
Abstract
Slurry pot erosion tester is a simple and inexpensive test rig which can provide a rapid ranking of the erosion resistance for different materials. The fabrication of modified slurry pot erosion tester has been reported here. The present slurry pot erosion tester facilitates to handle large cylindrical and flat samples. It also allows using slurry with variety in its volume, and concentration and particle size of sand. The much needed uniform distribution of solid particles along the vertical section of the slurry is controlled by the speed of the stirrer. In the present investigation, the effect of stirrer speed on the distribution of sand particles inside the slurry pot is studied for variety of slurry. The optimum stirrer speed for uniform distribution of 300 μ sand particles over the vertical cross section in slurry of 10% concentration and 20 l volume comes out to be 850 rpm. The erosion behaviour of mild steel was also studied to ensure suitability of the device for determination of erosive wear.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
In many industrial applications a surface is attacked by fluid stream containing solid particles which causes the erosive wear of the surface. It ultimately leads to repair or replacement of the component. Erosion is the most significant and continuing problem in many systems like catalytic cracking of oil, coal hydrogenation, fluidised bed system, transport lines for slurries, aeronautical, mining and process industries and thermal and hydroelectric power plants [1–4]. Use of better erosion resistant material can mitigate the deleterious effect of erosion in such applications. However, the accurate prediction of erosion behaviour of material is very difficult as numerous parameters govern the erosion phenomenon. All these parameters can be broadly classified as (i) impinging variables, (ii) particle variables and (iii) material variables [5]. The relative importance of these parameters in the systems undergoing erosive wear varies depending on the different flow configurations and their physical characteristics. Generally laboratory test method is popularly adopted [6] to evaluate erosion resistance of material in which practical conditions are simulated to generate meaningful and reproducible data. In practice, generally erosive wear takes place at low rates. Hence the simulation test period becomes lengthy. In such circumstances, widely accelerated erosion conditions may be imposed with precision to shorten the test period.
Literature Review on Methodology and Design of Erosion Testers
The standardization of methodology and design of equipment for erosion testing is difficult to achieve considering the complexity of the problem. Clark [7] opined that no ideal erosion test was likely to exist which would allow the prediction of erosion rate and its distribution in any flow regime under any material or slurry condition along with optimization of hardware design criteria. Subsequently no universal correlation valid for all types of slurries could be obtained to determine wear rate in a slurry pipe line [8]. However, at a lower level of expectations, many lab tests can be used for performance ranking of the materials and study of influencing factors. Various types of erosion test rigs used so far for determination of erosion rate in different conditions can be listed as linear gas gun [9], slurry pot erosion tester [10, 11], contra rotating disc tester [12], slurry jet erosion wear test rig [13], sliding bed erosion test fixture [14], flow-through slurry wear tester [15] and sliding bed wear test and closed hydraulic loop tester [16]. Those can be further classified into four types [17] as sand or gas-blast rig [2], re-circulating liquid slurry loop [18], centrifugal accelerator and whirling arm rig [19, 20]. The most commonly used bench scale test rigs to evaluate the erosive wear at an accelerated rate are slurry pot tester (a variant of whirling arm rig) and jet impingement tester (JIT) (sand blast type). Slurry pot tester can provide a rapid ranking of the erosion resistance of different materials besides being inexpensive and easy to operate [21]. However the investigation on the effect of particle size, impact velocity and impact angle cannot be undertaken with slurry pot tester [22]. JIT is generally applied to determine the variation of the wear with impact angle at low solid concentration. However, the impact angle and the impact velocity of all the solid particles do not remain same during the test in JIT [23–25]. The inadequate grasp and control of particle impact conditions in the test rig ultimately leads to erroneous data on erosion behavior of material [26]. Efforts are being taken for the continuous modification in the design of existing test rigs to overcome the flaws/limitations observed in them [27, 28]. Recently, the coriolis tester (a variant of centrifugal accelerator), has been reported to be simple and rapid with excellent control of experimental condition [29]. There, coriolis effect is used to closely simulate the action of slurries moving inside centrifugal pump, cyclones etc. [30]. However, the above discussed test rigs mostly operate under laminar flow conditions. In order to study the erosion due to turbulence, a compact, convenient and reliable counter rotating double disc tester has been reported for first level erosion characterization of engineering materials [31].
However, the slurry pot tester is reported to give comparatively more realistic results for many field applications and hence it is preferred over other tester which can be prohibitively expensive and time consuming [6, 8, 10]. In the present work, a slurry pot tester is fabricated, keeping in view all the problems faced earlier, to evaluate the erosion resistance of variety of material for various erosion parameters. The effect of stirrer speed on solid distribution in variety of slurry is also studied. Experiment on erosion of mild steel in sand-water mixture has been carried out to ensure suitability of the device for determination of erosive wear.
