samples were prepared as per ASTM E8 standards. Tensile tests were performed on INSTRON make universal tension testing machine. Before the tensile testing, both ends of the 62.5 mm gage length of the specimens were marked and the original gage length was measured. After tensile testing, the two fractured ends were fitted together with matched surfaces and the final gage length was measured. The elongation of the sample was calculated based on the measurements of the original and final gage lengths. Ultimate tensile strength (UTS) and percentage of elongation values were calculated for each volume percentage of SiCp.
3.3 Hardness Test
To study the improvement in the hardness of the cast nanocomposites, samples were subjected to Brinell hardness test. Brinell hardness tests were conducted as per ASTM E10 standard. During the test 10 mm steel balls and 500 kgf load was used to create an indentation. The load was maintained for a specific dwell time of 20 s. Five readings were taken from each sample and five samples were considered from each casting. Based on the average of the above readings Brinell hardness number (BHN) values were calculated.
4 Results and Discussions
During the experiment, when SiC nano particles were added to the melt they tended to float on the surface of the melt, even though the particles were of slightly larger specific density than the molten alloy. This was due to the high surface tension of the melt and the poor wetting of particles with the matrix. By the application of high intensity ultrasonic waves, the particles could be entrapped into the melt efficiently and distributed uniformly. However, beyond 1.25 vol% SiCp, the agglomeration tendency increases suddenly and dispersion becomes a major problem. It could be due to two reasons. Firstly, at 1.5 vol%, the agglomeration of the SiC nanoparticles predominate the strong cavitations and acoustic streaming effects. Secondly, the intensity developed by the 2 kW generators might not be sufficient to break the agglomerated SiC nanoparticles. Higher capacity generators and better controlling of the process parameters could solve the above problem.
4.1 Microstructural Analysis
Figure 3a shows the optical microscopic image of the composite fabricated by the conventional stir casting route. It is evident from the figure that the mechanical stirring was not effective to disperse the SiC nanoparticles in aluminum melt. The particle clustering is more which ultimately reduces the mechanical properties of the composites. Figure 3b shows the microstructure of as-cast AA 6061 alloy.

Microscopic images. a Optical microscopic image of the composite fabricated by the conventional stir casting route. b SEM image of cast alloy. c SEM image of AA 6061—0.5 vol%. Nano SiCp. d SEM image of AA6061—1.25 vol% nano SiCp. e SEM image of AA6061—1.5 vol% nano SiCp
The SEM images of the as-cast composite (for 0.3, 1.25 and 1.5 vol% of SiC nanoparticles) are shown in the Fig. 3c–e. As evident from SEM images, some microclusters exist in the composites but the particles outside the microclusters are well dispersed in the matrix. More microclusters remained in the matrix for the 1.5 vol% of particles as shown in Fig. 3e. This could be due to increased agglomeration of particles as its volume percentage increases while the processing parameters are kept the same.
Single nano particles were dispersed in the matrix as shown in Fig. 3c. This is due to the fact that high intensity ultrasonic waves generated strong cavitation and acoustic streaming effects. Transient cavitations produced an implosive impact strong enough to break up the clustered nanoparticles and dispersed them more uniformly in the liquid matrix. Moreover, acoustic streaming was very effective for stirring.
EDS study indicates that the incorporation of SiC nanoparticles in Al melt was achieved by the ultrasonic cavitation method. Oxygen was observed as a low peak in EDS spectrum (Fig. 4a). It shows that the nanocomposite was protected well during fabrication due to the continuous supply of argon gas.

EDS and elemental mapping. a EDS analysis of Al matrix near the nanoparticle. b Elemental mapping
Since the average size of the nanoparticles used in the experiments is 45–65 nm, it is very difficult to use EDS spot analysis due to the limitation of the e-beam resolution in this instrument. Therefore, elemental mapping scanning was employed to validate the distribution of nanoparticles. In general, elemental maps show the spatial distribution elements present in the sample. Figure 4b shows the distribution of the elements aluminum (Al), carbon (C) and silicon (Si) respectively. From the results it is observed that C is distributed uniformly, which confirms the good dispersion of SiC nanoparticles in the aluminum matrix.
4.2 Tensile Behavior
The specimens cast by the ultrasonic cavitation technique were subjected to tension test and the results are shown in Fig. 5. The tensile strength values of the as-cast nanocomposites were found higher than that of base matrix and 1.25 vol% had superior tensile property. More than 100 % increment in strength was observed in the 1.25 vol% SiCp, but beyond this value the tensile strength reduced. The strength of the nanocomposites with 1.5 vol% SiCp actually decreased from that of nanocomposites with 1.25 vol% silicon carbide particles. It might be due to the numerous microclusters of nanoparticles and increased porosity content in samples with 1.5 vol% SiCp than in the one with 1.25 vol% SiCp, while the processing parameters were kept the same. The particles in the microclusters are loosely packed and not well bonded with Al. These particles are easily debonded during the loading process and lead to early fracture of the composite.