Experimental Program
Fabrication of Slurry Pot Tester
The modern slurry pot tester has undergone lot of modification. Earlier Tsai et al. [10] had used cylindrical slurry pot tester, of 2 l capacity, made of brass with a detachable lid. They suggested using larger test chamber to rotate test samples of larger diameter to ensure viscous layer effect. Figure 1 shows schematic diagram of experimental set up and details of modified slurry erosion pot tester. It consists of a cylindrical tank of cast iron of 300 mm diameter and 450 mm height, to rotate larger samples and to handle large slurry volume, if required (Fig. 1b). Earlier, the vortex shedding interaction effect was observed between the two cylindrical samples rotating at more than 1,600 rpm in the slurry. This was thought to affect the weight loss of the specimens. Therefore, many investigators attached a propeller at the bottom of the shaft used for rotating the specimens and pumped the mixture upwards for suspending the solids. But, the turbulence produced in the pot for suspension of solids was a problem as it could result in significant error in calculation of impact velocity. To overcome this possibility, two discs were rotated in opposite directions in a slurry pot [12]. Later, it was suggested that a downward pumping propeller and pitched turbine blade propeller give more uniform distribution of solids [32, 33]. Hence in the present pot tester, a stirrer is fixed in pump down mode to one end of shaft inserted from the bottom. The other end is connected to a separate 0.75 KW DC motor through belt pulley drive. The stirrer can be rotated at any speed up to 1,400 rpm to ensure uniform distribution of sand particles in the slurry of desired concentration. A non contact type tachometer, instead of magnetic pick up used earlier, is attached to measure the stirrer speed. Also, the cylindrical tank is lined from inside with four full length baffle plates of 10 mm thickness. The baffles oppose the undesired swirling of flow during stirring but do not affect the desired longitudinal and radial flow. Hence the vortical motion induced by the rotating samples and the propeller is diminished and good mixing of the slurry is ensured.

Schematic diagram of modified slurry pot erosion tester. a Experimental set up, b details of slurry pot, c sample holding assembly with circular samples and d holding disc with different orientation angles for the flat samples
The tank is covered by a transparent acrylic sheet from the top which allows to view the inside portion of the tank during testing. Another 0.75 KW DC motor is directly mounted on the top of the acrylic sheet. As shown in Fig. 1a, the stainless steel shaft attached to the motor is inserted from the acrylic lid to hold and rotate the wear specimen inside the slurry at required speed as can be measured by non contact type digital tachometer. The wear samples can be in the form of either right circular cylinder of 10 mm diameter or rectangular plate of 20 × 3 mm2 cross section with a T-Shaped head at the top. These samples, maximum four in number, can be fitted in the matching groove on the sample holding disc. The holding disc is then bolted to supporting disc attached to holding shaft and the whole assembly is then fitted to the motor shaft. The degree of freedom for wear specimen is designed to be zero to avoid relative motion during test (Fig. 1c). All the components of the holding fixture are made up of stainless steel.
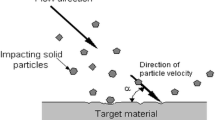
It was thought that the quantification of the impact angle in the pot tester was difficult due to complex relative flow conditions between the slurry and the wear specimen during the test [34]. However, the orientation angle of the specimens was varied to study the effect of impact angle [12]. The orientation angle was defined as the angle between tangents to the plane surface and its velocity. Special test fixture was designed for analyzing the effect of impact angle in the slurry pot tester [35]. The flat wear sample in the present pot tester can also be placed at different orientation angle as shown in Fig. 1d by selecting the holding disc with grooves in the desired orientation angle.
The acrylic lid along with the motor and the special holding assembly can be lifted up through rope winch system for loading and unloading of sample. The guiding rods help easy placing of the lid on the tank. The lid can be bolted to the tank flanges at the top. The tank is provided with total five outlets at different height along the wall. The outlet at the bottom (D) is solely for draining the tank whenever the used slurry has to be replaced by new slurry. The remaining four ports (T1, T2, T3, T4) are arranged at 75, 150, 225 and 300 mm from bottom and alternately at left and right side of the drain port. These ports are used to check the actual sand concentration at different height from the bottom.
Optimization of Stirrer Speed
In slurry pot tester, the uniform distribution of solid eroding particles in the slurry is important to obtain realistic and reproducible data on erosion. The suspension characteristics of the slurry are controlled by the speed of the stirrer. The lower stirrer speed may not give uniform distribution of the solid sand particles in the slurry. On the other hand, turbulent and vortex flow conditions may creep in at higher stirrer speed. The minimum speed of the stirrer at which the mixture appears to be uniformly distributed (or the suspension speed [6]) can be decided by visual observation. During the experiment for optimization of stirrer speed, the mixture appeared to be uniformly distributed above 700 rpm of stirrer. However the sand concentration along the vertical cross section of the slurry may not be equal everywhere at this speed. This, therefore, necessitates determining the optimum stirrer speed which gives fairly uniform overall distribution pattern of solids in the slurry. Hence in the present investigation, the actual concentration of the sand is measured by collecting the samples through the various tank openings for different slurry parameters as shown in Table 1. The relative concentration is calculated as the ratio of actual sand concentration in the collected sample to overall sand concentration of the slurry at given condition.
Testing of Mild Steel for Erosion Resistance
Two right circular cylindrical samples of mild steel were polished with #1000 emery paper for uniform surface condition. The stirrer speed for the slurry is determined from the observations of the optimization experiment described above. All the test conditions are summarized in Table 2. Samples were cleaned with tap water first and acetone later and then dried in hot air blower before and after each test. The specimens were clamped with circlips at the top and then inserted in the matching holes of the sample holding assembly. The tank was filled with the slurry of desired composition and the transparent lid was placed on the tank. The specimen holding assembly attached to the lid from inside got immersed in the slurry. The MS samples were thus held vertical with the top edge at the height of 225 mm from the bottom.The motor attached to it from the outside of the lid rotated the samples in the direction opposite to stirrer at desired speed. The mass loss of the specimen is measured in electronic balance having least count of 0.01 mg after 2 h interval.
Result and Discussion
The present slurry pot erosion tester facilitates to handle larger samples and variety of slurry and its volume. Also, the orientation angle of the specimen and the speed of the sample rotation can be conveniently adjusted to suit the experimental requirements. The distribution pattern for the given slurry can be checked at any time by measuring the relative concentration at the vertical section of the slurry. Accordingly stirrer speed can be adjusted.
Effect of Stirrer Speed
The distribution patterns of sand particles along the vertical distances in the tank for different stirrer speed and overall sand concentration are as shown in Fig. 2a, b and c. For slurry of 5% concentration of 300 μ sand particles (Fig. 2a), the relative concentration is constant for all the stirrer speed at 75 mm height. Above 75 mm height, it increases gradually with the stirrer speed. However the relative concentration at 225 mm height is lesser at all the stirrer speed as compared to that at 75 and 150 mm height. Similar results are obtained for 10% (Fig. 2b) and 20% (Fig. 2c) slurry concentration. The relative concentration of 300 μ sand particles varies between 0.9 and 1.2 at the height of 75 and 150 mm for all the test speed of stirrer and different overall sand concentration in the slurry. Thus the sand particles are almost uniformly distributed in this region above stirrer speed of 750 rpm. However, the relative concentration at the height of 225 mm is lesser and varies over a wide range. But, it increases with the increase in stirrer speed from the lowest of 0.15 at 750 rpm for 20% overall sand concentration (Fig. 2c) to the maximum of 0.9 at 950 rpm for 5% overall sand concentration (Fig. 2a). This is obviously due to greater energy required to push more number of sand particles in upward direction. Thus the sand concentration in this region mainly depends on the stirrer speed. In other words the relative sand concentration falls with the height but the increase in stirrer speed keeps the sand distribution pattern in the pot more and more uniform.

Variation of relative concentration of sand along the cylinder height at different stirrer speed for slurry of a 5%, b 10% and c 20% overall sand concentration
Effect of Slurry Concentration
The effect of increase in slurry concentration on the distribution of flow is shown in Fig. 3. Though the number of particles in the slurry increases with the concentration, there is no proportional increase in the number of particles present all over the vertical section of the slurry. Similar observations have been reported in the literature [36]. This has been attributed to the increased interaction between solids and the decreased free space available for free motion [37]. The increase in slurry concentration increases the density of the mixture and hence requires greater energy for the suspension of additional particles. If the energy supplied is not enough then particles tries to settle down. Hence the relative concentration in the lower region of the slurry tank increases and that in the upper region decreases with the increase in slurry concentration. This trend is common for slurries of different particle size. Thus it is clear that the distribution of the sand particles becomes increasingly uneven with the increase in slurry concentration.