Nano SiC vol% versus UTS & BHN
The difference in the thermal expansion coefficients (CTE) mismatch and elastic modulus mismatch between the Al and the uniformly dispersed nano-sized SiC could actually generate thermally induced residual stresses and high dislocation density. The interaction of these dislocations with the non-deformable nanoparticles increases the strength level of the nanocomposite. The higher the dislocation density, higher would be the restrictions to the movement of dislocations. Also these SiC inclusions could work as barriers for dislocation movement. This dispersive strengthening effect is generally called as Orowan strengthening. The properties of MMNCs would be enhanced considerably even with a very low volume fraction of nano SiCp due to the high dislocation density and the dispersive strengthening effects. The improvement in mechanical properties of the nanocomposite is significantly better than that of the AA composites reinforced with micron-sized particles.
Figure 6 shows the relation between the elongation to fracture (measure of ductility) and particle vol%. It is evident from the figure that the percentage of elongation decreases as the particle vol% increases. The addition of more hard particles actually reduces the ductility of the alloys. However the reduction in ductility of the nanocomposite is within the acceptable level for most of the applications. The marginal reduction in ductility was attributed to the more uniform distribution of nanoparticles and the grain refining effect due to the addition of these nanoparticles and also the grain refinement due to the ultrasonic non linear effects [4, 10, 11].

Nano SiC vol% versus elongation
4.3 Hardness of the Composites
The results obtained from the Brinell hardness test are shown in Fig. 5. It is observed that BHN value increases as the particle volume percentage increases. Brinell hardness increment of 74 % was observed for the nanocomposite reinforced with 1.5 vol% SiCp. The higher hardness of the nanocomposites could be attributed to the fact that SiC nanoparticles act as obstacles to the movement of dislocations. The hardness increment could also be attributed to the reduced grain size. The SiCp are extremely hard (Knoop Hardness 2480); hence the inherent property of hardness of SiCp is rendered to the soft Al matrix. Eventhough the agglomeration are present in the 1.5 vol% SiCp composite, the BHN value is not decreased. This could be due to the high hardness of SiCp and increased dislocation density in the composite.
4.4 Metal Matrix Composites vs. Metal Matrix Nanocomposites
To compare the properties of conventional MMCs with MMNCs, AA composite with 10 vol% SiCp (average particle size 10 micrometer) was also fabricated by ultrasonic cavitation method under the same conditions. As evident from Fig. 7, the tensile strength obtained by adding 1.0 vol% nanoparticles is approximately 50 % higher than that of the tensile strength obtained by adding 10 vol% of micron-sized particles. The BHN value of the nanocomposite is also significantly higher than that of the conventional composite. It is also observed that the ductility of the composites reinforced with nano SiCp was superior to the composites reinforced with micron-sized SiCp.