Variation of relative concentration of solid along the tank height for different slurry concentrations (stirrer speed = 850 rpm, particle size = 525 μm)
Effect of Particle Size
Figure 4 shows the variation in relative solid concentration due to change in particle size for various slurry concentrations and tap positions. In general, the relative concentration of solid particles drops with the increase in size of the particles. The relative concentration of bigger size particles fluctuates widely in the given test zone. As such the increase in particle size does not change density of slurry of same concentration but it results in reduced number of sand particles in the slurry. However, the effect of liquid drag on the particles reduces with the increase in particle size. Hence larger particles do not closely confirm to the movement of the liquid than do small particles [38]. The reduction in the effect of liquid drag owing to increase in particle size tends the bigger particles to settle down. Hence the relative concentration in the lower region increases and that in the upper region decreases. Therefore the distribution of the sand particles becomes uneven. The further increase in particle size results in settling of particles down to still lower region. The rise in stirrer speed in this case causes the upward dispersion of sand particles present in the lower region. But it does not result in suspension of additional particles present in the bottom region (i.e. below 75 mm) probably due to inadequate energy supplied by the stirrer. The further rise in stirrer speed may provide the necessary energy for the suspension of more number of particles. However, the stirrer speed can only be increased in constraint with the turbulence produced in the tank.

Variation in relative concentration of solid due to change in particle size for all slurry concentrations and tap positions at 850 rpm
The optimum stirrer speed which gives nearly uniform distribution of 300 μ sand particles in a slurry of 10% overall concentration over the vertical cross section comes out to be 850 rpm. The schematic representation of distribution pattern for the optimized process parameters is as shown in Fig. 5. It is clear that the slurry density in the uppermost region is comparatively lesser than that in the lower region. This is obvious as the gravitational force tends the sand particles to settle down. However the stirrer speed is sufficient enough to float majority of sand particles to the surface thus causing erosion of the samples.

Schematic representation of sand distribution pattern in the slurry pot at given process parameters
Erosion Behaviour of Mild Steel
The trial erosion test of mild steel specimen was conducted in the modified slurry pot tester at 120 rpm. As per the results of the optimization experiment, as discussed above, the stirrer speed for the given composition of the slurry was set at 950 rpm. The variation in incremental and cumulative weight loss due to erosion is plotted against the test time as shown in Fig. 6. The plot indicates that incremental weight loss of mild steel specimen initially increases with time and then ultimately reaches a steady state value. This can be attributed to the platelet mechanism of erosion [39]. In this mechanism, larger platelets formed at the beginning of erosion on the relatively undeformed material are easily removed on the impact of succeeding particles. This results in a peak in the weight loss of the material due to erosion. As the erosion process continues, the overlapping of craters and platelets takes place. This makes the platelets less vulnerable and results in lower and steady erosion rate. Similar results have been reported in the literature [40, 41]. Thus the results of the modified slurry pot tester are consistent and may provide more realistic results for the ranking of the erosion resistant materials.

Variation in incremental and cumulative weight loss due to erosion of mild steel with the test time
Conclusion
-
The modified slurry pot erosion tester has the capacity to handle large samples and variety of slurry. The arrangement of adjustable specimen orientation angle and stirrer speed facilitate for erosion testing of material under different conditions. The precise control over the suspension characteristics of the slurry ensures the accurate and reproducible data of erosion behavior of materials.
-
From the experimental study it is observed that the rise in stirrer speed improves the uniformity of the flow along the vertical section. The increase in overall sand concentration of the slurry requires more energy for suspension of additional sand particles. Hence stirrer speed needs to be increased to maintain the uniformity of the flow.
-
The increase in the size of sand particles tends to reduce the effect of liquid drag on the bigger particle. Hence these particles do not closely confirm with the flow of liquid medium. This also calls for increase in stirrer speed to improve the distribution pattern of the sand particles in the slurry.
-
Thus the optimum stirrer speed is different for variety of slurry and it mainly depends on the concentration and size of sand particles in the given volume of the slurry. The optimum stirrer speed was found to 850 rpm most uniform distribution of 300 μ sand particles over the vertical cross section of the slurry of 10% concentration in 20 l volume.
-
For slurries of higher overall concentration and sand particle size, the uniform distribution of the sand particles along vertical section of the pot tester can be obtained at higher stirrer speed. However the excessive increase in the stirrer speed will cause turbulence and formation of vortices in the slurry pot. Hence stirrer speed needs to be controlled in the constraint of turbulent flow conditions to obtain more uniformity in the distribution of sand particles.