MMNCs versus MMCs
The nanoparticle reinforcements can significantly increase the matrix mechanical strength by promoting particle hardening mechanisms more effectively than micron-sized particles. A uniform dispersion of nanoparticles provides a good balance between the strengtheners (non-deforming particles, such as SiC nanoparticles) and inter-particle spacing effects to maximize the tensile strength and hardness.
Also the fine-grained material is harder and stronger than coarse-grained material since greater amount of grain boundaries in the fine-grained material impede dislocation motion.
4.5 Effect of Ultrasonic Amplitudes on Processing the Nanocomposites
It has been established that cavitation is essential for effective dispersion of nanoparticles and for fully developed cavitation to occur in molten light metals, the ultrasound intensity needs to be ≥80–100 W/cm2 [12, 13]. The intensity can be controlled through the amplitude. Higher amplitudes are not always necessary to obtain the desired results. Higher amplitudes of sonication can lead to rapid deterioration of the ultrasonic transducer, resulting in liquid agitation instead of cavitation and in poor transmission of the ultrasound through the liquid media [14]. It is also reported in the literature that the recommended amplitude for dispersion/deagglomeration is 10–30 μm [15].
To understand the effect of ultrasonic amplitudes on processing the nanocomposites, the 1.25 vol% nanocomposite was ultrasonically processed at three amplitudes 15, 30 and 50 μm.
The tensile strength and BHN values were calculated for each of the nanocomposites. From the results it was observed that the nanocomposite processed with 30 μm amplitude showed better properties than the nanocomposites processed with 15 and 50 μm. The reason could be explained in the following way.
The intensity of ultrasonic irradiation (I) is directionally proportional to the square of the amplitude (A) [12]. i.e.,
The amplitude of 15 μm is almost the minimum amplitude necessary for effective dispersion of nanoparticles in molten Al. Due to excessive liquid agitation; the 50 μm amplitude also does not yield the good results. When A = 30 μm, the generated intensity is approximately 20 times, the threshold required for the development of full cavitation and the nanocomposites processed with this amplitude give good mechanical properties.
5 Conclusions
The ultrasonic cavitation based liquid metal processing was successfully adopted in the preparation of AA 6061/SiCp MMNCs containing the SiC filler contents up to 1.5 vol%.
The SEM analysis confirmed that the high intensity ultrasonic cavitation was effective to disperse the SiC nanoparticles in Al matrix. EDS study validates the presence of SiC nanoparticles in the Al and the low oxygen peak in the EDS indicates that the melt was well protected from oxidation during fabrication. The uniform distribution of carbon particles in the elemental mapping confirms the good dispersion of SiC nanoparticles in Al matrix.
The tensile strength values of the as-cast AA 6061/SiCp MMNCs were found higher than that of the base matrix and the composite fabricated with micron-sized SiCp. Compared to the un-reinforced cast alloy, the increment in the tensile strength of more than 100 % was observed in 1.25 vol% nanocomposites. The strength of the nanocomposite with 1.5 vol% SiCp actually decreased from that of nanocomposite with 1.25 vol% SiCp. The ductility of the MMNCs slightly reduced as the particle vol% increased.
The BHN values of the nanocomposites increased as the SiCp vol% increased. The BHN value increment of 74 % was observed for the 1.5 vol% SiCp nanocomposite.
References
Hashim J, Looney L, and Hashmi M S J, J Mater Process Technol 92–93 (1999) 1.
Yang Y, Lan J, and Li X, Mater Sci Eng A 380 (2004) 378.
Eskin G I, Ultrason Sonochem 2 (1995)137.
Cao G, Konishi H, and Li X, J Manuf Sci E-T ASME 130 (2008) 031105-1.
Cao G, Choi H, Konishi H, Kou S, Lakes R, and Li X, J Mater Sci 43 (2008) 5521.
Cao G, Kobliska J, Konishi H, and Li X, Metall Mater Trans A 39A (2008) 880.
Cao G, Konishi H, and Li X, Int J Metalcast Winter 08 (2008) 57.
Li X, Yang Y, and Cheng X, J Mater Sci 39 (2004) 3211.
Puga H, Barbosa J, Seabra E, Riberio S, and Prokic M, Mater Lett 63 (2009) 806.
Cao G, Konishi H, and Li X, Mater Sci Eng A 486 (2008) 357.
Ranjit B and Surappa M K, Sci Technol Adv Mater 8 (2007) 494.
Eskin G I, Ultrasonic Treatment of Light Alloy Melts, Gordon & Breach Science Publishers, Amsterdam (1998) p 155.
Ramirez A and Qian M, Ultrasonic Grain Refinement of Magnesium and its Alloys, (2011), http://www.intechopen.com/books/magnesium-alloys-design-processing-andproperties. Accessed 19 June 2013.
Santos H M, Lodeiro C, and Capelo-Martrnez J-L, The Power of Ultrasound, Wiley-VCH Verlag Gmbh & Co., Weinheim (2009).
Hielscher T, Ultrasonic Production of Nano-Size Dispersions and Emulsions, (2005), www.hielscher.com. Accessed 19 June 2013.
Acknowledgments
Authors express their sincere thanks to All India Council for Technical Education (AICTE) New Delhi—India, for funding this project under Research Promotion Scheme (RPS) on the concept of Ultrasonic Cavitation Based Fabrication of Metal Matrix Nanocomposite Materials.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Poovazhagan, L., Kalaichelvan, K. & Rajadurai, A. Preparation of SiC Nano-particulates Reinforced Aluminum Matrix Nanocomposites by High Intensity Ultrasonic Cavitation Process. Trans Indian Inst Met 67, 229–237 (2014). https://doi.org/10.1007/s12666-013-0340-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-013-0340-0