-
The results obtained from the erosion testing of mild steel in the present slurry pot tester are found to be consistent with the literature. This ensures realistic results for the various erosion conditions in pipeline, pump, water turbines etc.
References
Iain F, Wear 3 (1960) 87.
Neilson J H, and Gilchrist A, Wear 11 (1968) 111.
Nagarajana R, Ambedkar B, Gowrisankar S, and Somasundaram S, Wear 267 (2009) 122.
Shivamurthy R C, Kamaraj M, Nagarajan R, Shariff S M, and Padmanabham G, Wear 267 (2009) 204.
Kosel T H, Metals Handbook, 10th edn, vol. 18, ASM, Materials Park (1992), p 199.
Desale G R, Gandhi B K, and Jain S C, Wear 259 (2005) 196.
Clark H M, in Test Methods and Applications for Slurry Erosion—A Review, Tribology: Wear Test Selection for Design and Application, ASTM STP 1199, (eds) Ruff A W, and Bayer R G, American Society for Testing and Materials, Philadelphia, PA (1993) p 113.
Gupta R, Singh S N, and Seshadri V, Wear 184 (1995) 169.
Sheldon G L, and Kanhere A, Wear 21 (1972) 195.
Tsai W, Humphrey J A C, Cornet I, and Levy A V, Wear 68 (1981) 289.
Chattopadhyay R, Wear 162–164 (1993) 1040.
de Bree S E M, Rosenbrand W F, and de Gee A W J, in Eighth International Conference on the Hydraulic Transport of Solids in Pipes, Johannesburg, South Africa, BHRA, Great Britain (1982) p 161.
Elkholy A, Wear 84 (1983) 39.
Tuzson J J, J Fluids Eng 106 (1984) 135.
Madsen B W, Wear of Materials, American Society of Mechanical Engineers, New York (1985), p 345.
Roco M C, Nair P, and Addie G R, in Slurry Erosion: Uses. Applications and Test Methods, ASTM STP 940 (eds) Miller J E, and Schmidt F E Jr, American Society for Testing and Materials, Philadelphia, PA (1987), p 185.
Wood R J K, and Wheeler D W, Wear 220 (1998) 95.
Neville A, and Wang C, Wear 267 (2009) 2018.
Tilly G P, and Sage W, Wear 16 (1970) 447.
Al-Bukhaiti M A, Ahmed S M, Badran F M F, and Emara K M, Wear 262 (2007) 1187.
Lathabai S, and Pender D C, Wear 189 (1995) 122.
Clark H M, Tribol Int 35 (2002) 617.
Lin F Y, and Shao H S, Wear 141 (1991) 279.
Lin F Y, and Shao H S, Wear 143 (1991) 231.
Turenne S, Fiset M, and Masounave J, Wear 133 (1989) 95.
Oka Y I, Nishimura N, Nagahashi K, and Matsumura M, Wear 250 (2001) 736.
Chevallier P, Vannes A B, and Forner A, Wear 186–187 (1995) 210.
Abouel-Kasem A, Abd-elrhman Y M, Emara K M, and Ahmed S M, J Tribol 132 (2010) 1
Clark H McI, Tuzson J, and Wong K K, Wear 241 (2000) 1.
Hawthorne H M, Xie Y, and Yick S K, Wear 255 (2003) 170.
Dube N M, Dube A, Veeregowda D H, Iyer S B, Wear 267 (2009) 259.
Sharma R N, and Shaikh A A, Chem Eng Sci 58 (2003) 2123.
Biswas P K, Dev S C, Godiwalla K M, and Sivaramakrishnan C S, Mater Des 20 (1999) 253.
Zu J B, Hutchings I M, and Burstein G T, Wear 140 (1990) 331.
Gandhi B K, Singh S N, and Seshadri V, Wear 254 (2003) 1233.
Desale G R, Gandhi B K, and Jain S C, Wear 264 (2008) 322.
Zitoun K B, Sastry S K, Guezennec Y, Int J Multiph Flow 27 (2001) 1397.
Clark H M, and Hartwich R B, Wear 248 (2001) 147.
Levy A V, Wear 108 (1986) 1.
Levy A V, and Hickey G, Wear 117 (1987) 129.
Harsha A P, and Bhaskar D K, Mater Des 29 (2008) 1745.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article
Cite this article
Gadhikar, A.A., Sharma, A., Goel, D.B. et al. Fabrication and Testing of Slurry Pot Erosion Tester. Trans Indian Inst Met 64, 493–500 (2011). https://doi.org/10.1007/s12666-011-0075-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12666-011-0075-8